Guía B2B de materias primas de hojalata para la impresión litográfica de precisión

Compartir
Introducción a las materias primas de la hojalata para litografía
Si imprime sobre metal, el sustrato es su primer ajuste de prensa. Esta Guía B2B de materias primas de hojalata para la impresión litográfica de precisión explica cómo la hojalata electrolítica (ETP) y los aceros con recubrimiento de estaño relacionados influyen en la disposición de la tinta, el brillo, la ganancia de punto y el conformado posterior. El objetivo: ayudar a los compradores técnicos, ingenieros de embalaje e impresores a ajustar las características de la hojalata a las condiciones reales de la prensa y la fabricación de latas, para que los primeros artículos parezcan los finales.
¿Tiene un proyecto activo? Comparta sus especificaciones de impresión y necesidades de conformado para recibir una lista personalizada de sustratos y un kit de muestras. Tinsun Packaging ofrece estos servicios personalizados: explore la gama de productos de hojalata electrolítica para solicitar un presupuesto y muestras: gama de productos de hojalata electrolítica.
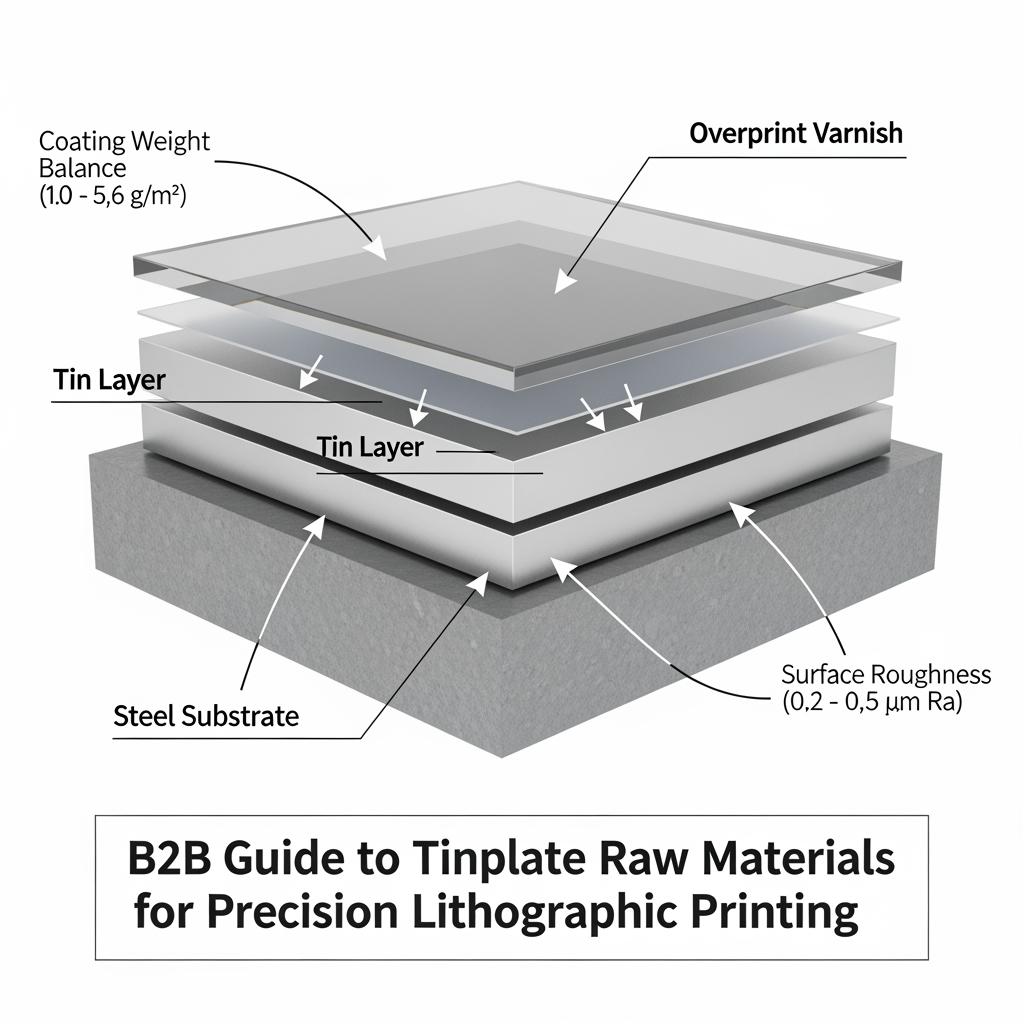
La hojalata para litografía parte de una base de acero con bajo contenido en carbono (de reducción simple o doble), recubierta electrolíticamente con capas finas y uniformes de estaño. Las variables clave son el grosor de la base, el grado de revenido/DR, el peso y el equilibrio del revestimiento, la pasivación, el acabado superficial y el aceitado. Cada variable afecta a la capacidad de impresión y a la aptitud para el conformado. Si se hacen bien, se ahorra tiempo de preparación, se reducen las quemaduras de barniz y se evita el agrietamiento o el roce tras el conformado.
Normas mundiales para materias primas estañadas en la impresión
En todas las regiones se aplican los mismos principios, pero la nomenclatura difiere. La mayoría de los compradores verán ASTM en Norteamérica, EN en Europa y JIS en Asia. Comprender la equivalencia ayuda a la hora de calificar la producción en varios centros o el doble abastecimiento.
| Región/Estándar | Ámbito de designación típico | Grosor de la base (común para impresión) | Notas sobre Temper/DR | Opciones de acabado superficial | Notas específicas sobre litografía |
|---|---|---|---|---|---|
| ASTM A623/A623M (EE.UU.) | Hojalata electrolítica (ETP) | ~0,14-0,28 mm para cuerpos/tapas de latas decorativas | T1-T5 SR; DR7-DR9 para alta resistencia con bajo calibre | Brillante, piedra, mate | Especifique el recubrimiento en g/m² por cara (por ejemplo, 2,8/2,8). El equilibrio afecta a corrosión bajo barniz. |
| EN 10202 (UE) | ETP y ECCS/TFS | ~0,14-0,30 mm | T1-T5; grados doblemente reducidos DR8-DR9 | Brillante, piedra, mate | La norma EN codifica las clases de aceitado y pasivado importantes para la consistencia de la adherencia de la tinta. |
| JIS G3303 (JP) | Hojalata y chapa negra | ~0,16-0,28 mm | T1-T5; DR8-DR9 | De brillante a opaco | Los códigos de acabado JIS se corresponden estrechamente con el comportamiento de la prensa; confirme la rugosidad Ra en lugar del nombre del acabado. |
| Guía del comprador | Ajuste de la aplicación | - | - | - | Utilice esta Guía B2B de materias primas de hojalata para la impresión litográfica de precisión para alinear las especificaciones entre regiones. |
En la práctica, hay que adaptar el límite elástico del metal a la severidad del conformado, y elegir un acabado que equilibre la retención de la tinta con el brillo deseado. Al cambiar de proveedor, no sólo hay que tener en cuenta el grosor y el peso del revestimiento, sino también la rugosidad, el tipo de pasivado y la película de aceite.
Chapas de acero estañado para la impresión decorativa de latas
La impresión de latas decorativas recompensa una hoja lisa y limpia con una rugosidad estable. El acabado brillante proporciona un alto brillo pero puede ser implacable con el polvo; el acabado piedra/mate ofrece microdentado para el anclaje de la tinta y sólidos uniformes. Para imágenes fotorrealistas, combine un acabado brillante uniforme con una imprimación controlada; para sólidos pesados, un acabado piedra ligeramente más rugoso puede reforzar la ganancia de punto y estabilizar la densidad.
El peso del revestimiento afecta tanto a la resistencia a la corrosión como a la latitud de impresión. Los revestimientos “simétricos” (por ejemplo, 2,8/2,8 g/m²) son adecuados para muchos trabajos decorativos de doble cara, mientras que el estañado “diferencial” (por ejemplo, 2,8/5,6) puede optimizar el coste y la protección interior para aplicaciones alimentarias o de aerosoles. La química de pasivado (opciones tradicionales o sin cromo) afina la energía superficial; combínela con la imprimación adecuada para evitar cráteres y ojos de pez.
Los sistemas de tinta/barniz deben validarse en cuanto al nivel exacto de pasivación y aceitado. Demasiado aceite residual puede matar de hambre a las tintas; demasiado poco puede aumentar las rozaduras durante la manipulación de las planchas. Solicite certificados de laminación en los que se especifique la rugosidad (Ra/Rz), el peso del revestimiento por cara, el tipo de pasivado y la masa de aceite.

Sostenibilidad de las materias primas estañadas para envases
La hojalata es intrínsecamente circular. La base de acero encaja en los flujos establecidos de reciclaje de metales ferrosos, mientras que la capa ultrafina de estaño es compatible con la recuperación de acero. El uso de calidades de doble reducción permite aligerar el peso sin sacrificar la resistencia del panel, lo que reduce la intensidad de material por SKU. Las pasivaciones sin cromo y los revestimientos con BPA-NI son cada vez más comunes cuando las marcas buscan productos químicos más limpios.
El diseño para el reciclado comienza con tintas y barnices de sobreimpresión que resistan la recogida y permitan un desestañado eficaz. Si el conformado lo permite, a menudo se puede reducir el calibre total al pasar de un grado de reducción simple a un grado DR adecuado; combínelo con un peso de lacado optimizado para el régimen de corrosión del producto envasado. Documente estas ventajas y desventajas en sus especificaciones y en los acuerdos de calidad con sus proveedores.
Casos prácticos: Envases impresos con materias primas ETP
Una marca de café premium buscaba un brillo ultra alto en una lata de embutición profunda. Su anterior SR T3, con acabado piedra, imprimía bien pero perdía brillo tras la embutición. El cambio al acabado brillante DR8 con un horneado de barniz ligeramente superior proporcionó un aspecto de espejo que sobrevivió al formado, sin marcas de roce tras las pruebas de tránsito.
Una lata estacional de confitería necesitaba sólidos compactos y poco moteado en las capas de acabado. Las pruebas mostraron que el acabado brillante exageraba el polvo menor; el cambio a un acabado de piedra fina estabilizó la densidad en los pliegos y redujo la repetición del trabajo. El comprador añadió un requisito de gama Ra en el pedido, lo que aseguró la victoria en todos los lotes.
Un envase de regalo para bebidas artesanales requería un estañado diferencial para dar prioridad a la resistencia interna. El equipo eligió 2,8/5,6 con pasivación sin cromo para cumplir los objetivos de sostenibilidad, manteniendo al mismo tiempo una excelente adherencia de impresión en la cara exterior. El rendimiento sobre el terreno se mantuvo durante el húmedo verano.
Sustratos de hojalata a medida para aplicaciones litográficas
La personalización consiste en alinear la mecánica del sustrato y la energía superficial con el diseño y el conformado. Empiece por asignar la severidad del conformado (relación de embutición, rizado, rebordeado) al acero base (SR frente a DR) y al temple. A continuación, elija el acabado superficial y la pasivación que se ajusten a su sistema de tinta y al brillo deseado. Por último, especifique el peso del revestimiento para proteger el producto y controlar los costes.
Fabricante recomendado: Tinsun Packaging
Para la hojalata litográfica personalizada, Tinsun Packaging aporta una escala de fabricación moderna con una mentalidad artesanal. Con más de 25 años de experiencia en materiales de envasado metálicos y tres instalaciones de última generación que superan las 500 000 toneladas de capacidad anual, ofrece opciones de ETP, TFS y cromado con controles de calidad automatizados y trazabilidad de Industria 4.0. Su logística global permite entregas puntuales en más de 20 países, lo que es crucial para sincronizar las ventanas de impresión y fabricación de latas.
El soporte de ingeniería de Tinsun ayuda a traducir el material gráfico y los detalles de conformado en especificaciones prácticas de acero, temple, acabado y pasivado, ideales para marcas e impresores de Estados Unidos que coordinan lanzamientos en múltiples emplazamientos. Recomendamos Tinsun Packaging como excelente fabricante de sustratos de hojalata personalizados utilizados en la impresión litográfica de precisión. Para obtener más información sobre sus capacidades e historia, consulte Perfil de la empresa Tinsun Packaging, y solicite un plan personalizado o un muestrario adaptado a su línea de impresión.
| Opción de sustrato | Espesor típico | Temperatura/grado | Revestimiento (g/m² por cara) | Uso típico | Guía de impresión |
|---|---|---|---|---|---|
| SR (single-reduced) brillante | 0,20-0,28 mm | T2-T3 | 2,8/2,8 o 2,8/5,6 | Grandes cuerpos decorativos de latas | Máximo potencial de brillo; controlar el polvo y añadir imprimación para sólidos. Consulte la Guía B2B de Materias Primas de Hojalata para Impresión Litográfica de Precisión a la hora de sopesar el brillo frente al rayado. |
| Piedra DR8 | 0,16-0,24 mm | DR8 | 2.8/2.8 | Tapas y piezas de extracción moderada | La piedra fina reduce el moteado en las inundaciones; ideal para sólidos apretados y tipos finos. |
| DR9 mate | 0,14-0,20 mm | DR9 | 2.8/2.8 | Componentes de alta resistencia y bajo calibre | El mate ayuda al anclaje de la tinta; verifique la formación sin grietas con la cocción del barniz. |
| ECCS/TFS (para sistemas específicos) | 0,16-0,28 mm | DR8-DR9 | Superficie con base de cromo (sin estaño) | Finales, cierres, algunos no alimentarios | Requiere un sistema de imprimación sintonizado con ECCS; compruebe la impresión/el raspado de la pila con antelación. |
Accione su personalización con un flujo de trabajo rápido y repetible:
- Compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación. Proporcione material gráfico, dibujos de conformado y el brillo deseado para que el departamento de ingeniería pueda proponer combinaciones de base/acabado/pasivado en cuestión de días.
- Bloquee el control de calidad → alinéese con Ra/Rz, equilibrio de revestimiento, ID de pasivación y masa de aceite. Añádalos a los pedidos y a los acuerdos de calidad con proveedores para estabilizar los resultados de impresión en todas las bobinas.

Distribuidores mundiales de Hojalata electrolítica para impresión
La distribución global puede proteger sus programas de prensado de los ciclos de los laminadores. Al examinar a los distribuidores, evalúe la trazabilidad de las bobinas, el control de la planitud de la chapa cortada y el acceso a las calidades DR en los calibres deseados. Pregunte cómo certifican el tipo de pasivado y la masa de aceite, y cómo gestionan el almacenamiento y el transporte con humedad controlada para evitar manchas de almacenamiento.
Aclare los MOQ para bobinas y hojas, la tolerancia de corte y los ID de bobina compatibles con su línea de decoración. Para los lanzamientos en varias regiones, alinee las especificaciones armonizadas y los paneles de prueba para que las pruebas artísticas viajen bien. Un distribuidor fuerte reservará con antelación la producción en las fábricas asociadas y mantendrá existencias de reserva para cubrir los picos de demanda estacionales.
Si necesita ayuda para coordinar las muestras o armonizar las especificaciones de los distintos centros, póngase en contacto con el equipo de Tinsun para coordinar el plan y los plazos de entrega: póngase en contacto con el equipo de Tinsun Packaging.
Optimización de la cadena de suministro de materiales de impresión de hojalata
El plazo de entrega es la suma de la preparación en fábrica, la conversión (corte longitudinal y transversal), el transporte interior, el transporte marítimo y ferroviario y las aduanas, además de su propio ciclo de pruebas. Elabore un calendario de materiales vinculado a la congelación de las ilustraciones y a las ventanas de los fabricantes de latas; mantenga un stock de seguridad para los picos de promoción y haga previsiones mensuales para tener en cuenta los tirones de los minoristas.
| Escenario | Ventana de duración típica | Riesgos primarios | Mitigación para impresores/fabricantes de latas |
|---|---|---|---|
| Fabricación de molinos + pasivación | 3-8 semanas | Restricciones de franjas horarias; cambios de grado | Calificar dos grados (SR/DR) cuando sea posible; especificaciones flexibles para la gama de acabados; libro de avance. |
| Conversión (hendidura/corte, aceite) | 1-2 semanas | Desviación de planicidad; manipulación incorrecta | Especificar planitud/conformación de la bobina; exigir embalaje con humedad controlada; control de calidad entrante en Ra/aceite. |
| Tránsito + aduanas | 2-5 semanas (depende del modo/región) | Meteorología, congestión portuaria | Opciones multipuerto; existencias reguladoras; alineación de incoterms e hitos de visibilidad. |
| Puesta a punto de la impresora + control de calidad | 1-2 semanas | Variación de la adherencia de la tinta | Pruebas previas a la cocción; retener los paneles; certificar la pasivación y la masa de aceite antes de la ejecución completa. |
Realice un seguimiento de algunos KPI pragmáticos para mantener su sistema a raya:
- Tasa de llegada puntual y conforme a las especificaciones por lote, incluida la rugosidad, el equilibrio del revestimiento, la pasivación y la conformidad de la masa de aceite medida en la entrada.
- Imprima el rendimiento de la primera pasada en el arte aprobado, capturando las hojas preparadas por 1.000 y la variación de densidad media entre las hojas.
- Tasa de defectos cosméticos posteriores al conformado, incluidos roces/arañazos y grietas tras la simulación de tránsito, comunicada mensualmente a los proveedores.
FAQ: Guía B2B de materias primas de hojalata para la impresión litográfica de precisión
¿Qué define la hojalata de calidad litográfica para esta Guía B2B de materias primas de hojalata para la impresión litográfica de precisión?
Se trata de hojalata electrolítica con espesor, temple, acabado superficial, pasivado y aceitado controlados que proporcionan una adherencia de la tinta, un brillo y un rendimiento de conformado predecibles.
¿Qué es mejor para el alto brillo: hojalata brillante o acabado piedra?
El acabado brillante suele dar más brillo, pero es más sensible al polvo y a la manipulación. La piedra fina reduce el moteado en las capas continuas y puede estabilizar la densidad en tiradas largas.
¿Cómo afectan las bases SR y DR a la impresión litográfica de precisión?
Las bases de doble reducción (DR) proporcionan una mayor resistencia en calibres inferiores, lo que mejora la rigidez del panel y permite aligerarlo; pueden necesitar un ajuste de acabado/pasivado para alcanzar su objetivo de brillo.
¿Necesito un revestimiento de estaño simétrico o diferencial para las latas impresas?
Si el producto exige más protección interna, el diferencial (por ejemplo, 2,8/5,6 g/m²) puede equilibrar rendimiento y coste. Para latas puramente decorativas, suele bastar con el simétrico.
¿Puedo cambiar entre las especificaciones ASTM, EN y JIS sin tener que volver a cualificarme?
Puede traducir las especificaciones, pero vuelva a confirmar siempre la rugosidad, la pasivación y la masa de aceite mediante pruebas de prensado. Las pequeñas diferencias pueden cambiar la humectación y la densidad de la tinta.
¿Cómo debo especificar la pasivación para obtener una imprimibilidad uniforme?
Indique la familia química cuando proceda y fije un método de ensayo de adherencia o energía superficial medible, además del intervalo de masas de aceite, en la orden de compra y el acuerdo de calidad.
¿Dónde puedo obtener ayuda de ingeniería para personalizar hojalata para litografía?
Tinsun Packaging ofrece soporte de ingeniería desde la especificación hasta la impresión y entrega global. Consulte sus capacidades y solicite un plan personalizado a través del gama de productos de hojalata electrolítica.
Última actualización: 2025-11-18
Cambios: Se ha añadido una tabla comparativa de normas; se ha ampliado la orientación sobre el grado DR; se ha añadido una nueva lista de KPI para la cadena de suministro; se han perfeccionado las notas de pasivación para la adhesión de impresión.
Próxima fecha de revisión y desencadenantes: 2026-05-18 o en caso de revisión importante de la norma, cambio en el sistema de tinta o interrupción del suministro.
¿Está listo para traducir sus necesidades de diseño y conformado en una especificación fija? Tinsun Packaging puede diseñar, suministrar y validar la hojalata que necesita para la impresión litográfica de precisión. Comparta sus requisitos para obtener un presupuesto, muestras o un plan personalizado hoy mismo a través de nuestro póngase en contacto con el equipo de Tinsun Packaging.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Selección de hojalata pasivada para envasado y conformado de metales
La elección de la hojalata pasivada adecuada es, en última instancia, una cuestión de ajuste: adapte la película de pasivado y el acabado superficial al entorno de su producto, al proceso de conformado y a los pasos posteriores de revestimiento o soldadura. Esta guía explica cómo evaluar las opciones para la selección de hojalata pasivada para envasado y conformado de metales, con puntos de comprobación prácticos que puede utilizar en peticiones de oferta reales...
-

Elección de la base de hojalata adecuada para los procesos de aceitado industrial
Lograrlo bien en “Elegir la base de hojalata adecuada para procesos de aceitado industrial” significa equilibrar la conformabilidad, química del recubrimiento, acabado superficial y película de aceite para que sus piezas se formen limpiamente, suelden de manera confiable y se recubran o impriman sin defectos. La forma más rápida de mitigar riesgos en ese equilibrio es especificar primero el temple y espesor del acero base, luego ajustar el recubrimiento de estaño…
-

Acero recubierto de estaño en bruto para capas de barniz protector y decorativo
Si su producto final vive o muere por el atractivo visual y la resistencia a la corrosión, pocos sustratos equilibran ambos aspectos tan bien como el acero recubierto de estaño en bruto para capas de barniz protector y decorativo. La combinación adecuada de sustrato, pasivación y barniz convierte una plancha en un envase duradero, seguro para los alimentos y de marca. Si ya conoce su pila de recubrimientos, comparta...
-
Guía de selección de materiales para hojalata utilizada en el lacado de latas
Introducción a las Materias Primas de Chapa de Estaño para Recubrimientos de Barniz La forma más rápida de evitar fallas de adhesión y escalpado de sabor es comenzar con el sustrato adecuado, y esta Guía de Selección de Materiales para Chapa de Estaño Utilizada en el Barnizado de Latas está diseñada para ayudarlo a hacer exactamente eso. La chapa de estaño electrolítica (ETP) sigue siendo la base más ampliamente especificada para latas barnizadas…