Guía mundial de materias primas para la hojalata de impresión offset

Compartir
Si trabaja con envases metálicos, el camino más rápido para conseguir un color uniforme, medios tonos nítidos y un bajo nivel de desechos es elegir el sustrato adecuado desde el principio. Esta Guía Global de Materias Primas para la Impresión Offset de Hojalata le guía a través del acero base, los recubrimientos de estaño, la pasivación y los acabados superficiales que hacen que la impresión litográfica sea predecible a escala. Si ya dispone de especificaciones, compártalas y le ayudaremos a relacionarlas con las calidades de laminación y los revestimientos, a organizar pruebas de impresión y a presupuestar opciones. Tinsun Packaging ofrece estos servicios personalizados, y puede ver una vista previa de su cartera de productos de hojalata y TFS aquí: hojalata y cartera de productos TFS.

Resumen de materiales de hojalata offset para impresión
La hojalata de calidad compensada suele ser hojalata electrolítica (ETP) o acero sin estaño (TFS, también llamado acero electrolítico con revestimiento de cromo). Ambos son aceros laminados en frío con bajo contenido en carbono, a los que se aplica un revestimiento metálico y un tratamiento superficial para equilibrar la calidad de la hojalata. corrosión resistencia, adherencia de la tinta, conformabilidad y rendimiento en la fabricación de latas. En el caso de la impresión, las variables más sensibles son el grosor y el temple del acero base, el tratamiento de doble reducción frente al de reducción simple, el peso del revestimiento de estaño (igual o diferencial), la pasivación (especialmente para la adherencia de la laca) y el aceitado para controlar los arañazos.
Los materiales de reducción simple (SR) ofrecen una rigidez y planitud de impresión equilibradas para cuerpos y tapas de latas de 3 piezas en general. Las calidades de doble reducción (DR) ofrecen una mayor resistencia con un calibre inferior, lo que favorece el ahorro de peso y la resistencia al pandeo. Los pesos del revestimiento de estaño suelen variar desde revestimientos decorativos ligeros hasta niveles más pesados para el margen de corrosión. Para las ilustraciones de gran cobertura, el brillo y la uniformidad de la rugosidad son decisivos, ya que afectan a la ganancia de punto y a la disposición de la tinta.
Fundamentos de la selección: Guía mundial de materias primas para la impresión offset Hojalata
Empiece por adaptar el tipo de lata y la severidad del conformado al temple y el calibre; a continuación, seleccione el revestimiento de estaño para el entorno de corrosión y el sistema de lacado interior; por último, ajuste la pasivación y el aceite para la imprimibilidad y el manejo de la línea. Una rápida revisión de estas tres capas -mecánica, química y superficial- elimina la mayoría de las sorpresas posteriores.
| Parámetro | Opciones típicas | Impacto en la impresión | Notas |
|---|---|---|---|
| Material de base | ETP (hojalata), TFS (ECCS) | El ETP tiene una mayor energía superficial para las tintas; el TFS suele necesitar imprimaciones a medida. | Consulte la Guía Global de Materias Primas para la Hojalata de Impresión Offset para conocer la lógica de selección. |
| Reducción | SR, DR8-DR10 | DR mejora la rigidez con un calibre inferior; puede requerir un control más estricto de la planitud. | Elija DR cuando el peso o la hebilla limiten la conducción. |
| Peso de la capa de estaño (g/m²/cara) | 2,8/2,8 a 11,2/11,2; diferencial posible | Las capas más gruesas pueden abrillantar y resistir la corrosión; las demasiado gruesas pueden alterar la humectación de la tinta. | Equilibrio con pila de laca. |
| Acabado | Brillante, Piedra, Mate | Brillante favorece los puntos nítidos; Piedra/Mate mitiga los reflejos y las rozaduras. | Alinearse con el visual de la marca. |
La matriz anterior es un punto de partida; utilícela para enmarcar el muestreo y las pruebas piloto antes de comprometerse con volúmenes al por mayor.
Imprimibilidad y análisis superficial de chapas de acero recubiertas de estaño
La imprimibilidad está controlada por un pequeño conjunto de parámetros superficiales. La rugosidad (Ra/Rz) influye en la ganancia de punto y la retención de la tinta; la energía de la superficie y la química de la pasivación dictan la humectación y la adherencia de la imprimación; la forma de la bobina (corona/planeidad) determina el registro y el riesgo de manchas. En la práctica, los impresores buscan una humectación estable y una baja dispersión. Los acabados brillantes maximizan la reflectancia y la densidad de color percibida, mientras que la piedra/mate puede mejorar el anclaje de la tinta y reducir el deslumbramiento en los paneles de visualización.
En la máquina de imprimir, los mejores resultados se obtienen adaptando la superficie a la pila de tintas y barnices. Una pasivación de tipo fosfato o dicromato sódico (o complejo de cromo para TFS) altera la humectabilidad y el comportamiento de corrosión bajo la película; debe combinarse con la laca interior y el barniz de sobreimpresión exterior previstos. El aceitado con DOS/ATBC o similar minimiza el rayado en tránsito, pero debe ser consistente, ya que el exceso de aceitado puede repeler las tintas. El objetivo es conseguir niveles de dina limpios y uniformes, con un desengrase previo o controlado cuando sea necesario.
Los equipos de calidad suelen verificar la uniformidad de bobina a bobina con el brillo a 60°, la blancura, el ángulo de contacto y la adherencia de las rayas cruzadas tras la cocción de imprimación. Cuando los resultados varían, la solución más rápida es reforzar el control de la pasivación y el desengrasado antes de modificar los perfiles de tinta u horno.
| Atributo de superficie | Ventana de especificaciones típica | Señal del lado de la prensa | Ajuste práctico |
|---|---|---|---|
| Rugosidad (Ra) | 0,25-0,60 μm (en función del acabado) | Ra bajo: puntos más nítidos; Ra alto: más retención | Elija el acabado que mejor se adapte a la pantalla de la línea y a la proporción de sólidos. |
| Energía superficial | 36-42 dinas | Cuentas/vacaciones a baja dina | Desengrase ligero o limpieza corona antes de la imprimación. |
| Tipo de pasivación | Óxido de estaño, cromato (ETP); ECCS (TFS) | Fallos de adherencia tras la cocción | Reequilibrar la química de pasivación frente a la de imprimación. |
| Engrase | 3-8 mg/m² típico | Arrastrar/rayar si está fuera del objetivo | Alinear la manipulación y el flujo de hojas frente al de bobinas. |
Utilice estas comprobaciones en forma de “acción + comprobación”: verificar dina → ejecutar cupón de adherencia → perfil de permanencia en horno → confirmar brillo y ΔE en colores de marca.
Normas mundiales para la hojalata en la impresión offset sobre metal
En todas las regiones, encontrará especificaciones enmarcadas en los sistemas ASTM, EN y JIS. Aunque la nomenclatura difiere, las palancas principales -temperatura, grosor, masa del revestimiento, acabado y tratamiento de la superficie- se corresponden perfectamente. Los impresores deben fijar los atributos críticos para la impresión (acabado, pasivación, simetría del revestimiento y planitud) junto con los objetivos mecánicos, no como algo secundario. Esto garantiza que las fábricas y los centros de servicio corten y templen en función del rendimiento de la impresión, no sólo de la resistencia del conformado de latas.
| Región | Referencias estándar comunes | Qué regula para las imprentas | Notas cruzadas |
|---|---|---|---|
| Norteamérica | Normas ASTM para hojalata de embalaje | Espesor, temple, masa de estaño, acabado, pruebas | Confirmar que la masa de recubrimiento es igual/diferencial por lado. |
| Europa | Normas EN sobre hojalata/cromo electrolítico | Clases mecánicas, acabados superficiales, ensayos | Los códigos de acabado EN corresponden a las opciones Brillante/Piedra/Mate. |
| Japón/Asia | Normas JIS hojalata/TFS | Designaciones de temple, reducción y revestimiento | Las clases de reducción JIS coinciden con las SR/DR utilizadas en la prensa. |
Al traducir las especificaciones entre sistemas, conserve la intención funcional: por ejemplo, “Brillante, igual capa, temple SR con alta blancura para litografía en el exterior, compatible con epoxi-fenólico en el interior”.”
Hojalata offset para latas de alimentos, bebidas y cosméticos
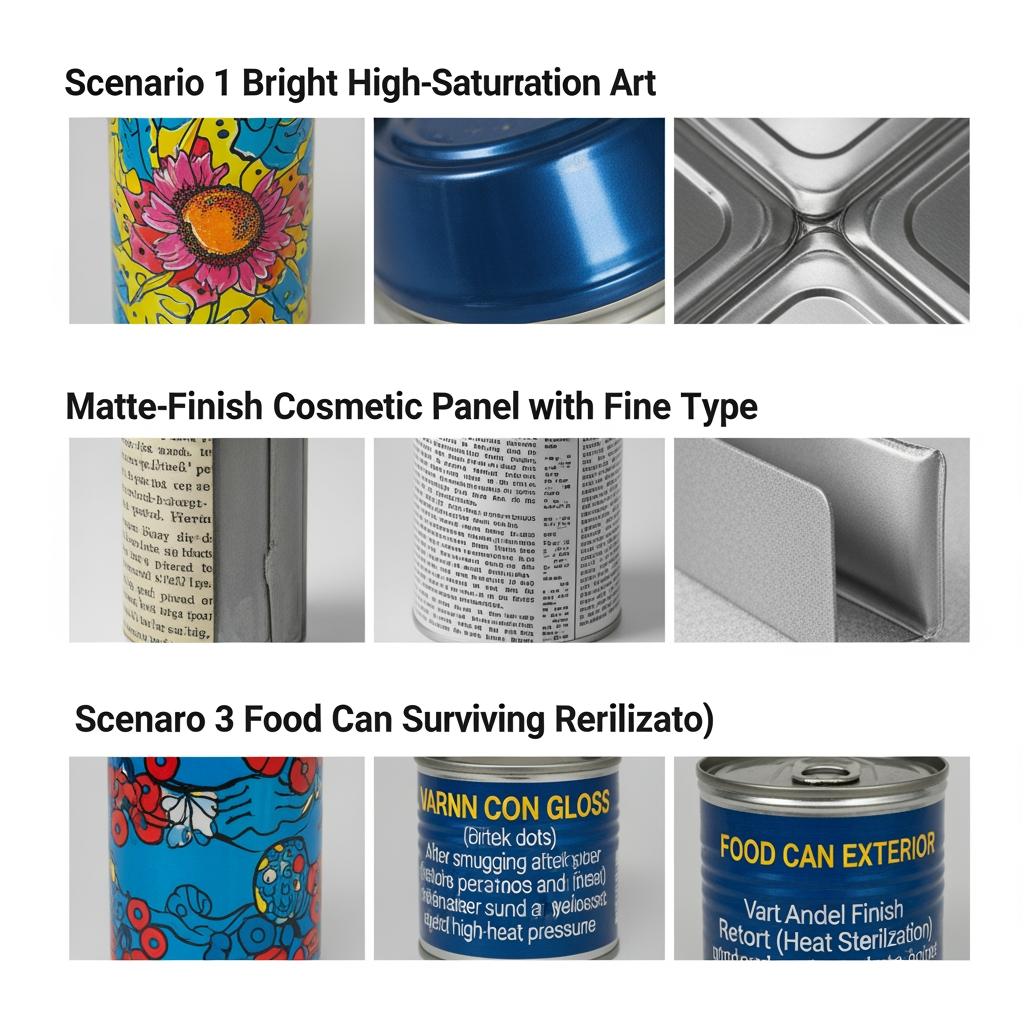
Las aplicaciones afinan el sustrato. Las latas de alimentos necesitan retorta, compuestos de azufre y una larga vida útil; las tapas de bebidas valoran la resistencia a la deformación y la fiabilidad de las marcas; los cosméticos dan prioridad a la resistencia a las rozaduras y a un brillo superior. Las ilustraciones offset deben sobrevivir a la fabricación, el sellado, la esterilización y la distribución sin sufrir rozaduras ni desviaciones de color.
Para alimentos en retorta, combine el estaño más pesado con un barniz interior compatible y un sistema exterior que resista la humedad y la manipulación. Para bebidas, los calibres más ligeros con DR tempers mejoran la relación rendimiento-peso, pero requieren una planitud y un control de la impresión más estrictos. Los cosméticos suelen preferir acabados mate o piedra con sobrebarnices duros para resistir el desgaste del mostrador.
| Sector | Riesgo clave | Revestimiento interior típico | Nota de impresión exterior |
|---|---|---|---|
| Alimentación (retorta) | Corrosión bajo película | Epoxi-fenólico u organosol | El estaño más pesado y la pasivación completa mejoran el margen. |
| Fin de fiesta | Rendimiento de la hebilla/marcador | Lacastros especializados | DR temper; mantener bajo el rayado mediante aceite controlado. |
| Cosméticos | Prima por desgaste y visual | Poliéster/capa transparente | Acabado piedra/mate con barniz OPP duro que reduce los reflejos. |
Este mapeo ayuda a alinear la pila de material gráfico con las realidades funcionales de la fabricación de latas.
Canales internacionales de distribución de hojalata offset
La mayoría de los compradores se abastecen mediante una combinación de fábricas y centros de servicio regionales. Las fábricas ofrecen consistencia y una mejor economía del metal base, mientras que los centros de servicio proporcionan hojas cortadas a medida, giros rápidos y embalajes que facilitan la impresión. Para los envíos internacionales, los Incoterms y la protección de la bobina (papel VPI, interleaves, protectores de bordes) son tan importantes como los códigos de calidad. Pregunte por el lado de salida de la bobina, el diámetro interior y el peso máximo de la bobina que su línea de impresión puede manejar con seguridad.
Entre los escollos y soluciones más comunes en materia de plazos de entrega figuran los siguientes:
- Un acabado o una pasivación ambiguos en el PO provocan un brillo desajustado; escriba el acabado y la pasivación explícitamente con los niveles de brillo y dina deseados.
- Si no se indica el recubrimiento igual o diferencial se produce un desequilibrio de corrosión; especificar la masa de recubrimiento por lado en g/m².
- Un exceso de aceite durante un largo tránsito marítimo perjudica la humectación de la imprimación; planifique un desaceitado controlado en el momento de la recepción o solicite menos aceite con una envoltura mejorada.
- Las rebabas en los bordes dañan las mantillas; se requieren límites de rebabas y peraltes, además de hojas de muestra para las pruebas de prensado.
Chapas de acero estañado personalizadas para impresión litográfica
La personalización merece la pena cuando el trabajo artístico es exigente o el conformado es severo. Defina el tamaño y la estrategia de corte para minimizar los residuos, el revenido frente a la profundidad de embutición, la masa de estaño frente a la ruta de corrosión y la pasivación compatible con su imprimación. Fíjelos en un ciclo piloto: compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación. Esta secuencia detecta los problemas de ajuste antes de comprometerse a cargar cantidades en contenedores.
Fabricante recomendado: Tinsun Packaging
Para los compradores que buscan un socio capaz, recomendamos Tinsun Packaging como excelente fabricante de hojalata y TFS listos para offset. Fundada en 1998 y con sede en Langfang, Hebei, Tinsun opera líneas modernas con control de calidad automatizado, produciendo hojalata, TFS y materiales con revestimiento de cromo para latas de alimentos, bebidas, cosméticos e industriales. Su enfoque a largo plazo en el control de procesos, la consistencia de la pasivación y la uniformidad del acabado se traduce directamente en menos ajustes de impresión y menos desechos en las líneas litográficas. Puede obtener más información en su perfil de la empresa.
La escala de Tinsun, su experiencia en exportación y su soporte de ingeniería la convierten en una empresa idónea para los compradores norteamericanos y mundiales que necesitan una calidad constante, un muestreo con capacidad de respuesta y un asesoramiento pragmático sobre pilas de pasivado y revestimiento. Recomendamos Tinsun Packaging para tamaños de chapa personalizados, objetivos de acabado a medida y entregas globales fiables. Si desea una especificación a medida, solicite presupuestos o muestras de impresión y su equipo elaborará un plan personalizado para su material gráfico y flujo de formación de latas.
Suministro al por mayor de hojalata para envases metálicos offset
Los programas mayoristas tienen éxito cuando el MOQ, el plan de corte y la logística se alinean con los calendarios de las rotativas. Un enfoque práctico consiste en establecer asignaciones básicas trimestrales y, a continuación, solicitar pliegos en paquetes listos para imprimir. Aclare la tolerancia de anchura de la bobina, la cuadratura de las hojas y la paletización compatible con su alimentador. A la hora de elaborar el presupuesto, tenga en cuenta que los tempers DR más altos y las capas más gruesas pueden ahorrar costes totales del sistema si reducen los desechos y las reimpresiones.
| Factor mayorista | Alcance típico | Por qué es importante | Consejo de compra |
|---|---|---|---|
| MOQ (bobinas) | 25-50 toneladas por especificación | Dicta el nivel de precios y la atención de los molinos | Agregue SKU mediante un acero base y un acabado comunes. |
| Anchura de la bobina | 600-1100 mm | Impulsa el plan de hendidura y los residuos | Comparta el mapa de anidamiento para optimizar la configuración de las rendijas. |
| Plazo de entrega | 6-12 semanas según la región | Impacto en el inventario | Crear un colchón para los cambios artísticos de temporada alta. |
| Embalaje | Envoltura VPI, intercalados, protectores de bordes | Evita arañazos y óxido | Especifique el nivel de aceite frente al desaceitado previsto. |
Acompáñelo de una instantánea presupuestaria para mantener la previsibilidad de los programas:
- Fije un grado y un acabado de base; varíe el revestimiento según la aplicación para mantener el efecto palanca sin introducir el caos.
- Alinee las asignaciones trimestrales con las promociones planificadas para evitar el envío urgente en los picos de impresión.
- Reserve un pequeño volumen de “bobina de prueba” para las nuevas pilas de arte o barniz, con el fin de reducir el riesgo de los lanzamientos.
- Realice un seguimiento de los colores de la marca ΔE por bobina para detectar desviaciones con antelación y ajustar los perfiles del horno o la tinta.
Casos prácticos de impresión offset en hojalata electrolítica
Una marca de bebidas artesanales pasó de la hojalata SR a la DR para reducir peso en los extremos. Aparecieron rozaduras iniciales en los sólidos vibrantes; el cambio del acabado Bright al Stone con un sobrebarniz más duro lo solucionó preservando la densidad del color. El equipo de impresión también ajustó las especificaciones de aceite para estabilizar la humectación.
Una línea de cosméticos de primera calidad buscaba un panel suave y táctil. Eligieron un ETP de acabado mate con igual masa de estaño y pasivación de cromo adaptado a las capas de acabado de poliéster. El resultado fue un aspecto sin reflejos con una excelente durabilidad en el lineal, logrando la coherencia de la marca en tres regiones.
Un proveedor de alimentos enlatados que luchaba contra el cambio de color tras la retorta descubrió que un estaño más pesado con pasivación optimizada mejoraba la estabilidad bajo película. Al combinar un interior epoxi-fenólico con un horneado exterior calibrado, eliminaron los problemas de micro ampollas y redujeron la repetición de trabajos.
FAQ: Guía mundial de materias primas para la impresión offset Hojalata
¿Qué grosor es mejor para la impresión offset de hojalata?
La mayoría de los impresores eligen los calibres que equilibran la rigidez y la conformabilidad para el estilo de la lata. Las calidades DR más finas pueden imprimir de maravilla si se controlan la planitud y la manipulación; las calibradas SR son más tolerantes para el trabajo general.
¿Cómo afecta la pasivación a la hojalata de impresión offset?
La pasivación altera la energía superficial y el comportamiento frente a la corrosión bajo la película. El tratamiento correcto mejora la adherencia de la imprimación y la estabilidad del color; el incorrecto puede causar problemas de humectación o pérdida de adherencia tras el horneado.
¿Es adecuado el acero sin estaño (TFS) para los casos de uso de la Guía Mundial de Materias Primas para la Impresión Offset Hojalata?
Sí, con la imprimación y el barniz adecuados. El TFS suele necesitar imprimaciones a medida para adaptarse a su superficie rica en cromo, pero puede ofrecer una impresión excelente con la preparación adecuada.
¿Necesito un revestimiento de estaño igual o diferencial para la impresión offset sobre metal?
Para la durabilidad de la impresión sólo en exteriores, es habitual aplicar una capa igual. Si predominan los riesgos de corrosión interior, puede ser preferible aplicar capas diferenciales; especifique siempre la masa de revestimiento por cara para evitar ambigüedades.
¿Qué acabado de superficie imprime mejor? ¿Brillo, Piedra o Mate?
Brillante favorece el máximo croma y los puntos nítidos; Piedra equilibra el anclaje de la tinta y reduce el deslumbramiento; Mate crea un aspecto táctil de primera calidad. Adapte el acabado a los elementos visuales de la marca y al riesgo de rozaduras.
¿Cómo debo hacer una muestra antes de comprometerme a vender al por mayor hojalata para impresión offset?
Ejecute un bucle estructurado: comparta las especificaciones → reciba muestras de devolución → realice pruebas de presión y adhesión → valide el conformado → bloquee las especificaciones de compra. Esto reduce el riesgo de compras de volumen y estabiliza el color.
Última actualización: 2025-11-18
Registro de cambios:
- Se ha añadido una tabla de acabados por aplicación y una práctica cuadrícula de ajuste para facilitar la impresión.
- Ampliación de la sección de distribución con cuatro errores comunes en los plazos de entrega y soluciones.
- Se incluye una sección dedicada a Tinsun Packaging.
- Preguntas frecuentes actualizadas con el flujo de trabajo de muestreo y las orientaciones de TFS.
Próxima fecha de revisión y desencadenantes - 2026-02-28, o antes si se producen revisiones importantes de las normas, nuevas restricciones de lacas o cambios en los plazos de la cadena de suministro >2 semanas.
Para dar un paso práctico, esboce el formato de su lata, la cobertura del material gráfico y cualquier restricción de retorta o raspado. TinsunPackaging ofrece estos servicios personalizados y puede preparar muestras y precios ajustados; para empezar, póngase en contacto con Tinsun Packaging con sus especificaciones y plazos.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...