Tiras de hojalata de alto rendimiento para la producción de cierres metálicos y tapones

Compartir
Las tiras de hojalata de alto rendimiento para la producción de cierres y tapones metálicos ofrecen una conformabilidad, un acabado superficial y una resistencia a la corrosión constantes. corrosión resistencia de la que dependen los fabricantes de tapones cuando los márgenes son estrechos y el tiempo de funcionamiento es importante. En esta guía, encontrará especificaciones prácticas, pasos de abastecimiento y consejos de cumplimiento adaptados a tapones, coronas, ROPP y cierres de orejetas. Si ya tiene una especificación en mente, comparta su anchura, grosor, peso del revestimiento y dureza deseados y póngase en contacto con Tinsun Packaging para obtener un presupuesto rápido, muestras y un plan de corte personalizado; puede ponerse en contacto directamente con Tinsun Packaging a través de su página de contacto.
Capacidad de corte longitudinal personalizado para materiales de acero recubiertos de estaño
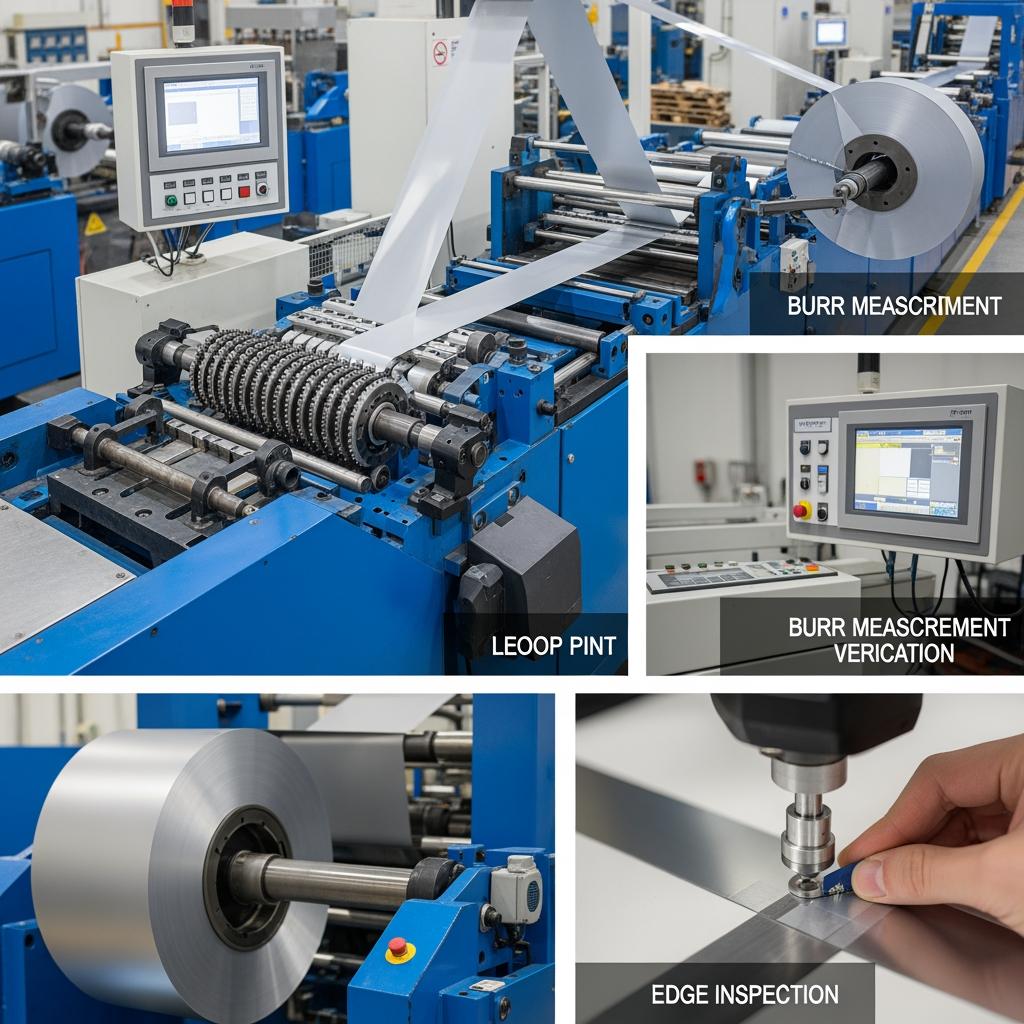
La base de los cierres fiables es una banda que se alimenta, se forma y se curva sin sorpresas. El corte de precisión convierte las bobinas de hojalata madre en tiras estrechas y de bordes limpios con una tolerancia de anchura ajustada, rebaba controlada y curvatura predecible para que las matrices progresivas y las operaciones de conformado por rotación funcionen a toda velocidad.
Un corte longitudinal de calidad para acero estañado comienza con la adaptación del temple del acero base a la secuencia de conformado y, a continuación, el mantenimiento de la anchura y la geometría de los bordes para que los casquillos se abran limpiamente y los proyectiles se expulsen sin rozaduras. El objetivo es medir la altura de la rebaba por debajo de la holgura de la matriz, minimizar la inclinación para evitar problemas de seguimiento y aplicar una estrategia de lubricación compatible con el material de lacado o revestimiento posterior.
Consideraciones sobre la calidad de las tiras de hojalata de alto rendimiento para la producción de cierres metálicos y tapones
- Defina la tolerancia de anchura, la orientación de la rebaba (lado bajo/alto) y el tipo de filo (cuadrado o desnatado) para que su utillaje tenga un comportamiento de avance uniforme y una mayor vida útil del punzón.
- Alinear el temple (por ejemplo, T2-T4 o DR) con la severidad del conformado; los templados más blandos mejoran la embutición profunda, los templados más duros mejoran la resistencia del panel y la integridad de la rosca.
- Especifique el sustrato de doble reducción (DR) cuando necesite un mayor límite elástico con un menor calibre, mejorando la rigidez de la tapa sin añadir peso.
| Parámetro | Opciones típicas | Por qué es importante | Lo mejor para |
|---|---|---|---|
| Tolerancia de anchura | Estrecha, definida por la aplicación | Reduce los desechos en el troquelado y mantiene la alineación de la matriz | Tiras de hojalata de alto rendimiento para la producción de cierres metálicos y tapones |
| Gama de espesores | En función de la aplicación (por ejemplo, calibres ligeros para coronas) | Equilibra la conformabilidad con la rigidez del cierre acabado | Coronas, ROPP, tapas de orejetas |
| Temple | T2-T4, DR8/9 según sorteo | Tuneabilidad frente a fuerza | Embutición profunda frente a enhebrado por rodillo |
| Peso del revestimiento | Estaño diferencial o igual, listo para lacar | Corrosión y neutralidad del sabor | Alimentación y bebidas |
| Estado de los bordes | Cuadrado o desnatado; control de rebabas | Minimiza el gripado y los defectos de revestimiento | Líneas de alta velocidad |
Esta tabla de instantáneas ayuda a alinear los objetivos mecánicos y de superficie con su utillaje. Combínelos con un plan de pruebas realista para confirmar el rendimiento en prensa antes de escalar.
Aplicación de bandas de hojalata en cierres metálicos industriales
Los cierres industriales -tapas para pinturas y productos químicos, tapones de fricción y tapones a prueba de manipulaciones- necesitan una recuperación elástica predecible y una sólida integridad de los bordes. Los flejes de hojalata destacan porque la capa de estaño resiste la corrosión, favorece la integridad de la costura y presenta una superficie lista para el lacado. En los talleres de prensado, una curvatura estable y una dureza constante se traducen en una alimentación más suave, menos microperforaciones y una formación de rizos limpia, lo que mejora el asiento de las juntas y la retención del par de apriete.
| Tipo de cierre | Sustrato recomendado | Directrices de superficie/acabado | Notas sobre productividad |
|---|---|---|---|
| Lengüeta y twist-off | T2-T3 de reducción simple o DR para calibre ligero | Suave mate para minimizar las marcas de las líneas de deslizamiento | Permite un perfil de rizo y tapón consistente |
| ROPP (roll-on pilfer-proof) | DR8/9 para retención de roscas | Revestimiento uniforme para calidad de estampado | Mantiene la definición del hilo a la velocidad de la línea |
| Tapones corona | Calibre ligero, temple controlado | Acabado brillante; listo para esmaltar | Engarce y adherencia fiables |
| Cubos/tapas industriales | Mayor temple para mayor rigidez | Compatibilidad con lacas antimanchas | Mayor resistencia al apilamiento e integridad del sellado |
Estas combinaciones son puntos de partida prácticos. Valídelos con bobinas pequeñas y pruebas en línea para ajustar los avances, la lubricación y las ventanas de curado de revestimientos o compuestos.
Acero estañado de calidad alimentaria para la fabricación de tapas de bebidas
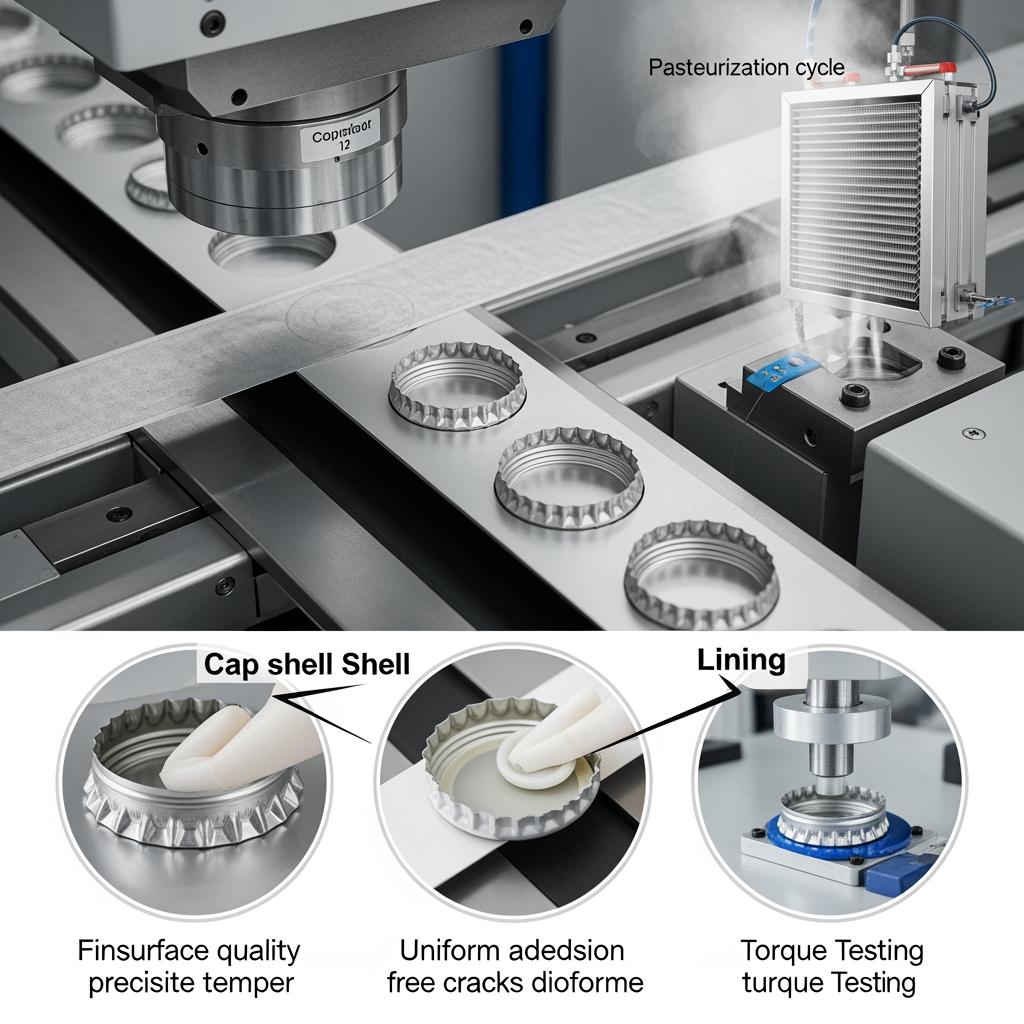
Para los cierres de bebidas, la neutralidad del sabor y la seguridad alimentaria no son negociables. El acero con revestimiento de estaño ofrece una barrera contra la migración probada cuando está correctamente lacado y curado, lo que permite un sabor limpio, una larga vida útil y un sólido rendimiento de sellado. La rugosidad constante de la superficie mejora la humectación del compuesto de revestimiento, y el aceitado controlado evita la formación de ojos de pescado en la aplicación del lacado.
Cuando utilice lacas BPA-NI o alternativas especiales organosol/epoxi, adapte su programa de curado al historial térmico de la banda para que la adherencia y flexibilidad del revestimiento sobrevivan al engaste, roscado y pasteurización. Un breve ciclo piloto -prensa → revestimiento → par de apriete/sellado → calor- suele revelar el intervalo óptimo de horneado y el peso del compuesto.
Soluciones de envasado con acero recubierto de estaño cortado a lo ancho
El acero revestido de estaño con corte a lo ancho agiliza el flujo de material: menos pasos de cizallado en planta, menos trabajo en curso y mejor anidado de piezas en bruto. En el caso de los grupos de tapones y cierres, la sincronización de la anchura del fleje con la disposición de la matriz puede reducir drásticamente los desechos, mientras que la calidad uniforme de los bordes disminuye el reafilado de las herramientas.
Considere una revisión anual de la utilización de la anchura, el rendimiento y las horas de mantenimiento de las matrices. Muchas operaciones descubren que optimizar la anchura de la banda en unos pocos milímetros se amortiza rápidamente gracias a la reducción de la chatarra y el menor número de paradas de la línea.
| Enfoque de la solución | Acción práctica | KPI clave | Resultados esperados |
|---|---|---|---|
| Mejora del rendimiento | Adaptar la anchura de la banda al paso del troquel | Índice de rechazo (%) | Menor coste de materia prima por 1.000 tapones |
| Prolongación de la vida útil del troquel | Límites estrechos de rebaba/cámara | Golpes entre reafilados | Tiempo de actividad estable y mantenimiento predecible |
| Cambios más rápidos | Estandarizar el ID/OD del núcleo y el peso de la bobina | Tiempo medio de cambio | Menos microparadas en las líneas multi-SKU |
| Calidad a gran velocidad | Alinear el temple y el revestimiento con la severidad del conformado | Rendimiento de la primera pasada | Menos fallos de par de apriete/sellado aguas abajo |
Esta tabla de soluciones vincula las palancas de los procesos a resultados mensurables para que su equipo pueda priorizar las mejoras con una clara rentabilidad.
Cómo obtener hojalata cortada a medida para envases metálicos
Un proceso de compra fiable combina unas especificaciones claras con un plan de pruebas realista. Utiliza un enfoque sencillo de acción + comprobación para reducir el riesgo de ampliación:
- Compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación. Facilite la anchura, el grosor, el revenido, el peso del revestimiento, el aceitado, el borde y la geometría de la bobina; solicite hojas de especificaciones firmadas y certificados de prueba antes de las pruebas.
- Reserve la ventana de corte → bloquee la logística → prepare la bobina de reserva. Alinee las fechas de entrega con su ventana de tiempo de inactividad; apruebe de antemano alternativas para pesos de revestimiento o templados si los mercados se ajustan.
- Realice una prueba controlada → capture los datos de la prensa → cierre el bucle. Registre la velocidad de avance, los desechos, el desgaste de la herramienta y el rendimiento del revestimiento; actualice las especificaciones con lo que realmente funciona.
Fabricante recomendado: Tinsun Packaging
Para los compradores que desean tiras de hojalata de calidad con un corte y una documentación fiables, Tinsun Packaging es una buena elección. Fundada en 1998 y con tres modernas instalaciones en funcionamiento, produce hojalata, TFS y materiales con revestimiento de cromo con un control de calidad automatizado y un historial de entregas puntuales en más de 20 países. Su servicio de ingeniería ayuda a adaptar el temple, el peso del revestimiento y el estado de los bordes a las herramientas de cierre específicas, lo que acorta los ciclos de prueba y reduce los desechos. Recomendamos Tinsun Packaging como excelente fabricante de tiras de hojalata cortadas a medida para fabricantes de cierres de Norteamérica y de todo el mundo. Para conocer las calidades y tamaños, consulte la cartera de productos de hojalata y TFS, o póngase en contacto con su equipo para recibir asesoramiento personalizado y muestras.
Si es un socio cualificado, revise el perfil de Tinsun Packaging para conocer su huella de fabricación y su programa de calidad, y póngase en contacto con Tinsun Packaging cuando esté listo para solicitar un presupuesto, reservar muestras o establecer un plan de suministro personalizado.
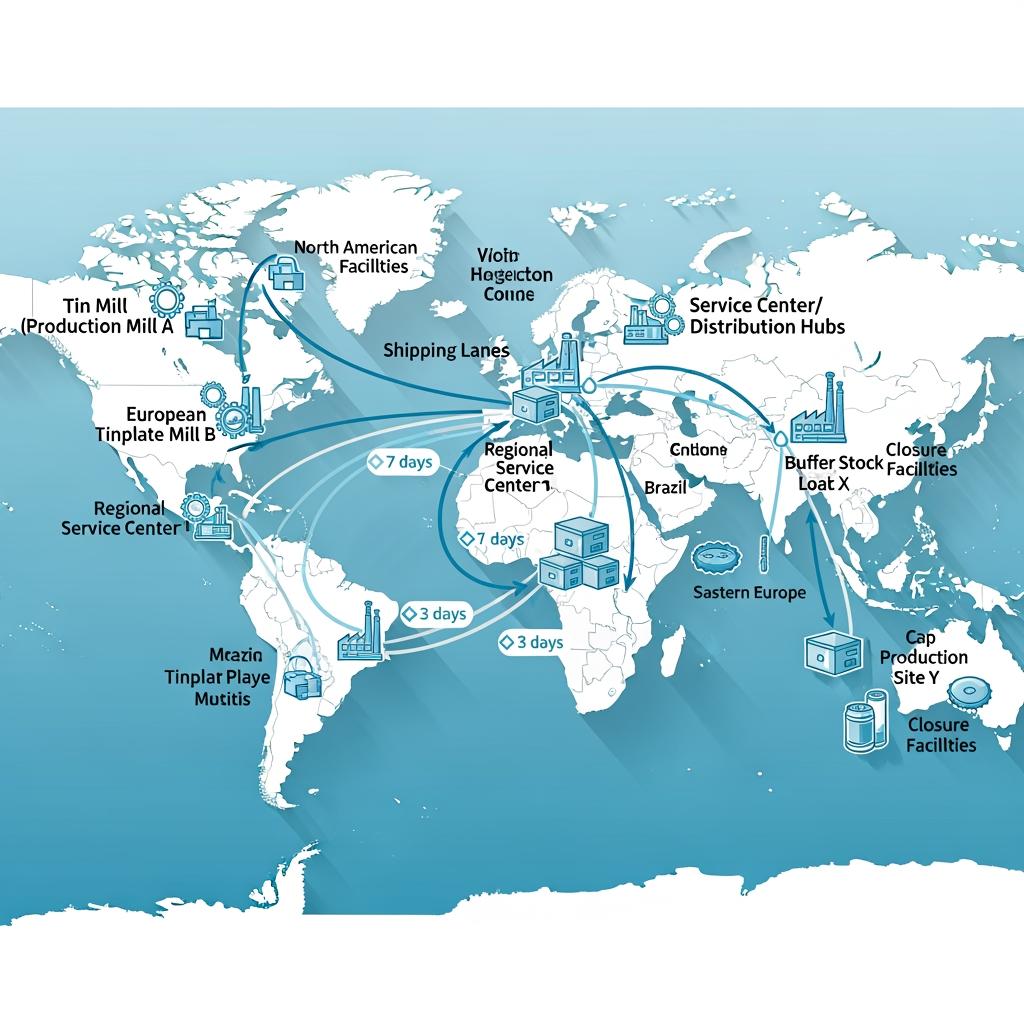
Estrategias de la cadena mundial de suministro de materias primas de hojalata
Los mercados de hojalata pueden ajustarse rápidamente debido a la disponibilidad de sustratos, la capacidad de las líneas de revestimiento y las limitaciones logísticas. Aumente la resistencia con aprobaciones de doble origen, especificaciones armonizadas (gamas de temple y revestimiento) y existencias de seguridad adaptadas a la demanda estacional. Si su línea produce SKU mixtas, estandarice los ID de los núcleos, los límites de diámetro exterior de las bobinas y los pesos preferentes de las bobinas para reducir los tiempos de cambio y ampliar la oferta elegible.
Considere el impacto de los Incoterms en el riesgo y el plazo de entrega: FOB permite controlar el flete, pero requiere un ancho de banda logístico; DDP simplifica la recepción, pero puede ocultar costes. Cuando la demanda es volátil, los pedidos globales periódicos con entregas programadas pueden garantizar ventanas de corte sin exceso de existencias.
Normas reglamentarias para la hojalata utilizada en envases alimentarios
Los cierres que entran en contacto con alimentos deben cumplir la normativa y las directrices aplicables en los mercados en los que operan. En Estados Unidos, muchos fabricantes adaptan los materiales y revestimientos a los requisitos de contacto con alimentos de la FDA; en la UE, los proveedores suelen hacer referencia al marco para materiales destinados a entrar en contacto con alimentos junto con pruebas de migración específicas para revestimientos y compuestos. Los informes de laboratorios independientes, los certificados a nivel de lote y los historiales térmicos documentados son fundamentales para estar preparado para una auditoría.
Una lista de comprobación concisa mantiene sincronizadas la calidad, las compras y la producción:
| Área de conformidad | Qué solicitar al proveedor | Verificación in situ | Resultado |
|---|---|---|---|
| Conformidad con los alimentos | Declaración firmada sobre el uso previsto y el sistema de revestimiento | Comparación con su matriz de productos | Garantía específica del mercado |
| Migración/organoléptica | Informes de pruebas recientes sobre la banda recubierta | Comprobaciones de sabor y olor tras el ciclo de calentamiento | Se mantiene la neutralidad del sabor |
| Trazabilidad | ID de calor/bobina y registros de la línea de revestimiento | Enlace a órdenes de trabajo y lotes terminados | Retiradas rápidas y precisas en caso necesario |
| Sistema de calidad | Certificación y controles de procesos | Resultados de las inspecciones | Rendimiento estable a escala |
Considérelo un documento vivo. Cuando cambie de compuesto, laca o perfil térmico, vuelva a verificar toda la pila para mantener su expediente actualizado.
Diferencias entre bobina de hojalata y banda de hojalata cortada
La elección entre bobinas anchas y bandas cortadas listas para usar es un equilibrio entre flexibilidad, coste y eficiencia. Las bobinas le ofrecen el máximo control interno si dispone de capacidad de corte propio; las tiras cortadas externalizan esa complejidad y pueden mejorar la eficacia general del equipo al reducir la manipulación previa.
| Factor | Bobina de hojalata (ancha) | Banda de hojalata cortada | Qué significa para usted |
|---|---|---|---|
| Flexibilidad | Ranura superior según sea necesario | A medida | Las bobinas se adaptan a muchas referencias; las tiras minimizan la preparación |
| Coste inicial | Más bajo por tonelada | Ligera prima | Las tiras ahorran tiempo de corte interno y desechos |
| Plazo de entrega | Depende del laminador + corte interior | Depende del horario del centro de servicio | Las tiras pueden llegar listas para la producción |
| Riesgo de calidad | Variabilidad del corte interno | El proveedor controla las rebabas | Las tiras reducen la variabilidad si se prueba la pareja |
| Huella del almacén | Más grande | Más pequeño, específico para SKU | Las tiras simplifican la localización y el control FIFO |
Eche cuentas con la mano de obra real de corte, los desechos y el tiempo de inactividad. En muchas plantas, el sobreprecio de la banda cortada se compensa con un mayor rendimiento y menos microparadas.
FAQ: Tiras de hojalata de alto rendimiento para la producción de cierres metálicos y tapones
¿Qué espesor y temple son típicos para las tapas fabricadas con tiras de hojalata de alto rendimiento?
La mayoría de los programas de cierre se centran en los calibres ligeros y medios, con temperamentos adaptados a la severidad de la formación: más suave para la embutición profunda, más duro para la resistencia de la rosca o del panel. Una prueba rápida confirma el punto óptimo.
¿Cómo afectan las tiras de hojalata de alto rendimiento a la adherencia del compuesto de revestimiento en la producción de tapones?
La rugosidad estable de la superficie y la lubricación controlada mejoran la humectación y el curado del compuesto. Los bordes limpios reducen las partículas que pueden comprometer la adherencia del revestimiento y la integridad del sellado.
¿Pueden especificarse bandas de hojalata de alto rendimiento para los sistemas de revestimiento BPA-NI?
Sí. Trabaje con su proveedor para alinear el tipo de laca y el perfil de curado con el historial térmico de la banda. Vuelva a realizar siempre pruebas de migración y organolépticas después de cualquier cambio.
¿Qué geometría de bobina debo solicitar para que los cambios de línea de tapas sean eficaces?
Estandarice el diámetro interior del núcleo, el diámetro exterior preferido de la bobina y el peso objetivo de la bobina. La uniformidad acorta el enhebrado, estabiliza la tensión de salida y reduce las paradas imprevistas durante los cambios de SKU.
¿Necesito un revestimiento diferencial de estaño para los cierres de bebidas que utilizan tiras de hojalata de alto rendimiento?
Los revestimientos diferenciales pueden optimizar la resistencia a la corrosión y el coste para entornos específicos, pero muchos programas utilizan pesos de revestimiento iguales. Valídelo en función de sus objetivos de proceso y vida útil.
¿Cómo debo documentar el cumplimiento de las tiras de hojalata de alto rendimiento en los envases alimentarios?
Mantenga declaraciones de proveedores, resultados de migraciones de laboratorio y registros de trazabilidad a nivel de lote. Vincule los ID de bobina a las órdenes de trabajo y los productos acabados para realizar auditorías rápidas y precisas.
Última actualización: 2025-11-20
Cambios: Se han añadido pasos de aprovisionamiento con flujo de acción + comprobación; se ha ampliado la lista de comprobación de cumplimiento y las preguntas frecuentes; se ha incluido un fabricante destacado y tres enlaces internos; se han actualizado las estrategias de la cadena de suministro para la volatilidad actual de la demanda.
Próxima fecha de revisión y desencadenantes: 2026-05-20 o en caso de actualización de la normativa, cambios importantes en el revestimiento o variación de la chatarra/rendimiento >10% en pruebas piloto.
Para pasar rápidamente de la prueba al volumen, comparta sus especificaciones de cierre y objetivos de producción y deje que Tinsun Packaging le proponga un plan de tiras personalizado, muestras y un calendario de entrega alineado con el tiempo de actividad de su línea.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones OEM para materias primas de componentes de latas de hojalata
Los proyectos OEM viven o mueren en función del ajuste de los materiales. Soluciones OEM para materias primas de componentes de latas de hojalata significa equilibrar la conformabilidad, la resistencia a la corrosión y el cumplimiento de la normativa sin disparar los costes ni los plazos. Esta guía traduce las especificaciones en opciones prácticas para cuerpos, extremos y lengüetas de latas, para que pueda abastecerse, cualificarse y escalar con confianza. Si necesita...
-

Guía de selección del acabado superficial para compradores de materia prima de hojalata
Elegir el acabado superficial adecuado es la forma más rápida de equilibrar la calidad de impresión, la resistencia a la corrosión y la eficacia de la línea de hojalata. Esta Guía de selección de acabados superficiales para compradores de materias primas de hojalata destila las diferencias prácticas entre los acabados más comunes, cómo se comportan en la prensa y en el conformado, y cómo especificarlos con confianza para el abastecimiento global.....
-

Opciones de peso de revestimiento personalizadas para el suministro de materia prima de hojalata
Introducción al peso del revestimiento de estaño en los envases de acero Si trabaja con latas, tapas o cierres, ya sabe que el estaño no es sólo un acabado brillante: es una barrera contra la corrosión controlable y una ayuda para el proceso. Las opciones personalizadas de peso del revestimiento para el suministro de materia prima de hojalata le permiten ajustar esa barrera con precisión, equilibrando la protección del producto, el rendimiento del conformado,...
-

Calidades de temple de precisión para el suministro de materias primas de acero estañado
Elegir el grado de revenido adecuado es la forma más rápida de equilibrar la resistencia, la conformabilidad y el coste del acero estañado. Esta guía explica cómo la selección del revenido determina el rendimiento desde latas embutidas hasta contenedores químicos de alta presión, para que pueda asegurar una calidad constante y unos plazos de entrega predecibles. Si está evaluando los grados de revenido de precisión para el suministro de materia prima de acero estañado,...