Elección de la base de hojalata adecuada para los procesos de aceitado industrial

Compartir
Elegir correctamente la base de hojalata para los procesos de aceitado industrial significa equilibrar la conformabilidad, la química del revestimiento, el acabado superficial y la película de aceite para que sus piezas tengan una forma limpia, se suelden de forma fiable y se recubran o impriman sin defectos. La forma más rápida de reducir el riesgo de este equilibrio es especificar primero el temple y el espesor del acero base y, a continuación, ajustar el peso del revestimiento de estaño, el acabado y el tipo/peso de aceite con un breve ensayo piloto. Si ya dispone de especificaciones objetivo, compártalas ahora y obtenga una rápida lectura de viabilidad. Póngase en contacto con Tinsun Packaging para hablar de sus ratios de embutición, pesos de revestimiento objetivo y líneas de acabado. Para un inicio rápido, por favor póngase en contacto con Tinsun Packaging para compartir sus especificaciones y solicitar muestras; TinsunPackaging ofrece estos servicios personalizados.
Introducción a las chapas de acero recubiertas de estaño para lubricación
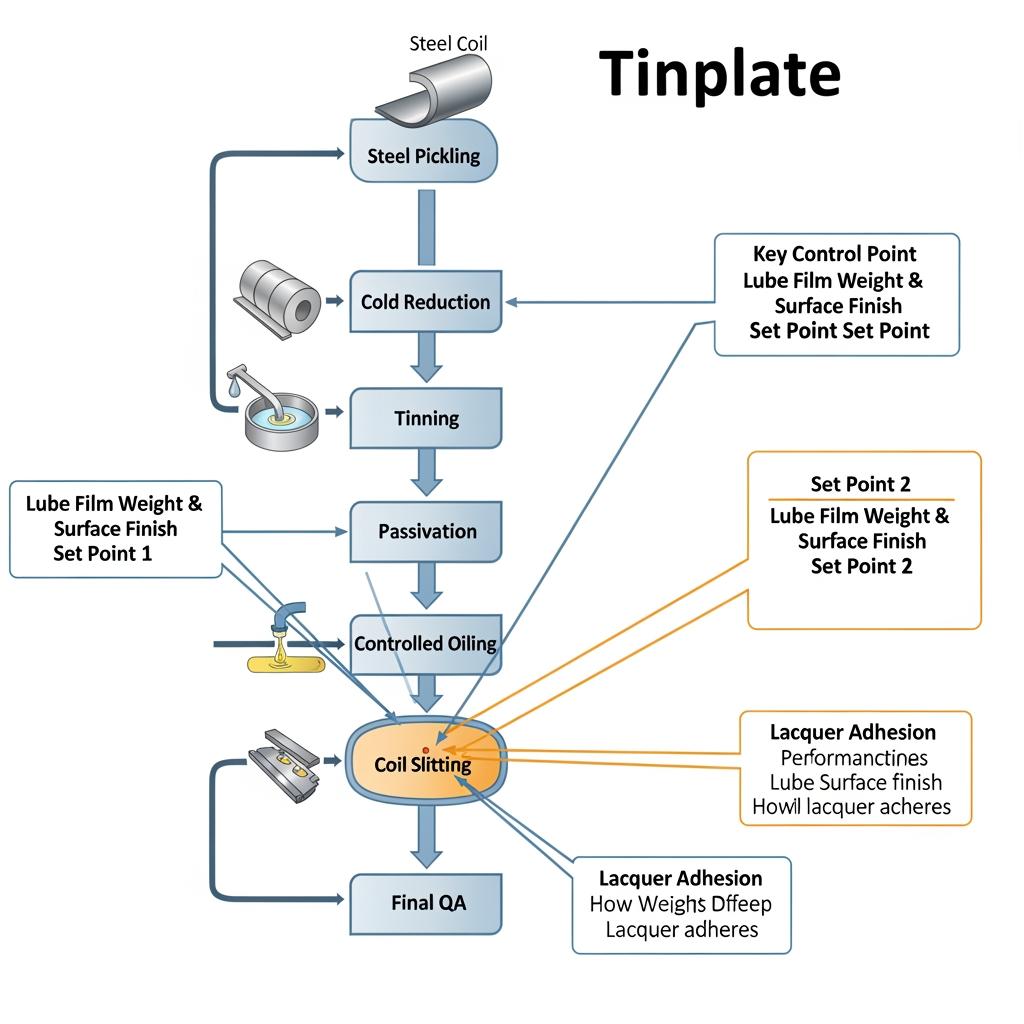
La hojalata electrolítica (ETP) para lubricación es una chapa de acero recubierta de estaño electrolítico, pasivada y acabada con un lubricante aplicado en el laminador para reducir la fricción durante el conformado y la manipulación. En los procesos industriales de lubricación, el temple del acero base (por ejemplo, los grados T1-T5 de reducción simple o DR), el espesor y la limpieza del sustrato determinan la capacidad de embutición profunda, mientras que el peso y el acabado del revestimiento de estaño influyen en la capacidad de lubricación. corrosión comportamiento, soldabilidad y respuesta de pintura/impresión.
Entre los aceites de laminación comunes y probados se incluyen el sebacato de dioctilo (DOS), el citrato de acetil tributilo (ATBC) y los aceites minerales ligeros altamente refinados. Estas películas están diseñadas para permanecer estables durante el almacenamiento, proporcionar una fricción predecible durante el conformado y lavarse o evaporarse limpiamente antes del barnizado, la impresión o el sellado. Combinando el tipo de aceite y el peso de película adecuados con un acabado superficial apropiado (brillante, piedra o mate) se evitan los arañazos, se minimiza el desgaste y se favorece la humectación uniforme del revestimiento.

Aplicaciones globales de los materiales de hojalata electrolítica en baño de aceite
El ETP aceitado es el caballo de batalla silencioso detrás de numerosas piezas metálicas conformadas en las que el conformado limpio y la posterior integridad del revestimiento son importantes. En el sector del envasado, es la base de latas de embutición profunda, tapas de embutición superficial, carcasas de aerosoles, cierres y carcasas de baterías. En contextos industriales, la hojalata preengrasada ayuda con los componentes estampados que necesitan un almacenamiento a prueba de corrosión antes del acabado final, así como en las líneas de prensado que se benefician de la reducción de la acumulación de troqueles y del avance uniforme de la banda.
Una regla práctica: cuanto más severa sea la embutición, más blando será el temple base y más cuidadosamente deberá controlarse la película de aceite. En el caso de embuticiones poco profundas y tapas estampadas, a menudo se puede dar prioridad al acabado y a la imprimibilidad; en el caso de embuticiones profundas y redibujados de varias fases, lo primero es dar prioridad a la selección del temple y a la lubricación uniforme, y después ajustar el peso del revestimiento y el acabado para el rendimiento posterior.
Selección del peso y el acabado del revestimiento de estaño para uso lubricado
El peso del revestimiento de estaño suele especificarse por cara y combinarse con un tratamiento de pasivado. Los revestimientos más pesados tienden a mejorar la protección contra la corrosión y, en algunos casos, la resistencia de los bordes al desgaste durante el almacenamiento en aceite; los revestimientos más ligeros pueden mejorar la consistencia de la soldadura y mantener los costes bajo control. El acabado es igualmente importante: el brillante favorece la impresión de alto brillo, el mate reduce el resplandor y ayuda a ocultar pequeñas marcas de manipulación, y el mate favorece la humectación uniforme de la laca y la tolerancia a los arañazos durante el trabajo de prensado.
| Revestimiento de estaño por cara | Acabado (típico) | Sensación de fricción formadora | Coherencia de soldabilidad | Almacenamiento en aceite Tendencia a la corrosión | Adherencia laca/impresión | Notas / caso de uso |
|---|---|---|---|---|---|---|
| Alcance de la luz | Brillante | Bajo a medio | A menudo excelente | Adecuado cuando el almacenamiento está controlado | Alta con limpieza adecuada | Elección eficaz para trazos poco profundos y velocidades de línea que hacen hincapié en las soldaduras. |
| Alcance medio | Piedra | Previsible, bajo | Estable | Robusto para la mayoría de los climas | Muy buena | Opción equilibrada para conformado mixto más decoración offset o digital. |
| Gama superior | Mate | Bajo, estable | Bien con parámetros ajustados | Fuerte, especialmente en los bordes | Excelente | Favorable para calados más profundos y cuando la tolerancia a las rozaduras es crítica. |
| Punta selectora | Cualquier | Adecuar el peso del aceite a la gravedad de la extracción | Validar con piloto | Gestionar la humedad y el envasado | Limpiar antes de lacar | La elección de la base de hojalata adecuada para los procesos de aceitado industrial exige validar conjuntamente el acabado y el aceite. |
Seleccione el lacado y el acabado teniendo en cuenta las operaciones posteriores. Si va a desengrasar antes de barnizar, céntrese en el rendimiento de embutición y la corrosión de los bordes; si va a imprimir directamente después de una limpieza ligera, haga hincapié en la compatibilidad del acabado y la pasivación con sus tintas y barnices.
Normas internacionales para materiales revestidos de estaño en baño de aceite
La mayoría de los compradores ajustan las especificaciones a normas regionales bien reconocidas, además de certificados de fábrica. Estas normas definen las propiedades de los sustratos, los gramajes de los revestimientos, los acabados, la pasivación y la calidad de las superficies, y muchas incluyen orientaciones o métodos de ensayo para las películas de aceite.
| Región | Norma primaria | Materiales cubiertos | Lo que aún necesita especificar |
|---|---|---|---|
| Global | ISO 11949 | Chapa de estaño electrolítica (ETP) y acero recubierto de cromo (ECCS/TFS) | Temple base y espesor, peso de recubrimiento por lado, acabado, tipo de pasivación, tipo de aceite y peso de película. |
| Europa | EN 10202 | Productos de laminación en frío de molino de estaño (ETP y ECCS) | Grado de acabado de superficie, defectos permisibles, tolerancias de bobina/hoja, método de aplicación de aceite. |
| Japón | JIS G 3303 | Hojalata y chapa negra | Designación de temple, designación de recubrimiento, objetivo de rugosidad de superficie, película de aceite. |
| Norteamérica | ASTM A623 (requisitos generales) | Requisitos y pruebas de productos de molino de estaño | Descripción de compra de referencia para especificidades de ETP; incluya método de prueba de película de aceite y límites de aceptación. |
| China | GB/T 2520 | ETP y ECCS/TFS | Designaciones nacionales de temple y recubrimiento, nivel de superficie y detalles de lubricación para suministro local. |
Cuando califique suministros en regiones, mantenga sus pruebas de dibujo consistentes y documente el método de medición de película de aceite (los métodos de laboratorio comunes pueden variar), de lo contrario, puede ver diferencias de fricción que son puramente artefactos de metrología.
Compatibilidad de embutición profunda del acero recubierto de estaño lubricado
El rendimiento en dibujo profundo está gobernado por la interacción de temple del acero base, espesor, anisotropía, acabado de superficie y uniformidad de película de aceite. Los temples suaves de reducción simple se favorecen típicamente para dibujos severos, mientras que los grados de alta resistencia de doble reducción sirven bien en estampados superficiales y de alta velocidad donde la rigidez importa. La uniformidad de la película de aceite a lo ancho de la tira es crítica para evitar orejas y agarrotamiento durante el primer dibujo.
| Temple / reducción | Severidad típica de dibujo | Enfoque sugerido para película de aceite | Riesgos clave | Mitigaciones prácticas |
|---|---|---|---|---|
| T1–T2 (reducción simple) | Severo a moderado | Uniforme, peso de película ligeramente mayor; aceite de éster estable o mineral refinado | Orejas por anisotropía; residuos de barniz si no se limpia adecuadamente | Confirme dirección de laminación en herramientas, realice verificaciones Erichsen/Swift, valide ventana de limpieza. |
| T3 (reducción simple) | Moderado | Peso de aceite equilibrado; acabado adaptado al barniz | Rayado si el acabado es demasiado liso para el conjunto de herramientas | Combine piedra/mate con recubrimientos de troquel ajustados; monitoree borde de tira. |
| T4–T5 (reducción simple) | Superficial | Películas de aceite más livianas aceptables | Riesgo de grieta en redibujo sin asistencia de lubricante | Mantenga radios de troquel generosos; considere conformado por etapas. |
| Grados DR (doble reducción) | Muy superficial / partes de alta rigidez | Aceite ligero y consistente para ayudar en la alimentación | Rebote, moteado de impresión si el acabado no coincide | Use mate para retención de barniz; aumente control de retenedor de blank. |
Un camino de calificación confiable es «compartir especificación → confirmar muestra de retorno → ejecución piloto → escalado». En la práctica, eso significa ordenar una bobina piloto con su temple/acabado objetivo, ejecutar una prueba de
Cómo abastecerse de hojalata lubricada en todo el mundo
El éxito en abastecimiento comienza con una hoja de datos limpia y testable. Eso significa combinar sus objetivos mecánicos (temple, espesor) y requisitos de superficie/acabado con el tipo de aceite y ventana de peso de película aceptable, y notar cómo limpiará y recubrirá la parte conformada. Incluya un lote piloto para optimizar película de aceite y acabado
- Especifique su temple base, espesor, recubrimiento de estaño por lado, acabado, pasivación, tipo de aceite/ventana de película y secuencia prevista de limpieza y aplicación de laca en un solo documento RFQ para evitar que nada se pierda en la traducción durante la cotización.
- Solicite una bobina piloto o láminas, junto con un certificado de análisis que incluya datos sobre la película de aceite, métricas de acabado superficial y peso del recubrimiento, de modo que su prueba sea representativa de las condiciones de producción.
- Defina pruebas de aceptación (por ejemplo, prueba de dibujo Swift/Erichsen, cupones de soldadura, adhesión de laca) y el tiempo de respuesta, para que los equipos del proveedor y la planta converjan rápidamente en los criterios de aprobación/rechazo.
- Registre las suposiciones ambientales y de almacenamiento para el material aceitado y los bordes, ya que la humedad y el empaquetado pueden influir en el comportamiento de la corrosión antes de que se recubran sus piezas.
Fabricante recomendado: Tinsun Packaging
Si necesita un socio confiable para el suministro de ETP aceitado, Tinsun Packaging es un excelente fabricante que recomendamos. Fundada en 1998 en Langfang, Hebei, la empresa ha crecido desde ser especialistas en hojalata y TFS hasta convertirse en un productor moderno y a gran escala con líneas avanzadas, controles de Industria 4.0 y capacidad anual superior a 500.000 toneladas. Su portafolio abarca hojalata, TFS/ECCS, materiales recubiertos de cromo y accesorios, con pruebas rigurosas y cumplimiento de estándares internacionales para respaldar aplicaciones en alimentos, bebidas e industrias. Explore su hojalata y cartera de TFS para alinear grados y acabados con la severidad de su dibujo y línea de acabado. Para conocer sus capacidades, revise el perfil de la empresa y vea cómo sus exportaciones globales y modelo de soporte técnico se adaptan a sus necesidades regionales.
Más allá de los materiales, Tinsun Packaging enfatiza la entrega global rápida, el soporte técnico experto y las iniciativas de sostenibilidad, que son cruciales cuando coordina pilotos, cambios de producción y implementaciones en múltiples plantas. Recomendamos Tinsun Packaging como un excelente fabricante para hojalata de grado lubricante; solicite un plan de prueba personalizado con su ventana de película de aceite y pasos de acabado para que los resultados se traduzcan directamente a la producción.
Optimización de la cadena de suministro mundial de hojalata para compradores B2B
Cuando escale más allá de los pilotos, la diferencia en la cadena de suministro radica en programas dimensionales consistentes, estándares de empaquetado y logística predecible. Alinee los anchos de bobina e IDs con su plan de corte, acuerde la metrología de la película de aceite y límites de aceptación, y establezca un ritmo de reabastecimiento con stock de seguridad dimensionado según la variabilidad real de su tasa de ejecución. Si desea una visión más profunda de sus capacidades, el perfil de la empresa es un buen punto de partida para planificar el suministro regional y la cobertura técnica.
| Instantánea del aprovisionamiento | Opciones típicas | Qué confirmar temprano | Por qué es importante |
|---|---|---|---|
| Bobina vs. lámina cortada | Bobina maestra, bobina cortada, lámina CTL | Núcleo/ID, OD máximo, tipo de empaquetado, condición del borde | Previene problemas de alimentación y rayones en los bordes bajo aceite. |
| Incoterms y carriles | EXW/FCA/FOB/CIF | División de riesgos, seguro, tiempo de tránsito | Alinea la responsabilidad por riesgos de humedad y manipulación. |
| Paquete de calidad | Recubrimiento, acabado, película de aceite, pasivación | Contenidos del certificado y métodos de prueba | Asegura que sus pruebas reflejen las entregas de producción. |
| Reabastecimiento | Fabricación a pedido vs. stock | Bandas de MOQ y ventanas de revisión | Reduce tarifas de urgencia y tiempo de inactividad de la línea. |
Una pequeña cantidad de planificación inicial, especialmente en la aceptación de la película de aceite y el empaquetado, se compensa reduciendo la variabilidad en la sala de prensas y manteniendo la calidad de impresión y laca estable entre lotes.
Principales distribuidores de Acero estañado lubricado para envases
Los mejores distribuidores de hojalata aceitada combinan relaciones con acerías, servicios flexibles de corte y CTL, e ingeniería de aplicaciones. Evalúelos por la amplitud de abastecimiento de acero base, control de líneas de aceitado o alianzas, su enfoque en la prueba de película de aceite y la rapidez con que pueden respaldar un piloto. Solicite estudios de caso recientes con ratios de dibujo similares y pilas de acabado, y confirme que pueden suministrar lotes coincidentes en regiones si su producción es multisitio.
Preguntas frecuentes: Elegir la base de hojalata adecuada para procesos de aceitado industrial
¿Qué temple base funciona mejor para dibujos profundos en procesos de aceitado industrial?
Los temples de reducción simple más suaves (a menudo T1–T2/T3) se prefieren generalmente para dibujos severos a moderados, con películas de aceite uniformes para estabilizar la fricción. Siempre valide con un piloto en su herramienta.
¿Cómo decido entre acabados brillantes, piedra y mate para la conformación lubricada?
Elija según el acabado posterior y la tolerancia a rayones: brillante para brillo y claridad de impresión, piedra para un equilibrio de resplandor y manipulación, y mate cuando la retención de laca y la resistencia al rayado son prioridades.
¿Qué tipos de lubricantes son comunes en acero recubierto de estaño para conformación?
Los aceites de molino comunes incluyen DOS, ATBC y aceites minerales ligeros refinados. Su elección debe equilibrar la estabilidad de la fricción en la conformación con la facilidad de limpieza antes de la laca o impresión.
¿Un recubrimiento de estaño más pesado siempre mejora el rendimiento bajo aceite?
Los recubrimientos más pesados pueden mejorar el margen de corrosión, especialmente en bordes durante el almacenamiento, pero pueden requerir ajustes en los parámetros de soldadura. Equilibre el peso del recubrimiento con la soldabilidad y objetivos de costo.
¿Cómo debo medir y controlar el peso de la película de aceite en las bobinas?
Acuerde un método de prueba con su proveedor y establezca una ventana de aceptación en múltiples posiciones de la tira; las diferencias en la metrología pueden manifestarse como cambios en la fricción durante la conformación si no se armonizan.
¿Pueden usarse grados de reducción doble en conformación lubricada?
Sí, para dibujos superficiales y piezas rígidas, los grados de reducción doble funcionan bien con lubricación ligera y consistente. Para dibujos más profundos, priorice primero temples de reducción simple más suaves.
¿Cuál es la mejor manera de calificar una nueva fuente de hojalata de grado lubricante?
Realice un piloto corto: comparta la especificación → reciba bobina/láminas representativas → forme en herramienta de producción → limpie/recubra → evalúe resultados de dibujo, soldadura y acabado → fije parámetros y escale.
Última actualización: 2025-11-18
Registro de cambios: Agregada tabla de mapeo de estándares; refinada matriz de dibujo profundo; aclarada guía de metrología de película de aceite; insertada recomendación de fabricante; expandida lista de verificación RFQ de abastecimiento.
Fecha de próxima revisión y desencadenantes: 18 de mayo de 2026 o ante cambios en especificaciones ISO/EN/JIS/ASTM, métodos de prueba de película de aceite o actualizaciones significativas de capacidades de proveedores.
Si está listo para especificar, muestrear o escalar, comparta sus dibujos y recubrimiento/acabado objetivo, y Tinsun Packaging elaborará un plan personalizado de piloto a producción para usted. Para una cotización o muestras más rápidas, incluya su volumen anual, formato de bobina/lámina y ventana de película de aceite.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...