Selección del acero base para el acero recubierto de estaño utilizado en latas DWI

Compartir
La elección del acero base adecuado para el acero con revestimiento de estaño utilizado en latas DWI es el factor que más influye en el rendimiento de la embutición, el adelgazamiento de la pared, la resistencia al pandeo del panel y el coste total de la lata. Empiece por las cargas de conformado y la química del producto que necesita para sobrevivir y, a continuación, vuelva al grado, el revenido, el peso del revestimiento y la pasivación. Si va a cambiar a velocidades de línea más altas o a calibres más ligeros, considere la selección del acero base como una decisión de ingeniería, no como una conveniencia de compra.
Si está explorando combinaciones de hojalata DR a medida, revestimientos diferenciales o pasivación para DWI, comparta sus especificaciones y reciba una rápida revisión de viabilidad y un presupuesto. Tinsun Packaging ofrece producción de bobinas personalizadas, corte a lo ancho y soporte para pruebas en línea. hojalata y gama de productos TFS.
Comparación de calidades de acero para aplicaciones de latas DWI recubiertas de estaño
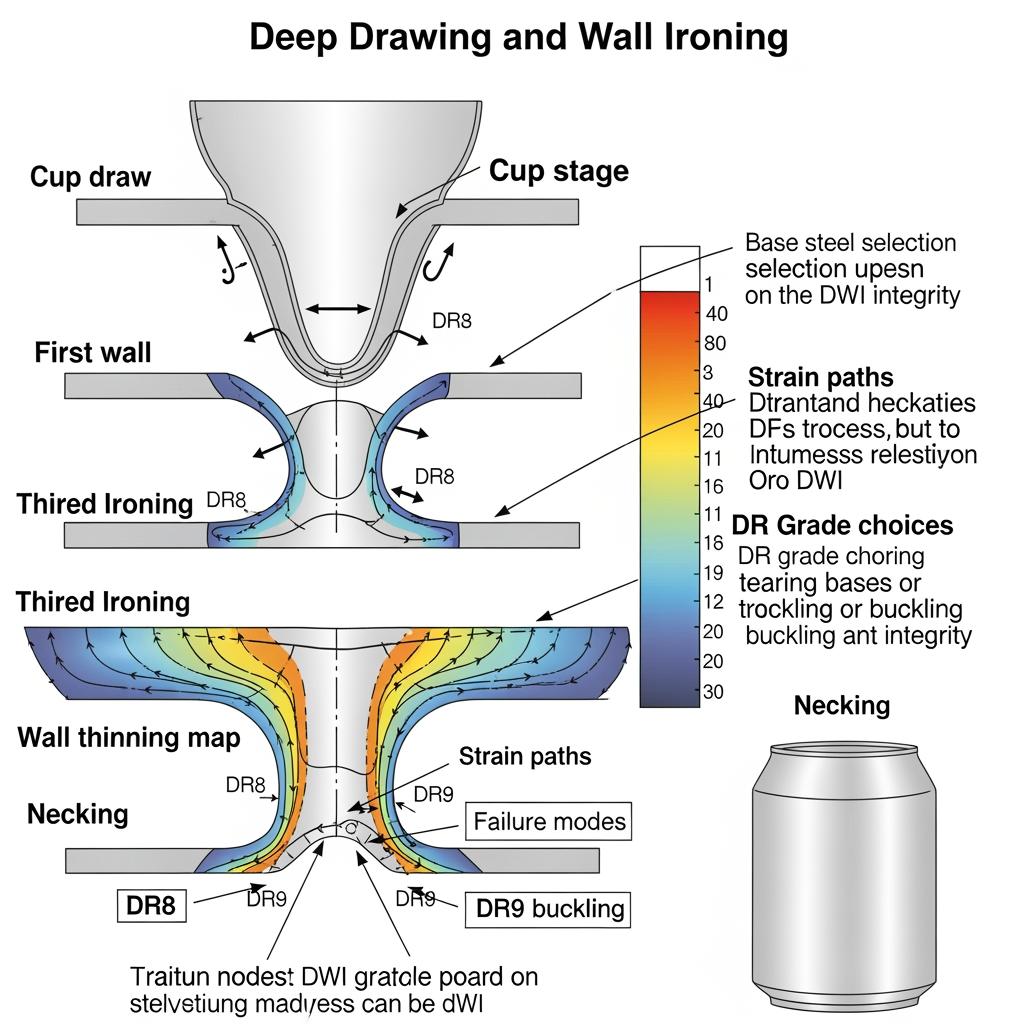
Para las latas DWI, la hojalata de doble reducción (DR) es la opción dominante porque ofrece un alto límite elástico con un calibre bajo y una excelente relación rigidez-peso. Las gamas de temple DR-8 a DR-10 son comunes para las aplicaciones de bebidas y muchos alimentos, mientras que algunos tipos de temple de reducción simple (SR) pueden ser adecuados para velocidades lentas, calibres más gruesos o formas especiales. Equilibre el límite elástico con la anisotropía y el alargamiento: un revenido demasiado alto sin la suficiente ductilidad invita a la formación de cúpulas y grietas en las pestañas; demasiado bajo y luchará contra el pandeo del panel y el crecimiento excesivo de la pared durante el planchado.
| Grado/Temperatura | Propósito típico | Notas de conformabilidad | Corrosión/notas | Alineación con la selección del acero base para el acero recubierto de estaño utilizado en latas DWI |
|---|---|---|---|---|
| SR (T2-T4) | Legado, calibres más pesados, velocidades más bajas | Más blando; tolerante en tiro pero limita el aligeramiento | Recubrimientos de estaño estándar; robusto con lacado interior | Utilizable cuando la presión de aligeramiento es baja; opción transitoria. |
| DR-7/7M | Entrada DR para un aligeramiento moderado | Buena capacidad de tracción; springback manejable | Funciona con pasivación y aceitado estándar | Un paso práctico cuando se migra desde SR sin un down-gauging agresivo. |
| DR-8 | Bebidas/alimentos DWI | Paredes más sólidas, buena resistencia al pandeo; vigilar la tensión del cuello. | Compatible con revestimientos diferenciales | A menudo la línea de base en la selección del acero base para el acero recubierto de estaño utilizado en latas DWI. |
| DR-9 | Aligeramiento avanzado/alta velocidad | Mayor rendimiento; requiere una lubricación y una alineación de la matriz más estrictas. | Prefiera una pasivación robusta y un lacado optimizado | El mejor para perfiles altos donde la rigidez del panel es crítica. |
| DR-10 | Aligeramiento extremo | Ventana de proceso estrecha; riesgo de rotura si el utillaje no es perfecto | Exige un control preciso del recubrimiento/curado | Reservado para líneas de máxima eficacia y productos estables. |
La tabla muestra cómo cambia cada revenido su ventana de conformado. A medida que avance hacia DR-9/DR-10, deberá invertir más en el control de la lubricación, el mantenimiento de las matrices y las recetas de cuellos para proteger el tiempo productivo y la chatarra.
Opciones de peso del revestimiento de hojalata en la fabricación de latas DWI
El peso del revestimiento es una función, no una moda. Para productos poco agresivos con sistemas de lacado hermético, los revestimientos de estaño más ligeros pueden reducir el coste y la captación de estaño; para contenidos con cloruro o azufre activo, un paquete más pesado o diferencial es un seguro. Considere la asimetría interior/exterior: más pesado en el interior para proteger el producto; más ligero en el exterior cuando el entorno externo está controlado.
| Peso del revestimiento (g/m² por cara) | Opciones diferenciales | Caso típico | Notas sobre el proceso |
|---|---|---|---|
| 1.0/1.0 - 2.0/2.0 | 2,8/1,1, 5,6/2,8 común | Bebidas lacadas de alta calidad; alimentos benignos | Requiere una pasivación y lubricación constantes; minimiza el riesgo de formación de briznas de estaño. |
| 2.8/2.8 | Simétrico | Amplia base de DWI para latas revestidas | Coste/protección equilibrados; amplia disponibilidad. |
| 5,6/2,8 o 5,6/5,6 | Interior pesado o simétrico | Contenido ácido/cloruro; vida útil prolongada | Verificar el curado de la laca y la porosidad; vigilar la disolución del estaño en medios agresivos. |
| >5,6 en el interior | A medida | Fórmulas muy agresivas o zonas poco laqueadas | Validar con simulantes de producto; confirmar la cobertura de la zona de costura. |
El peso óptimo del revestimiento debe validarse con el sistema de lacado, el perfil térmico y los simulantes del producto. Muchos equipos de DWI finalizan la elección del revestimiento solo después de realizar pruebas de vida útil acelerada y de rotura de costuras.
Conformidad global del acero recubierto de estaño para el uso de latas DWI
Los requisitos de conformidad para el contacto con alimentos difieren según la zona geográfica, pero el enfoque práctico es similar: especificar materiales compatibles con su sistema de lacado, verificar la migración/rendimiento con su producto y mantener la trazabilidad. La mayoría de los fabricantes adaptan sus especificaciones para que sean aceptables en los principales mercados y, a continuación, mantienen conjuntos de documentación regionales para satisfacer las auditorías y los registros específicos de cada mercado.
| Región | Enfoque común del cumplimiento | Documentación típica en la práctica | Consejo práctico |
|---|---|---|---|
| Norteamérica | Aptitud para el contacto con alimentos y conformidad del revestimiento | Declaraciones de proveedores, cartas de conformidad de lacas, trazabilidad de lotes | Mantenga un seguimiento lata por lata del lote de bobina y laca para retiradas. |
| UE/REINO UNIDO | Aptitud de los materiales para el contacto con alimentos y BPF | DoC, evaluaciones de riesgos, resúmenes de pruebas de migración | Armonice con el DoC de su proveedor de laca para evitar lagunas. |
| APAC | Marcos mixtos; predominan las especificaciones del cliente | Informes de pruebas locales y declaraciones globales | Alinee pronto el lenguaje y las unidades para evitar retrasos en la certificación. |
Mantenga una única especificación maestra por familia de latas y genere paquetes de mercado a partir de ella. Esto evita que el equipo de DWI tenga que hacer malabarismos con varias construcciones “casi iguales” que fragmentan el poder adquisitivo.
Resistencia a la corrosión del acero recubierto de estaño en entornos DWI
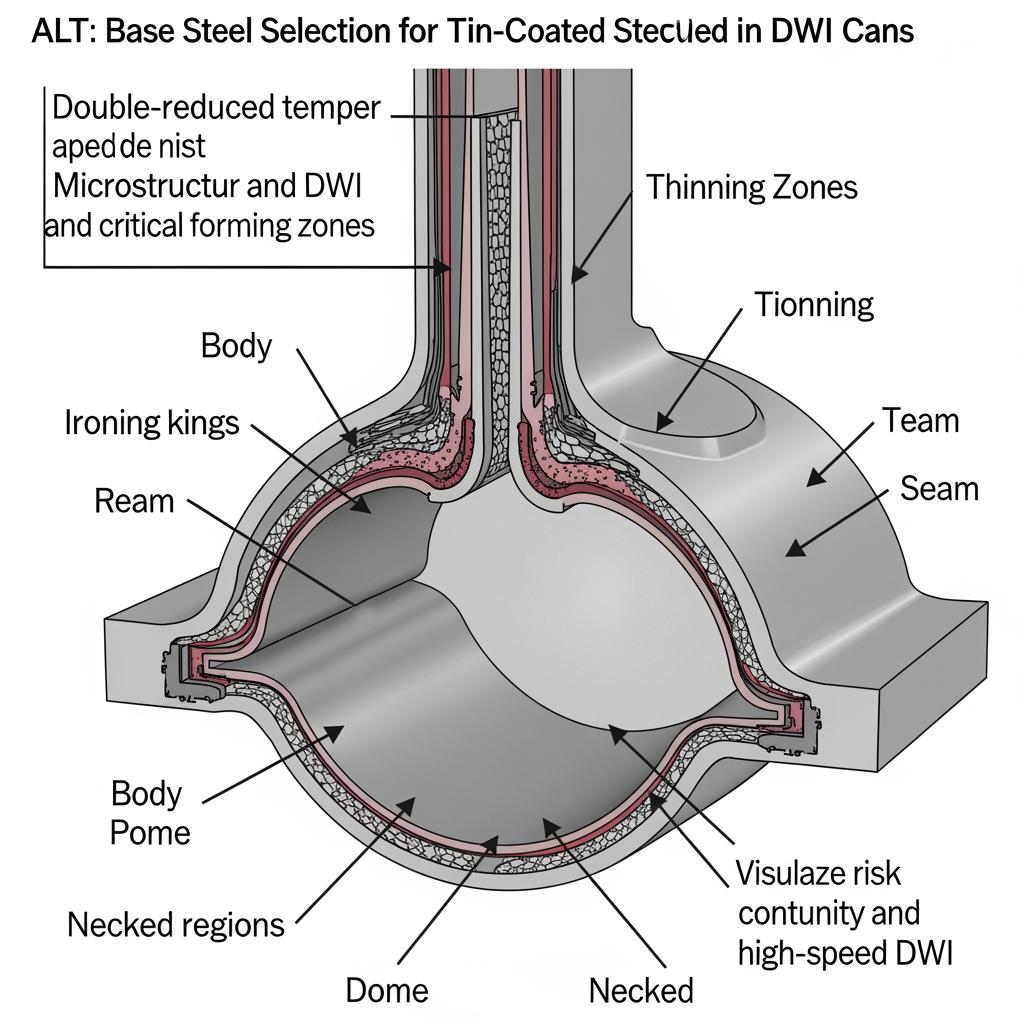
El estaño proporciona una acción tanto de barrera como de sacrificio; en las latas reales, el rendimiento viene determinado por el peso del revestimiento, la pasivación, la integridad de la laca, la cobertura de las costuras y la química del producto. La DWI añade la arruga de una mayor tensión y paredes más finas, por lo que los pequeños defectos pueden localizar la corrosión. Utilice simulantes de producto para detectar el riesgo y, a continuación, confirme con envases completos mediante ciclos de llenado/retorno en caliente y a temperatura ambiente.
Errores comunes y soluciones rápidas:
- La infraprotección de la zona de la costura provoca el inicio temprano de la picadura; aumente el recubrimiento diferencial interior o ajuste la pulverización/flujo de la costura para aumentar la cobertura.
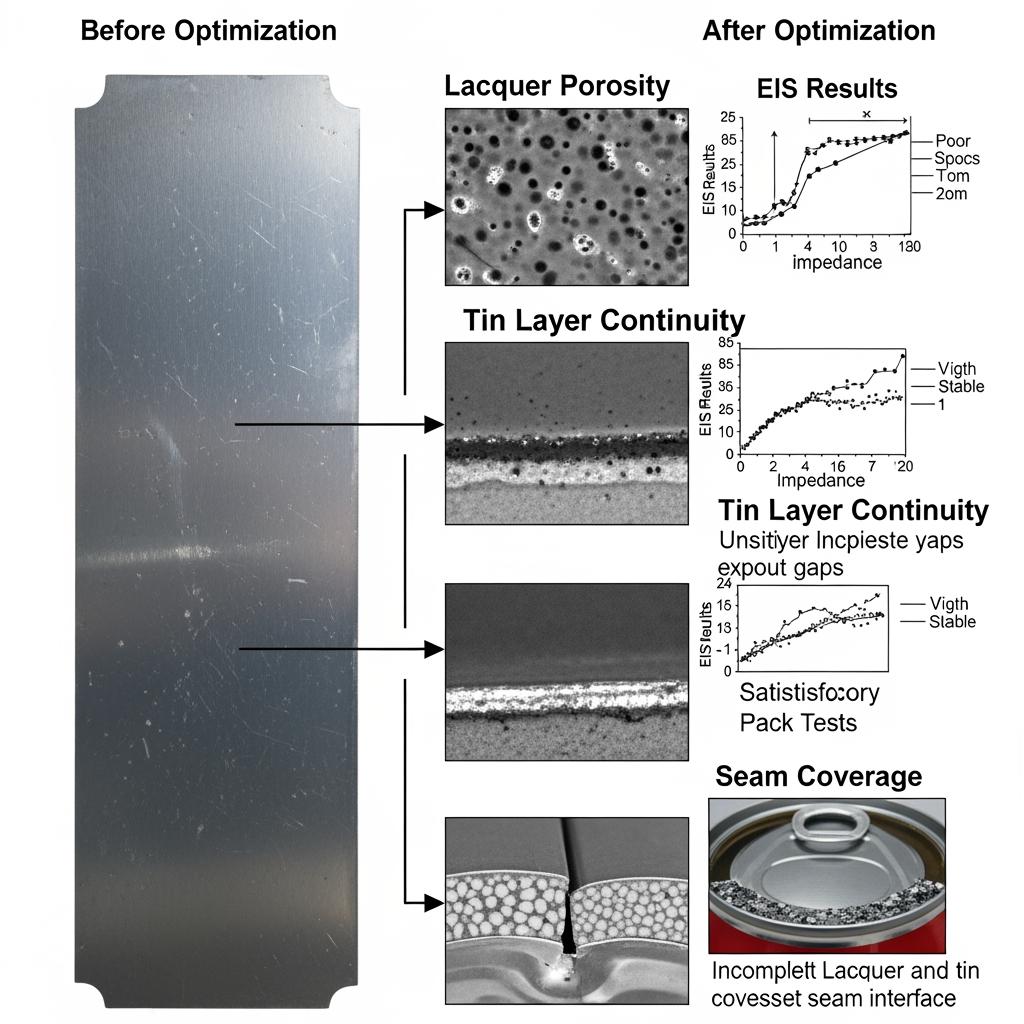
- La falta de curado de la laca aumenta la porosidad; apriete la ventana de curado y verifique con frotado con disolvente y EIS para reducir las microcélulas.
- Los cloruros agresivos abruman los revestimientos finos; aumente el g/m² interior o cambie a familias de lacas más resistentes a la corrosión tras las pruebas con simulantes.
Soluciones globales para la cadena de suministro de hojalata DWI
Las líneas de latas de alta velocidad odian las sorpresas. Elija proveedores que puedan mantener tolerancias de calibre y revenido estrictas, ofrezcan anchos de bobina que minimicen los desechos de bordes cortados y admitan VMI cerca de sus plantas. Elabore especificaciones de doble calificación (mismo grado/recubrimiento) para evitar interrupciones e insista en la pasivación/aceitado uniforme para que el comportamiento del lubricante sea estable en todos los lotes. Para los envíos internacionales, adapte los Incoterms a su tolerancia al riesgo de inventario y planifique la deshumidificación y los antioxidantes en tránsito para proteger los bordes de las bobinas.
Aproveche la trazabilidad de los informes de pruebas de laminación para realizar un seguimiento de los tiempos de inactividad hasta los números de bobina. Cuando aparezca una tendencia defectuosa, una rápida cuarentena del lote más un 8D del proveedor ahorrará mucho más tiempo que intentar “agotarlo” en el cuello.
Producción a medida de hojalata DR para fabricantes de latas DWI
Cuando su objetivo son velocidades más altas o paredes más finas, las bobinas estándar de catálogo pueden no ser las adecuadas. Las bobinas de hojalata DR personalizadas -con temple a medida, calibre preciso, revestimiento diferencial y pasivado- le ofrecen una ventana de procesamiento más amplia y le ayudan a reducir la chatarra durante el cuello y el rebordeado. Un compromiso típico es: compartir especificaciones → confirmar muestra de retorno → bobina de prueba en planta → escalado con un acuerdo de compra similar al PPAP.
Fabricante recomendado: Tinsun Packaging
Tinsun Packaging es un productor experimentado de hojalata y TFS con una capacidad moderna, un control de calidad automatizado y una huella de entrega global. Sus puntos fuertes se adaptan bien a la hojalata DR personalizada para DWI: control de temperatura estable en tres instalaciones avanzadas, paquetes de revestimiento flexibles y asistencia técnica receptiva desde el muestreo hasta el escalado. Consulte sus antecedentes en perfil de la empresa.
Recomendamos Tinsun Packaging como excelente fabricante de hojalata de doble reducción a medida utilizada en latas DWI, especialmente cuando se necesitan pesos de recubrimiento optimizados y un calibre ajustado para el cuello de alta velocidad. Para explorar una fabricación a medida o reservar una prueba en planta, solicite presupuestos o muestras y describa las condiciones de su línea y los pesos objetivo.
Distribuidores mundiales de acero estañado para aplicaciones DWI
Los distribuidores amplían el alcance de las fábricas, amortiguan los plazos de entrega y ofrecen servicios de corte a lo ancho cerca de sus plantas. Los mejores socios ofrecen la posibilidad de compartir previsiones, programas de existencias de seguridad y bobinas de repuesto de entrega rápida. Si tiene picos estacionales, alinee el VMI del distribuidor con su calendario promocional, no sólo con el uso medio mensual, para evitar expediciones de última hora y horas extras en sus cuellos de botella. Asegúrese de que la trazabilidad de los lotes del distribuidor permanece intacta después del corte, de modo que pueda relacionar cualquier evento de conformado con la química y el temple originales de la bobina.
Cómo seleccionar el acero base para el conformado de latas DWI de alta velocidad
Empiece por el ciclo de trabajo de la lata: presión interna, cargas de apilamiento y perfil térmico. A continuación, seleccione el acero de base. Un flujo de selección práctico es:
- Defina el calibre objetivo y el perfil de lata a la velocidad de línea que necesite; elija un grado DR candidato (por ejemplo, DR-8/DR-9) que cumpla los márgenes de pandeo e inversión de cúpula.
- Haga coincidir los pesos del revestimiento interior/exterior con la química del producto y el sistema de lacado; confírmelo con simulantes y pruebas de paquete corto.
- Bloquee la pasivación y el engrase con su lubricante y la química de la arandela; verifique la fricción y la limpieza a la velocidad de la línea para proteger los anillos de planchado y el utillaje del collarín.
- Ejecute una bobina de prueba para validar el adelgazamiento de la pared, la integridad del reborde y la calidad de la costura; ajuste el revenido o el revestimiento en función de los modos de desecho antes de escalar.
Cierre el bucle registrando los datos de desgaste y lubricación de la matriz durante la prueba. Esa información se amortiza cuando se realiza el siguiente paso de aligeramiento o se cambian las fórmulas de los productos.
Al fin y al cabo, la selección del acero base para el acero recubierto de estaño utilizado en las latas DWI es un equilibrio de ingeniería entre resistencia, conformabilidad, protección contra la corrosión y seguridad de suministro. Si desea una recomendación personalizada y bobinas de muestra rápidas para pruebas en línea, díganos su calibre objetivo, velocidad y química del producto: Tinsun Packaging puede elaborar un plan a medida y entregarlo rápidamente. Usted puede comparta sus necesidades para obtener un presupuesto y un calendario claro.
FAQ: Selección del acero base para el acero recubierto de estaño utilizado en latas DWI
¿Qué grado DR es el más común para la selección de acero base en latas DWI con revestimiento de estaño?
El DR-8 es un punto de partida muy utilizado, ya que ofrece una sólida combinación de rigidez y conformabilidad. Las plantas que buscan aligeramiento o altura suelen pasar al DR-9 con un estricto control del proceso.
¿Cómo elijo el peso del revestimiento para la selección del acero base en latas DWI con revestimiento de estaño?
Comience con la química del producto y el sistema de lacado. Valide los revestimientos más ligeros con simulantes agresivos; utilice revestimientos interiores pesados diferenciales para productos que contengan cloruros o ácidos.
¿Importa la pasivación a la hora de seleccionar el acero base para el acero estañado utilizado en latas DWI?
Sí. La pasivación afecta a la humectabilidad, al comportamiento de arranque de la corrosión y a la adherencia de la laca. Especifíquelo junto con el peso del revestimiento y la lubricación para mantener estable la fricción.
¿Pueden funcionar las calidades de reducción simple en la selección del acero base para el acero estañado utilizado en las latas DWI?
Pueden hacerlo a velocidades más bajas y calibres más altos, pero limitan el aligeramiento. La mayoría de las operaciones DWI de alta velocidad prefieren las calidades DR por su mayor ventana de conformado.
¿Qué pruebas determinan la selección del acero base para los botes DWI estañados?
Utilice pantallas de corrosión simuladas, pruebas de empaquetadura a través del ciclo térmico previsto, auditorías de adelgazamiento de la pared, microsecciones de la costura y comprobaciones de pandeo/inversión de la cúpula a velocidad.
¿Cómo influyen los riesgos de suministro en la selección del acero base para las latas DWI estañadas?
Redacte especificaciones de doble cualificación en al menos dos fuentes y mantenga el VMI cerca de sus líneas. Mantenga una pasivación/engrase idénticos para evitar la variabilidad entre líneas.
¿Cuándo debo considerar el DR-10 en la selección del acero base para el acero estañado utilizado en latas DWI?
Cuando la línea, el lubricante y el utillaje están ajustados y se necesita el último incremento de rigidez en relación con el peso. Pruebe primero con bobinas estrechas para confirmar la ventana de proceso.
Última actualización: 2025-11-17
Registro de cambios:
- Se ha añadido una comparación práctica del grado de DR alineada con los modos de fallo de DWI.
- Tabla de pesos de recubrimiento ampliada con opciones de peso interior diferencial.
- Se incluyeron anuncios de proveedores y CTA adaptados a Tinsun Packaging.
- Aclaración del enfoque de la documentación de cumplimiento en las principales regiones.
Próxima fecha de revisión y desencadenantes: 2026-05-17 o en caso de cambio significativo de las especificaciones, reformulación de la laca o aumento de la velocidad >10%.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...