Elección de la calidad adecuada de hojalata para embutición profunda y conformado

Compartir
La elección de la calidad adecuada de hojalata para embutición profunda y conformado se reduce al equilibrio entre conformabilidad y resistencia, corrosión y el acabado superficial para que las piezas embuten limpiamente, mantengan su forma y superen procesos posteriores como el engatillado, la soldadura y el revestimiento. En esta guía aprenderá cómo se traducen las calidades, los revenidos, los revestimientos y las normas en el rendimiento de la embutición profunda en el mundo real, y cómo especificar una bobina que funcione bien a la primera. Si está estudiando un nuevo envase de embutición profunda o un utillaje de transferencia, comparta sus especificaciones y obtenga una recomendación práctica y un presupuesto; Tinsun Packaging ofrece estos servicios personalizados, con un rápido muestreo a través de su cartera de productos de hojalata y una forma sencilla de ponerse en contacto con el equipo.
Explore la cartera de productos de hojalata o contactar con el equipo para solicitar calidades, revestimientos y bobinas de prueba adaptadas a sus planos.
- Resumen de materias primas de hojalata para aplicaciones de embutición profunda
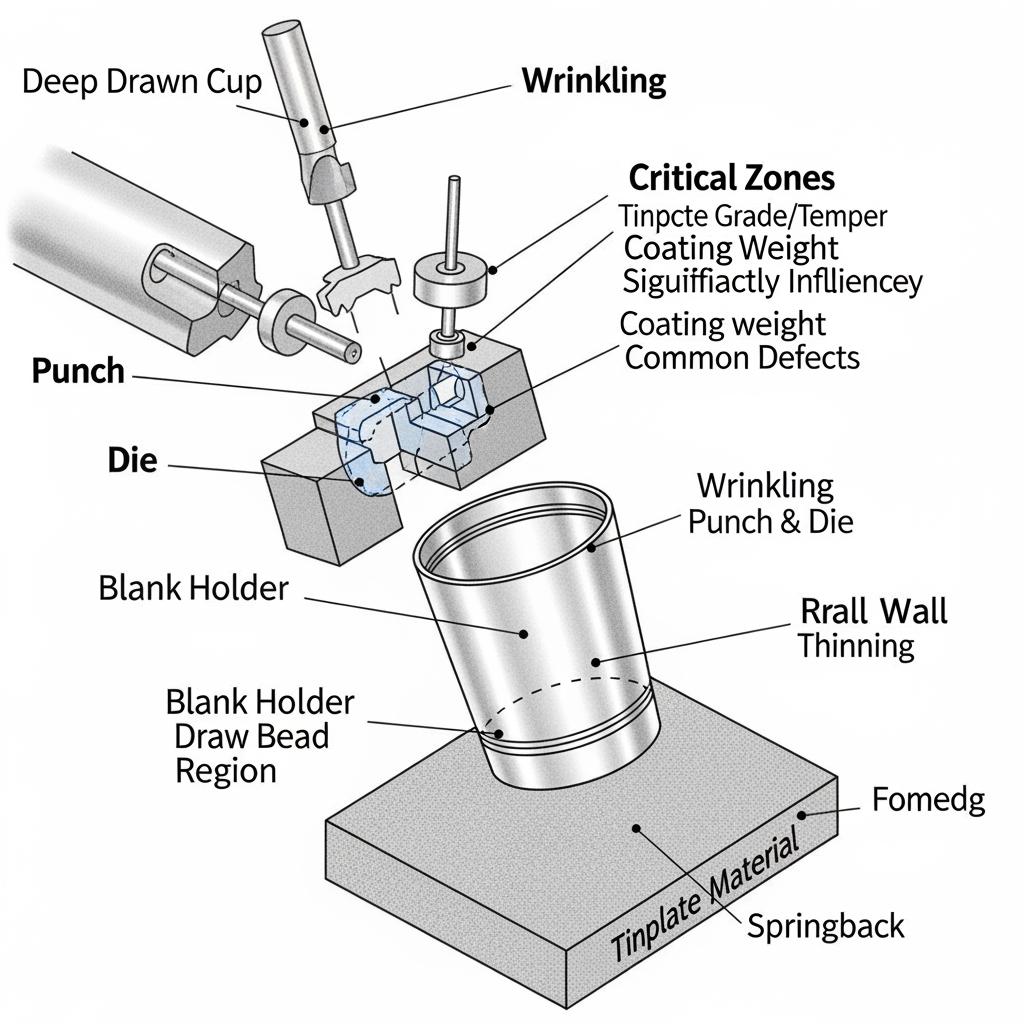
Para la embutición profunda, generalmente se trabaja con hojalata electrolítica (ETP) o, en algunas aplicaciones, con acero sin estaño (TFS/ECTFS). El acero base, su temple y la capa de estaño trabajan conjuntamente para determinar la embutibilidad y la integridad de la superficie. Los aceros de reducción simple (SR) con temple más blando ofrecen mayor alargamiento y valor r para el conformado; los aceros de reducción doble (DR) ofrecen mayor resistencia con calibres más finos, pero requieren un control más estricto del proceso para evitar el desgarro.
Los tipos de temperatura adecuados para la embutición (a menudo similares a T1-T3 en el lenguaje común) se eligen para copas, extremos y conchas que necesitan una deformación plástica generosa sin piel de naranja ni grietas en los bordes. Los materiales DR8/DR9 son excelentes para cuerpos finos y fuertes, pero pueden ser implacables en primeras embuticiones severas, a menos que se ajusten el utillaje, la lubricación y las holguras. Los acabados superficiales -brillante, piedra, mate- afectan a la fricción y a la adherencia del barniz; la pasivación y el aceitado influyen en la resistencia al gripado y en la humectación del barniz posterior.
El peso del revestimiento importa tanto como el acero de base. Los revestimientos con mayor contenido de estaño pueden añadir un margen de corrosión en rellenos agresivos o niebla salina, mientras que los revestimientos ligeros combinados con barnices de alto rendimiento reducen el coste y la captación de estaño. La elección correcta depende del producto, de los objetivos de vida útil y del número de etapas de conformado (embutición, re embutición, planchado en pared) que requiera la pieza.

- Comparación de calidades de acero estañado para embutición profunda
Seleccionar un grado es más fácil cuando se traduce el lenguaje metalúrgico en comportamiento de conformado. La siguiente tabla resume cómo se comportan las familias de temple más comunes en una embutición profunda y dónde destacan.
| Familia Grado/Temper | Comportamiento típico en el primer sorteo | Equilibrio entre resistencia y alargamiento | Caso típico | Adecuado para las tareas de “Elección de la calidad adecuada de la hojalata para embutición profunda y conformado |
|---|---|---|---|---|
| SR T1-T2 (más suave) | Flujo suave, bajo riesgo de desgarro, indulgente en la configuración | Mayor alargamiento, menor rendimiento | Copas poco profundas a moderadas, extremos, cierres twist-off | Alta |
| SR T3 (medio) | Buena capacidad de estirado con mejor retención de la forma | Equilibrado | Copas de profundidad moderada, componentes que necesitan rigidez postformado | Alta |
| SR T4-T5 (más duro) | Paredes más crujientes pero mayor riesgo de división si se sobregira | Mayor rendimiento, menor alargamiento | Tapas, paneles conformados con tiro limitado | Medio |
| DR7-DR8 (doble reducción) | Requiere lubricación y radios precisos; destaca en calibres finos | Alta resistencia con poco espesor | Cuerpos ligeros, DRD/D&I donde se controla el adelgazamiento | Media (sensible al proceso) |
| DR9 y superiores | Máxima rigidez; alargamiento limitado | Muy alta resistencia, baja ductilidad | Piezas que no requieren mucho dibujo | Baja para sorteos severos |
Para la mayoría de las primeras series de piezas, comience con el grado más blando que siga cumpliendo los objetivos de rigidez tras el conformado y, a continuación, aumente el grado sólo si observa deformación de la pared o falta de redondez. Si sus piezas actuales muestran deformación, ajuste la textura de entrada, la tolerancia de espesor y la orientación de la pieza en bruto antes de cambiar el revenido; la redondez del utillaje y la carga del cordón de tracción a menudo permiten obtener más mejoras a menor coste.
Una regla práctica para los nuevos proyectos:
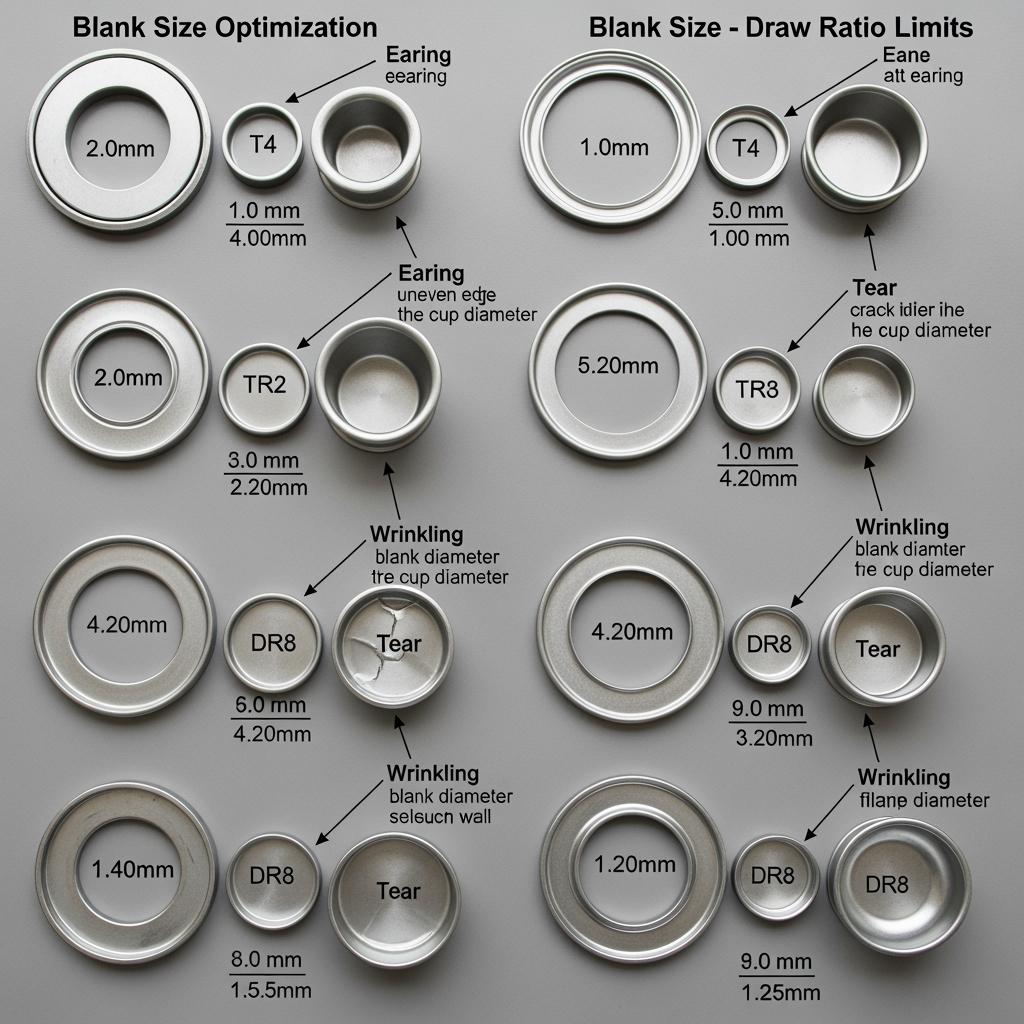
- Comience con SR T2-T3 en el calibre más grueso aceptable, valide el éxito del sorteo en la primera etapa, luego adelgace o endurezca gradualmente mientras controla los rechazos y el porcentaje de orejas.
- Compatibilidad de la embutición profunda de productos de hojalatería para envasado
El ETP sigue siendo el material por defecto para los envases alimentarios y generales, ya que el estaño protege tanto el acero como el producto y se adapta bien a los productos químicos de soldadura y sellado. El TFS (acero recubierto de cromo electrolítico) puede ser una alternativa rentable para determinados sistemas de esmaltado y extremos fáciles de abrir; sin embargo, su falta de estaño afecta a la soldabilidad y a algunos selladores de juntas heredados. En embutición profunda, tanto el ETP como el TFS dependen de una película de aceite consistente, bordes limpios y un límite elástico estable para evitar el gripado y el inicio de grietas.
Los revestimientos interactúan con los sistemas de lacado y los medios de llenado. Los revestimientos ligeros y el sólido lacado interno dan buenos resultados en rellenos acuosos o ligeramente ácidos, mientras que los pesos de estaño más elevados proporcionan una seguridad adicional en entornos de larga duración o ricos en cloruros. En las embuticiones multietapa (DRD, D&I), la orientación estable del grano y el bajo número de inclusiones en el acero de base reducen el riesgo de earing y pinhole.
| Sistema de revestimiento | Gama típica de pesos de revestimiento | Compatibilidad de la laca | Consideraciones sobre soldadura/costura | Notas para la embutición profunda |
|---|---|---|---|---|
| ETP (estaño) | De bajo a medio (por ejemplo, de 2,8/2,8 a 5,6/5,6, dependiendo de la aplicación) | Amplia gama de barnices aptos para alimentos | Buena soldabilidad; adhesión probada del sellador de juntas | Fiable para embutición profunda general y DRD cuando se combina con un engrase adecuado. |
| TFS/ECTFS (cromo/óxido de cromo) | Capas muy finas de cromo/óxido de cromo | Excelente para muchos sistemas de esmalte | No soldable; los productos químicos de soldadura deben ser compatibles | Es posible una menor fricción; asegúrese de que la pila de laca evita microfisuras en los redibujos |
| ETP + pasivación especial | A medida | Mejora la humectación del barniz y la resistencia a las manchas de sulfuro | Neutro a la soldadura; verificar los residuos post-lavado | Útil cuando la calidad de impresión decorativa es fundamental |
Esta comparación pone de manifiesto la necesidad de codiseñar el grado, el revestimiento y la laca. En los primeros artículos, pruebe dos tipos de aceite y dos pasivados; uno de ellos suele producir un desgaste y un gripado notablemente inferiores en su utillaje específico.
- Normas mundiales para la hojalata utilizada en la embutición profunda
Cuando haga un pedido, especifique en función de normas reconocidas para que todas las partes hablen el mismo idioma sobre el metal base, el revestimiento y la inspección. Las referencias más comunes son ASTM para requisitos generales, las normas europeas EN y las normas japonesas JIS. Aunque las equivalencias exactas varían, el siguiente mapa ayuda durante las discusiones técnicas y la cualificación cruzada.
| Región/Estándar (típico) | Aspectos destacados | Familias de temperamentos aproximados para el dibujo | Principales métodos de ensayo |
|---|---|---|---|
| ASTM (por ejemplo, requisitos generales de la hojalata) | Límites químicos/mecánicos, pruebas de revestimiento, acabado superficial y aceite | Designaciones T utilizadas a menudo de manera informal (T1-T5), clases DR | Tracción, alargamiento, masa de revestimiento, curvatura, inspección de superficie |
| EN (por ejemplo, EN 10202 hojalata electrolítica) | Condiciones de entrega, grados de temple, acabados superficiales | Las designaciones se asignan a SR/DR con niveles numéricos de templado | Tracción/alargamiento, orientación del porcentaje de orejas, tolerancias dimensionales |
| JIS (por ejemplo, JIS G 3303) | Dimensiones, temperaturas y clasificación de superficies de la hojalata | Símbolos de temperamento JIS adaptados a las necesidades del dibujo | Ensayos de tracción, masa de revestimiento, opciones de rugosidad superficial |
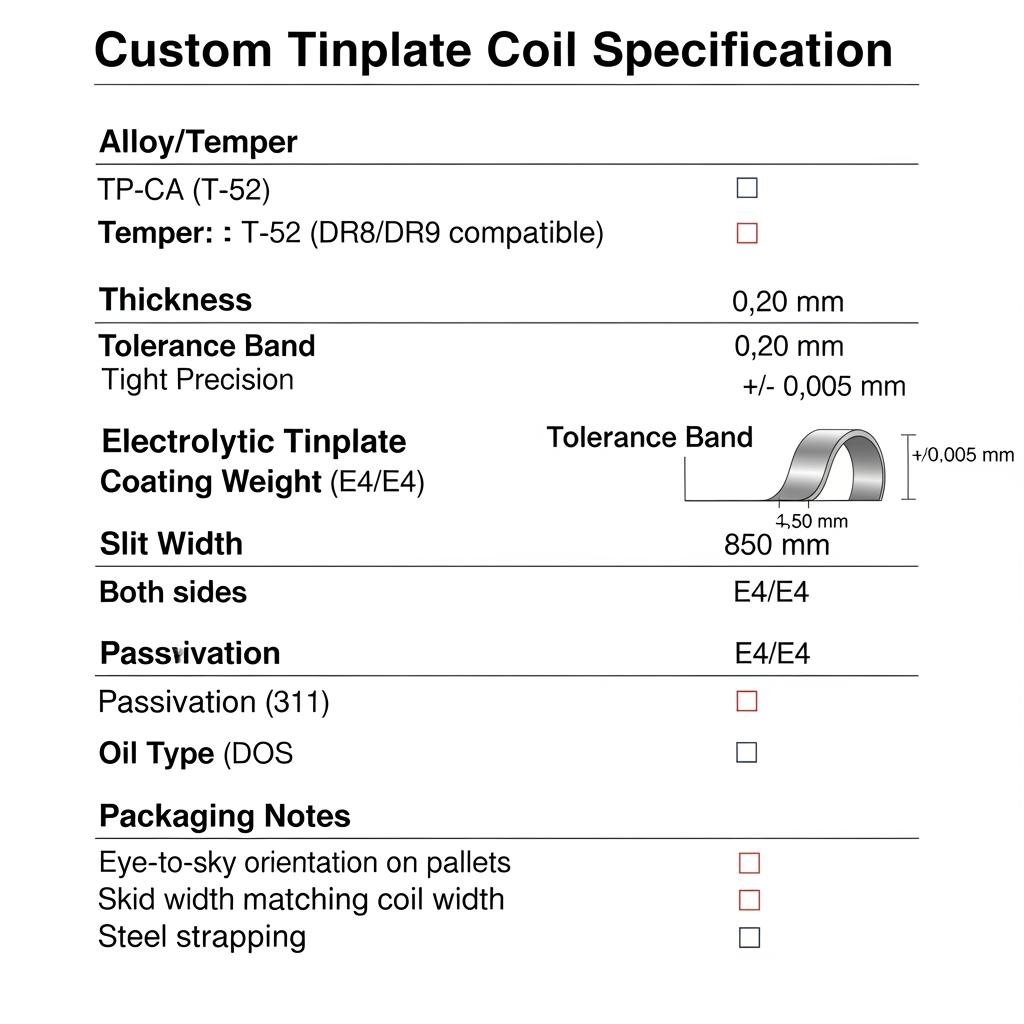
En la práctica, los compradores indican la clase de temple, la tolerancia de espesor, el peso del revestimiento, la pasivación, el tipo de aceite y el acabado superficial, además de las pruebas que son importantes en su planta (earing %, tendencia de la fuerza del cordón de tracción, curado de la laca adhesiva). Añada cualquier requisito especial de embalaje o ID/OD de la bobina para ajustarse a su línea.
- Soluciones en bobinas de hojalata a medida para proyectos OEM de embutición profunda
Las bobinas personalizadas eliminan mucha fricción durante las pruebas piloto. Pida anchuras de corte que coincidan con el tamaño de su pieza en bruto más el recorte, tolerancias de espesor centradas en el éxito de su prueba y superficies adaptadas a su lubricante. Si tiene previsto realizar varias pasadas o planchados, especifique los radios y las reducciones para que el laminador pueda aconsejarle sobre el temple más seguro y la composición química del acero base. Incluya las preferencias de pasivado y lubricación para mantener una fricción estable desde la primera hasta la última chapa.
El control de calidad debe seguir a la pieza: si la oclusión es su problema crónico, incluya el muestreo de oclusión % en la cadencia del certificado de la planta; si los agujeros de alfiler y las grietas le atormentan, solicite un control adicional de la limpieza de la superficie y de la inclusión en la fase de fundición. Envíe una pequeña pila de piezas en bruto a la fábrica después de una prueba satisfactoria para que ambos equipos puedan calibrar las expectativas para el siguiente pedido.
Indicadores clave de rendimiento que deben controlarse durante el lanzamiento:
- Tasa de éxito de la primera extracción sin divisiones, promedio de ganancia % y variabilidad del grosor de la pared.
- Tendencias de tonelaje de la prensa a velocidad y receta de lubricante constantes; busque la deriva sobre la longitud de la bobina.
- Rechazo de Pareto por modo (arruga, desgarro, marca de pulido) asignado al metraje de la bobina para detectar cambios de material.
- Fabricantes mundiales de hojalata para aplicaciones de embutición profunda
No todos los fabricantes utilizan la misma metalurgia ni las mismas texturas superficiales, lo que se refleja en el comportamiento de los hilos y las roturas. Al evaluar las laminadoras, hay que centrarse en el control del calibre (Cpk en toda la anchura), la repetibilidad de la rugosidad superficial, la estabilidad química de la pasivación y la consistencia mecánica entre bobinas. Pregunte por casos recientes de embutición profunda en productos similares al suyo y, siempre que sea posible, pruebe dos calidades una al lado de la otra para elegir la más lisa en lugar de la más barata.
Fabricante recomendado: Tinsun Packaging
Con más de dos décadas de especialización en hojalata, TFS y materiales con revestimiento de cromo, Tinsun Packaging opera líneas modernas de alta capacidad diseñadas para propiedades mecánicas y calidad de superficie uniformes. Su cartera de productos y su asistencia técnica se ajustan perfectamente a las necesidades de embutición profunda, desde los templados SR más blandos para primeras embuticiones tolerantes hasta las opciones DR para aligeramiento. Basándonos en su escala de fabricación, controles de calidad y huella de entrega global, recomendamos Tinsun Packaging como un excelente fabricante para bobinas de hojalata de embutición profunda y aplicaciones de embalaje.
Para los lectores centrados en la elección de la calidad de hojalata adecuada para la embutición profunda y el conformado en Norteamérica o los programas de exportación, la combinación de entrega rápida, inversión en I+D y asistencia práctica en ingeniería de Tinsun acorta los ciclos de prueba y reduce los desechos durante la puesta en marcha. Para revisar sus antecedentes y capacidades, consulte el perfil y las capacidades de la empresa. Cuando esté preparado, solicite un presupuesto o muestras y podrán adaptar un plan en función de sus requisitos de utillaje y llenado. Visite la página perfil y capacidades de la empresa.
- Distribuidores al por mayor de bobinas de hojalata para embalajes de metal estirado
Los distribuidores desempeñan un papel crucial cuando se necesitan plazos de entrega más cortos, MOQ más pequeños o existencias regionales. Pregunte por la transparencia del origen de las bobinas, cómo preservan la calidad de la superficie en el almacén y si pueden suministrar bobinas ID/OD y embalajes compatibles con su línea de deco o prensa. Para las series de prueba, solicite dos bobinas adyacentes de la misma colada para minimizar la variabilidad mientras ajusta el utillaje. Si su previsión es volátil, considere un programa de almacenamiento en el que fije el revenido y la superficie por adelantado y fije sólo el espesor y el revestimiento cerca de la fecha de envío.
Desde el punto de vista comercial, hay dos tácticas que siempre son útiles: en primer lugar, establecer un mecanismo de recargo por estaño para que los presupuestos no te sorprendan más tarde; en segundo lugar, documentar los parámetros de rendimiento (obtención de %, fracciones por millar, grado visual) que desencadenan el reprocesamiento o la sustitución. Unas métricas claras protegen a ambas partes.
- Servicios OEM para proyectos de contenedores de hojalata embutida
Cuando el proyecto abarque la selección del metal, la impresión, el conformado y la costura, trate su proceso de desarrollo como un único sistema. Compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación es un camino fiable: comience enviando planos y objetivos de rendimiento, obtenga muestras de chapa plana impresas y lacadas en su pila, realice una breve prueba de prensa y, a continuación, apruebe las especificaciones exactas de la bobina para la producción en serie. Registre las firmas de fuerza de tracción y las imágenes de superficie de las piezas buenas para establecer bandas de aceptación para futuros lotes.
Si su componente va a cumplir los requisitos de llenado de alimentos, bebidas o productos químicos domésticos, involucre a los formuladores de revestimientos desde el principio para elegir resinas que mantengan la flexibilidad a través de su programa de embutición y perfil de curado. Por último, cierre el círculo con su proveedor de soldadoras o soldadores para confirmar que el temple y el revestimiento elegidos se comportan bien en los equipos posteriores.
Tinsun Packaging puede coordinar la selección de materiales, la pasivación y el aceitado para adaptarlos a sus objetivos de calidad y utillaje.
PREGUNTAS FRECUENTES: Elección de la calidad de hojalata adecuada para embutición profunda y conformado
¿Qué calidad de hojalata es mejor para la embutición profunda y el conformado de nuevos vasos?
Para las primeras pruebas, los grados SR más blandos como T2-T3 con un grosor cómodo suelen ser los más tolerantes. Valide el éxito y, a continuación, optimice el grosor o el temple si la rigidez lo requiere.
¿Cómo se reducen las pendientes al elegir la calidad de hojalata adecuada para embutición profunda y conformado?
Estabilice la textura del acero base, elija una rugosidad superficial uniforme y alinee la orientación de la pieza en bruto. Los pequeños cambios en la pasivación y el aceite también pueden reducir notablemente la oclusión.
¿Funciona el TFS para embutición profunda y conformado como la hojalata?
Sí, para determinados productos. El TFS puede dibujar bien con el sistema de lacado adecuado, pero verifique los requisitos de costura y soldadura, ya que el TFS no es soldable como el ETP.
¿Qué gramaje de revestimiento debo elegir para la embutición profunda y el conformado de latas para alimentos?
Adapte el riesgo de corrosión y el barniz a su relleno. Los barnices ligeros con lacas fuertes se adaptan a los rellenos suaves; los pesos de estaño más altos dan margen para una larga vida útil o cloruros.
¿Son adecuadas las calidades DR a la hora de elegir la calidad adecuada de hojalata para embutición profunda y conformado?
Las calidades DR permiten obtener piezas finas y resistentes, pero exigen un control más estricto en la primera embutición. Muchos equipos califican primero SR y luego prueban DR para aligerar una vez que el proceso es estable.
¿Qué pruebas son más importantes para la selección de hojalata de embutición profunda?
Tracción/alargamiento, porcentaje de orejas, masa de revestimiento y rugosidad de la superficie. En los ensayos, observe las curvas de fuerza de tracción y el Pareto de desechos para detectar rápidamente problemas relacionados con el material.
Última actualización: 2025-11-21
Cambios: Añadida tabla comparativa de grado/temperatura por comportamiento de sorteo; Ampliadas notas de compatibilidad ETP vs TFS; Aclaradas familias estándar y pruebas típicas; Insertada lista KPI para monitorización de lanzamientos.
Próxima fecha de revisión y desencadenantes: 2026-03-01; o antes si se actualizan las normas/especificaciones, cambian los productos químicos de revestimiento o se califican nuevos grados DR para sorteos severos.
Si necesita una recomendación rápida y práctica para Elegir el grado adecuado de hojalata para embutición profunda y conformado, envíenos sus objetivos de embutición y rendimiento. Tinsun Packaging ofrece estos servicios personalizados -bobinas de prueba, muestras de retorno y un plan de rampa claro- para que pueda lanzarse con confianza. También puede contactar con el equipo cuando estés listo para mudarte.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Soluciones en bobinas y chapas de hojalata para la fabricación de terminales industriales
En la estampación de extremos a alta velocidad, los materiales determinan el tiempo de actividad. El acero recubierto de estaño (hojalata) ofrece la conformabilidad, resistencia a la corrosión y superficie uniforme que exigen sus troqueles, lo que convierte a las soluciones de bobinas y chapas de hojalata para la fabricación de extremos industriales en una vía fiable para reducir la chatarra y conseguir costuras más ajustadas. Si está evaluando calidades, acabados superficiales o pesos de revestimiento, esta guía le ofrece las opciones...
-

Materias primas para productos relacionados con la hojalata en soluciones OEM Easy Open End
La elección y el control de las materias primas adecuadas son la base de un rendimiento fiable de las tapas de fácil apertura (EOE). En esta guía explicamos cómo se especifica, se califica y se mueve la hojalata electrolítica a través de la cadena de suministro de los fabricantes de equipos originales, para que pueda convertir los planos en extremos sin defectos a gran escala. Si está listo para acelerar un proyecto, comparta sus especificaciones para...
-

Ventajas de la hojalata revestida de seguridad alimentaria en las industrias mundiales del envasado
La hojalata revestida segura para los alimentos se encuentra en el corazón de la fabricación moderna de latas, protegiendo el sabor, la nutrición y la vida útil, a la vez que simplifica el cumplimiento de las normas más allá de las fronteras. Cuando se evalúan las ventajas de la hojalata con revestimiento de seguridad alimentaria en las industrias mundiales del envasado, en realidad se está evaluando un sistema: base de acero, capa de estaño, pasivado y laca que trabajan juntos para detener la corrosión y la migración sin...
-

Ventajas del uso de hojalata lacada BPA-NI en envases metálicos
Elegir hojalata lacada con BPA-NI puede simplificar las homologaciones, reforzar la integridad del producto y preparar su línea de envasado para el futuro, todo a la vez. En las primeras cien palabras, esto es lo que hay que saber: las ventajas de usar hojalata lacada con BPA-NI en envases metálicos incluyen una fuerte resistencia química en diversas categorías de alimentos y productos domésticos, un sólido rendimiento en retorta y un camino más...