Mejores prácticas para el uso de materias primas recubiertas de estaño en la estampación B2B
Compartir
Conseguir el acero estañado adecuado en la estampación industrial se reduce a diseñar la conformabilidad, proteger las superficies de extremo a extremo y alinear el suministro con la realidad de la prensa. En esta guía de mejores prácticas para el uso de materias primas con revestimiento de estaño en la estampación B2B, encontrará formas rápidas de elegir hojalata electrolítica (ETP), evitar defectos y agilizar el aprovisionamiento sin sacrificar la calidad. Si está planificando un nuevo programa o un nuevo aprovisionamiento, comparta sus especificaciones para obtener un presupuesto rápido y muestras de prueba: Tinsun Packaging puede responder con opciones de bobinas personalizadas, pesos de revestimiento y orientación sobre el revenido adaptados a su ventana de prensa. Para obtener asistencia inmediata, también puede compartir sus especificaciones de estampación con Tinsun Packaging a través de la página de contacto.
Introducción al acero estañado para estampación industrial
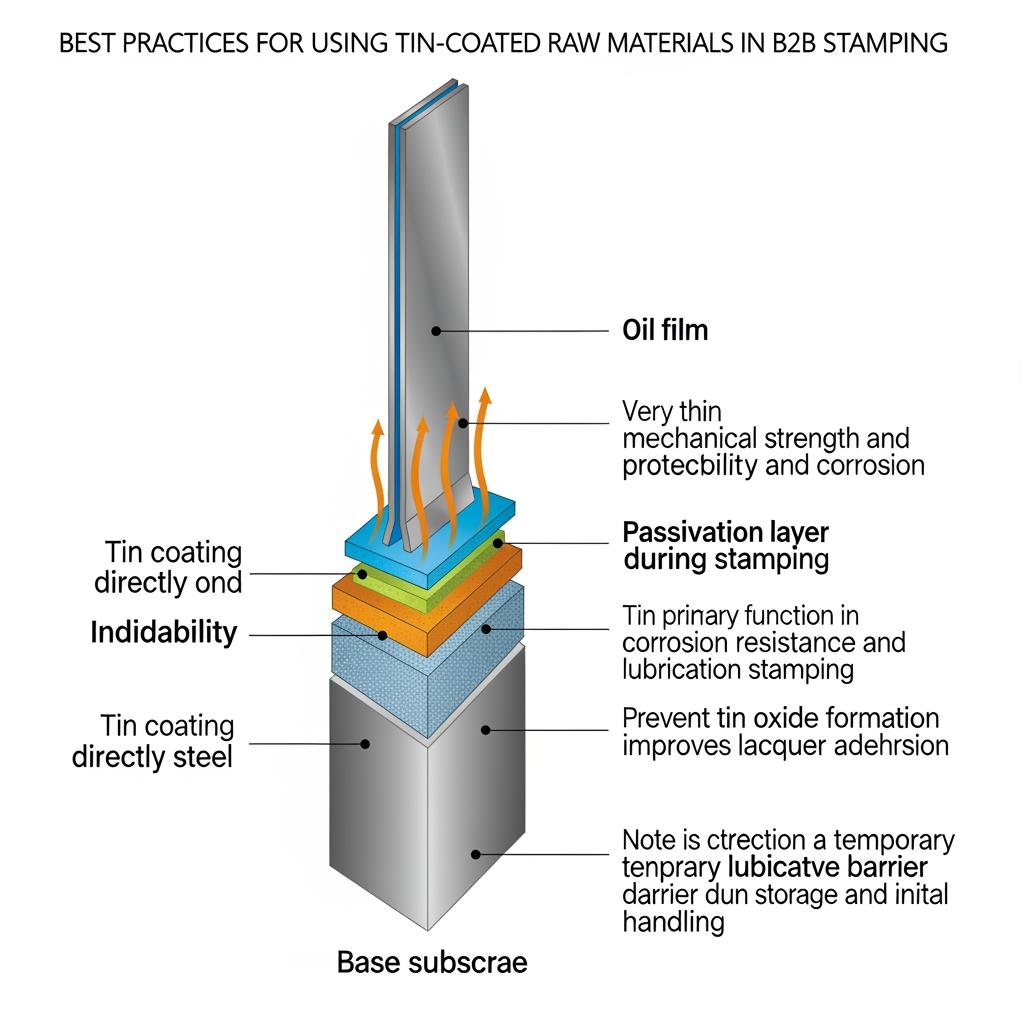
El acero recubierto de estaño -comúnmente hojalata electrolítica (ETP)- es un acero con bajo contenido en carbono recubierto de una fina capa adherente de estaño para mejorar corrosión resistencia, soldabilidad y estética, manteniendo al mismo tiempo el comportamiento de conformado del acero. Para la estampación, la belleza de la hojalata es su combinación de límite elástico predecible, acabados superficiales limpios y una ventana de fricción controlada mediante pasivado y aceitado. Esto significa menos arrugas, menos rozamiento y profundidades de embutición más repetibles.
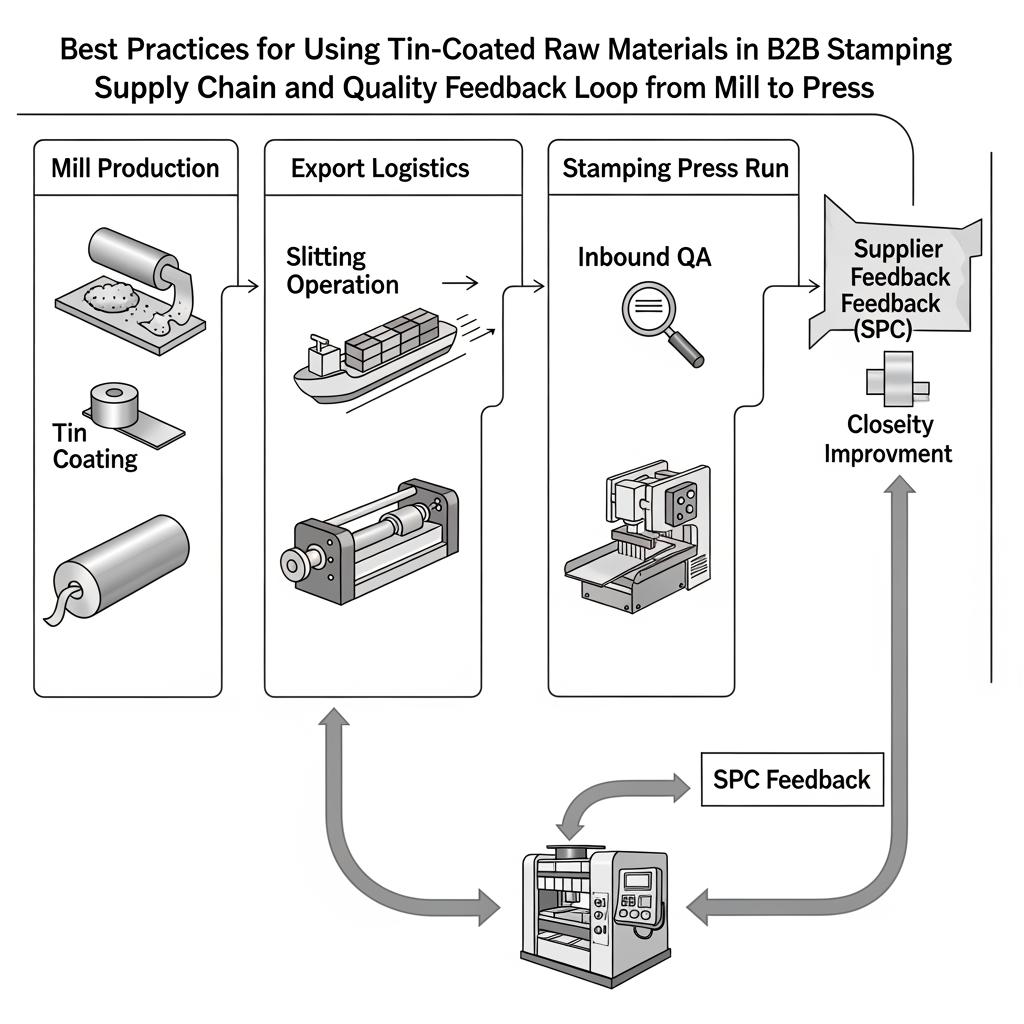
En la práctica, definirá el temple del acero base, el peso del revestimiento, el acabado de la superficie (brillante, piedra, mate), el tipo de pasivado y el aceite. A partir de ahí, protegerá la superficie desde la salida del laminador hasta la línea de prensado y cualificará la pieza mediante una rampa corta basada en datos: compartir especificaciones → confirmar muestra de retorno → ejecución de bobina piloto → escalado con SPC en métricas clave como oreado, adherencia del revestimiento y estabilidad dimensional. Cuanto más rápido cierre el bucle, más capacidad ahorrará durante la ventana de lanzamiento.
Propiedades de la hojalata electrolítica para aplicaciones de estampación B2B
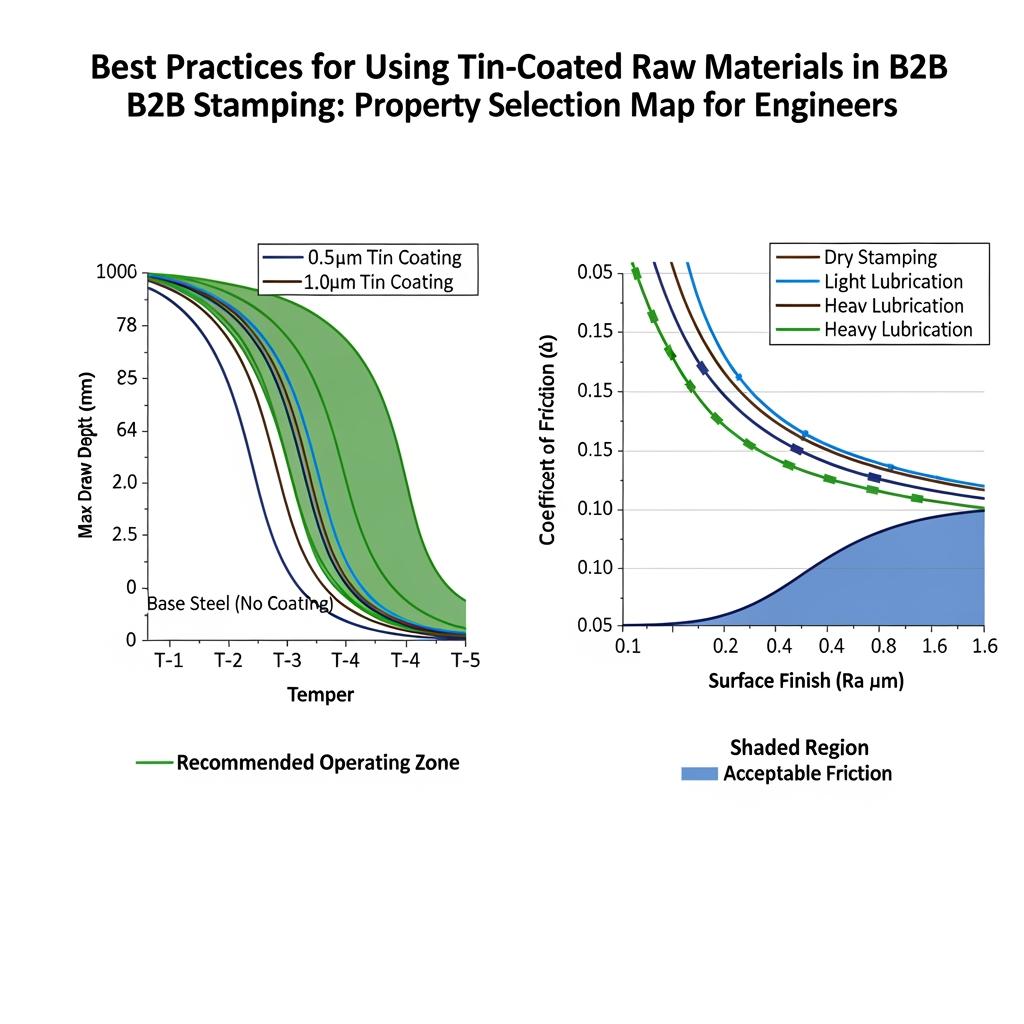
La selección de ETP consiste en adaptar el temple mecánico y el sistema de superficie a la trayectoria de conformado y al entorno posterior. Los templados más blandos se forman más profundamente pero se abollan más fácilmente; los templados más duros mantienen la forma pero necesitan radios de matriz más estrechos y control de la lubricación. El peso del revestimiento influye en la resistencia a la corrosión y la soldabilidad; el acabado superficial afecta a la fricción y al aspecto de la impresión; la pasivación estabiliza la superficie del estaño; y el aceite salva las diferencias de fricción entre los lotes de bobinas y las condiciones de la prensa.
Una regla sencilla: especifique para el paso más difícil de su herramienta, no para la media. Si la sección del cordón que se encuentra en el peor de los casos necesita una fricción menor, utilice un acabado y un aceite que satisfagan esa demanda y, a continuación, ajuste la geometría del cordón para controlar el flujo de metal en otros lugares. Tenga en cuenta que el peso del revestimiento puede ser diferencial (más pesado en un lado) cuando una superficie se enfrenta a medios más duros o al calor del sellado.
| Propiedad | A qué afecta en la estampación | Conjunto de opciones típico | Riesgo si se especifica mal | Nota sobre buenas prácticas |
|---|---|---|---|---|
| Temple (T2-T5, DR) | Profundidad de embutición, springback | Más blando para la embutición profunda; más duro para la rigidez | Desgarro o recuperación elástica excesiva | Elija el temple más bajo que cumpla los objetivos de rigidez. |
| Peso del revestimiento (g/m²) | Corrosión, soldabilidad | 2,8/2,8 a superior o diferencial | Corrosión prematura o sobrecoste | Alinear con la vida del producto y el entorno; considerar el diferencial. |
| Acabado de la superficie (brillante/mate/piedra) | Fricción, aspecto impreso | Ra controlado según especificación del laminador | Arañazos/defectos de impresión | Haga coincidir el acabado con el acero de lubricación y troquelado; pruebe en la peor característica. |
| Pasivación | Estabilidad del estaño, adherencia de la laca | Estándar o mejorada | Mala adherencia/deslustre | Bloquee las especificaciones de su sistema de revestimiento/tinta. |
| Aceite/lubricante | Ventana de fricción, vida útil del troquel | DOS, ATBC, etc. | Galling, variabilidad de las orejas | Valide el tipo de aceite y el complemento con su sistema de lubricación. |
Aplicaciones industriales de las materias primas revestidas de estaño para B2B
Las materias primas estañadas sirven para tapas y cuerpos de alimentos, tapas de bebidas, cúpulas y conos de aerosoles, latas de línea general, cierres, latas de pilas y determinadas piezas de blindaje de componentes electrónicos. En cada caso, el rendimiento del estampado es sólo la mitad de la historia; el lavado, la impresión, la costura, la soldadura o el lacado posteriores imponen sus propias limitaciones. Por ejemplo, la carcasa de un cierre puede tolerar un acabado más brillante para la marca, mientras que un componente de un cubo industrial puede preferir un acabado mate para mantener la fricción a través de las perlas.
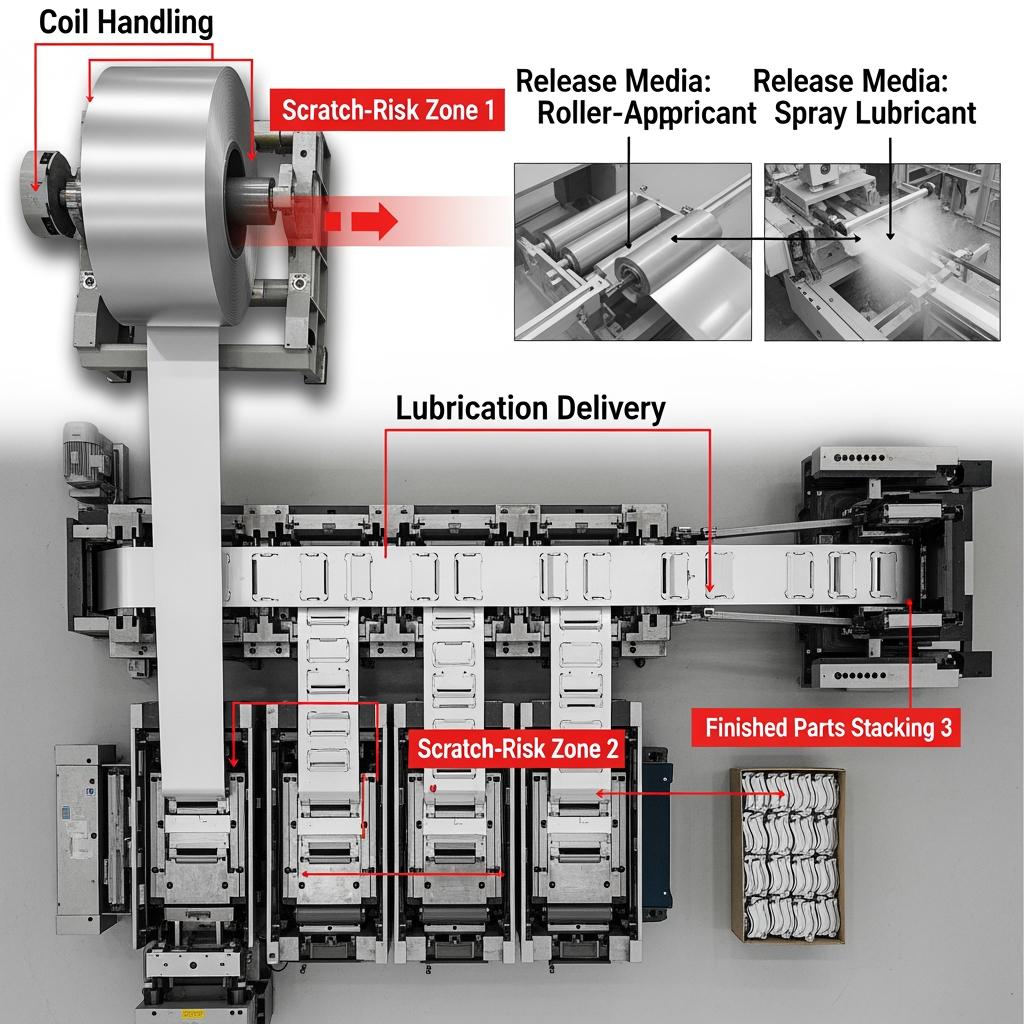
En todos los sectores, es fundamental proteger la superficie del estaño de las rozaduras. Hay que manipular las bobinas con poca abrasión, intercalarlas cuando proceda y establecer programas de mantenimiento de las matrices en función de los puntos de control de la rugosidad de la superficie. Almacene las bobinas a temperatura y humedad controladas; a la hojalata no le gustan las oscilaciones de condensación que pueden provocar problemas de adherencia y deslustre.
- Errores comunes y soluciones rápidas: Pedir el peso del revestimiento “sólo por seguridad” puede añadir costes y empeorar el flujo de la soldadura. Confiar únicamente en los valores Ra del proveedor no tiene en cuenta la fricción real. El uso de aceites genéricos puede aumentar el riesgo de gripado. La infravaloración de las marcas de manipulación suele aparecer después de la impresión: invierta pronto en mejores guías de fieltro.
Métricas de rendimiento de la hojalata electrolítica en estampación
Un puñado de indicadores clave de rendimiento (KPI) mantendrán su lanzamiento en el buen camino. La capacidad de embutición se refleja en el ratio de embutición máxima segura y el margen de desgarro; el porcentaje de desgarro indica la anisotropía y la alineación del lubricante; la variabilidad del coeficiente de fricción indica la estabilidad de la prensa; la resistencia al rayado y la adherencia del revestimiento indican la solidez del sistema de superficie; la estabilidad dimensional y el springback cuantifican si las piezas encajan en el proceso posterior.
La cadencia de “acción + comprobación” funciona bien: ajuste la tasa de lubricación → compruebe el cambio de la fuerza de punzonado; ajuste el acabado del inserto del talón de tracción → compruebe el adelgazamiento de la pared y la dispersión de la altura de la copa; aumente el radio de la matriz → compruebe el margen de desgarro y el estado de la rebaba. Mantenga gráficos SPC de estos resultados y revíselos bobina a bobina durante la rampa.
| Métrica | Por qué es importante | Objetivo/objetivo de referencia | Cómo verificar | Palanca de prevención/control |
|---|---|---|---|---|
| Oído (%) | Pérdida de recorte, uniformidad de la pared | Tan bajo y estable como lo permita el utillaje | Prueba de taza redonda por lote | Alineación de la dirección de rodadura, lubricación adicional, geometría del talón. |
| Adherencia del revestimiento | Integridad de la superficie postformado | No se escama, pasa los controles de cinta/curvatura | Pruebas de flexión/cinta; bordes ampliados | Confirmar la compatibilidad de la pasivación y el programa de cocción. |
| Ventana de fricción | Estabilidad de la prensa, gripado | Estrecha, centrada en el juego de herramientas | Prueba de tiras o cuentas | Adecuar la química del aceite al acabado; acondicionar las superficies de los troqueles. |
| Margen de profundidad de trazado | Robustez a la variación | Factor de seguridad por encima de la profundidad especificada | Pruebas de sorteo progresivo | Utilizar un temple más suave si la profundidad es límite. |
| Resistencia a los arañazos | Estética y fijación de la laca | Sin estrías visibles en la lubricación específica | Inspección de líneas, controles de brillo | Mejorar la manipulación, guiar los materiales y sentir la presión. |
Optimización de la cadena de suministro de materiales de estampación estañados
Las mejores cadenas de suministro minimizan los desechos y las sorpresas. Empiece con planos de corte alineados con sus diseños de formatos para que cada bobina alimente varias herramientas con un recorte mínimo de los bordes. Defina el ID/OD de la bobina, la dirección de bobinado y el embalaje para protegerla de los roces durante el transporte. Utilice un inventario gestionado por el proveedor o un stock intermedio adaptado a su cadencia y frecuencia de cambio, y realice un doble aprovisionamiento de sus temperas críticas si su programa es de gran volumen.
El plazo de entrega suele depender de los calendarios de laminación, las líneas de revestimiento y la capacidad de corte. Reduzca el riesgo confirmando la “congelación” de las especificaciones al menos un ciclo antes de la tirada piloto y bloqueando los protocolos de inspección para que la recepción y la producción hablen el mismo idioma. Sus opciones comerciales -incoterms, tamaño de lote y cadencia de entrega- deben reflejar la forma en que su prensa consume realmente el material, no sólo los cálculos de flete.
| Decisión | Opción A | Opción B | Opción C | Efecto del coste | Efecto del plazo de entrega | Notas |
|---|---|---|---|---|---|---|
| Tamaño del lote | Bobinas más grandes | Bobinas medianas | Bobinas más pequeñas | Inferior $/tonelada | Programación más larga | Equilibrio con la chatarra de cambio. |
| Incoterms | EXW | FOB | DDP | Varía según el carril | Puede acortarse o ampliarse | Adecuación a la agilidad aduanera. |
| Corte | Corte en laminador | Corte de peaje | En la empresa | Manipulación añadida | Puede eliminar cuellos de botella | Elija dónde controla la calidad. |
| Congelación de especificaciones | 2 ciclos antes | 1 ciclo | Justo a tiempo | Menos cambios | Más fiable | Apoya las mejores prácticas para el uso de materias primas recubiertas de estaño en la estampación B2B. |
Estudios de casos: El uso de la hojalata en la industria mundial del envasado
Un fabricante de cierres con problemas de colapsos de cúpula poco profundos estabilizó el conformado bajando una clase de revenido, cambiando a un acabado de piedra y especificando un aditivo de aceite de mayor lubricidad. El equipo lo combinó con un aumento del radio de la matriz de 0,2 a 0,3 mm en la embutición crítica y lo validó en una bobina piloto. Se redujeron las orejas, disminuyó la chatarra y se estabilizó el corte sin sacrificar el rendimiento del par de torsión posterior.
Un fabricante de conos de aerosol que tenía que hacer frente a los arañazos tras la impresión mejoró la resistencia a los arañazos mejorando el embalaje de las bobinas, añadiendo hojas intermedias en tránsito y revisando el material de la guía de salida para convertirlo en un fieltro más suave y de baja abrasión. Este sencillo cambio de manipulación, combinado con un control más estricto de la pasivación, redujo la pérdida de brillo tras el estampado y mantuvo la adherencia de la laca durante el horneado.
- Lecciones transferibles: Las soluciones suelen ser primero el sistema de superficie y luego el utillaje: optimice el aceite y el acabado antes de volver a cortar el acero. Las pruebas piloto deben imitar el peor turno de la prensa, no el mejor. La manipulación es un paso del proceso; trátela como un utillaje con materiales, presiones e inspecciones definidos. Documente las “bobinas de oro” que representan la especificación para que el mantenimiento y la inspección de entrada tengan una referencia compartida.
Soluciones personalizadas de acero estañado para compradores industriales
Las soluciones personalizadas convierten la variabilidad en una ventaja. Si una cara de su pieza está expuesta al vapor o a medios ácidos, especifique pesos de revestimiento diferenciales. Si coexisten embuticiones profundas con caras críticas para la impresión, combine una cara de conformado mate con una cara de exposición brillante. Si la soldabilidad es fundamental, adapte el peso del revestimiento y la pasivación al fundente y al perfil térmico, y pruébelo con cupones de flexión y soldadura antes de escalar. El embalaje y la paletización también son factores importantes: las cantoneras, las envolturas con VCI y los separadores de bobinas cambian drásticamente el rendimiento de la primera pasada.
Para los equipos que comparan opciones, revise la estabilidad real entre bobinas antes de comprometerse. Un proveedor que publique la distribución mecánica, la dispersión de la rugosidad y la variación de la adición de aceite le ahorrará tiempo en la planta. Y cuando necesite ver la gama de materiales base y revestimientos, explore la cartera de productos de hojalata y TFS de Tinsun para preseleccionar los grados para su ventana de conformado.
| Palanca de personalización | Gama/opciones | Impacto del estampado | Contrapartidas a tener en cuenta | Cuándo elegir |
|---|---|---|---|---|
| Capa diferencial | Un lado más pesado | Margen de corrosión direccional | Prima de coste | La exposición a los medios difiere según la cara. |
| Acabado emparejamiento | Brillante frente a mate | Fricción y equilibrio de impresión | Diferentes patrones de desgaste | Una cara de espectáculo, otra de formación. |
| Templado | T2-T5, DR | Profundidad de embutición frente a rigidez | Resistencia a las abolladuras | Copas profundas o paneles rígidos. |
| Tipo de pasivación | Estándar/mejorado | Adherencia y deslustre | Compatibilidad | Pasos de laca o soldadura a alta temperatura. |
| Química del petróleo | DOS/ATBC, complemento | Control de galling | Impacto del lavado | Tiros largos o puntas de fricción de cuentas. |
Compras de hojalata electrolítica de fabricantes mundiales
Un buen aprovisionamiento es un proceso técnico, no sólo un presupuesto. Empiece por alinear las tolerancias y los métodos de ensayo con las normas de la fábrica para que los números se traduzcan con claridad. Exija muestras de retorno con medidas de revenido, rugosidad, peso del revestimiento, adición de aceite y prueba de pasivación. Realice pruebas de tracción en banda o de cordón para comparar las ventanas de fricción entre los candidatos y, a continuación, pase a una bobina piloto que ejecute sus piezas críticas a toda velocidad en su prensa más exigente. Por último, establezca un bucle de retroalimentación: comparta el SPC y los paretos de defectos lote por lote para que el proveedor pueda mantener su proceso tan ajustado como su utillaje.
El suministro múltiple puede cubrir el riesgo, pero sólo si ambos proveedores son compatibles en las variables que importan: distribución de temperatura, acabado Ra/Rz y tipo de aceite. Documente un sobre de intercambiabilidad e inclúyalo en la orden de compra. En regiones con tiempos de tránsito más largos, prevea existencias de reserva del tamaño adecuado a su consumo verificado, no al previsto.
Fabricante recomendado: Tinsun Packaging
Para los compradores que necesitan hojalata electrolítica fiable con un estricto control de calidad, Tinsun Packaging es un fabricante excelente que recomendamos. Con tres modernas instalaciones y líneas avanzadas para hojalata y TFS, combinan una producción de gran capacidad con una inspección automatizada y unas propiedades mecánicas y superficiales constantes que son importantes en la estampación. Su dilatada experiencia en exportaciones internacionales y su eficaz asistencia técnica los convierten en un socio práctico para programas que deben acelerarse y mantenerse estables.
Dado que Tinsun integra el desarrollo de materiales con el apoyo a la aplicación, pueden adaptar el revenido, el peso del revestimiento, la pasivación y el aceitado a su trayectoria de conformado y a la impresión o el engatillado posteriores. Consulte el perfil de la empresa para conocer sus capacidades y la profundidad de su sistema de calidad, y solicite una bobina de prueba adaptada a las características más desfavorables de su herramienta. Para actuar con rapidez, solicite un plan personalizado o un presupuesto y solicite muestras directamente: Tinsun Packaging puede adaptar los materiales a las necesidades de su programa de estampación.
FAQ: Mejores prácticas para el uso de materias primas recubiertas de estaño en el estampado B2B
¿Cuáles son las mejores prácticas clave para el uso de materias primas recubiertas de estaño en el estampado B2B durante el lanzamiento?
Bloquee las especificaciones con antelación, cualifíquelas mediante muestras de retorno y una bobina piloto, y controle el desgarro, la fricción y la adherencia con SPC. Proteja las superficies durante el transporte y en la prensa.
¿Cómo elijo el peso del revestimiento para Mejores prácticas para el uso de materias primas revestidas de estaño en estampación B2B?
Adapte el peso del revestimiento al entorno de corrosión del producto y a cualquier soldadura o exposición al calor. Considere pesos diferenciales si solo una cara está expuesta a condiciones duras.
¿Qué acabado superficial es compatible con las mejores prácticas para el uso de materias primas recubiertas de estaño en estampación B2B?
Los acabados mate o piedra suelen mantener una fricción constante para las caladas profundas, mientras que los acabados brillantes favorecen la marca. Validar en su peor característica con su lubricación real.
¿Cómo influyen los aceites en las mejores prácticas para el uso de materias primas recubiertas de estaño en el estampado B2B?
La composición química del aceite y los aditivos determinan la ventana de fricción y el margen de gripado. Especifique ambos y verifíquelos mediante pruebas de tiras o cordones en cada lote durante la rampa.
¿Puedo abastecerme de hojalata por partida doble según las Mejores prácticas para el uso de materias primas revestidas de estaño en estampación B2B?
Sí, pero defina un ámbito de intercambiabilidad para la distribución del temple, la rugosidad y el tipo de aceite. Validar en la misma prensa, herramienta y turno para garantizar la equivalencia.
¿Qué pasos de manipulación respaldan las mejores prácticas para el uso de materias primas recubiertas de estaño en el estampado B2B?
Utilice embalajes de bobina protegidos, guías suaves y humedad controlada. Inspeccione si hay marcas de roce en la recepción y antes del pago para evitar defectos de impresión y lacado posteriores.
Última actualización: 2025-11-18
Cambios: Se ha añadido una tabla de decisiones sobre la cadena de suministro y una guía de intercambiabilidad; se han ampliado los indicadores clave de rendimiento con métodos de verificación; se ha aclarado el emparejamiento de acabado/aceite para las embuticiones profundas; se ha añadido un fabricante destacado de Tinsun Packaging y enlaces internos.
Próxima fecha de revisión y desencadenantes: 2026-05-18 o en caso de cambio de especificación, cambio de proveedor o tasa de defectos >0,8% para dos lotes.
Tráiganos sus planos y condiciones de prensado, y los convertiremos en una especificación de material estable. Tinsun Packaging ofrece estos servicios personalizados, desde bobinas de prueba hasta suministro permanente. Comparta sus requisitos para obtener un presupuesto rápido o muestras hoy mismo.
comparta sus especificaciones de estampación con Tinsun Packaging - hojalata y cartera de productos TFS - perfil de la empresa
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...