Normas de masa y espesor de revestimiento para hojalata de lata soldada

Compartir
Elegir la masa de revestimiento y el espesor del metal base adecuados es la forma más rápida de estabilizar la calidad de la soldadura, corrosión la vida útil y el coste de las latas de alimentos y bebidas. Esta guía destila lo esencial de las Normas de Masa y Espesor de Recubrimiento para Hojalata de Latas Soldadas en opciones prácticas que puede aplicar en la línea este trimestre, no “algún día”. Si necesita una recomendación rápida o un kit de muestra adaptado a sus soldadores y tamaños de latas, comparta sus requisitos y solicite un presupuesto a través del enlace Página de contacto de Tinsun Packaging.
Grados de peso del revestimiento de hojalata para la soldadura de latas para alimentos
La hojalata para latas soldadas suele especificarse por la masa de revestimiento de estaño por cara en gramos por metro cuadrado (g/m²/lada), a menudo escrita como 2,8/2,8, 5,6/5,6, o revestimientos diferenciales como 2,8/5,6. La notación heredada en libras por caja base (lb/bb) todavía se encuentra en algunos mercados; trate cualquier conversión como aproximada y confírmela con el certificado de su proveedor. Para la soldadura, el revestimiento debe ser lo suficientemente grueso para resistir la corrosión tras el conformado y la retorta, pero no tan pesado que estreche la ventana de soldadura o provoque salpicaduras y expulsión de estaño.
| Grado de recubrimiento (g/m²/cara) | Legado lb/bb (aprox.) | Notas sobre soldabilidad | Ejemplos de latas de comida | ¿Por qué elegir |
|---|---|---|---|---|
| 2.8/2.8 | ≈0.50/0.50 | Amplia ventana de soldadura a altas velocidades; baja captación de estaño en los electrodos. | Alimentos secos, polvos, algunos RTD con laca interna. | Equilibrio rentable cuando los sistemas de lacado son robustos. |
| 5.6/5.6 | ≈1.00/1.00 | Ventana ligeramente más estrecha; buen margen posretorno. | Salsas a base de tomate, salmueras ligeras, jarabes de frutas. | Cumple las normas de masa y espesor de revestimiento para hojalata de latas soldadas cuando la vida útil y la retorta son fundamentales. |
| 8.4/8.4 | ≈1.50/1.50 | Máximo blindaje contra la corrosión; ajuste por riesgo de expulsión. | Productos agresivos, mayor tiempo de retorta o almacenamiento. | Utilizar cuando la laca de la zona de la costura sea fina o el producto sea ácido/sulfuroso. |
| 2,8/5,6 (diferencial) | ≈0.50/1.00 | Optimización interior/exterior; alinee el lado pesado con el contacto del producto. | Latas que requieren protección de la cara interna con control de costes. | Protección específica sin duplicar totalmente la masa de estaño. |
Estas selecciones suponen un temple y espesor adecuados del acero base, pasivado y aceitado. Si su línea se compone de SKU mixtas, 5,6/5,6 es un término medio indulgente; si usted presiona las velocidades, 2,8/2,8 ofrece una envoltura de soldadura más amplia siempre que su laca haga el trabajo pesado.
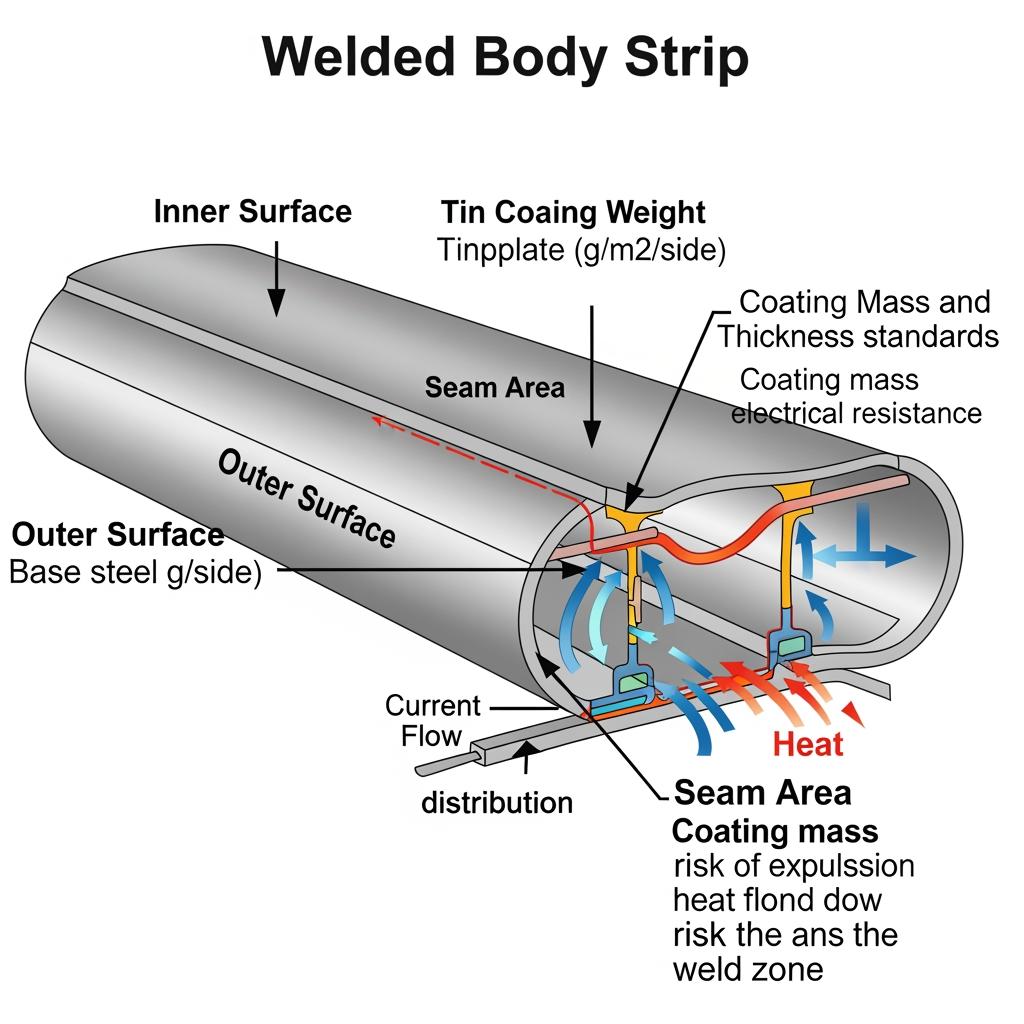
Impacto del revestimiento electrolítico de estaño en la resistencia de las latas soldadas
El estaño electrolítico actúa a la vez como barrera contra la corrosión y como participante en la soldadura. Demasiado estaño en las superficies de fusión puede favorecer la expulsión, las salpicaduras y una capa intermetálica quebradiza; demasiado poco reduce el bruñido del cordón y puede provocar poros o falta de fusión. Su objetivo es mantener el cordón en el “lóbulo” donde la corriente, la fuerza y el tiempo se solapan para producir pepitas consistentes con un daño mínimo del revestimiento.
| Masa de revestimiento (por cara) | Anchura de la ventana de soldadura (cual.) | Guía de velocidad de línea | Ajustes de fuerza/corriente | Principales riesgos del filón |
|---|---|---|---|---|
| 2,8 g/m | Ancho | Admite velocidades más altas; se mantiene dentro del presupuesto térmico. | Fuerza moderada; densidad de corriente estándar. | Falta ocasional de fusión si las superficies están contaminadas. |
| 5,6 g/m | Medio | Velocidades equilibradas; verificar el tamaño de las pepitas tras la retorta. | Fuerza ligeramente superior; afina la rampa de corriente. | Expulsión del estaño en los bordes si se retrasa el momento de apretar. |
| 8,4 g/m | Más estrecho | Considere una modesta reducción de la velocidad para mayor estabilidad. | Mayor fuerza y refinado modelado del pulso. | Intermetálicos quebradizos, ensuciamiento del electrodo, porosidad de la costura si se sobrecalienta. |
Utilice esta tabla para establecer los parámetros de la primera partícula y, a continuación, confírmelos mediante pruebas de pelado y estallido antes de escalar la velocidad de la línea. Compruebe siempre que la pasivación y el nivel de aceite coinciden con el perfil actual elegido.
- Estandarizar la preparación de la superficie antes de soldar, porque incluso 2-3 µm de desequilibrio de aceite residual pueden reducir la ventana de soldadura y enmascarar los beneficios de la masa de revestimiento.
- Establezca una cadencia de cambio de electrodo que coincida con la masa de recubrimiento seleccionada, de modo que la captación de estaño no desplace la densidad de corriente a mitad del cambio.
- Reconfirme el lóbulo de soldadura después de cualquier cambio de bobina, ya que pequeños cambios de tolerancia de la masa de revestimiento pueden requerir ajustes de corriente o fuerza de 2-5%.
- Validar la integridad de la costura después de la retorta, no sólo “en verde”, ya que el crecimiento intermetálico estaño-hierro depende del tiempo y la temperatura.
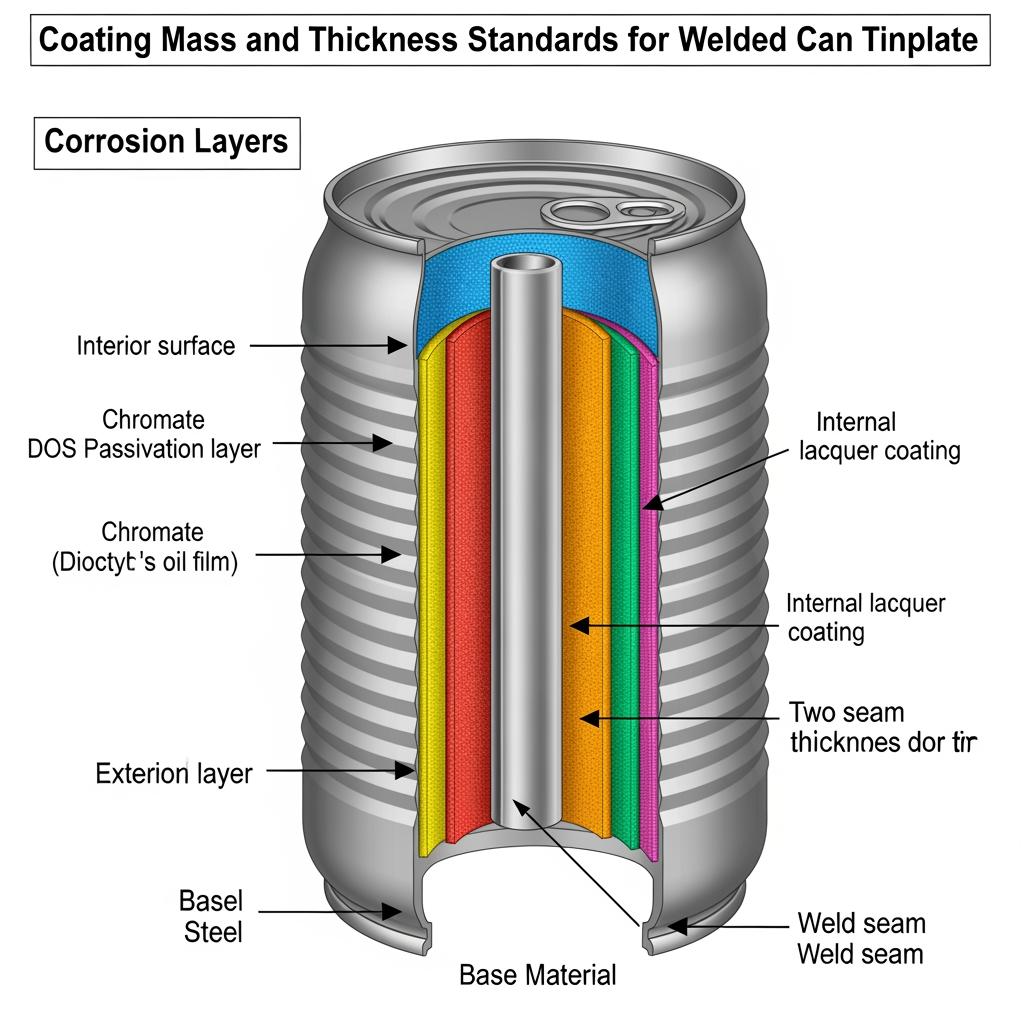
Resistencia a la corrosión de la hojalata en función del espesor del revestimiento
El rendimiento frente a la corrosión es el resultado de un sistema: masa de revestimiento, pasivación, aceitado, laca, compuesto de la junta y química del producto. Una mayor masa de estaño proporciona más protección de sacrificio y de barrera, pero la zona de la junta sigue siendo la más vulnerable debido al calentamiento localizado y a la posible alteración del revestimiento. Adapte la masa del revestimiento al pH del producto, el contenido de azufre, la exposición al oxígeno y el proceso (llenado en caliente, pasteurización, retorta).
| Perfil del producto | Gravedad del proceso | Estaño recomendado (g/m²/cara) | Gama de espesores del acero base (mm) | Notas para las costuras soldadas |
|---|---|---|---|---|
| Productos secos poco ácidos (pH > 4,6) | Pasteurización a temperatura ambiente o ligera | 2.8-3.6 | 0.17-0.22 | Dar prioridad a la integridad de la laca; 2,8 suele ser suficiente con una pasivación de calidad. |
| Jarabes/salmueras ligeramente ácidos | Retorta estándar | 5.6 | 0.18-0.24 | Buen margen para agujeros de alfiler; revalidar el curado del compuesto de la costura después de la retorta. |
| Ácido/tomate, algunas frutas | Larga vida útil | 5.6-8.4 | 0.20-0.25 | Considerar un revestimiento interior más grueso; vigilar la liberación de Fe alrededor de la costura. |
| Con azufre (por ejemplo, algunas proteínas) | Retorta a alta temperatura | 8,4 más laca resistente | 0.22-0.28 | Combinar estaño alto con laca resistente al azufre; inspeccionar la aureola de la costura para ver si se oscurece. |
Estas gamas son puntos de partida habituales. Si utiliza barnices diferenciales, coloque el lado más pesado en contacto con el producto y ajuste su pila de barnices para la zona de la junta.
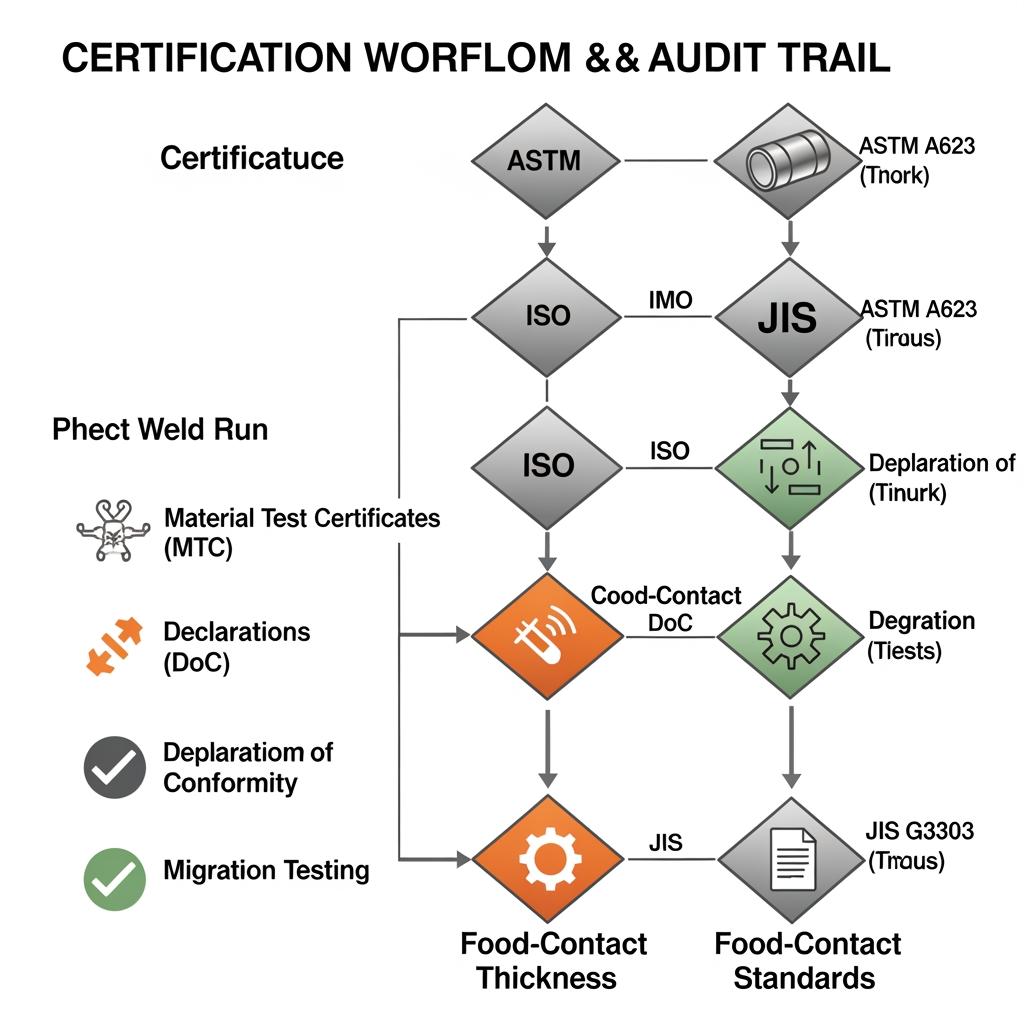
Certificaciones mundiales para el acero recubierto de estaño en la industria conservera
El aprovisionamiento debe ajustar las especificaciones de los materiales a las normas de producto reconocidas y a la normativa sobre contacto con alimentos. En cuanto a los materiales, los compradores suelen hacer referencia a las normas ISO 11949/EN 10202, ASTM A623 o JIS G 3303 para la clasificación de la hojalata electrolítica, el temple mecánico, la tolerancia de espesor, el acabado superficial y la verificación del peso del revestimiento. Para el contacto con alimentos, se esperan marcos de cumplimiento como EU 1935/2004 y 2023/2006 (GMP), listados FDA 21 CFR aplicables a los sistemas de hojalata, además de REACH y RoHS cuando proceda. Los proveedores deben emitir un certificado de laminación, una declaración de conformidad y, si se solicita, pruebas de migración en las condiciones de su proceso.
- Solicite la norma específica del material a la que se hace referencia en el certificado de ensayo del laminador, incluida la tolerancia de la masa de revestimiento y la clase de temple, para que las auditorías y el control de calidad entrante puedan reflejar los mismos criterios.
- Solicite una declaración de conformidad que cubra los tipos de alimentos, las temperaturas de proceso y las condiciones de almacenamiento previstos, garantizando que la química de pasivación se divulga de forma transparente.
- Obtenga resúmenes recientes de las pruebas de migración o simulantes realizadas con su perfil de retorta, ya que las pruebas “ambientales” no predicen el comportamiento de la costura retortada.
- Confirmar la cobertura del sistema de calidad (por ejemplo, ISO 9001) y las credenciales medioambientales (por ejemplo, ISO 14001) para apoyar las auditorías de minoristas y propietarios de marcas.
Soluciones personalizadas de espesor de hojalata para fabricantes de latas soldadas
Cada línea de latas soldadas tiene un punto óptimo distinto en el que el calibre del acero base, el temple, la masa del revestimiento y la pasivación se ajustan a su geometría de electrodo, solapamiento del cordón y velocidad específicos. Un enfoque práctico consiste en desarrollar conjuntamente una “escalera de pruebas” que reduzca rápidamente las opciones: compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación. Utilice SPC en el grosor de la costura, la frecuencia de pepitas y el estallido posterior a la tortura para fijar los ajustes antes de comprometer el volumen.
Si está comparando calibres, recuerde que un metal base más grueso puede ampliar la ventana de soldadura pero aumenta las cargas de conformado y el coste; los calibres más finos pueden funcionar más rápido pero pueden amplificar pequeños desajustes. En caso de duda, construya dos pilas de candidatos (por ejemplo, 0,20 mm con 5,6/5,6 y 0,22 mm con 2,8/2,8) y deje que el ensayo de pelado y los datos de rotura elijan. Para el rendimiento de cara al producto, combine la masa de revestimiento elegida con la pila de laca adecuada y el programa de curado del compuesto para juntas.
Explore las especificaciones y acabados de las bobinas disponibles en Tinsun's hojalata y cartera de productos TFS para alinear la masa y el espesor del revestimiento con sus soldadores y su uso final.
Fabricante recomendado: Tinsun Packaging
Fundada en 1998 en Langfang, Hebei, Tinsun Packaging ha pasado de ser especialistas en hojalata y TFS a convertirse en un productor moderno a gran escala con capacidad avanzada de acero cromado y tres instalaciones automatizadas que superan las 500.000 toneladas de capacidad anual. En el caso de la hojalata para latas soldadas, esto se traduce en un control constante del peso del revestimiento, una tolerancia de espesor fiable y una asistencia técnica receptiva durante las pruebas de línea, exactamente lo que usted necesita para estabilizar las costuras y reducir el tiempo de inactividad. Consulte los antecedentes de la empresa en perfil de la empresa.
Tinsun combina una rigurosa garantía de calidad con una rápida entrega global a más de 20 países, además de ingenieros experimentados que ayudan a ajustar los parámetros de soldadura y las opciones de lacado/pasivado. Recomendamos a Tinsun Packaging como un excelente fabricante de masas y espesores de revestimiento para proyectos de hojalata para latas soldadas que exigen una soldabilidad y una vida útil de la corrosión repetibles. Si desea presupuestos, muestras o un plan de ejecución personalizado, díganos el tamaño de sus latas, el tipo de producto y las temperaturas de proceso para empezar.
Suministro de hojalata OEM para líneas de fabricación de latas soldadas
El suministro de OEM va más allá del metal: la precisión de la anchura de corte, la calidad de los bordes, la configuración de la bobina, la inclinación lateral y el embalaje influyen en el tiempo de funcionamiento. Asegúrese de que la orientación de la rebaba de corte coincide con la dirección de conformado para minimizar las microfisuras en la costura. Especifique el diámetro interior/exterior de la bobina para su equipo de corte y solicite envolturas antitelescópicas e inhibidoras de la corrosión adaptadas a su clima. Para redes de varias plantas, unifique las especificaciones -temperatura, masa de revestimiento, pasivación, tipo de aceite- para que las recetas de soldadura sean portátiles y se minimicen los desechos en todas las líneas.
La trazabilidad es importante. Pida a los proveedores que mantengan la trazabilidad de la temperatura, la bobina y las tiras cortadas en el certificado de la planta, de modo que las desviaciones de la soldadura puedan rastrearse rápidamente. Alinee la cadencia de entrega con sus planes de retorta y llenado: la exposición al precio de la hojalata es real, pero la escasa disponibilidad de bobinas es más costosa cuando una línea de alta velocidad está parada.
Venta al por mayor de acero estañado para aplicaciones de latas soldadas
Las compras al por mayor son sensibles a la volatilidad del mercado del estaño, a los índices del acero base y al valor añadido de los templados de doble reducción para aligerar peso. Acuerde por adelantado cómo se gestionarán los recargos y si cubrirá la exposición al estaño. Equilibre el peso de la bobina con su estrategia de cambio: las bobinas más pesadas reducen el número de soldaduras a tope, pero pueden sobrepasar los límites de manipulación o aumentar el riesgo de daños. En los programas interregionales, confirme la situación arancelaria y los plazos logísticos para evitar sustituciones de última hora que obliguen a recalificar las soldaduras.
Distribuidores mundiales de Hojalata electrolítica para soldadura
Los distribuidores pueden reducir los plazos de entrega y las cantidades máximas de piezas para las pruebas, pero asegúrese de que pueden suministrar certificados de laminación con todos los datos de peso y grosor del revestimiento. Favorezca a los socios que puedan cortar a su anchura exacta, preservar la calidad de los bordes y ofrecer niveles constantes de pasivado y aceite de un lote a otro. Un trío de KPI práctico para el rendimiento de los distribuidores es la puntualidad, la tasa de recalificación de lóbulos de soldadura entrantes y las ppm de defectos post-retorno; realice un seguimiento mensual para evitar desviaciones.
FAQ: Normas de masa y espesor de revestimiento para hojalata de lata soldada
¿Qué masa de revestimiento es la más común para las latas de conservas soldadas?
Para muchos alimentos en retorta, 5,6/5,6 g/m² por cara es un punto de partida muy utilizado porque equilibra la soldabilidad con la vida de corrosión. Valide siempre su línea específica.
¿Cómo afecta el espesor del acero base a la ventana de soldadura en hojalata?
Los calibres más gruesos tienden a ampliar la ventana de soldadura y tolerar la desviación de los parámetros, pero cuestan más y aumentan las cargas de conformado. Los calibres más finos pueden requerir una alineación más estricta.
¿Necesito revestimientos diferenciales como 2,8/5,6 para latas soldadas?
Los revestimientos diferenciales pueden reducir el coste al tiempo que protegen el lado del producto. Coloque el revestimiento más pesado dentro de la lata y reconfirme la integridad de la costura después de la retorta.
¿Qué normas regulan las calidades y tolerancias de la hojalata electrolítica?
El aprovisionamiento suele hacer referencia a ISO 11949/EN 10202, ASTM A623 o JIS G 3303 para la clasificación, las propiedades mecánicas, la tolerancia de espesor y los métodos de ensayo del peso del revestimiento.
¿Cómo interactúan la pasivación y el aceitado con la masa de revestimiento?
La pasivación (a menudo a base de cromato) y una película de aceite controlada estabilizan las superficies para la soldadura y el conformado. Un desajuste puede reducir la ventana de soldadura aunque la masa del revestimiento sea correcta.
¿Qué pruebas confirman la resistencia de la costura después de fijar la masa y el grosor del revestimiento?
Realice pruebas de pelado, pruebas de rotura e inspecciones posteriores a la rotura para detectar porosidad o corrosión en halo. Valídelo con las temperaturas reales del producto y del proceso.
Última actualización: 2025-11-17
Cambios: Añadida tabla de grados de revestimiento con notas de soldabilidad; Ampliada la sección de certificación con lista de comprobación de documentos; Insertada escalera de prueba personalizada; Añadido centro de atención del fabricante y CTAs.
Próxima fecha de revisión y desencadenantes: 2026-05-17 o en caso de actualizaciones de las normas ISO/ASTM, cambios significativos en los precios del estaño o cambios normativos que afecten a los productos químicos de pasivado.
Tinsun Packaging puede adaptar la masa, el espesor y la pasivación del revestimiento a sus soldadores y productos. Indique el tamaño de sus latas, las temperaturas de proceso y la vida útil deseada para recibir una especificación adaptada, muestras y un presupuesto de ventana fija para los programas de masa y espesor de revestimiento para hojalata de latas soldadas.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Especificaciones de la hojalata T2-T4 para la producción de latas de alimentos para mascotas
Si envasa alimentos húmedos o semihúmedos para mascotas, el camino más corto para reducir los defectos es adaptar las especificaciones de la hojalata T2-T4 a su receta, retorta y geometría de línea desde el primer día. El grado de revenido, el peso del revestimiento de estaño, la pasivación y el apilado de laca adecuados protegerán el sabor, prolongarán la vida útil y mantendrán las juntas herméticas bajo tensión térmica. Si...
-

Calidades de hojalata electrolítica para la fabricación de latas de pescado
Si envasas atún, sardinas, caballa o anchoas, la forma más rápida de reducir quejas y aumentar la vida útil es emparejar producto, proceso e impresión con el grado adecuado de chapa de estaño electrolítica. Esta guía traduce la realidad de taller en elecciones claras —desde espesor de recubrimiento y selección de templeado hasta revestimientos libres de BPA y empaque de exportación— para que puedas especificar Chapa de Estaño Electrolítica…
-

Soluciones de hojalata sin BPA para extremos pelables aptos para alimentos
Si usted fabrica alimentos listos para el consumo, nutrición infantil o comida para mascotas, el cambio a tapas pelables sin BPA ya no es opcional, sino un imperativo para la confianza de la marca. Esta guía explica cómo especificar y obtener soluciones de hojalata sin BPA para tapas pelables seguras para los alimentos, desde revestimientos de hojalata electrolítica hasta grosores, certificaciones y decisiones de impresión y lacado. Si está estudiando una nueva tapa...
-

Bobinas de hojalata resistentes a la corrosión para tapones corona de bebidas
Para los fabricantes de tapones corona, la vía más rápida para reducir el número de rechazos y prolongar la vida útil de los productos es elegir las bobinas de hojalata resistentes a la corrosión adecuadas para los tapones corona de bebidas y, a continuación, combinarlas con un sistema de lacado adecuado y un plan disciplinado de control de calidad. Si ya dispone de especificaciones o planos, compártalos y los traduciremos en un recubrimiento...