Acero recubierto de estaño en bruto para capas de barniz protector y decorativo

Compartir
Si su producto final vive o muere por su atractivo visual y corrosión resistencia, pocos sustratos equilibran ambas cosas tan bien como el acero recubierto de estaño en bruto para las capas de barniz protector y decorativo. La combinación adecuada de sustrato, pasivado y barniz convierte una plancha en un envase duradero, seguro para los alimentos y de marca. Si ya conoce su pila de revestimientos, comparta sus especificaciones y cantidades deseadas y lo traduciremos en un plan listo para producción y muestras a través de las opciones de hojalata de Tinsun Packaging en el catálogo de materiales.
Propiedades superficiales del acero estañado para la adherencia del barniz
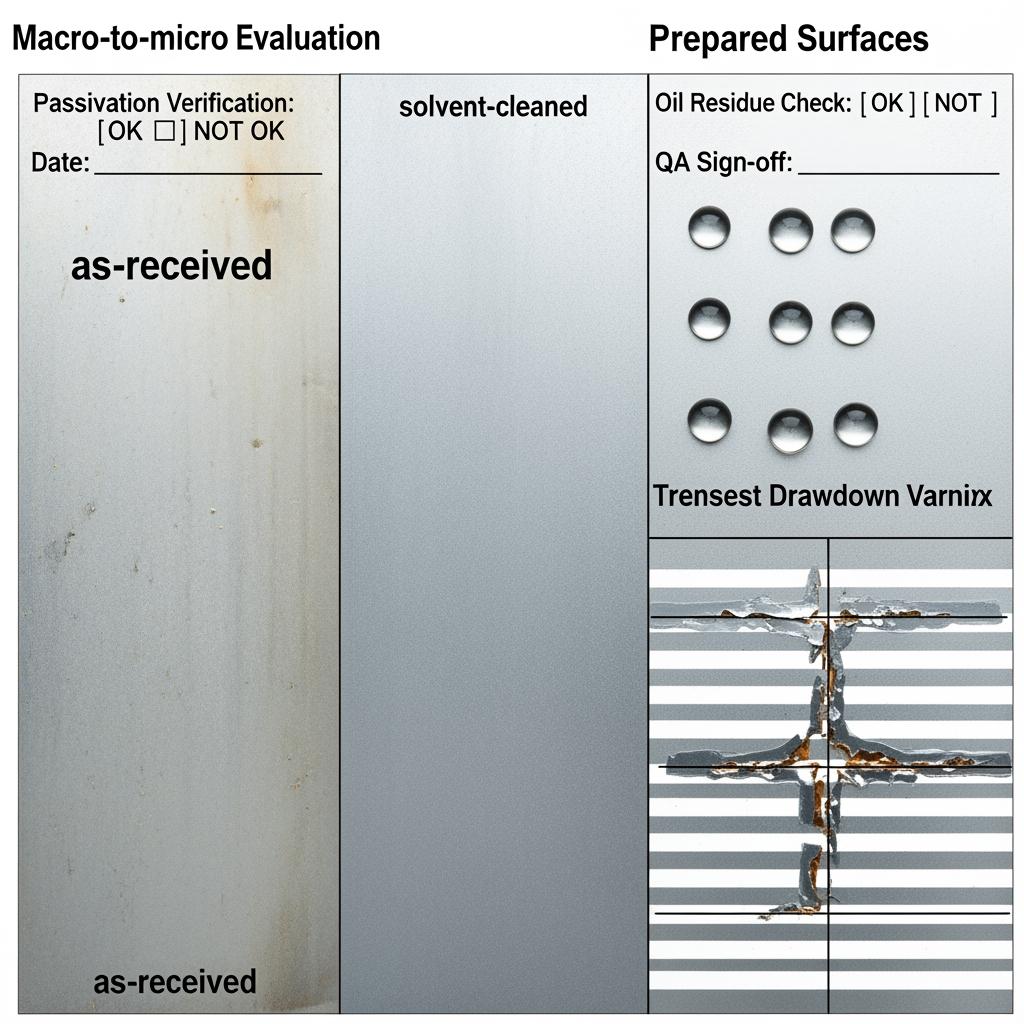
La adherencia comienza en la superficie. El acero recubierto de estaño (hojalata) ofrece una superficie de estaño lisa y químicamente activa que puede pasivarse y aceitarse ligeramente para equilibrar la conformabilidad con la humectación del recubrimiento. La variabilidad en la rugosidad, el aceite residual y la pasivación explican sistemáticamente la mayoría de los “misteriosos” fallos de adherencia en la producción. Una sólida cualificación del sustrato combina la inspección de entrada con una sencilla rutina de horneado y rayado cruzado en laboratorio para reducir el riesgo de las pruebas en línea.
Un flujo de trabajo práctico en el laboratorio es: compartir especificaciones → verificar la superficie → aplicar barniz candidato → horneado controlado → frotado de rayado transversal/MEK → doblado inverso → comprobación puntual de sal pulverizada. Cada paso debe ser breve, reproducible y estar vinculado a un criterio de aprobado/desaprobado para que pueda dar luz verde a las pruebas piloto con confianza.
| Parámetro | Por qué es importante | Acción → Comprobar |
|---|---|---|
| Sustrato: Acero recubierto de estaño en bruto para capas de barniz protector y decorativo | Confirma que está probando la familia de productos y el acabado de superficie exactos que funcionarán a escala. | Registrar el fresado, el ID de la bobina, la designación del revestimiento de estaño, la pasivación y el aceite; conservar un cupón testigo. |
| Energía superficial y humectabilidad | Predice el flujo/nivelación y el riesgo de pinhole bajo ventanas de cocción fijas. | Bolígrafos Dyne o ángulo de contacto; volver a limpiar si está fuera de banda y volver a probar antes del recubrimiento. |
| Aceite residual y contaminantes | El exceso de aceite bloquea la humectación; los cloruros siembran la corrosión bajo la película. | Comprobación de pérdida de masa por frotado con disolvente; prueba de punto iónico; nuevo lavado si es necesario. |
| Tipo de pasivación | Afecta a la adherencia sin imprimación y a la resistencia a las manchas de azufre. | Verificar el certificado del laminador; realizar paneles A/B al cambiar de familia de pasivación. |
Estas comprobaciones son rápidas, de bajo coste y detectan la mayoría de los riesgos de adherencia antes de consumir tiempo de línea o latas.
Compatibilidad del revestimiento protector con sustratos de acero estañados
La selección del barniz se reduce al fluido que cumple su envase, la cocción que puede permitirse y el conformado que espera. Los sistemas epoxi-fenólicos destacan para rellenos agresivos y protección de costuras; los poliésteres suelen ganar cuando la claridad y la flexibilidad son críticas; los acrílicos pueden ser útiles para capas exteriores decorativas con líneas de curado rápido. En acero estañado, cada familia se comporta de forma diferente en cuanto a fluidez, adhesión entre capas y resistencia a la flexión y la fisuración.
| Familia de revestimientos | Uso típico en hojalata | Sensibilidad de la ventana de cocción | Notas para sustratos de hojalata |
|---|---|---|---|
| Epoxi-fenólico | Capa protectora interna para latas de alimentos, aerosoles y productos químicos | Moderado; prefiere una temperatura pico estable del metal | Gran resistencia química e integridad de las costuras; verificación de la adecuación reglamentaria para el uso final. |
| Poliéster | Decoración exterior y algunas aplicaciones interiores | Moderado-alto; nivelación ligada al equilibrio de disolventes | Excelente brillo y flexibilidad; confirme la adhesión entre capas con tintas/capas de acabado. |
| Acrílico | Barniz de sobreimpresión y capas transparentes | Baja a moderada; posibilidad de curación rápida | Alta claridad; cuidado con el astillado de los bordes en la embutición profunda sin imprimaciones adecuadas. |
Comience con la exposición prevista y, a continuación, adapte la latitud de horneado y las necesidades de conformado. Los paneles piloto deben incluir sus tintas y capas de acabado reales para confirmar la pila completa.
Hojalata barnizada para la protección de latas de aerosoles y productos químicos
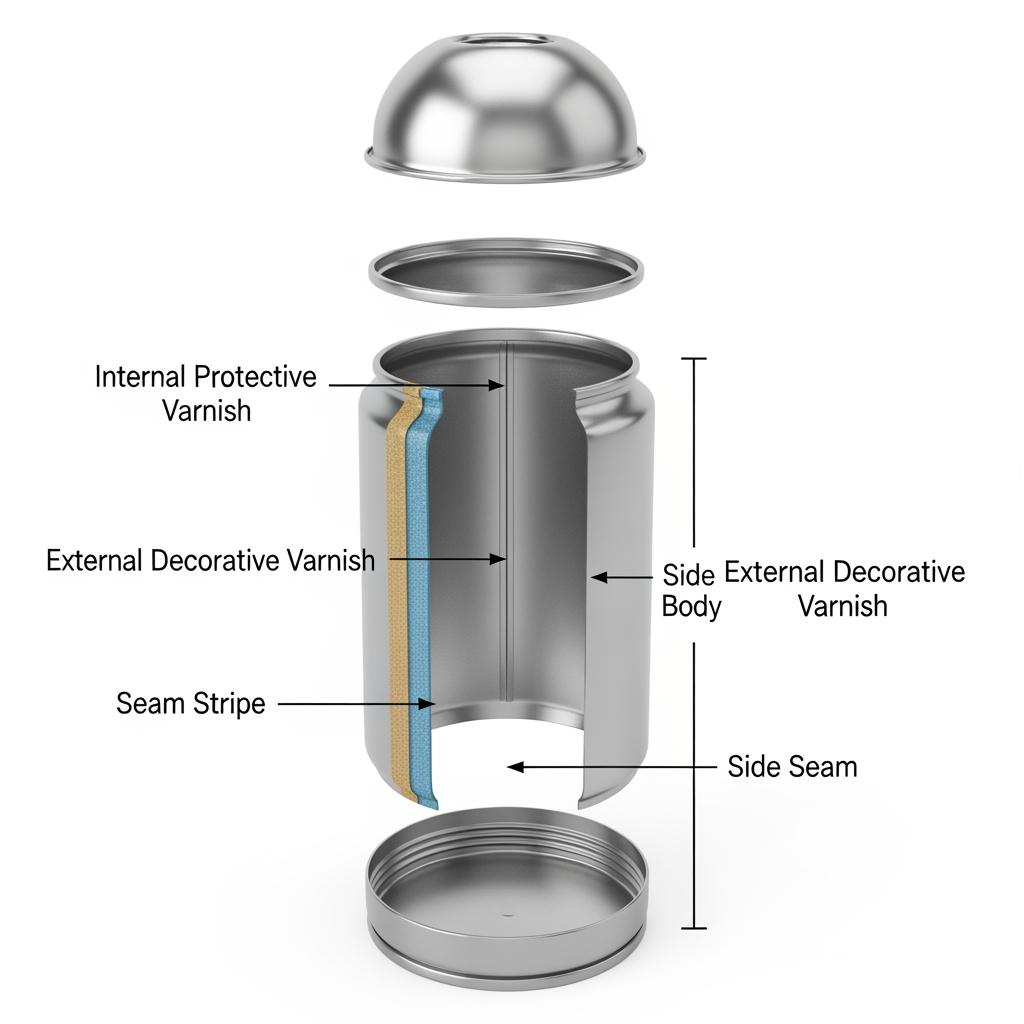
Los envases de aerosoles y productos químicos someten a los revestimientos a ciclos de presión, propelentes y activos agresivos. Por eso, la hojalata barnizada combina un temple constante con un espesor de estaño controlado, una pasivación fiable y una energía superficial predecible. Para los extremos abombados y las embuticiones profundas, mantener la flexibilidad sin microfisuras es tan importante como la barrera química. En el cordón de soldadura, la fluidez del barniz y la compatibilidad de la soldadura deben ir de la mano, o se corre el riesgo de porosidad y corrosión por fluencia.
Alinee su mapa de conformado con su mapa de recubrimiento: las regiones de conformado más pesadas obtienen un barniz de mayor flexibilidad, y las zonas de solapamiento obtienen un producto químico protector de las costuras. Los programas de horneado deben validarse en extremos y carrocerías reales, no sólo en paneles planos, para captar la masa térmica y los efectos en los bordes de las piezas reales.
Comparación de la hojalata y el TFS en aplicaciones de barnizado industrial
Tanto la hojalata como el TFS (acero sin estaño, a menudo con revestimiento de cromo) anclan los envases modernos, pero no se comportan de forma idéntica bajo el barniz. El estaño metálico de la hojalata favorece la adherencia sin imprimación y un excelente comportamiento en soldadura; el TFS ofrece una superficie más dura y un acabado brillante que normalmente espera un sistema de recubrimiento completo para ofrecer un buen comportamiento frente a la corrosión. Su elección debe basarse en la aplicación y en la línea de producción.
| Criterios | Hojalata (acero estañado) | TFS (acero cromado) |
|---|---|---|
| Adherencia inicial | Generalmente fuerte, incluso sin imprimación | A menudo necesita imprimaciones o sistemas adaptados |
| Comportamiento frente a la corrosión | La capa de estaño proporciona un beneficio sacrificial en algunos entornos | Depende en gran medida de la integridad del revestimiento |
| Soldabilidad y costuras | Amigable con los procesos estándar | Requiere el ajuste del proceso y revestimientos compatibles |
| Estética | Tono metálico cálido; bueno para litografía | Acabado brillante y duro; alta resistencia al rayado |
| Casos de uso típicos | Latas para alimentos, aerosoles, productos químicos, en general | Tapas/cerramientos, tapas, paneles decorativos |
En caso de duda, pruebe ambos con la pila de revestimiento y el programa de horneado exactos para ver cuál le ofrece la mejor relación coste-rendimiento para su línea.
Normas mundiales para la hojalata en revestimientos protectores y decorativos
Las normas internacionales ayudan a armonizar las definiciones de sustrato, los métodos de ensayo y el lenguaje de rendimiento entre fábricas, transformadores y propietarios de marcas. Aunque la nomenclatura varía según la región, los temas centrales son la clasificación de los sustratos, la designación del peso del revestimiento, el temple mecánico y los protocolos de ensayo de la adherencia y la corrosión.
| Familia estándar | Región o ámbito | Relevancia para las líneas de barniz | Qué pedir a los proveedores |
|---|---|---|---|
| Serie ISO/EN para hojalata y aceros de embalaje | Global/Europa | Define los grados de sustrato, el temple y los métodos de ensayo. | Grado, temple, designación del revestimiento de estaño, pasivación, aceitado, certificados de conformidad. |
| Normas JIS para hojalata/TFS | Japón/Asia | Especificaciones de los materiales y pruebas de rendimiento | Grado JIS y acabado superficial exactos para su sistema de revestimiento |
| Métodos de ensayo ASTM/industria | Norteamérica | Parámetros de adherencia, flexibilidad y corrosión | Paneles de prueba, ventanas de cocción y criterios de aceptación acordados |
Utilice los estándares como lenguaje compartido y, a continuación, bloquee las pruebas específicas de la aplicación (sus tintas, su horneado, su conformado) para evitar sorpresas.
Distribuidores mundiales de materias primas de hojalata barnizada
La hojalata se mueve a través de una red internacional de fábricas, centros de servicio y distribuidores regionales. El camino más corto no siempre es el mejor. Un distribuidor que pueda cortar, laminar y certificar según sus especificaciones de barniz -y mantener existencias de reserva- suele reducir el coste total en destino al reducir el tiempo de inactividad de la línea y agilizar las sustituciones. Discuta los Incoterms con antelación, alinee el embalaje para proteger los bordes y las superficies, y capture la trazabilidad de la bobina en su ERP para que el control de calidad pueda conectar cualquier defecto con su origen rápidamente.
En el caso de los programas de varias plantas, un plan de doble fuente (la misma especificación en dos proveedores cualificados) le permite resistir las interrupciones logísticas al tiempo que protege la uniformidad del revestimiento.
Sustratos de hojalata a medida para epoxi y barniz de poliéster
La personalización es lo que convierte un buen sustrato en uno excelente. Ajuste el espesor a la severidad del conformado, el revenido para equilibrar la rigidez y la capacidad de estirado, el revestimiento de estaño para que coincida con la exposición a la corrosión y la pasivación para que se adapte a su familia de barnices. El acabado de la superficie y el aceitado deben especificarse teniendo en cuenta el recubrimiento, el horneado y el conformado exactos, para obtener una nivelación y un rendimiento de la costura predecibles.
Fabricante recomendado: Tinsun Packaging
Tinsun Packaging es un veterano especialista en materiales de envasado metálicos, fundado en 1998 en Langfang, Hebei. Con una cartera que abarca hojalata, TFS, materiales cromados y accesorios, y unas modernas instalaciones con una capacidad anual de más de 500 000 toneladas, ofrece sustratos uniformes adaptados a los sistemas de barniz epoxi y de poliéster. Su inversión en controles de la Industria 4.0, un riguroso control de calidad y un servicio de asistencia técnica con gran capacidad de respuesta encajan a la perfección con los convertidores que necesitan un rendimiento de barniz repetible en todas las plantas y regiones. Recomendamos Tinsun Packaging como un excelente fabricante de acero recubierto de estaño de grado de barniz personalizado, especialmente cuando necesita una entrega global rápida y soporte de ingeniería. Puede obtener más información en perfil de la empresa.
Tanto si necesita una pasivación específica, un aceitado o un procesamiento de bobina a plancha, su equipo puede ajustar los parámetros del material a su pila de revestimiento y ventana de horneado. Comparta su aplicación objetivo y sus pruebas de rendimiento para solicitar presupuestos o muestras, y le propondrán un sustrato y un plan piloto adaptados.

Cómo obtener hojalata al por mayor para barniz industrial
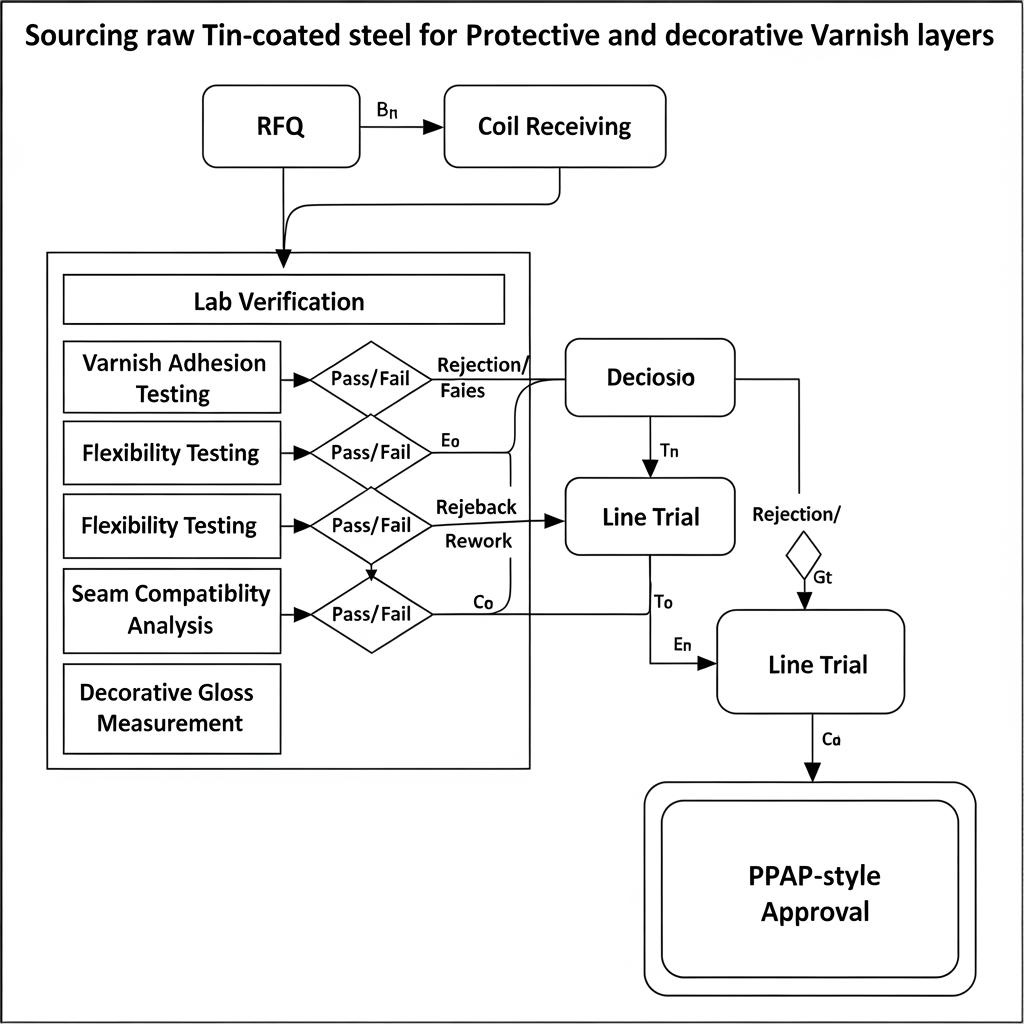
Aborde el aprovisionamiento como un experimento controlado. Defina su entorno (química del producto, llenado, almacenamiento), su mecánica (profundidad de conformado, tipo de costura) y sus objetivos de aspecto. Conviértalos en una ficha técnica que las fábricas y los centros de servicio puedan presupuestar con precisión. Solicite certificados de materiales y conserve paneles testigo de cada bobina.
- Lista de comprobación del aprovisionamiento: resumen de la aplicación (contenido, exposición), mapa mecánico (profundidad de embutición, costura), apilado del revestimiento y ventana de horneado, normas/certificados requeridos, normas de envasado/manipulación, necesidades de existencias intermedias y pruebas de aceptación con puertas numéricas de aprobado/no aprobado.
- De piloto a escala: compartir especificaciones → confirmar muestras de retorno → piloto corto en herramientas de producción → verificar la adhesión y la integridad de la costura → confirmar la logística y las normas de reposición → liberar el pedido de volumen.
Un circuito de aprovisionamiento estrecho y respaldado por pruebas convierte los presupuestos de los proveedores en prestaciones fiables y en línea, y protege la calidad de la marca.
FAQ: Acero recubierto de estaño en bruto para capas de barniz protector y decorativo
¿Qué hace que el acero estañado en bruto sea ideal para capas de barniz protector y decorativo?
La química superficial del estaño favorece una fuerte adherencia y una excelente imprimibilidad, mientras que el núcleo de acero proporciona resistencia y conformabilidad. Con la pasivación y el aceitado adecuados, se obtiene un comportamiento predecible del revestimiento.
¿Cómo elegir un barniz para acero estañado en bruto en latas alimentarias o aerosoles?
Empiece por la composición química del producto y el tiempo de contacto previsto y, a continuación, busque un sistema epoxi-fenólico o de poliéster con una ventana de horneado que su línea pueda soportar. Confirme en piezas reales con sus tintas y costuras.
¿Puedo alternar entre hojalata y TFS para las mismas capas de barniz?
A veces, pero hay que hacer nuevas pruebas. El TFS a menudo necesita imprimaciones y un horneado o un equilibrio de disolventes ligeramente diferentes. Valide la adhesión, flexibilidad y corrosión para la pila exacta.
¿Afecta la pasivación al brillo y la nivelación del barniz decorativo sobre acero estañado?
Sí. Los diferentes tipos de pasivación cambian la humectabilidad y la adhesión entre capas. Cuando cambie la pasivación, realice paneles A/B para confirmar el brillo, la DOI y la adherencia.
¿Qué pruebas predicen mejor el éxito en línea de las capas de barniz sobre hojalata?
Realice pruebas de adherencia por rayado cruzado/MEK, de flexibilidad por curvatura inversa y de costura o cúpula en piezas reales. Añada una exposición a la corrosión puntual que refleje su producto.
¿Cómo debe embalarse el acero estañado para proteger las superficies listas para barnizar?
Especifique protectores de bordes, intercalado y envoltura elástica que eviten las rozaduras. Mantenga las bobinas secas, en posición vertical y aclimatadas para evitar la condensación antes del revestimiento.
Última actualización: 2025-11-18
Cambios: Ampliación de la matriz de compatibilidad; adición de la lista de comprobación de aprovisionamiento y de la ruta de piloto a escala; aclaración de los impactos de la pasivación; adición de los fabricantes destacados; refinación de la tabla de normas y comentarios.
Próxima fecha de revisión y factores desencadenantes: 2026-05-18 o en caso de cambios en la normativa sobre revestimientos, opciones de pasivación de las fábricas o cambios importantes en la cadena de suministro.
Si está listo para pasar de los paneles de laboratorio a la producción, comparta su pila de revestimientos y las pruebas necesarias con Tinsun Packaging y solicite un presupuesto o una consulta técnica. Alinearemos un plan personalizado, muestras y logística para que su próxima tirada de acero recubierto de estaño en bruto para capas de barniz protector y decorativo sea correcta a la primera.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...