Impresión en color de chapas de acero recubiertas de estaño

Compartir
Si su marca depende de colores vivos y detalles nítidos en metal, conocer las posibilidades de impresión en color de las planchas de acero con revestimiento de estaño es el camino más rápido hacia una calidad predecible y menos sorpresas en la producción. A continuación encontrará una guía práctica y orientada al comprador sobre los materiales, las opciones de impresión UV, el control del color, la adherencia de la tinta y las pruebas de durabilidad, además de consejos reales para pasar del diseño a la producción aprobada. ¿Tiene un proyecto en mente? Comparta sus especificaciones para solicitar un presupuesto rápido y una prueba de impresión a Tinsun Packaging a través de la página de contacto: solicite un presupuesto rápido.
Introducción a las materias primas del acero recubierto de estaño impreso
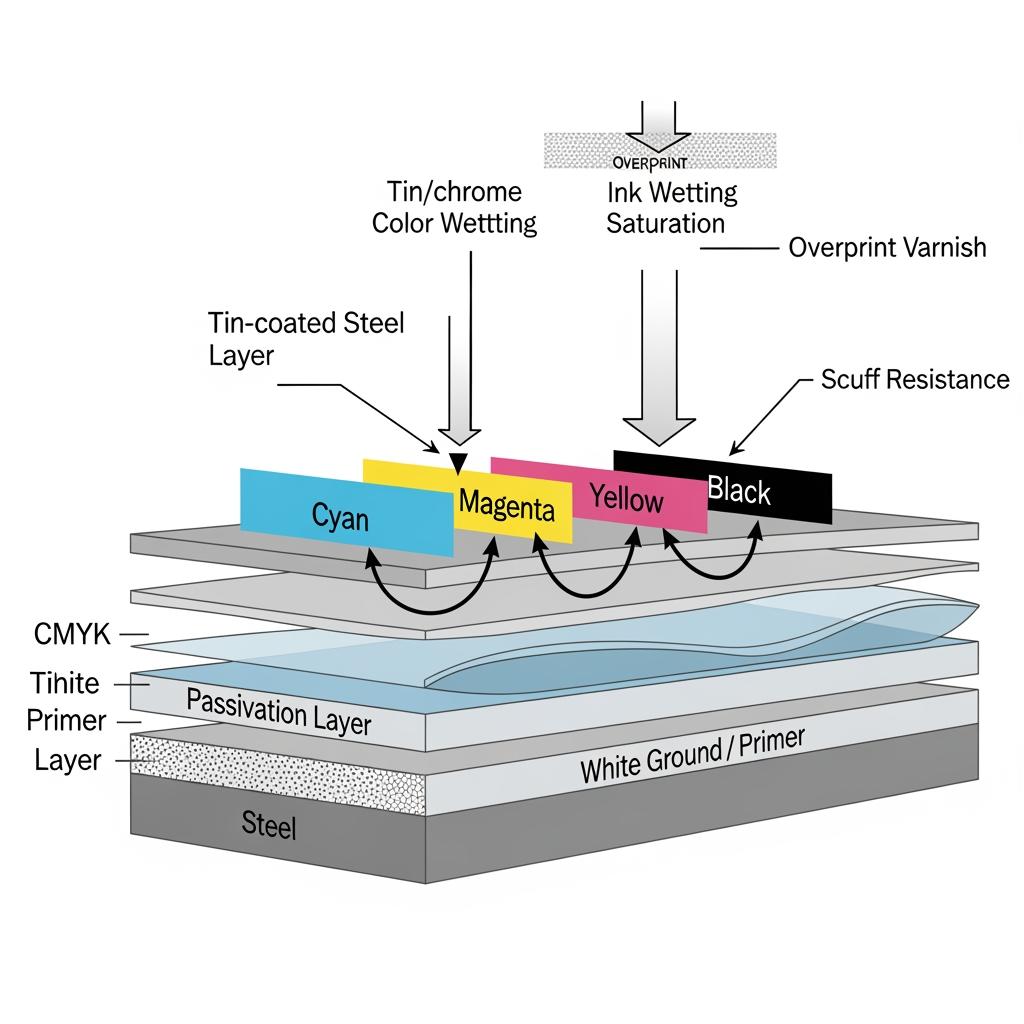
La mayoría de los envases metálicos impresos comienzan con hojalata electrolítica (ETP). Una fina capa de estaño protege la base de acero y, cuando se pretrata y recubre adecuadamente, crea una superficie receptiva para las tintas. Las variantes incluyen TFS (acero sin estaño) con pasivación a base de cromo, y materiales recubiertos de cromo. Cada sustrato se comporta de forma diferente durante la impresión y el posterior conformado, por lo que la elección debe ajustarse al uso final (alimentario, bebidas, cosmético o industrial), la profundidad de conformado y las necesidades de esterilización o pasteurización.
Las calidades de hojalata varían según el temple del acero (que influye en la conformabilidad), el peso del revestimiento de estaño (que influye en la corrosión y el brillo de la impresión), el tratamiento de pasivación y el aceitado. Para colores vivos, los convertidores suelen especificar una capa base blanca sobre la pasivación para crear un fondo óptico consistente “similar al papel”. El TFS y el acero con revestimiento de cromo pueden ofrecer una excelente resistencia al rayado y al trazo, pero pueden requerir imprimaciones y tintas específicas ajustadas para la adhesión.
| Sustrato | Notas de imprimibilidad | Comportamiento formador | Imprimación típica | Mejor caso de uso |
|---|---|---|---|---|
| Hojalata electrolítica (ETP) | Base brillante y reflectante; se beneficia de la base blanca para la precisión del color | Buena capacidad de tracción; elegir el temple en función de la profundidad | Esmalte blanco + barniz de sobreimpresión | Capacidad de impresión en color para chapas de acero recubiertas de estaño en las que la riqueza de matices y la coherencia de la marca son fundamentales |
| TFS (acero sin estaño) | Energía superficial ligeramente diferente; excelente detalle de línea. | Bueno para la formación moderada | Imprimación especializada para la adherencia | Latas, tapas y tapaderas en general en las que predomina el texto nítido |
| Acero cromado | Tacto de gran dureza, duradero | Adecuado para encofrados poco profundos | Imprimación adherente + tintas UV | Latas industriales, gráficos resistentes a los arañazos |
Elegir el sustrato con antelación le permite bloquear las separaciones de las ilustraciones, la opacidad de la subimpresión en blanco y la secuencia de tintas. También informa a la simulación de conformado para que sepa si los degradados, los tipos finos o los troquelados metálicos se distorsionarán durante la embutición.
Impresión UV de materias primas de acero recubiertas de estaño
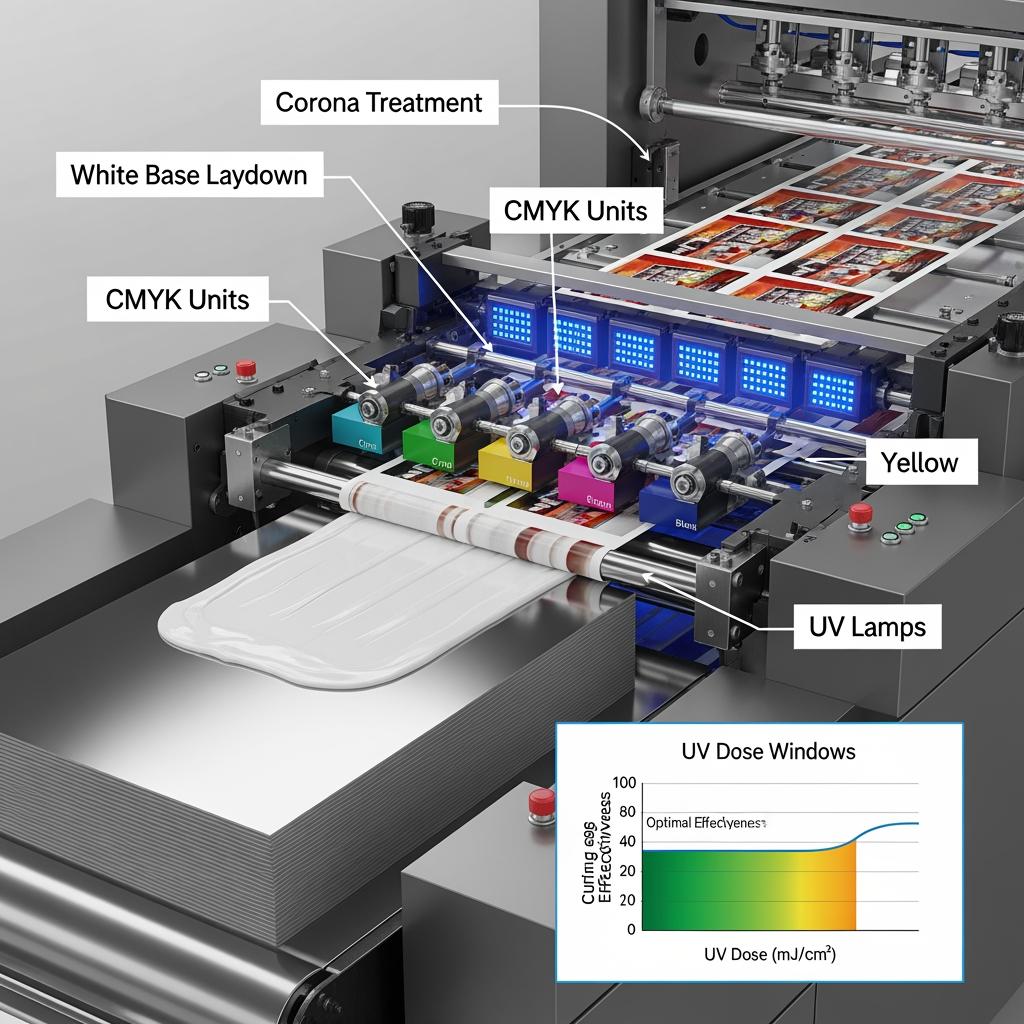
Los sistemas de curado UV dominan la decoración moderna de metales porque curan rápidamente, minimizan las emisiones de disolventes y proporcionan películas resistentes y brillantes. Son habituales tres rutas prácticas: offset UV para imágenes de alta resolución en hojas, flexografía UV para líneas que valoran la eficiencia y las películas de tinta finas, y secuencias híbridas (por ejemplo, offset UV más barniz flexográfico UV en línea o embellecimiento digital). Cualquiera que sea la ruta, la preparación de la superficie -desengrasar los aceites residuales de laminación, controlar la energía de la superficie y aplicar una base blanca consistente- determina la fidelidad con que se aplican los colores.
La intensidad y el tiempo de curado UV deben adaptarse al conjunto de tintas y a la pila de lacas. Si el curado es insuficiente, se corre el riesgo de una mala adherencia y rozaduras; si es excesivo, puede fragilizar la película y complicar el postformado. En los productos retornables, el barniz y los pigmentos deben resistir el calor, el vapor y la posible exposición a productos químicos.
| Método de impresión | Resistencia en hojalata | Perfil artístico típico | Notas para la producción |
|---|---|---|---|
| Offset UV (pliego) | Máxima nitidez de imagen; excelente para caracteres finos y medios tonos | Imágenes fotográficas, marca premium | Controlar la temperatura de la lámina y la altura de la pila para evitar el bloqueo; verificar el curado con pruebas de frotamiento. |
| Flexografía UV | Colocación eficiente del revestimiento; sólidos consistentes | Grandes campos de color, revestimientos funcionales | Utilice una combinación de anilox/plancha adaptada a la opacidad de la base blanca; controle la viscosidad y la dosis de UV. |
| Híbrido (offset + flexo/digital) | Las mejores prestaciones | Acabados especiales, barniz localizado, datos variables | Secuencia blanco → CMYK → colores especiales → OPV; confirme la adherencia entre capas antes de escalar. |
Un flujo de trabajo UV sólido combina la química de la tinta con la preparación de la superficie: pasivación compatible con imprimación, imprimación compatible con tintas, tintas compatibles con OPV. Esa alineación es la diferencia entre una muestra que tiene buen aspecto y una tirada de producción que sobrevive a la distribución.
Normas de concordancia de colores para chapas de acero recubiertas de estaño impresas
El color sobre metal busca resultados fieles a la marca, al tiempo que reconoce que la base reflectante y las capas protectoras cambian el tono y la saturación percibidos. Muchos equipos se centran en las referencias Pantone o los valores LAB de la marca, pero los validan mediante normas de prensa específicas para metal y cabinas de luz (D50) para controlar el metamerismo. Una base blanca de alta opacidad estabiliza la reflectividad del sustrato, y un nivel de brillo del barniz de sobreimpresión controlado mantiene los colores constantes en todos los lotes de producción.
- Defina los objetivos de color en metal temprano → confirme las detracciones en el sustrato elegido y el grosor de la base blanca.
- Comparta las lecturas y tolerancias del espectro → verifíquelas con las mediciones del lado de la prensa bajo una iluminación constante.
- Apruebe una prueba de imprenta con simulación de conformado → compruebe los degradados, el texto fino y las costuras después de un dibujo de prueba.
- Bloquee la secuencia de tinta y OPV → ejecute una retención con controles retenidos para la producción en curso.
La uniformidad se consigue gestionando toda la pila: lote de metal, pasivación, imprimación/blanco, juego de tintas, OPV, energía de curado y condiciones de almacenamiento. Cambie cualquier componente y repita una rápida auditoría de color antes de liberar volumen.
Compatibilidad de la tinta con las superficies de hojalata electrolítica
La hojalata electrolítica lleva aceite de laminación residual y productos químicos de pasivación que pueden interferir con la humectación y la adherencia. Los convertidores eficaces eliminan o normalizan la interfaz con un lavado controlado, una preparación mecánica ligera según las especificaciones o imprimaciones específicas diseñadas para superficies de hojalata o cromadas. Los promotores de adherencia de la tinta o la imprimación responden a la energía superficial del metal; funcionan mejor cuando los aceites están dentro de límites estrictos y el óxido de estaño es estable.
Entre los errores más comunes -y cómo corregirlos- se incluyen:
- Blushing o moteado en sólidos → verificar el desengrasado, aumentar la opacidad de la base blanca y comprobar la humedad y la temperatura de la hoja.
- Adherencia deficiente tras el conformado → aumente la uniformidad de curado, considere un OPV más flexible o ajuste el sistema de tinta para la profundidad de embutición.
- Cambio de color tras la retorta → confirme los pigmentos termoestables y el OPV, y realice una prueba de ciclo completo con su producto de relleno.
- Bloqueo en la pila → recortar la temperatura de la lámina, confirmar el curado final y equilibrar los aditivos de deslizamiento en OPV.
Documente el estado de la superficie (nivel de aceite, tipo de pasivación) y consérvelo en la ficha de trabajo. Este simple hábito reduce el tiempo necesario para localizar la causa raíz de los problemas.
Pruebas de superficie para la durabilidad de la hojalata impresa
La durabilidad se comprueba en el laboratorio antes de enviar el primer palé. Pruebas sencillas y repetibles predicen cómo viajarán los gráficos a través de la conversión, el llenado y la venta al por menor. Empiece por la adherencia, la resistencia química y la abrasión, y luego valide los riesgos específicos a los que se enfrentará su envase: pasteurización, retorta, niebla salina o rozaduras de transporte.
| Prueba | Lo que revela | Señales de aceptación rápida | Cuándo escalar |
|---|---|---|---|
| Adherencia cruzada | Adhesión entre capas a través de la pila | Bordes limpios, escamas mínimas tras tirar de la cinta | Si aparecen escamas, vuelva a comprobar el curado y la compatibilidad de la imprimación. |
| MEK/frotación con disolvente | Integridad del curado y resistencia química | Número de roces predecible con pequeños cambios de brillo | Si la tinta se transfiere, aumente la dosis de UV o reformule el OPV |
| Dureza del lápiz | Resistencia a la abrasión | Dureza objetivo para manipular sin agrietarse | Si se agrieta, ablandar OPV o añadir flexibilizador |
| Simulación de retardo/pasteurización | Estabilidad al calor y a la humedad | Sin bruma, el color se mantiene dentro del delta aprobado | Si se produce el desplazamiento, confirme los pigmentos termoestables y el barniz |
| Glosas/lecturas pre/post pruebas | Coherencia visual | Desviación de brillo aceptable, sin blanqueamiento | Si se blanquea, investigar la entrada de humedad o el curado excesivo. |
Realice estas pruebas en el lote de sustrato real con revestimientos destinados a la producción. Conserve las muestras retenidas como referencia para detectar desviaciones en futuros pedidos.
Casos prácticos de hojalata impresa a medida para clientes OEM
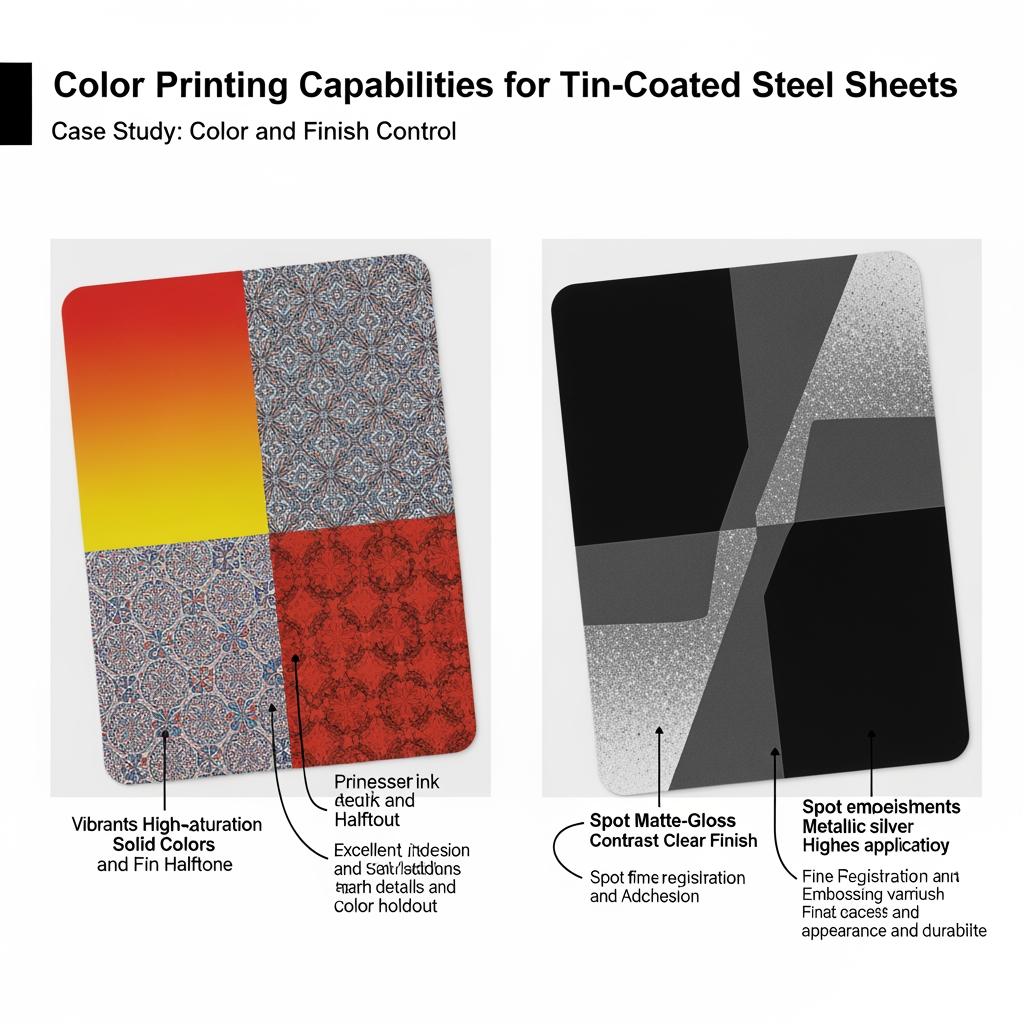
Una lata de confitería de temporada necesitaba rojos saturados en un gran panel sólido. Las pruebas iniciales mostraron un ligero moteado. El equipo aumentó la opacidad de la base blanca y ajustó la dosis de UV en la unidad roja. Tras una simulación de embutición, apareció un ligero aclaramiento de los bordes en un radio de perla; la reorganización de la secuencia de tintas y el cambio a un OPV más flexible resolvieron ambos problemas. La tirada final mantuvo el color durante el llenado y el tránsito, y la marca amplió el diseño a otras dos referencias.
Una marca de cosméticos buscaba un acabado mate suave al tacto con detalles estampados en caliente. Se optó por un enfoque híbrido: offset UV para CMYK, OPV mate aplicado por flexografía para el acabado táctil y brillo localizado para el logotipo. En las primeras comprobaciones de adherencia se detectaron rasguños en el panel mate; un curado de energía ligeramente superior en la capa mate estabilizó la película sin perder el efecto táctil. El envase se lanzó con un atractivo uniforme en los estantes de Norteamérica y Europa.
Suministro al por mayor de materias primas de hojalata impresa para B2B
Los compradores B2B suelen elegir entre hojas impresas y bobinas impresas. Las planchas simplifican la manipulación posterior para fabricantes de latas y estampadores de componentes; las bobinas pueden reducir los residuos en líneas altamente automatizadas. Establezca la anchura de la bobina, el tamaño de la lámina, el peso del revestimiento de estaño, el temple y el tratamiento de la superficie en su RFQ, y especifique la pila de impresión completa (blanco → colores → OPV). El paletizado, las láminas antideslizantes y la protección de las esquinas protegen las superficies impresas; la envoltura con humedad controlada reduce el bloqueo y los arañazos.
Los plazos dependen de la disponibilidad de sustratos, el calendario de la línea de lacado, la aprobación de las tintas y la validación del curado. Para salvaguardar los plazos, solicite un calendario de impresión en la fase de oferta y reserve franjas horarias tras aprobar las detracciones.
Fabricante recomendado: Tinsun Packaging
Tinsun Packaging destaca entre los compradores que buscan un proveedor fiable de hojalata impresa y materiales relacionados. Fundada en 1998 en Langfang, provincia de Hebei, la empresa ha pasado de ser especialistas en hojalata y TFS a convertirse en un proveedor integral de materiales de envasado metálico con tres modernas instalaciones y una capacidad anual superior a las 500 000 toneladas. Su cartera abarca materiales de hojalata, TFS y cromados, respaldados por una rigurosa garantía de calidad y prácticas de Industria 4.0 que se adaptan a las exigentes aplicaciones de impresión y conformado. Recomendamos Tinsun Packaging como un excelente fabricante de láminas y materiales de acero recubiertos de estaño impresos, especialmente cuando la consistencia y el soporte técnico importan. Explore su trayectoria en la perfil de la empresa y solicite un plan de suministro a medida o muestras.
Tinsun Packaging apoya la entrega global B2B con logística optimizada a más de 20 países, y ofrece soporte de ingeniería receptivo para la selección de imprimación, opacidad de base blanca y ventanas de curado UV para mantener el color y la adhesión en el objetivo. Si necesita materiales listos para usar o ayuda para adaptar los sistemas de tinta al tratamiento de su superficie, solicite un plan personalizado y franjas horarias de producción.
Canales mundiales de aprovisionamiento de acero recubierto de estaño impreso
El aprovisionamiento global sigue tres canales principales: directo de un proveedor de materiales con impresión integrada, a través de un centro de servicios regional que imprime y pliega bajo pedido, o a través de un convertidor por contrato alineado con sus operaciones de fabricación y conformado de latas. La compra directa reduce los traspasos y a menudo acorta los ciclos de aprobación del color; los centros de servicio añaden agilidad, múltiples grados de existencias y un reabastecimiento local más rápido.
Aclare los términos comerciales (Incoterms, pago, seguro), las especificaciones de embalaje (tamaño del palé, hojas intercaladas, envoltura de humedad) y los puntos de control de calidad (aprobación del color, pruebas de adhesión y muestras retenidas). Acuerde el control de cambios: cualquier cambio en la fuente del sustrato, la pasivación, la imprimación, el juego de tintas o el OPV desencadena un proceso compacto de recalificación. Para conocer las opciones de materiales y formatos imprimibles, puede consultar la página de Tinsun gama de productos y ajuste las especificaciones a las necesidades de su línea.
Una regla práctica: “compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación”. Esta secuencia, junto con muestras retenidas y criterios de aceptación claros, permite que las entregas internacionales se realicen sin problemas, incluso en varias plantas y marcas.
FAQ: Capacidad de impresión en color de chapas de acero recubiertas de estaño
¿Qué afecta a la fidelidad del color en las capacidades de impresión en color para chapas de acero con revestimiento de estaño?
La reflectividad del sustrato, la opacidad de la base blanca, la secuencia de la tinta y el brillo del OPV influyen en el aspecto de los colores. Controle estas variables y verifíquelas con iluminación D50 para obtener aprobaciones uniformes.
¿Qué método de impresión se adapta mejor al arte de gran detalle en chapas de acero con revestimiento de estaño?
El offset UV suele ofrecer los medios tonos y tipos más nítidos en hojas, mientras que el flexo UV destaca en sólidos grandes y lacas funcionales. Los híbridos combinan sus puntos fuertes para tiradas complejas.
¿Cómo puedo garantizar la adherencia de la tinta sobre hojalata electrolítica?
Estandarice la preparación de la superficie y la imprimación, adapte la química de la tinta a la pasivación y valídela con pruebas de rayado cruzado y frotamiento con disolvente. Si el conformado es profundo, seleccione un OPV más flexible.
¿Puede la hojalata impresa en color sobrevivir a la retorta o la pasteurización?
Sí, con pigmentos termoestables, barniz compatible y un curado adecuado. Simule siempre el ciclo completo con su producto de relleno real para confirmar el color y la integridad de la película.
¿Qué tolerancias son realistas para la igualación de colores en metal?
Establezca tolerancias estrictas y prácticas que su línea pueda mantener de forma coherente. Alinee los objetivos en el sustrato elegido y confírmelos mediante pruebas de imprenta en lugar de referencias en papel.
¿Cómo puedo reducir las rozaduras durante el transporte de chapas de acero estañadas impresas?
Utilice láminas antideslizantes adecuadas, protección de las esquinas, altura de apilado controlada y envoltura contra la humedad, y confirme el curado completo antes de embalar. Una formulación OPV equilibrada también ayuda.
¿Dónde puedo conseguir materiales de hojalata impresa a escala?
Considere proveedores integrados con logística global y asistencia técnica. Tinsun Packaging ofrece hojalata impresa al por mayor, TFS y materiales cromados con asistencia receptiva.
Última actualización: 2025-11-20
Registro de cambios:
- Añadida tabla comparativa de métodos de impresión UV y notas sobre el curado.
- Matriz ampliada de resolución de problemas de adherencia y pruebas de durabilidad.
- Incluido el centro de atención del fabricante Tinsun Packaging con enlace directo al perfil.
- Se han aclarado los pasos de adquisición y se ha añadido una referencia a la cartera de productos.
Próxima fecha de revisión y desencadenantes: 2026-02-20 o en caso de cambios en la fuente del sustrato, el sistema de imprimación/tinta o las normas de curado.
¿Listo para pasar del diseño a la producción? Comparta sus dibujos, colores objetivo y especificaciones de conformado, y Tinsun Packaging le propondrá sustratos, pilas de tinta y programación. Empiece por ponerse en contacto con el equipo para obtener un presupuesto personalizado o muestras.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Aplicaciones industriales de la hojalata lacada en el mundo
Desde las latas de alimentos listas para la despensa hasta los aerosoles de alta presión y los envases de productos químicos propensos a la corrosión, la hojalata lacada es un silencioso caballo de batalla de la industria moderna. En esta guía, trazamos un mapa de las aplicaciones industriales de los materiales de hojalata lacada en todo el mundo, explicamos cómo los revestimientos protegen los productos y a las personas, y le mostramos cómo especificar, probar y abastecerse con confianza. Si ya tiene...
-

Servicios de lubricación para proveedores de materias primas de hojalata electrolítica
Si especifica y compra acero estañado a escala, la diferencia entre una producción sin problemas y costosos tiempos de inactividad a menudo se reduce a los detalles de sus servicios de aceitado para proveedores de materia prima de hojalata electrolítica: el tipo de aceite adecuado, el peso de la película, la consistencia y la documentación de conformidad. Comparta su proceso objetivo, preferencias de aceite y necesidades de impresión/soldadura, y podremos...
-

Hojalata con superficie de cromo al por mayor para compradores de embalajes
Si se abastece a gran escala, el camino más rápido hacia una calidad predecible es especificar exactamente lo que necesita y verificarlo con antelación. Esta guía explica cómo se diseña, compara, certifica y compra a escala mundial la hojalata al por mayor con superficie de cromo (ETP pasivada con cromo). Si ya tiene un plano o una especificación, compártala y nuestro equipo podrá...
-

Acabado de superficies de hojalata para envases de alimentos y bebidas
La forma más rápida de mejorar la vida útil, la eficacia de la línea y la consistencia de la marca es elegir el acabado superficial de hojalata adecuado para los envases de alimentos y bebidas y especificarlo con precisión de la bobina a la lata. Si necesita orientación rápida o paneles de muestra, indíquenos el producto, el revestimiento y los parámetros de la línea que desea...