Guía técnica de sustratos de hojalata para la fabricación de latas de bebidas

Compartir
Elegir los sustratos de hojalata adecuados para la producción de latas de bebidas es la diferencia entre una línea que funciona a 2.000 cpm con un deterioro casi nulo y otra que lucha contra las bridas partidas, la estanqueidad de las costuras por debajo de las especificaciones y la inestabilidad del sabor. Esta guía técnica se centra en cómo especificar, probar, certificar y abastecerse de acero recubierto de estaño específicamente para el envasado de bebidas carbonatadas, con consejos prácticos que puede aplicar en su próxima OC. Si ya dispone de especificaciones, compártalas y las traduciremos en un plan de bobinas y muestras que se puedan fabricar; también puede consultar las opciones disponibles y solicitar cortes personalizados a través del catálogo de productos de Tinsun Packaging en hojalata de ingeniería y materiales TFS.
Aplicaciones del acero estañado en latas de bebidas carbonatadas
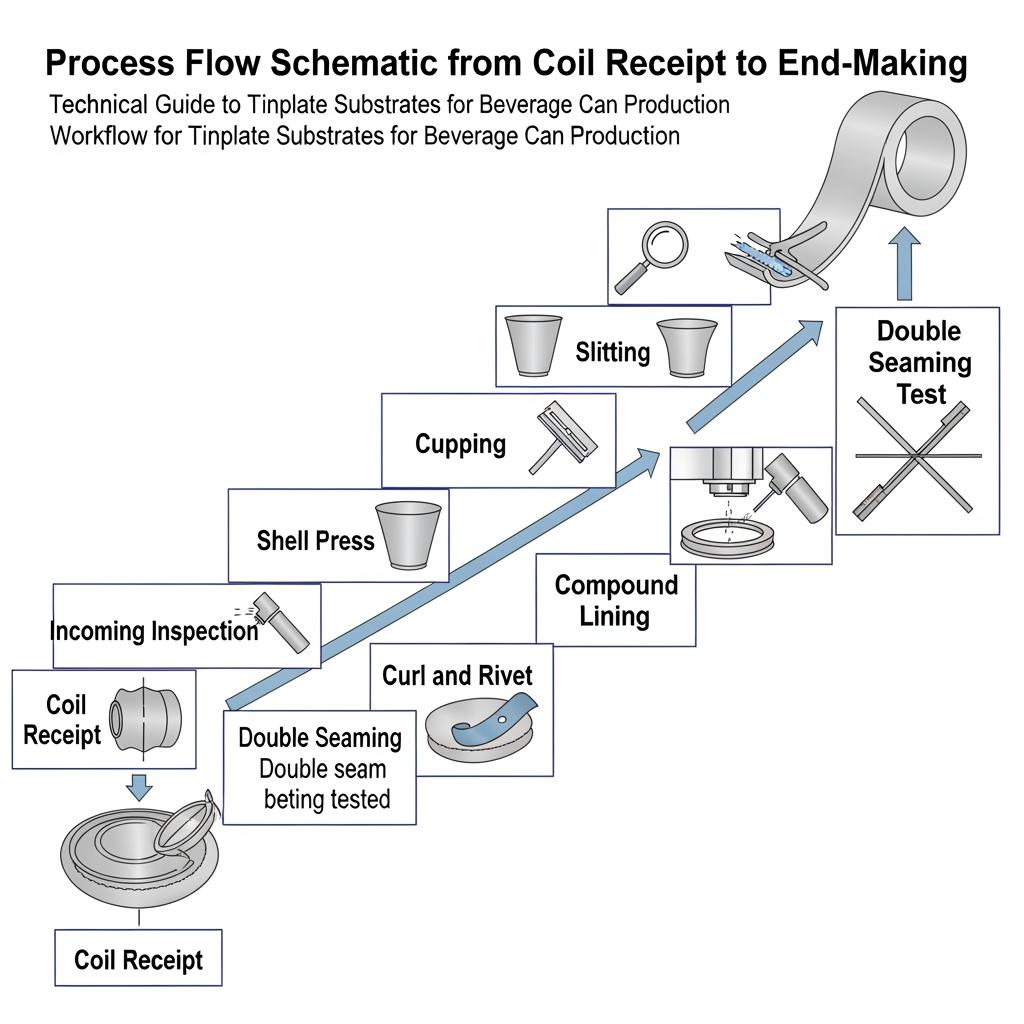
La hojalata se elige para las bebidas carbonatadas porque equilibra la conformabilidad, la integridad de la costura, la protección del sabor y la reciclabilidad. En los cuerpos de latas de dos piezas (DWI) y de tres piezas, ofrece una resistencia controlada al estirado y planchado, mientras que la capa de estaño y la pasivación mejoran la soldabilidad y la adherencia de la laca. En las tapas y lengüetas, los revenidos más altos mejoran el comportamiento frente al pandeo y el estallido bajo carga de CO₂.
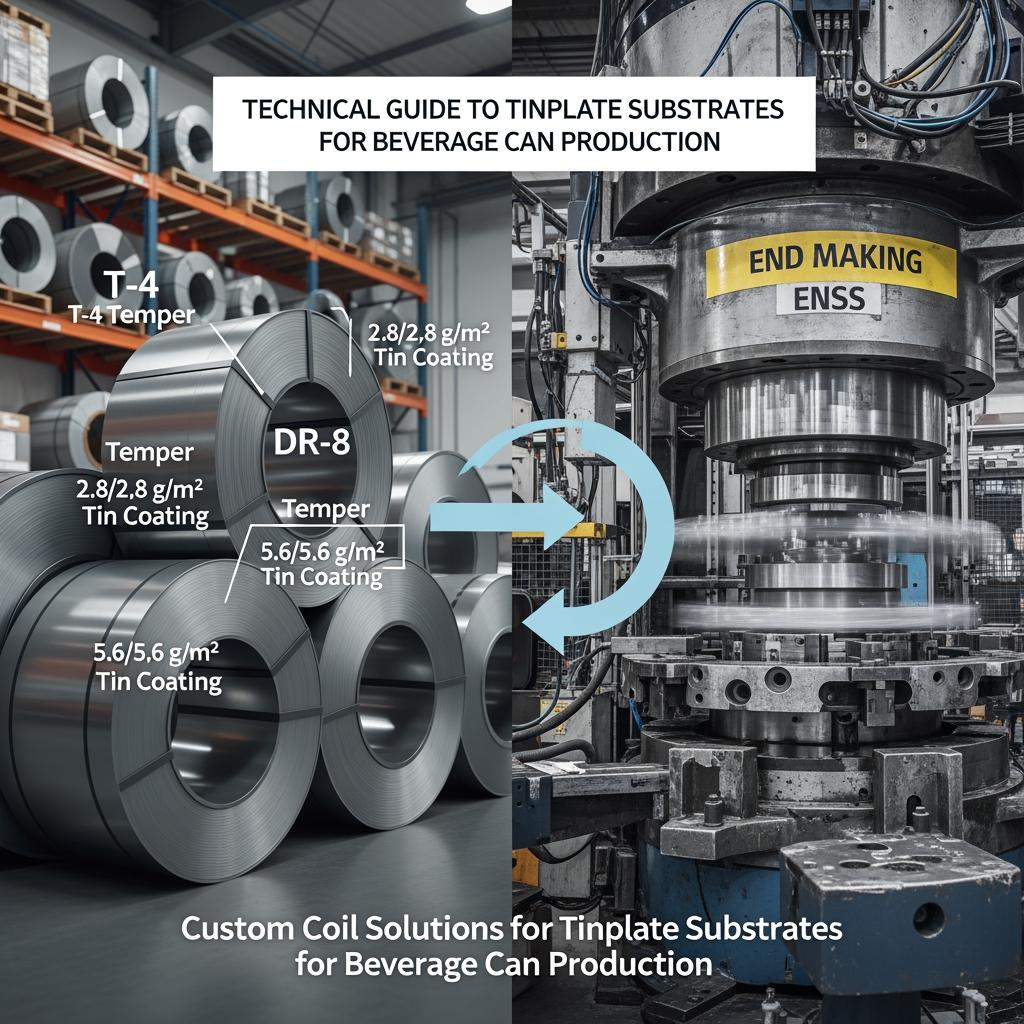
En las carrocerías de latas, el material típico oscila entre 0,16 y 0,22 mm, con grados de temple adaptados a la profundidad de embutición y a la relación de planchado. En los cuerpos de tres piezas, la consistencia de la soldabilidad -afectada por la limpieza del acero base y el acabado superficial- es tan importante como el revenido. En los extremos, los grados DR (doble reducción), como DR-8/DR-9, son habituales para mejorar la resistencia al pandeo sin añadir grosor. Las lengüetas suelen utilizar flejes de mayor temple para garantizar una formación de remaches y una fuerza de apertura fiables.
El acabado de la superficie importa. Los acabados brillantes o pétreos pueden influir sutilmente en la disposición de la laca, el brillo de la impresión y la microlubricación en los utillajes DWI. Los pesos del revestimiento de estaño se eligen para que coincidan con la química del producto y el tiempo de distribución: mayor revestimiento en el interior para refrescos ácidos, o revestimientos diferenciales interior/exterior cuando se necesita optimización.

Normas ASTM y JIS para hojalata utilizada en envases de bebidas
Dos referencias dominan la especificación de la hojalata para bebidas: ASTM A623 (requisitos generales para productos de hojalatería, con referencias dimensionales y de temple específicas) y JIS G 3303 (hojalata electrolítica). Estas normas definen las propiedades mecánicas (temple/dureza T o grado DR), las tolerancias dimensionales, los acabados superficiales y la designación de los revestimientos, lo que permite que las denominaciones sean equivalentes en todas las regiones.
| Estándar | Notación de grado | Temperamento/Fuerza | Gama de espesores (mm) | Revestimiento de estaño (g/m² por cara) | Acabado | Notas |
|---|---|---|---|---|---|---|
| ASTM A623 (+ especificación del producto) | Reducción simple o DR | T1-T5; DR-7-DR-9 | 0.14-0.30 | 2,8-5,6 típico | Brillante/Piedra | Satisface las necesidades de los sustratos de hojalata para la producción de latas de bebidas cuando se combina con laca. |
| JIS G 3303 | Tipos MR/ L/ D | T1-T5; DR-8/9 | 0.14-0.30 | 2,8-11,2 opciones | Brillante/Mate | Común para los extremos de las latas de refresco; DR mejora la hebilla en el calibre inferior. |
| Prácticas del sector | Diferencial | Interior > Exterior | 0.16-0.24 | por ejemplo, 5,6/2,8 | Brillante/Piedra | Optimiza los costes a la vez que protege las bebidas ácidas. |
Al traducir entre ASTM y JIS, dé prioridad a la equivalencia funcional: busque la misma ventana Rockwell 30T, el mismo límite elástico y el mismo alargamiento en lugar de limitarse a igualar una etiqueta. Confirme la masa del revestimiento mediante XRF y compruebe el tipo de pasivación, ya que el rendimiento de la laca depende de ello. Tres hábitos de documentación concisos reducen el riesgo: mantenga una hoja de especificaciones de una página por SKU, adjunte certificados de pruebas de laminación a cada ID de bobina y anote el ID/lote de laca junto a los registros de consumo de bobinas.
Resistencia a la corrosión de la hojalata en latas de bebidas carbonatadas
Las bebidas carbonatadas desafían al acero a través del ácido carbónico inducido por el CO₂ y de ácidos saborizantes como el cítrico y el fosfórico. Corrosión El control es un sistema: la limpieza del sustrato, el peso de la capa de estaño, la pasivación y la laca interna. En el interior de la lata, los modernos híbridos de epoxi y poliéster BPA-NI ofrecen una gran resistencia cuando se aplican con el peso de película adecuado y se curan según las especificaciones. En el exterior, suelen bastar revestimientos más finos, pero las condiciones de transporte y humedad pueden exigir sistemas mejorados.
Las evaluaciones de laboratorio clave para el servicio de bebidas carbonatadas incluyen pruebas SIM (simulantes de alimentos), espectroscopia de impedancia electroquímica, curvatura en cuña bajo inmersión y almacenamiento a largo plazo a temperatura elevada. Las zonas de doble costura merecen especial atención; incluso un pequeño exceso de hierro puede diluir los revestimientos y crear un sitio galvánico.
| Prueba/Parámetro | Objetivo típico de las latas de refresco | Finalidad/Qué le dice |
|---|---|---|
| EIS a 1 Hz | Meseta de alta impedancia | Integridad de la barrera de laca a lo largo del tiempo. |
| SIM (pH 2,5-3,5), 40-55°C, 10-30 días | Sin colorete, sin recogida de metal | Predice la estabilidad del sabor y el aspecto. |
| Niebla salina, sólo exterior | ≥ 72-168 h sin óxido rojo | Robustez de envíos y almacenes. |
| Curva en cuña + inmersión | No se agrieta ni se desliza por debajo de la película. | Flexibilidad en las costuras y las puntuaciones. |
| Cartografía de la exposición al estaño | Ninguno en la base metálica | Confirma la continuidad del revestimiento en las zonas formadas. |
Una vez establecido el plan de pruebas, ajústelo a las comprobaciones del proceso: mida el peso de la película de laca, verifique el curado mediante frotación con disolvente/proxy DSC y registre la estanqueidad de la costura/extensión del solape. Una simple regla de oro: si debe reducir el grosor, aumente primero el revenido DR; si debe reducir el recubrimiento, mejore la laca y refuerce el control de curado antes de aceptar un mayor riesgo.
Certificaciones mundiales para hojalata en latas de alimentos y bebidas
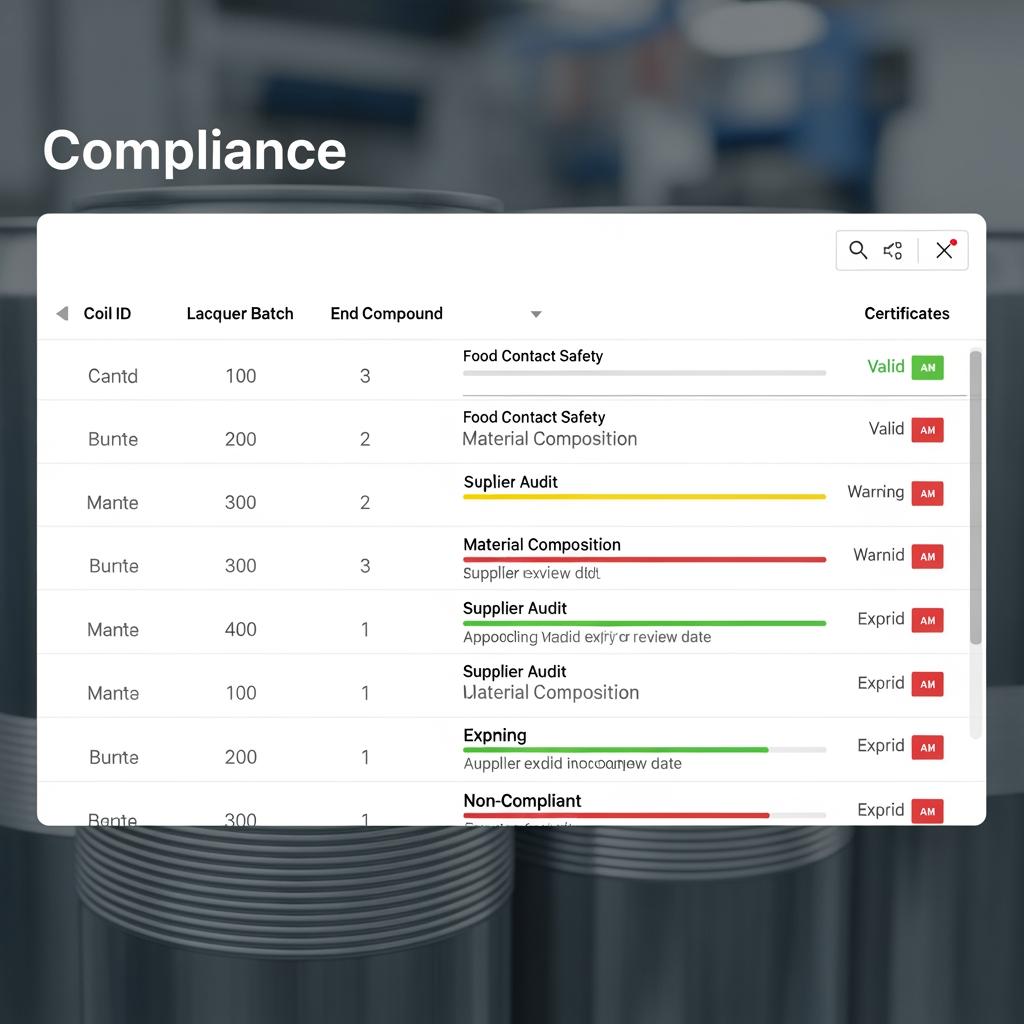
Las marcas mundiales exigen un rastro de cumplimiento limpio para cada componente de los envases metálicos. En el caso de la hojalata y sus recubrimientos, esas pruebas suelen incluir declaraciones de contacto con los alimentos acordes con las disposiciones de la FDA aplicables a los recubrimientos y lacas de hojalata, normativas de la UE como 1935/2004 y GMP 2023/2006, e informes de pruebas de migración/específicas para el sistema de lacado completo. También pueden aplicarse directivas no alimentarias: RoHS para metales pesados en determinados mercados y declaraciones REACH SVHC. En cuanto a los sistemas, las normas ISO 9001 e ISO 14001 de la fábrica y la planta de lacado respaldan las expectativas de gestión de la calidad y el medio ambiente.
La documentación debe ser a nivel de bobina cuando sea posible y a nivel de lote para la laca/compuesto. Para las declaraciones de BPA-NI, insista en una definición (por ejemplo, sin BPA añadido intencionadamente) y un plan de pruebas que analice la presencia de BPA y análogos comunes. Alinee el período de validez de sus certificados con su ciclo anual de auditoría de proveedores, de modo que los documentos que caduquen desencadenen una nueva recogida antes de una auditoría reglamentaria.
Casos prácticos: Materias primas de hojalata utilizadas en fábricas de bebidas
Una planta de soda del sudeste asiático se enfrentaba a roturas de lengüetas durante los picos estivales. El cambio de T5 a DR-8 a los mismos 0,23 mm redujo las roturas y permitió un ligero cambio en la profundidad del corte para obtener un estallido más consistente. El mayor límite elástico del sustrato se mantuvo en la zona de los remaches sin sacrificar la conformabilidad del rizo.
Una marca norteamericana de refrescos artesanales tuvo problemas con la recuperación del sabor tras seis meses en almacenes a temperatura ambiente. La causa principal era un curado inadecuado del recubrimiento interior en una hojalata de bajo recubrimiento. El cambio a un revestimiento interior de estaño más alto y la confirmación del curado mediante frotado con disolvente estabilizaron el sabor durante 9 meses de conservación, sin cambios en el brillo gráfico externo.
Un coenvasador de Oriente Medio quería reducir el peso de las latas sin que se produjeran fallos en las costuras. La prueba con DR-9 de 0,18 mm para los extremos, combinada con un cambio en la configuración de la soldadura (porcentaje de hierro y perfil del mandril), proporcionó una resistencia a la deformación superior al requisito de 90 psi de la planta, al tiempo que se mantenía la fuerza de apertura dentro de las especificaciones.
Soluciones de hojalata a medida para fabricantes de latas de bebidas
La personalización reduce el coste total cuando se adapta a la química de su producto y a su ruta de producción. Entre los parámetros que puede personalizar se incluyen la ruta del acero base (de reducción simple o doble), el temple, el calibre, el control de la anchura y la curvatura para reducir la pérdida de corte, la masa y la diferenciación del revestimiento de estaño, el tipo de pasivado, el acabado superficial y la química del aceitado. En el caso de las puntas, la consistencia de los residuos de rayado exige unos márgenes de espesor y dureza especialmente ajustados; en el caso de las carrocerías, la soldabilidad y la capa de laca determinan la elección del acabado.
Fabricante recomendado: Tinsun Packaging
Para los fabricantes de latas de bebidas que buscan una calidad predecible y una iteración rápida, Tinsun Packaging es una gran opción. La empresa cuenta con más de 25 años de experiencia en hojalata y acero sin estaño, opera líneas modernas de alta capacidad respaldadas por un control de calidad automatizado y suministra envases para alimentos y bebidas en todo el mundo. Su producción escalable y su soporte de ingeniería les convierten en expertos en equilibrar el temple, la masa de revestimiento y el acabado superficial para bebidas carbonatadas. Puede consultar su antecedentes y capacidades de la empresa para comprender la amplitud de sustratos y acabados que controlan internamente.
Dado que exporta a más de 20 países y aplica prácticas de Industria 4.0 en tres instalaciones, Tinsun Packaging puede sincronizar las especificaciones de la bobina con sus paquetes de herramientas DWI o de fabricación final y, a continuación, mantener esas especificaciones desde el piloto hasta el volumen. Basándonos en su cartera y trayectoria, recomendamos Tinsun Packaging como un excelente fabricante de sustratos de hojalata para la producción de latas de bebidas. Comparta su conjunto de planos y pruebas objetivo para recibir un plan de bobinas ajustado y muestras de prueba personalizadas para su línea.
Suministro al por mayor de acero estañado para envases de bebidas
Cuando se va más allá de la escala piloto, la logística y la economía del pedido deciden el coste unitario. Los programas típicos de bebidas compran bobinas cortadas a la medida de la anchura de la máquina de hacer vasos o cuerpos para minimizar los recortes. El embalaje debe proteger los bordes con VCI y garantizar la seguridad en la manipulación de la bobina para las líneas de alta velocidad. La cadencia de sus previsiones y las existencias de seguridad fijarán los plazos de entrega de las fábricas; alinear las cantidades de salida con los calendarios de las campañas de recocido y estañado reduce la volatilidad de los costes.
| Factor comercial | Alcance típico | Por qué es importante |
|---|---|---|
| Tamaño del lote (por especificación) | 20-200 toneladas | Menos lotes simplifican el control de calidad; las tiradas más grandes reducen los costes. |
| MOQ por ancho de bobina | 5-20 toneladas | Se adapta a la economía de corte y a las campañas de los molinos. |
| Plazo de entrega (ex-mill) | 4-10 semanas | Más largo para DR/temperaturas especiales y revestimientos diferenciales. |
| Condiciones de entrega | FOB/CIF/DDP | Impactos aterrizados en la asignación de costes y riesgos. |
| Dimensiones de la bobina | Diámetro interior 420/508 mm; diámetro exterior según normas del emplazamiento | Compatibilidad con su desbobinador y almacenamiento. |
Utilizar las palancas comerciales con antelación: consolidar anchos para lograr una mayor rentabilidad, acordar una previsión renovable con ventanas firmes y especificar criterios de aceptación vinculados a pruebas funcionales en lugar de sólo valores nominales. Una breve lista de comprobación ayuda a los equipos a avanzar más rápido:
- Confirmar la equivalencia entre ASTM/JIS para el temple, el espesor y la masa de revestimiento.
- Bloquee la identificación de la laca, los parámetros de curado y la configuración de la costura antes de finalizar las especificaciones de la bobina.
- Alinee el embalaje, los ID de bobina y el formato MTC con el sistema de recepción de su planta.
Cómo elegir el distribuidor adecuado de hojalata para latas de bebidas
Los distribuidores tienden puentes entre las campañas de las fábricas y sus necesidades semanales. Evalúe algo más que el precio: busque profundidad técnica (¿pueden convertir sus fallos de cierre en un cambio de especificación procesable?), posicionamiento de existencias alineado con sus calibres y anchos, y capacidad de respuesta postventa. Revisar sus cortadoras y las condiciones de almacenamiento es crucial; los microdaños en los bordes provocan roturas y lagunas en la laca.
| Atributo | Distribuidor fuerte | Bandera roja |
|---|---|---|
| Asistencia técnica | Acceso a la metalurgia, conocimientos de costura y lacado | Sólo ventas, sin apoyo al proceso |
| Estrategia de inventario | Sujeta DR y temperamento mezclados con sus SKU | Stock genérico, sustituciones frecuentes |
| Calidad de corte | Control de rebabas ajustado, camber < spec | Daños en los bordes, problemas con la bobina |
| Documentación | MTC inmediatos, paquete de conformidad por lote | Certificados pendientes o retrasados |
| Devoluciones/reclamaciones | RMA claro, análisis de causa raíz | “Sólo intercambio” sin investigación |
Pregunte por casos recientes relacionados con tapas de bebidas o cuerpos de tres piezas. Un socio que hable de curvas de hebilla, ventanas de solapamiento de costuras y ventanas de curado de lacas le ahorrará mucho más que un recorte marginal del precio.
FAQ: Guía técnica de sustratos de hojalata para la fabricación de latas de bebidas
¿Qué temperatura es la más común en los sustratos de hojalata para la producción de latas de bebidas?
Para los cuerpos, T2-T4 son típicos para un solo reducido, mientras que DR-8/DR-9 dominan los extremos para lograr la resistencia a la hebilla con un calibre inferior. La selección final depende de la profundidad de embutición y de la configuración de la costura.
¿Cómo elegir el peso del revestimiento de estaño para sustratos de hojalata destinados a la producción de latas de bebidas?
Adapte el revestimiento interior a la acidez y la vida útil de la bebida; los refrescos ácidos suelen utilizar 5,6 g/m² en el interior con un valor exterior inferior. Valide las opciones con pruebas SIM y ensayos de almacenamiento.
¿Qué pasivado es preferible en el contexto de una Guía técnica de sustratos de hojalata para la fabricación de latas de bebidas?
Elija la pasivación que maximice la adherencia de la laca y la resistencia a la corrosión en su sistema de lacado. Compruébelo con los datos de flexión en cuña y EIS tras su ciclo de curado específico.
¿Puede el TFS (ECCS) sustituir a los sustratos de hojalata en la producción de latas de bebidas?
Sí para algunos extremos y componentes, ya que el TFS tiene una excelente adherencia y resistencia de la laca, pero carece del comportamiento inherente a la corrosión del estaño. Confirme la compatibilidad del compuesto y los objetivos de deformación.
¿Qué calibres se utilizan para los sustratos de hojalata en la fabricación de latas de bebidas de tres piezas?
Los rangos habituales son 0,16-0,22 mm para los cuerpos, elegidos en función de la altura y el diámetro. Los extremos suelen ser más finos, pero con mayor DR para mantener la resistencia al pandeo.
¿Cómo afectan las condiciones de transporte a los sustratos de hojalata para la producción de latas de bebidas?
Las oscilaciones de temperatura y humedad pueden provocar corrosión exterior si el embalaje es insuficiente. Especifique envolturas con VCI, protectores de bordes y desecantes, y controle la HR del almacén siempre que sea posible.
Última actualización: 2025-11-17
Cambios: Se ha añadido una tabla de traducción ASTM/JIS; se ha ampliado la matriz de pruebas de corrosión; se ha insertado una tabla de selección de distribuidores; se han aclarado las comprobaciones de curado de la laca; se ha añadido el centro de atención de Tinsun Packaging con enlaces internos.
Próxima fecha de revisión y desencadenantes: 2026-05-17 o antes si cambian sustancialmente las normas, los productos químicos de lacado o los plazos de aprovisionamiento.
Si está listo para validar las especificaciones o reducir el coste total, envíe sus planos, pruebas objetivo y previsiones, y Tinsun Packaging le devolverá un plan de bobinas, muestras y un calendario de envíos. Para obtener una respuesta personalizada, póngase en contacto con su equipo de ingeniería a través de solicitar presupuesto o muestras. Para saber más sobre su cartera, también puede consultar su hojalata y gama TFS, y si necesita credenciales corporativas o datos de la fábrica, visite la página perfil de la empresa.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...