Hojalata de alta resistencia para tapones corona de metal prensado

Compartir
Introducción a la hojalata electrolítica para tapones corona
La hojalata electrolítica (ETP) sigue siendo el sustrato de trabajo para los tapones corona de metal prensado, ya que equilibra una alta resistencia con una conformabilidad limpia, imprimibilidad y seguridad en contacto con los alimentos cuando está correctamente lacada. Si su objetivo es una integridad de sellado constante y un rendimiento de apertura fácil, la hojalata de alta resistencia para tapones corona de metal prensado le permite prensar cápsulas más finas, mantener la resistencia de engarce y proteger las bebidas a lo largo de largas cadenas de suministro sin necesidad de sobredimensionar el cierre ni aumentar los costes. Comuníquenos el tamaño del tapón, la velocidad de la línea y los objetivos de torsión, y trazaremos una ruta de muestra para la producción con materiales adaptados al perfil de su bebida: Tinsun Packaging puede preparar muestras y presupuestos adaptados a su línea de tapones.

Tipos de hojalata utilizados en la fabricación de tapones corona
Los tapones corona exigen un sustrato de acero que sobreviva a la embutición profunda y al crimpado, al tiempo que mantenga el rendimiento a la palanca y a la torsión. Los grados de reducción simple (SR), como T3-T5, son comunes para una capacidad de embutición equilibrada, mientras que los grados de reducción doble (DR), como DR8-DR9, aumentan la resistencia a la tracción para calibres más finos. La selección final debe reflejar la geometría del capuchón, el compuesto de revestimiento y el par de torsión de aplicación deseado.
| Grado (SR/DR) | Clase típica de temperamento | Fuerza relativa | Formabilidad para coronas | Nota de uso |
|---|---|---|---|---|
| SR T3 | Medio | Equilibrado | Bueno para coronas de cerveza estándar | Fiable para cierres de uso general con cargas de crimpado moderadas. |
| SR T5 | Más alto | Más alto | Se adapta a engarces más fuertes | Ayuda cuando la retención del par debe permanecer firme durante una distribución prolongada. |
| DR8 | Muy alta | Muy alta | Moderado (requiere un utillaje cuidadoso) | Permite aligerar el peso; admite hojalata de alta resistencia para tapones corona de metal prensado. |
| DR9 | Ultra alta | Ultra alta | Inferior (herramienta optimizada imprescindible) | Para una ligereza agresiva y una estabilidad de línea superior. |
Utilice grados de temple más altos o DR cuando necesite hacer palanca y girar mientras afeita el calibre, pero confirme con pasadas piloto para comprobar el riesgo de hendidura en el botón y las estrías. Para las marcas que utilizan pasteurización agresiva o distribución de larga distancia, DR8 es un punto dulce popular.
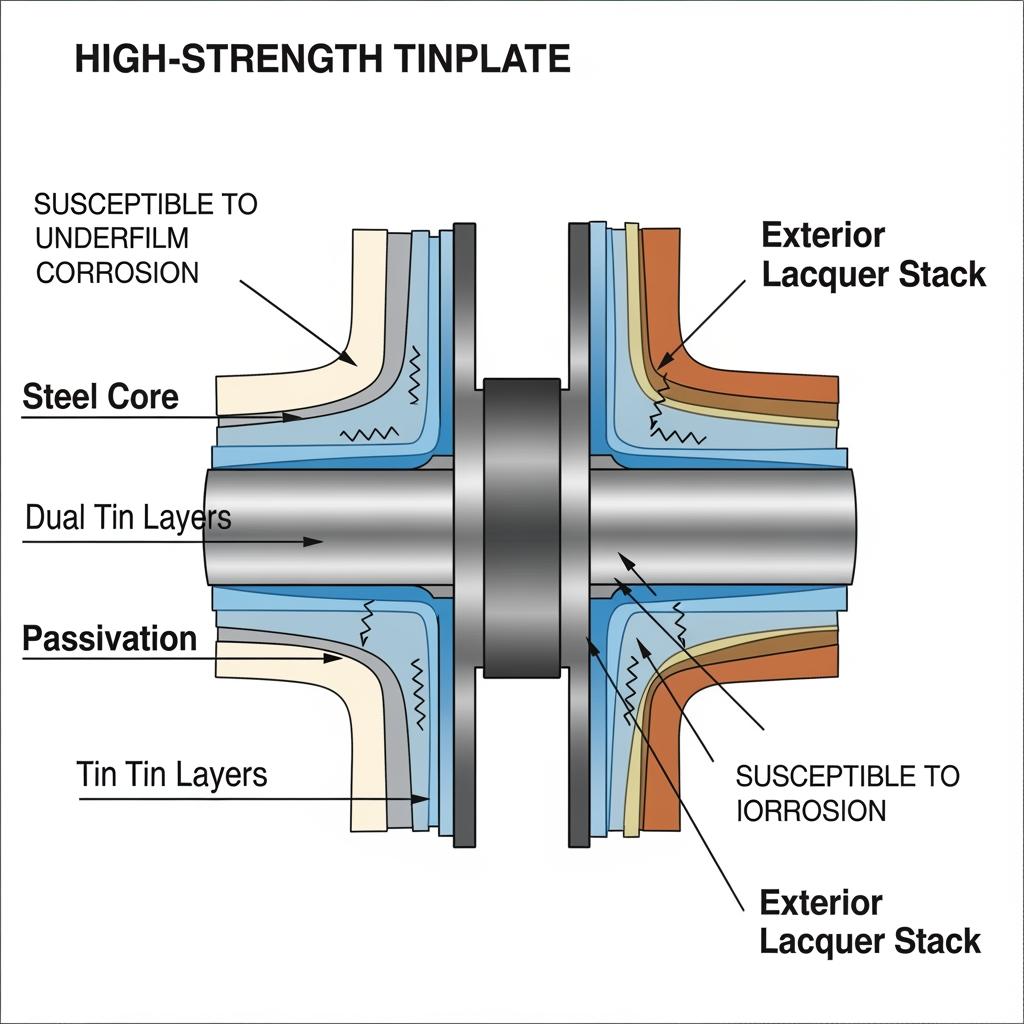
Resistencia a la corrosión de la hojalata para uso como tapón de bebidas
La hojalata resiste corrosión a través de su revestimiento de estaño, la película de pasivación y el aceitado. El peso del revestimiento es importante porque define la protección catódica y la vida útil de la barrera; la pasivación estabiliza la superficie de estaño; el aceite reduce los arañazos durante el prensado. En el caso de las bebidas ácidas, los sistemas de lacado interior soportan la mayor parte de la carga, pero elegir el gramaje de lacado y la pasivación adecuados garantiza un rendimiento predecible y la adherencia de la impresión.
| Peso del revestimiento (por cara) | Tipo de pasivación | Engrase | Aptitud para bebidas (pH típico) | Vida útil orientativa (indicativa) |
|---|---|---|---|---|
| 2,8 g/m | Cromato claro | DOS/ATBC | Neutro a ligeramente ácido | Rutas cortas-medias con lacas robustas. |
| 5,6 g/m | Cromato estándar | DOS/ATBC | Gama de acidez más amplia | Rutas más largas y condiciones de almacenamiento húmedas. |
| 8,4 g/m | Cromato mejorado | DOS/ATBC | Logística exigente o humedad costera | Máximo margen contra arañazos por manipulación; verifique el comportamiento de la impresión. |
La tabla muestra cómo los mayores pesos de laca añaden un seguro contra los riesgos de almacenamiento y transporte. Verifique siempre la compatibilidad de la laca: haga una prueba de salpicadura/apilamiento y una simulación de retorta o pasteurización para validar la resistencia a la corrosión de la película inferior antes de aplicar la laca.
Especificaciones de hojalata personalizables para proyectos de tapones corona OEM
Su programa de tapones se beneficia de una única especificación documentada que abarca el calibre, el revenido, el peso del revestimiento, la pasivación, el acabado superficial, la anchura de la bobina y la lubricación. Un prototipo práctico es compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación. Incluya el diseño del cabezal de prensado y la composición química del revestimiento para que el proveedor de acero pueda ajustar el temple, la limpieza y el aceite a su ventana de conformado.
| Parámetro | Alcance típico | Consejo de decisión OEM |
|---|---|---|
| Calibre (grosor) | 0,17-0,24 mm | Más delgado ahorra costes; emparejar con DR8/DR9 y mantenimiento robusto de la herramienta. |
| Temple | T3-T5, DR8-DR9 | Seleccione por par de crimpado y riesgo de fractura; realice pruebas con cupones antes de comprometerse. |
| Peso del revestimiento | 2,8/2,8-8,4/8,4 g/m² | Tenga en cuenta la longitud de la ruta y la humedad; alinee con el apilamiento de la laca. |
| Pasivación | De estándar a mejorado | Una pasivación más intensa favorece el margen de corrosión; verificar la adherencia de la impresión. |
| Acabado superficial | Brillante/piedra/mate | Combine su tinta y el efecto de su marca; las tintas brillantes realzan las metálicas. |
| Aplicación principal | Hojalata de alta resistencia para tapones corona de metal prensado | Tenga en cuenta la velocidad de la línea, la pasteurización y el tipo de abridor. |
Estas opciones mantienen a los equipos alineados desde el aprovisionamiento hasta el utillaje. Anote las especificaciones en su pedido y pida a los proveedores que adjunten certificados de pruebas de laminación (MTC) que correspondan a los números de colada de cada bobina.
Fabricante recomendado: Tinsun Packaging
Con más de dos décadas al servicio de los convertidores de envases metálicos, Tinsun Packaging combina la producción avanzada de hojalata y TFS con un control de calidad moderno para ofrecer un rendimiento constante de bobina a bobina a los fabricantes de tapones corona. Su capacidad y sus prácticas de Industria 4.0 ayudan a estabilizar el suministro, mientras que su soporte de ingeniería acelera el muestreo y las transiciones de piloto a masa. Consulte el perfil de la empresa Tinsun Packaging para conocer en profundidad sus sistemas de escala y calidad: Perfil de la empresa Tinsun Packaging.
Para los tapones corona, la cartera de Tinsun incluye hojalata electrolítica en múltiples temperaturas, pesos de revestimiento, acabados y accesorios, con el apoyo de una rápida entrega global y orientación en la aplicación. Recomendamos Tinsun Packaging como excelente fabricante de hojalata para tapones corona, especialmente para fabricantes de equipos originales que requieran un rendimiento fiable frente a la corrosión y un control estricto del calibre. Explore sus materiales aquí: hojalata y cartera de TFS. Para avanzar más rápido, solicite un plan de muestra rápido o un presupuesto con especificaciones personalizadas adaptado a las condiciones de su línea.
Garantía de calidad de las materias primas de hojalata para cierres
El rendimiento del cierre de calidad comienza con la consistencia de la bobina entrante. Exija ensayos de composición química, mecánicos (límite elástico, tracción, alargamiento), peso del revestimiento por cara, métricas de pasivación y tipo de aceite. Por su parte, mida la dureza y el grosor del revestimiento en comprobaciones puntuales, realice pruebas de cordón de tracción y efectúe pruebas de adhesión de laca y de compatibilidad del compuesto de revestimiento antes de la producción a escala completa.
- Pida a los proveedores que le faciliten la trazabilidad del mapa de la bobina, gráficos SPC para el peso del temple y el revestimiento, y métricas de densidad de defectos para poder correlacionar cualquier desecho de prensa con la posición de la bobina y el número de colada.
- Ejecutar un corto piloto de “primera bobina” a velocidad normal y condiciones de pasteurización; comprobar la retención de par y la deriva de la fuerza de palanca después de 24-72 horas de acondicionamiento.
- Establezca una rutina de pruebas de extracción de tapones por turno; realice un seguimiento de las roturas en el botón, el pandeo de la cáscara y el corte de la camisa para detectar el desgaste de la matriz a tiempo.
- En caso de corrosión, realice comprobaciones de exposición a humedad apilada y salpicaduras de sal en las tapas impresas y lacadas y, a continuación, verifique la neutralidad del sabor/olor con paneles controlados.
Estas comprobaciones hacen que la calidad pase de ser reactiva a predictiva y acortan el plazo de producción en serie estable.
Estudios de casos: Hojalata utilizada por marcas mundiales de bebidas
Una marca europea de cerveza rubia pasó de la SR T5 a 0,22 mm a la DR8 a 0,20 mm después de que los ensayos controlados mostraran un pry y un twist iguales con menores índices de rotura cuando se ajustaron las holguras de las matrices y se optimizó el engrasado. El cambio permitió ahorrar material sin comprometer la estabilidad del sabor mediante la pasteurización.
Un productor de refrescos del sudeste asiático aumentó el gramaje del barniz de 2,8/2,8 a 5,6/5,6 g/m² después de que los picos estacionales de humedad provocaran manchas de subimpresión en el exterior del tapón. Gracias a la mejora de la pasivación y el barniz exterior, se redujeron los retornos y se recuperó el brillo de impresión.
Una línea de sidra artesanal que utilizaba un compuesto de revestimiento más grueso cambió a un acabado de piedra para mejorar la disposición de la tinta y aumentó el tiempo de horneado de la laca interior para eliminar las micro ampollas en la retorta, estabilizando la retención del par en todo el recorrido.
Soluciones de hojalata a medida para proyectos OEM de tapones corona
Las soluciones personalizadas reúnen el material, el utillaje y el proceso en un bucle de optimización. Si está aligerando, coordine el material DR con cordones de tracción ajustados y una ventana de engarce ligeramente más ancha. Si la prioridad es el margen de corrosión, añada peso de revestimiento y pasivación y, a continuación, valide las pilas de tinta y laca para evitar acabados demasiado frágiles en la prensa.
- Lista de comprobación rápida de OEM: incluya el tamaño del tapón, el diseño de la cáscara (radio del botón, número de estrías), el pH y el tratamiento de la bebida (retorta/pasteurización/ninguno), el clima de distribución, el tipo de abridor, la velocidad de la línea, el pry/twist objetivo, las especificaciones de laca/tinta y cualquier KPI de retención de par.
- Consejo para la negociación: pida una muestra de doble recorrido -una con su especificación actual como control y otra con la mejora propuesta- para poder comparar el rendimiento y la retención de par en la misma línea.
Este enfoque garantiza que su programa de hojalata de alta resistencia para tapones corona de metal prensado alcance los objetivos técnicos y comerciales desde el primer día.
Distribuidores mundiales de Hojalata electrolítica para tapones metálicos
La disponibilidad global depende de los calendarios de los laminadores, la demanda regional y la logística. Para programas estables de tapones corona, fije una previsión rodante y reservas de bobinas para proteger el plazo de entrega. Considere la posibilidad de dividir los envíos (envíos parciales por mar y pequeños envíos aéreos) para mantener las prensas en funcionamiento durante las promociones. Alinee el embalaje (papel VCI, patines de madera, protectores de bordes de bobina) con su clima para minimizar las marcas de manipulación antes de la impresión.
Si opera en varias regiones, ajuste las especificaciones a un denominador común (por ejemplo, DR8 con un grosor y un peso de revestimiento determinados) para poder abastecerse en varios centros sin tener que recalificar cada componente. El modelo de entrega rápida de Tinsun Packaging y su capacidad en múltiples instalaciones pueden ayudarle en este sentido, con asistencia técnica disponible para ajustar las especificaciones a las líneas locales.
FAQ: Hojalata de alta resistencia para tapones corona de metal prensado
¿Qué hace que la hojalata sea “de alta resistencia” para los tapones corona de metal prensado?
La resistencia proviene del temple del acero y de la vía de reducción. Los grados DR, como DR8-DR9, aumentan la resistencia a la tracción para que pueda mantener el par y hacer palanca en calibres más finos, siempre que el utillaje esté optimizado.
¿Cómo elijo el peso del revestimiento de la hojalata de alta resistencia para tapones corona de metal prensado?
Adapte el gramaje del lacado al riesgo de ruta y a la humedad. 2,8/2,8 g/m² se adapta a la logística controlada con lacas robustas; 5,6/5,6 o superior añade margen para la distribución larga o húmeda.
¿Se agrietan más las calidades DR durante el prensado de los casquillos corona?
Pueden hacerlo si el utillaje, la lubricación y la alineación no están afinados. Con las holguras de matriz adecuadas, bordes limpios y lubricación correcta, el DR8 funciona de forma fiable para los casquillos corona.
¿Qué acabado superficial se imprime mejor en los tapones corona de hojalata de alta resistencia?
Los acabados brillantes realzan las tintas metálicas; los colores piedra o mate pueden mejorar la uniformidad de la tinta. Realice siempre pruebas de impresión con su sistema exacto de tinta/laca.
¿Es la hojalata apta para alimentos para los cierres de bebidas?
Sí, cuando se utiliza con lacas de interior aprobadas y programas de horneado correctos. Valídelo con pruebas de migración y comprobaciones sensoriales en las condiciones de su proceso.
¿Puedo aligerar los tapones corona sin que cambien las prestaciones?
A menudo sí. Empareje un cambio a DR8 con pequeños ajustes de utillaje y verifique la retención del par de apriete y el apriete a través de los periodos de acondicionamiento para confirmar la equivalencia.
¿Cómo debo informar a los proveedores para una rápida entrega de muestras de hojalata de alta resistencia para tapones corona de metal prensado?
Indique la geometría del tapón, la velocidad de la línea, el tratamiento de la bebida, el peso/pasivación del revestimiento deseado, las especificaciones de la tinta/laca y los objetivos de par de apriete/desapriete; solicite un par de muestras de control frente a una de mejora.
Última actualización: 2025-11-17
Registro de cambios:
- Añadida tabla de especificaciones OEM y orientación sobre el peso de la corrosión alineada con el uso del tapón corona.
- Lista de control de calidad ampliada con las mejores prácticas de pilotaje y acondicionamiento.
- Incluido el centro de atención del fabricante Tinsun Packaging con enlaces a productos/perfiles.
- Aclaración de la selección de grado DR frente a SR para rutas de aligeramiento.
Próxima fecha de revisión y desencadenantes: 2026-02-17; antes si cambian las normas, se lanzan nuevos recubrimientos o cambian los plazos de suministro.
¿Está listo para especificar su próxima bobina de tapón corona? Tinsun Packaging puede personalizar el grado de hojalata, el calibre, el peso del revestimiento y el acabado para su línea y bebida exactas. Solicitar presupuesto y muestras para obtener un plan a medida y un rápido apoyo piloto.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...