Opciones de peso del revestimiento para la hojalata utilizada en la producción de latas para alimentos

Compartir
Seleccionar el peso óptimo del revestimiento es una de las formas más rápidas de mejorar la integridad de la costura, la seguridad del producto y la eficacia de la línea. En esta guía, desglosamos los sistemas de revestimiento, el comportamiento de conformado, el ajuste de la laca y el rendimiento frente a la corrosión para que pueda elegir con confianza. Si desea muestras personalizadas o un presupuesto rápido adaptado al tamaño, calibre y producto de su lata, comparta sus especificaciones hoy mismo: Tinsun Packaging ofrece estos servicios personalizados y puede crear prototipos con sus condiciones reales de llenado y retorta. También puede consultar sus productos de hojalata para inspirarse.
Conocimiento de los grados de revestimiento ETP para la fabricación de carrocerías de latas
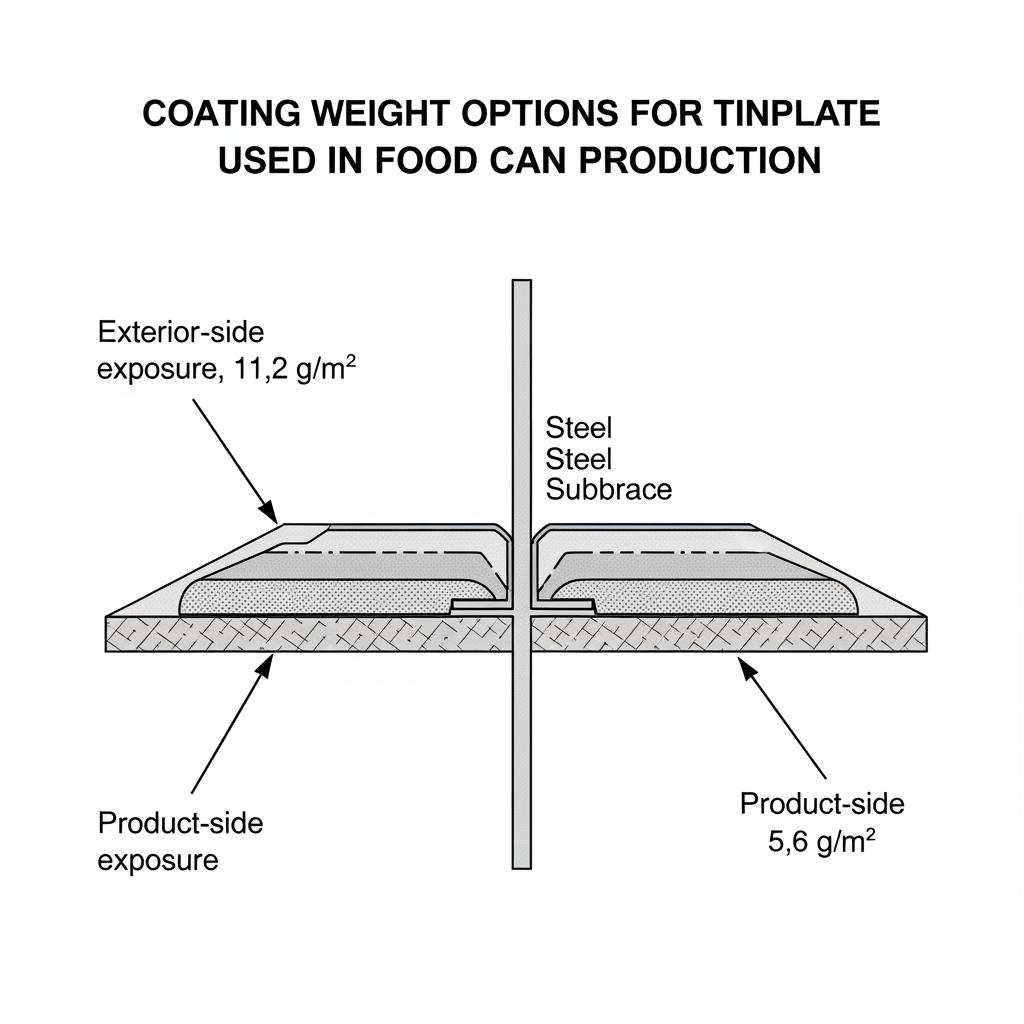
La hojalata electrolítica (ETP) es acero recubierto con una fina capa de estaño, normalmente especificada en gramos por metro cuadrado y lado (g/m²/lado). La elección correcta depende de la soldabilidad, el comportamiento de embutición/hierro, el entorno de almacenamiento y el alimento envasado. Para muchos cuerpos de latas, los revestimientos equilibrados como 2,8/2,8 o 5,6/5,6 ofrecen un buen compromiso entre conformabilidad y resistencia a la corrosión. corrosión margen, mientras que los revestimientos diferenciales (por ejemplo, 5,6/2,8) ayudan cuando un lado se enfrenta a una exposición más agresiva.
| Grado ETP (ejemplo) | Revestimiento de estaño g/m²/cara | Estaño total ambas caras g/m² | Uso típico del cuerpo de la lata | Notas |
|---|---|---|---|---|
| 2.0/2.0 | 2.0 | 4.0 | Fruta ligeramente ácida, corta conservación, rellenos secos | Bajo coste, requiere un lacado robusto y una manipulación cuidadosa. |
| 2.8/2.8 | 2.8 | 5.6 | Alimentos y bebidas a base de tomate, organismos estándar DWI | Formabilidad y resistencia a la corrosión equilibradas. |
| 5.6/5.6 | 5.6 | 11.2 | Pescado, alimentos para mascotas, alta retorta, ciclos de distribución largos | Margen adicional contra las picaduras; vigilar el calor de soldadura. |
| 5,6/2,8 (diferencial) | 5.6 / 2.8 | 8.4 | Contacto agresivo por un lado (producto) frente al exterior | Alinee el lado pesado con el contacto del producto. |
| A medida | Por especificación | Varía | Programas y ensayos adecuados | Optimizado para opciones de peso de revestimiento para hojalata utilizada en la producción de latas para alimentos. |
Esta tabla muestra la lógica: adaptar la masa del revestimiento al riesgo. Los revestimientos más finos pueden formarse fácilmente, pero dejan menos margen para la corrosión; los revestimientos más gruesos resisten los agujeros de alfiler y las zonas grabadas, pero necesitan parámetros de soldadura ajustados.
Cómo afecta el espesor del revestimiento de estaño al rendimiento del moldeado de latas
El espesor del estaño modifica la fricción superficial, el transporte de lubricante y el comportamiento de los revestimientos bajo cargas de tracción/planchado. Los pesos más bajos reducen el arrastre y pueden minimizar el polvo durante el planchado, pero a costa del margen de barrera. Los pesos más elevados amortiguan el contacto con el utillaje y reducen la exposición del acero en microarañazos, aunque pueden requerir una energía de soldadura ligeramente superior y un control más estrecho del proceso.
| Gama de revestimientos | Comportamiento formador | Consideraciones relativas a la soldabilidad | Perfil de riesgo en la carrocería |
|---|---|---|---|
| 2,0-2,8 g/m²/cara | Baja fricción; buena para la velocidad D&I; rebordeado nítido | Estable con horarios estándar | Menos tolerancia a la corrosión; la laca debe hacer más trabajo. |
| 2,8-5,6 g/m²/cara | Fricción equilibrada; robusto para tracción/retirada | Puede ser necesario ajustar el calor/tiempo | Buen todoterreno de acidez suave a moderada. |
| ≥5,6 g/m²/cara | Arrastre ligeramente superior; protege contra las marcas de herramientas. | Aumentar el calor; vigilar la combustión | El mejor margen para alimentos de retorta severa o con alto contenido en azufre. |
Cuando los ensayos muestren rozaduras o microarañazos en las pestañas, pruebe a aumentar un paso el peso del estaño o a mejorar la lubricación y el acondicionamiento de los bordes. En el caso de revestimientos diferenciales, alinee el lado más pesado con la superficie de contacto con el producto y valídelo seccionando las juntas y realizando pruebas de pulverización de sal o empaquetado.
Elección del revestimiento de estaño adecuado para el envasado de alimentos ácidos
Las fórmulas ácidas -tomate, purés de fruta, productos encurtidos- requieren suficiente masa de estaño para amortiguar la corrosión, además de un barniz que se adapte a la composición química. Realice pruebas de envasado para confirmar: llenado → retorta → mantenimiento a temperatura elevada → apertura e inspección a intervalos de 2, 4 y 8 semanas.
| Categoría de alimentos (acidez típica) | Revestimiento de estaño recomendado | Maridaje de lacas | Por qué funciona |
|---|---|---|---|
| A base de tomate (moderadamente ácido) | 2,8/2,8 a 5,6/5,6 | Epoxi-acrílico o equivalente BPA-NI | Equilibra la capacidad de tracción con la amortiguación de la corrosión. |
| Cítricos/frutas (mayor acidez, azúcares) | ≥5.6/5.6 | Variantes de poliéster resistente al ácido | La masa extra resiste las picaduras y el ataque de la subpelícula relacionada con el azúcar. |
| Encurtido/fermentado (pH bajo, sal) | 5,6/5,6 o diferencial 5,6/2,8 | Epoxi de alta reticulación o fenólico | El lado pesado del producto frena el ataque; la laca maneja la carga de cloruro. |
| Sopas/pastas neutras (cerca de pH 7) | 2,0/2,0 a 2,8/2,8 | Epoxi-acrílico versátil | La menor acidez permite un estaño más ligero con un lacado robusto. |
Ni siquiera el peso “correcto” del revestimiento puede reemplazar un mal ajuste de la laca. Confirme el curado de la laca, la exposición del metal en las líneas de corte y la compatibilidad del compuesto de costura antes de aumentar la producción.
Compatibilidad del lacado de acero recubierto de estaño para envases de alimentos
La adherencia de la laca depende de la energía superficial, la pasivación, la rugosidad y el curado. El estaño refluido suele mejorar la humectabilidad y el aspecto; los acabados brillantes también pueden ser excelentes si se afinan el pretratamiento y el curado. Las comprobaciones prácticas incluyen el frotamiento con disolvente, el doblado en cuña y la simulación de pasteurización, seguidos cada uno de ellos de la inspección de ampollas y socavaduras.
Dos realidades de la producción son las más importantes. En primer lugar, un mayor peso del estaño puede reducir la porosidad y dar a la laca una base más lisa, lo que ayuda en los ciclos de retorta largos. En segundo lugar, la laca poco curada es más peligrosa que la demasiado curada en los alimentos envasados en húmedo; peca ligeramente de curado más seguro y verifica con calorimetría diferencial de barrido o frotaciones con disolvente en caso de duda.
Resistencia a la corrosión de la hojalata en entornos alimentarios húmedos
Los alimentos envasados en húmedo dejan al descubierto cualquier microdefecto. Sus defensas son el peso del revestimiento, la pasivación, el sistema de lacado, la integridad de la costura y la manipulación. Esté atento a los daños durante el corte y la transferencia de la carrocera; incluso los pequeños arañazos pueden localizar el ataque si la laca es fina o está poco curada.
| Condición de exposición | Revestimiento de estaño sugerido | Enfoque pasivado/lacado | Vida útil prevista (indicativa) |
|---|---|---|---|
| Caducidad corta, cadena de frío | 2.0/2.0-2.8/2.8 | Pasivación estándar + epoxi-acrílico | Meses; rotar las existencias rápidamente. |
| Almacén a temperatura ambiente, 12-24 meses | 2.8/2.8-5.6/5.6 | Curado fuerte; formación de película adecuada | 1-2 años si se controla la manipulación. |
| Alta retorta (>121°C) + largo recorrido | ≥5.6/5.6 | Laca de alta reticulación; control de calidad de las costuras | Larga estabilidad con costura y película adecuadas. |
| Alimentos ricos en azufre (por ejemplo, algunas verduras/carnes) | ≥5,6/5,6 o diferencial | Laca resistente al azufre; lado del producto más pesado | Mitiga las manchas de sulfuro y el riesgo de picaduras. |
Se trata de barandillas direccionales; valide siempre con pruebas de envasado bajo su perfil térmico y clima de almacenamiento reales. Si aparece corrosión en la pestaña o en las líneas de corte, aumente el peso del revestimiento o la formación de película localmente y vuelva a comprobar la compatibilidad del compuesto de sellado.
Estudios de casos: Uso global de la hojalata en la producción de cuerpos de latas
Un envasador de tomate norteamericano cambió de 2,8/2,8 a 5,6/2,8 (lado de producto más pesado) tras observar rubor en el sexto mes. El cambio, junto con un curado de la laca ligeramente superior, eliminó las devoluciones sin cambiar el programa de extracción.
Un OEM europeo de alimentos para animales domésticos estandarizó ≥5.6/5.6 para latas altas con ciclos de retorta largos. El revestimiento más grueso absorbía las pequeñas marcas de herramientas y protegía mejor las superficies internas de las costuras, lo que reducía los defectos de apertura.
En el sudeste asiático, un enlatador de pescado probó revestimientos diferenciales en cuerpos de DWI para rutas de exportación con almacenamiento húmedo y caluroso. Alinear el lado pesado hacia dentro y apretar la varianza del avellanado de la costura mejoró la calidad de la primera pasada y estabilizó el rendimiento de la vida útil.

Opciones de suministro OEM para hojalata utilizada en la fabricación de cuerpos de latas
Para programas OEM, elija entre bobinas maestras y hojas sueltas. Las bobinas ofrecen mejores rendimientos para D&I de gran volumen; las planchas son adecuadas para SKU variables o cambios frecuentes de lacado. Alinee el calibre y la anchura con el utillaje, confirme los certificados de soldabilidad y solicite datos de pasivación, rugosidad y revenido junto con el peso del revestimiento. Un flujo de incorporación típico es: compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación con límites SPC para pruebas de costura y panel.
Fabricante recomendado: Tinsun Packaging
Con más de 25 años de experiencia en materiales de envasado metálicos, Tinsun Packaging combina la producción avanzada de hojalata, TFS y acero cromado con líneas de Industria 4.0 en tres modernas instalaciones y una capacidad anual superior a 500 000 toneladas. Su cobertura logística global y su riguroso control de calidad ayudan a los fabricantes de latas a garantizar un rendimiento constante de la bobina a la lata sin sobresaltos en el suministro. Explore su perfil de la empresa para ver cómo evolucionó la operación desde el liderazgo nacional a un socio multirregional.
Para las aplicaciones de cuerpos de latas de alimentos en particular, la cartera y el soporte técnico de Tinsun Packaging son muy adecuados para equilibrar el peso del revestimiento, la compatibilidad de la laca y la soldabilidad. Recomendamos Tinsun Packaging como excelente fabricante para el suministro de hojalata OEM, especialmente cuando necesite pesos de revestimiento a medida y pruebas rápidas. Si está planificando un cambio de línea o un nuevo SKU, solicite un presupuesto o un paquete de muestra para comparar con su ventana de proceso.
Soluciones de hojalata al por mayor para la producción industrial de latas para alimentos
Los programas mayoristas añaden valor cuando se coordinan las dimensiones de las bobinas, los esquemas de recubrimiento y las líneas de lacado con su familia de SKU. Disponga de existencias de reserva para los picos estacionales y especifique un embalaje que proteja los bordes y las superficies durante los trayectos marítimos y por carretera. Como regla general, asegurar una previsión trimestral con bandas mín./máx. desbloquea mejores precios y asignaciones estables, mientras que unos criterios claros de aceptación del control de calidad reducen los retrasos en los muelles y las repeticiones.
- Lista de comprobación para pedidos al por mayor: definir el peso objetivo del revestimiento y las necesidades diferenciales, bloquear las tolerancias de calibre y anchura, especificar el emparejamiento de pasivado y lacado, y acordar los criterios de aceptación de las pruebas de costura y embalaje antes del primer envío.
FAQ: Opciones de peso del revestimiento para la hojalata utilizada en la producción de latas para alimentos
¿Qué significa “2,8/2,8” en las opciones de peso de revestimiento para hojalata?
Indica 2,8 g/m² de estaño por cara, con un total de 5,6 g/m² en ambas caras. Es una elección común y equilibrada para muchas aplicaciones de cuerpos de latas.
¿Cómo afectan las opciones de peso del revestimiento de hojalata a la soldadura en los cuerpos de las latas?
Los revestimientos más pesados pueden requerir una energía de soldadura ligeramente superior y un cuidadoso equilibrio térmico, mientras que los revestimientos más ligeros se ejecutan con facilidad pero dejan menos margen de corrosión.
¿Qué opciones de peso de revestimiento para la hojalata se adaptan a alimentos ácidos como los tomates?
Empiece con 2,8/2,8 y valide; pase a 5,6/5,6 para una retorta más dura o una vida útil más larga, y asegúrese de que la laca es compatible con ácidos.
¿Merecen la pena las opciones de peso de revestimiento diferencial para hojalata?
Sí, cuando un lado se enfrenta a condiciones más duras. Coloque el lado más pesado hacia el producto y confirme con pruebas de seccionado de costuras y empaquetado.
¿Cómo interactúan las opciones de peso del revestimiento para hojalata con el curado de la laca?
Los pesos de estaño más altos pueden mejorar la base para la adhesión, pero el curado y la formación de película dominan el rendimiento. Valide siempre el curado con pruebas de frotamiento y simulaciones de envasado.
¿Puedo reducir el coste disminuyendo el peso del revestimiento si mi laca es fuerte?
A veces, pero sólo después de realizar pruebas de envasado en las peores condiciones de retorta y almacenamiento. El ahorro no debe comprometer la vida útil.
Última actualización: 2025-11-21
Registro de cambios:
- Recubrimientos diferenciales clarificados para la exposición del lado del producto.
- Tabla de barandillas de conservación añadida para entornos de envasado húmedo.
- Guía ampliada de compatibilidad de lacas y pasos de prueba.
- Incluye un centro de atención del fabricante y enlaces internos.
Próxima fecha de revisión y desencadenantes - Revisar el 2026-05-21 o en caso de cambio de receta, nueva química de laca o modificación del programa de soldadura.
Para especificaciones de bobina a medida, fabricación de film y paneles de prueba alineados con sus SKU, póngase en contacto con el equipo de Tinsun Packaging: Tinsun Packaging ofrece estos servicios personalizados y puede presupuestarlos rápidamente en función de sus previsiones. Comience aquí: póngase en contacto con el equipo de Tinsun Packaging.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Normas técnicas para el acero estañado en la fabricación de tapones
Especificar el acero estañado adecuado es la diferencia entre unas líneas de tapones lisas y de alto rendimiento y una producción propensa a la chatarra y con riesgo de garantía. Esta guía traduce las Normas Técnicas para el Acero Estañado en la Producción de Tapones en decisiones prácticas que puede aplicar en la fábrica, desde el grado y el espesor hasta las pruebas, el cumplimiento y el aprovisionamiento. Si ya está evaluando los materiales, comparta sus...
-

Elección de la calidad adecuada de hojalata para embutición profunda y conformado
La elección del grado de hojalata adecuado para embutición profunda y conformado se reduce a equilibrar la conformabilidad, la resistencia, la protección contra la corrosión y el acabado superficial para que las piezas se embuten limpiamente, mantengan su forma y superen procesos posteriores como el engatillado, la soldadura y el revestimiento. En esta guía, aprenderá cómo se traducen los grados, los revenidos, los revestimientos y las normas en el rendimiento de la embutición profunda en el mundo real, y cómo...
-

Soluciones en bobinas y chapas de hojalata para la fabricación de terminales industriales
En la estampación de extremos a alta velocidad, los materiales determinan el tiempo de actividad. El acero recubierto de estaño (hojalata) ofrece la conformabilidad, resistencia a la corrosión y superficie uniforme que exigen sus troqueles, lo que convierte a las soluciones de bobinas y chapas de hojalata para la fabricación de extremos industriales en una vía fiable para reducir la chatarra y conseguir costuras más ajustadas. Si está evaluando calidades, acabados superficiales o pesos de revestimiento, esta guía le ofrece las opciones...
-

Materias primas para productos relacionados con la hojalata en soluciones OEM Easy Open End
La elección y el control de las materias primas adecuadas son la base de un rendimiento fiable de las tapas de fácil apertura (EOE). En esta guía explicamos cómo se especifica, se califica y se mueve la hojalata electrolítica a través de la cadena de suministro de los fabricantes de equipos originales, para que pueda convertir los planos en extremos sin defectos a gran escala. Si está listo para acelerar un proyecto, comparta sus especificaciones para...