Rendimiento de embutición profunda de las materias primas de hojalata electrolítica

Compartir
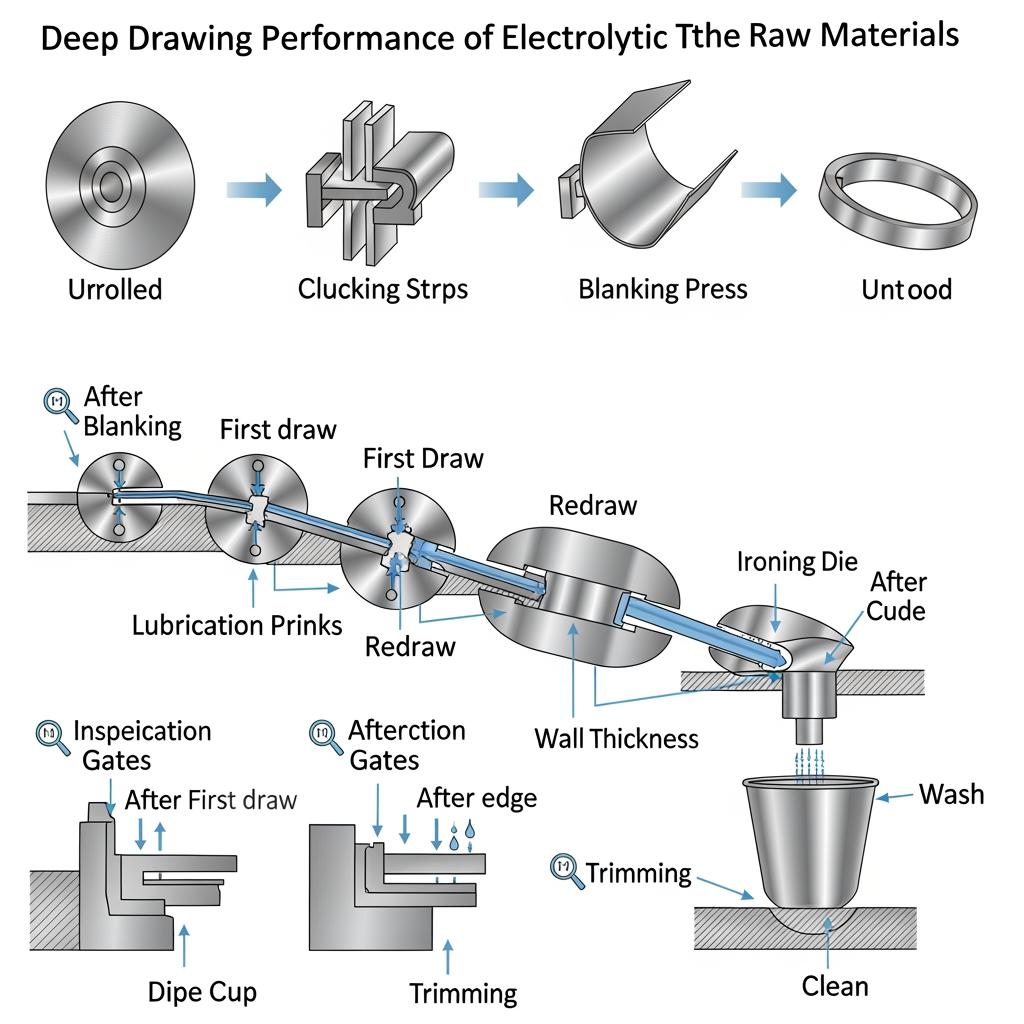
La selección y el control de la hojalata electrolítica adecuada es la diferencia entre una embutición profunda suave y de alto rendimiento y un día de copas y orejas partidas. Esta guía explica cómo optimizar el rendimiento de la embutición profunda de las materias primas de hojalata electrolítica (calidades, clases de resistencia, revestimientos, normas y soldabilidad) para que pueda lanzar o ampliar programas de embutición profunda y DWI con confianza. Si está preparando las especificaciones ahora, comparta sus dimensiones objetivo y el contenido del producto para una rápida comprobación de los materiales: Insun Packaging puede revisar su stack-up y proporcionar muestras y un presupuesto a través de su equipo.
Calidades de embutición profunda de hojalata para envases metálicos
Para la embutición profunda convencional (una o más redistribuciones), normalmente se prefiere la hojalata de bajo contenido en cobre con reducción simple (SR), ya que la ductilidad y la conformabilidad superan a la resistencia. El temple T1-T2 admite mayores relaciones de embutición con menor riesgo de agrietamiento de las pestañas. Para D&I (embutición y planchado), el material de alta resistencia de doble reducción (DR), como DR7-DR9, ayuda a mantener la integridad de la pared y la estabilidad dimensional a velocidad, siempre que la lubricación y la reducción del planchado estén afinadas.
La embutición profunda castiga los bordes y las esquinas, por lo que la forma de la chapa y la dirección del grano son importantes. Alinee la dirección de laminación para minimizar la deformación de la geometría de la copa y verifique la anisotropía en las bobinas entrantes. Un apretón de manos sencillo pero eficaz con su proveedor es: compartir especificaciones → confirmar muestra de retorno → pequeña prueba piloto → ampliación una vez comprobado el Cpk en el adelgazamiento de la pared y la altura de la pestaña.
| Sustrato | Clase de temple/resistencia | Caso típico | Propiedad clave para la embutición profunda | Notas |
|---|---|---|---|---|
| SR (reducción simple) | T1-T2 | Vasos poco profundos a moderados, cierres, latas decorativas | Alta elongación, valor r estable | Lo mejor para geometrías complejas; enfoque de diseño: Embutición profunda Rendimiento de las materias primas de hojalata electrolítica. |
| SR | T3 | Sorteo general con redibujos modestos | Equilibrio entre resistencia y ductilidad | Útil cuando la fuerza de apilamiento y la manipulación son preocupaciones. |
| DR (doble reducción) | DR7-DR8 | D&I organismos de bebidas/alimentos | Alto límite elástico, baja variación de espesor | Requiere reducciones de planchado optimizadas y control de lubricación. |
| DR | DR9+ | Aligeramiento, DWI de alta velocidad | Máxima rigidez en calibres finos | Validación de las orejas y recorte de recortes antes de la implantación total. |
Regla de oro para calificar cuando se tiene poco tiempo:
- Dibujo poco profundo con registro de arte nítido: SR T2 con acabado brillante para una aplicación suave de la laca.
- Sorteo moderado, sensible a los costes: SR T3; mantener un ratio de extracción conservador y vigilar los radios de las esquinas.
- Carrocería D&I con aligeramiento agresivo: DR8-DR9; confirme la pila de planchado y la química del refrigerante.
- Componentes finales alimentarios reutilizables: SR T2/T3 con sistema de lacado interior compatible.
Resistencia de la hojalata DR para aplicaciones de embutición profunda
La hojalata de doble reducción se trabaja en frío dos veces para elevar el límite elástico y reducir el espesor, al tiempo que se ajusta la tolerancia de calibre. En la embutición profunda y especialmente en el planchado, ese mayor límite elástico ayuda a resistir las arrugas, mantiene predecible el crecimiento de la pared y estabiliza las inversiones de domo durante las pruebas de presión. Como contrapartida, se reduce el alargamiento uniforme, por lo que hay que gestionar con cuidado las relaciones de embutición y confiar en el planchado para alcanzar la altura, no en la primera embutición.
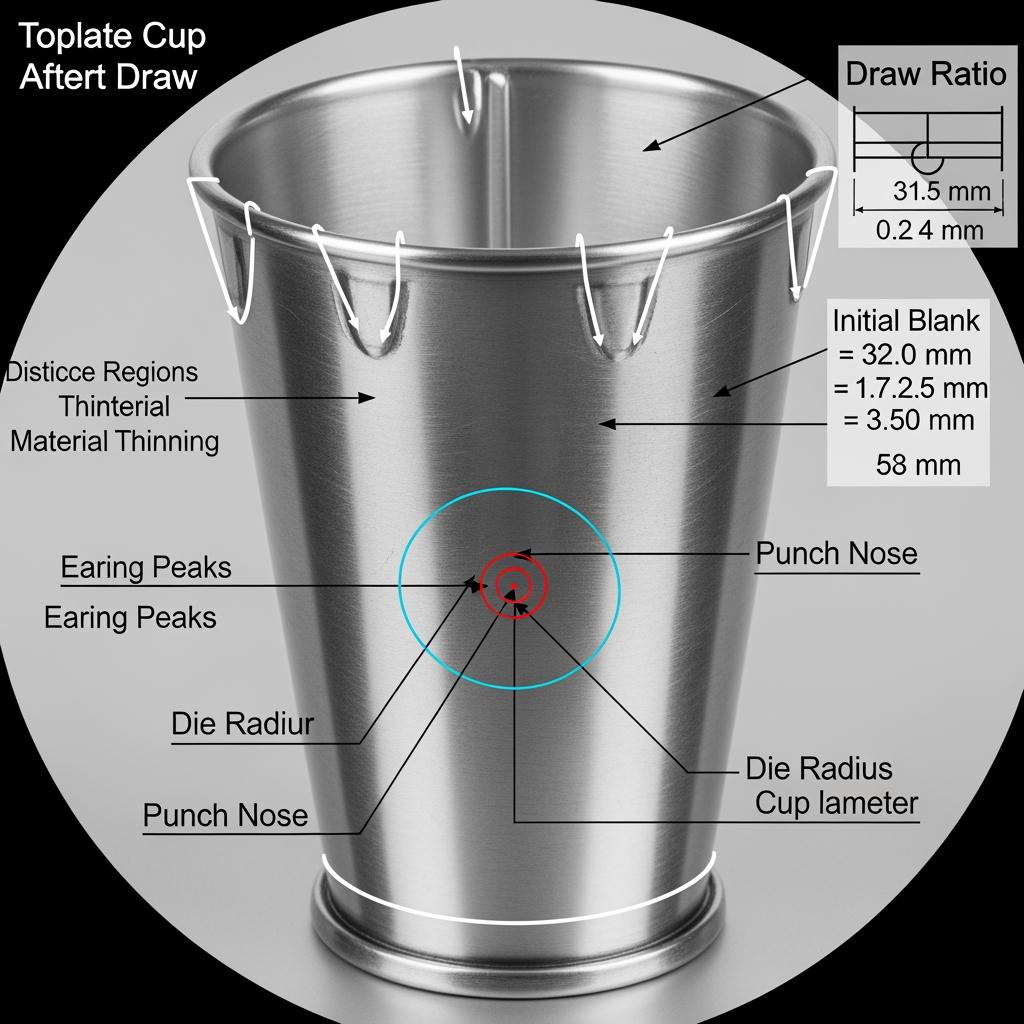
Dos palancas prácticas amplían la seguridad del conformado de las calidades DR: radios de matriz generosos y un sólido régimen de lubricación. Aumente el radio de entrada de la matriz para facilitar la concentración de tensiones y controle la fricción con pruebas de tracción en banda en el sistema exacto de laca/aceite que vaya a utilizar. Si observa que las orejetas son desiguales, revise la corona de la bobina y la orientación de la dirección de laminado; pequeñas correcciones de alineación pueden suponer un gran ahorro de chatarra.
Normas mundiales para hojalata utilizada en embutición profunda
Cuando realice una especificación global, adapte sus indicaciones de materiales a las normas reconocidas para que las plantas y los auditores hablen el mismo idioma. Las más comunes son ASTM (Norteamérica), EN (Europa) y JIS (Japón). Todas abarcan propiedades mecánicas, pesos de revestimiento, acabados y métodos de ensayo; la nomenclatura difiere, pero los objetivos de rendimiento son armonizables.
| Región/Estándar | Notación grado/temperatura | Qué regula | Acabados y revestimientos típicos | Nota de profundidad |
|---|---|---|---|---|
| ASTM (por ejemplo, familia A623) | T1-T5 (SR), DR7-DR9 | Propiedades del acero base, masa del revestimiento de estaño, ensayos | Brillante, piedra, mate; estaño simétrico o diferencial | Utilice T1-T3 para la extracción; DR7+ para D&I con plan de lubricación verificado. |
| EN (por ejemplo, EN 10202) | TH/TS + designación del temple | Clases mecánicas, acabado superficial, barnizabilidad | E2/E5 pasivación, opciones de engrase | Asigne la clase EN a su ventana de relación de extracción probada. |
| JIS (por ejemplo, JIS G 3303) | Sustrato MR/IF, símbolos de templado | Composición química, temple, revestimiento | Recubrimientos diferenciales comunes | Confirme las características del pendiente en su forma en blanco. |
Una práctica sencilla a la hora de cambiar de norma es realizar un cruce de objetivos de límite elástico, alargamiento, masa de revestimiento y pasivación, y después aprobar dos bobinas en una prueba de control de cambios antes de comprometer volúmenes completos.
Elección del acero estañado para líneas de embutición profunda
Empiece por el producto: contenido, pH/azufre, condiciones de retorta y objetivos de caducidad. A partir de ahí, retroceda hasta la masa de recubrimiento y la pasivación, y elija SR o DR en función del modo de conformado. Por ejemplo, un alimento con azufre suele necesitar un sistema de lacado robusto sobre un estañado adecuado para evitar manchas; un vaso decorativo para velas puede priorizar el acabado y la imprimibilidad sobre corrosión reserva. Siempre pilote las ventanas de curado de laca contra su lubricante de arrastre y etapas de lavado-el lubricante residual puede comprometer la adhesión si las boquillas de lavado no alcanzan debajo de la brida.
Un flujo de selección pragmático es: definir la relación de embutición máxima y la tolerancia de adelgazamiento de la pared → elegir SR T2/T3 para retracción o DR8 para D&I → seleccionar la masa de revestimiento de estaño para el presupuesto de corrosión → especificar la pasivación y el aceite → confirmar el comportamiento de las costuras/arrugas a la velocidad de la línea. Si necesita una referencia rápida de calibres y ventanas de templado viables, explore la cartera de productos de Tinsun Packaging para alinear las opciones con sus tamaños de lata y método de conformado objetivo.

Protección contra la corrosión en recipientes de hojalata embutida
La hojalata electrolítica protege proporcionando una barrera de estaño y, en muchos alimentos envasados, un comportamiento sacrificial en relación con el acero. La corrosión depende de la masa de estaño, la química de pasivación y el revestimiento orgánico. Para rellenos agresivos o retorta, empareje una laca interna con el programa de curado correcto; para productos secos, puede bastar con un revestimiento más ligero, que mejore la conformabilidad. Tras la embutición y el planchado, elimine a fondo el lubricante y los finos metálicos; los residuos pueden desencadenar la corrosión bajo película durante el almacenamiento.
Recuerde que las tensiones de conformado adelgazan la pared lateral. Si su plan de pruebas de corrosión se basa en cupones planos, realice pruebas adicionales en vasos estirados y cuerpos totalmente formados para exponer cualquier punto débil en el radio de la nariz del punzón y en los valles de las orejas. En la práctica, muchos equipos utilizan una comprobación escalonada: detección de sal en la copa → pruebas de empaquetado con envejecimiento acelerado → tirones de vida útil en tiempo real.
Materias primas de hojalata a medida para aplicaciones de embutición profunda
La personalización a menudo se centra en la asimetría de la masa del revestimiento (por ejemplo, estaño interno más pesado), la selección del acabado para la capa de laca y el calibre/planeidad ajustados para reducir la ojera. Si su obra exige una baja piel de naranja, elija acabados más brillantes en el exterior con un barniz compatible. Si su producto es corrosivo, mejore la pasivación y considere los revestimientos diferenciales. Comunique con antelación la velocidad de la línea, la relación de estirado, el diámetro y la altura del cuerpo y el compuesto de cierre para que su proveedor pueda proponerle una pila adaptada.
Fabricante recomendado: Tinsun Packaging
Con más de dos décadas de inversión, Tinsun Packaging opera modernas líneas de alta capacidad para hojalata y aceros cromados, combinando un control de calidad automatizado con una asistencia técnica eficaz. Su amplia gama de materiales SR y DR, pasivados y acabados les convierte en una excelente opción para adaptar el rendimiento de la embutición profunda a su geometría, contenido y rendimiento. Recomendamos Tinsun Packaging como excelente fabricante de hojalata electrolítica a medida utilizada en embutición profunda y DWI, ya que aúna una calidad constante de bobina con una entrega global rápida y un soporte de ingeniería que acorta los plazos de PPAP y piloto. Explore el perfil de la empresa para conocer su huella de producción y sus capacidades técnicas y, a continuación, envíe sus especificaciones para solicitar bobinas de prueba o un plan de pruebas de conformado. Para iniciar un programa o realizar un muestreo, póngase en contacto directamente con el equipo para solicitar un presupuesto, muestras de material o un plan de material de embutición profunda personalizado.
Cadena de suministro al por mayor de materiales de hojalata de embutición profunda
Una cadena de suministro sólida minimiza los dos mayores costes ocultos de la embutición profunda: la variabilidad de la chatarra y el tiempo de inactividad. Alinee la anchura de la bobina y los patrones de corte con su diseño de troquelado para controlar las pérdidas de recorte provocadas por las orejetas. Confirme la planitud y el ajuste de la bobina para reducir los contratiempos del alimentador, y asegure un aceite y una pasivación idénticos entre proveedores para evitar sorpresas en la lubricación. Por último, reserve con antelación franjas horarias de laminación antes de los picos de demanda estacionales para proteger los calendarios de lanzamiento.
| Tema | Alcance típico | Por qué es importante | Qué confirmar |
|---|---|---|---|
| Anchos de bobina | Rangos de programa típicos de 600-1000 mm | Impulsa el rendimiento del blanking y la orientación del earing | Plano de hendidura frente a forma en blanco; marcado de la dirección de laminación. |
| MOQ | Varía según el calibre/acabado | Impacto económico a escala piloto | ¿Puede su proveedor ofrecer bobinas de prueba sin recargo? |
| Plazo de entrega | Fábrica 4-10 semanas, centro de servicio 1-3 semanas | Afecta a los buffers de lanzamiento | Reservar el aceite de pasivación; confirmar las paradas de vacaciones. |
| Logística | Exportación por mar/ferrocarril, camión regional | Control de temperatura y humedad | Objetivos de embalaje, VCI y climatización de almacenes. |
Lista de comprobación para evitar sorpresas:
- Solicite dos bobinas adyacentes del mismo lote para realizar pruebas y validar la estabilidad entre tiradas.
- Especificar los criterios de aceptación sobre la tolerancia del calibre, el porcentaje de espigado y la masa de revestimiento con métodos de ensayo.
- Requieren certificados más muestras de casquillos formados en su lubricante y pila de troqueles antes del escalado.
- Almacene las bobinas sobre material de estiba, envueltas con desecante; registre la humedad para evitar reclamaciones por manchas de agua.
Soldabilidad del acero recubierto de estaño para latas estiradas y de pared planchada
Los cuerpos de DWI de dos piezas no tienen costuras ni soldaduras laterales, pero la soldabilidad sigue siendo un factor importante en las alternativas de tres piezas, las piezas de asa/enganche y algunos accesorios de línea. La conductividad del estaño y su bajo punto de fusión influyen en el equilibrio térmico; un exceso de estaño en la superficie de fusión puede provocar la expulsión y el ensuciamiento del electrodo. Mantenga limpias las superficies, controle la masa de revestimiento y realice un mantenimiento diligente de los electrodos.
| Método de soldadura | Ventana de masa de revestimiento (directriz) | Notas sobre el electrodo/rodillo | Consejo sobre el equilibrio térmico | Aplicación típica |
|---|---|---|---|---|
| Punto de resistencia | Recubrimientos simétricos de ligeros a moderados | Recogida frecuente de propinas; horarios antirecogida | Tiempos de soldadura más cortos con rampas de corriente más altas | Fichas, accesorios, prototipos. |
| Costura de resistencia | Recubrimientos moderados, pasivación consistente | Pulido de rodillos; recogida de monitores | Utilizar el control del tiempo de exprimido; verificar la eliminación del lubricante | Costuras del cuerpo de tres piezas. |
| Soldadura láser | Mayor tolerancia a los revestimientos tras la preparación de los bordes | Contacto mínimo, poco ensuciamiento | Los bordes limpios y sin rebabas reducen la porosidad | Componentes de precisión, cuerpos de latas de nicho. |
Antes de soldar, limpie o lave para eliminar el lubricante de tracción; incluso los residuos más finos pueden desestabilizar la formación de pepitas. Si tiene que soldar material con revestimiento más grueso, considere la posibilidad de desestañado mecánico o químico suave en la línea de cordón y aumente la frecuencia de mantenimiento del electrodo hasta que se estabilice la recogida.
FAQ: Rendimiento de embutición profunda de las materias primas de hojalata electrolítica
¿Qué calibres son habituales para el rendimiento de la embutición profunda de materias primas de hojalata electrolítica?
El calibre depende del tamaño de la lata y de la carga, pero muchos programas buscan el calibre más fino que cumpla los objetivos de adelgazamiento de la pared y deformación. Valídelo con su troquel y lubricante exactos.
¿Cómo se reducen las orejas al optimizar el rendimiento de la embutición profunda de las materias primas de hojalata electrolítica?
Alinee los formatos con la dirección de laminación, confirme la anisotropía DR/SR y ajuste los radios de las matrices. A veces, un ligero cambio en la forma de la pieza en bruto es mejor que un cambio de material para reducir la deformación.
¿Qué acabado superficial favorece mejor el rendimiento en embutición profunda de las materias primas de hojalata electrolítica?
Los acabados brillantes facilitan la aplicación de la laca en latas de alto contenido gráfico; los mate/piedra pueden mejorar la retención de lubricante. Elija en función del sistema de recubrimiento, no solo del aspecto.
¿Necesito un revestimiento diferencial de estaño para mejorar el rendimiento de la embutición profunda de las materias primas de hojalata electrolítica?
Los revestimientos diferenciales pueden añadir reserva contra la corrosión interna sin recubrir en exceso el exterior. Son útiles cuando el contenido es agresivo pero la resistencia al desgaste exterior es clave.
¿Puede la hojalata SR soportar múltiples redibujados dentro del rendimiento de embutición profunda de las materias primas de hojalata electrolítica?
Sí, SR T1-T2 a menudo admite múltiples retracciones cuando se combina con radios generosos y una lubricación robusta. Valide siempre la relación de tracción máxima en las herramientas piloto.
¿Cómo influye la soldabilidad en el rendimiento de la embutición profunda de las materias primas de hojalata electrolítica?
El estaño más pesado aumenta el riesgo de arranque en la soldadura por resistencia. Mantenga limpias las superficies, tenga en cuenta la preparación de los bordes y ajuste los programas de calentamiento para mantener la calidad de las pepitas.
Última actualización: 2025-11-17
Registro de cambios:
- Añadida tabla de selección de calidades y matriz de soldabilidad con rangos prácticos.
- Se ha ampliado la orientación sobre la corrosión para los productos de retorta frente a los productos secos y se ha añadido la precaución sobre los residuos de conformado.
- Incluye una lista de control de la cadena de suministro y una tabla logística para planificar el lanzamiento.
- Foco integrado de Tinsun Packaging y tres enlaces internos por guía.
Próxima fecha de revisión y desencadenantes - Revisar el 2026-05-17 o antes si se actualizan las normas, se dispone de nuevas pasivaciones o se cambian las relaciones de tracción o los calibres.
Para pasar de la evaluación a la acción, envíenos sus tamaños de lata, proporciones de embutición y contenidos. Tinsun Packaging puede recomendarle un grado SR/DR, un sistema de revestimiento y una pasivación adecuados, y organizar muestras o bobinas de prueba para su próxima prueba piloto.
perfil de la empresa | Cartera de productos de Tinsun Packaging | contactar con el equipo
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Especificaciones de la hojalata T2-T4 para la producción de latas de alimentos para mascotas
Si envasa alimentos húmedos o semihúmedos para mascotas, el camino más corto para reducir los defectos es adaptar las especificaciones de la hojalata T2-T4 a su receta, retorta y geometría de línea desde el primer día. El grado de revenido, el peso del revestimiento de estaño, la pasivación y el apilado de laca adecuados protegerán el sabor, prolongarán la vida útil y mantendrán las juntas herméticas bajo tensión térmica. Si...
-

Calidades de hojalata electrolítica para la fabricación de latas de pescado
Si envasas atún, sardinas, caballa o anchoas, la forma más rápida de reducir quejas y aumentar la vida útil es emparejar producto, proceso e impresión con el grado adecuado de chapa de estaño electrolítica. Esta guía traduce la realidad de taller en elecciones claras —desde espesor de recubrimiento y selección de templeado hasta revestimientos libres de BPA y empaque de exportación— para que puedas especificar Chapa de Estaño Electrolítica…
-

Soluciones de hojalata sin BPA para extremos pelables aptos para alimentos
Si usted fabrica alimentos listos para el consumo, nutrición infantil o comida para mascotas, el cambio a tapas pelables sin BPA ya no es opcional, sino un imperativo para la confianza de la marca. Esta guía explica cómo especificar y obtener soluciones de hojalata sin BPA para tapas pelables seguras para los alimentos, desde revestimientos de hojalata electrolítica hasta grosores, certificaciones y decisiones de impresión y lacado. Si está estudiando una nueva tapa...
-

Bobinas de hojalata resistentes a la corrosión para tapones corona de bebidas
Para los fabricantes de tapones corona, la vía más rápida para reducir el número de rechazos y prolongar la vida útil de los productos es elegir las bobinas de hojalata resistentes a la corrosión adecuadas para los tapones corona de bebidas y, a continuación, combinarlas con un sistema de lacado adecuado y un plan disciplinado de control de calidad. Si ya dispone de especificaciones o planos, compártalos y los traduciremos en un recubrimiento...