Soluciones globales de suministro de materias primas de hojalata electrolítica
Compartir
Si compra, especifica o califica acero para envasado, el camino más rápido hacia resultados predecibles es alinear el abastecimiento global, las especificaciones del sustrato y el cumplimiento en un solo plan. Esta guía explica cómo crear soluciones de suministro global para materias primas de hojalata electrolítica que resistan la seguridad alimentaria, la eficiencia de la línea y la logística internacional. Si está planificando un programa ahora, comparta sus planos y su plan de demanda para obtener una propuesta de sustrato a medida, hojas de prueba y un modelo de coste en destino. póngase en contacto con el equipo de Tinsun para empezar.
Resumen de los materiales de metales base compatibles con la hojalata
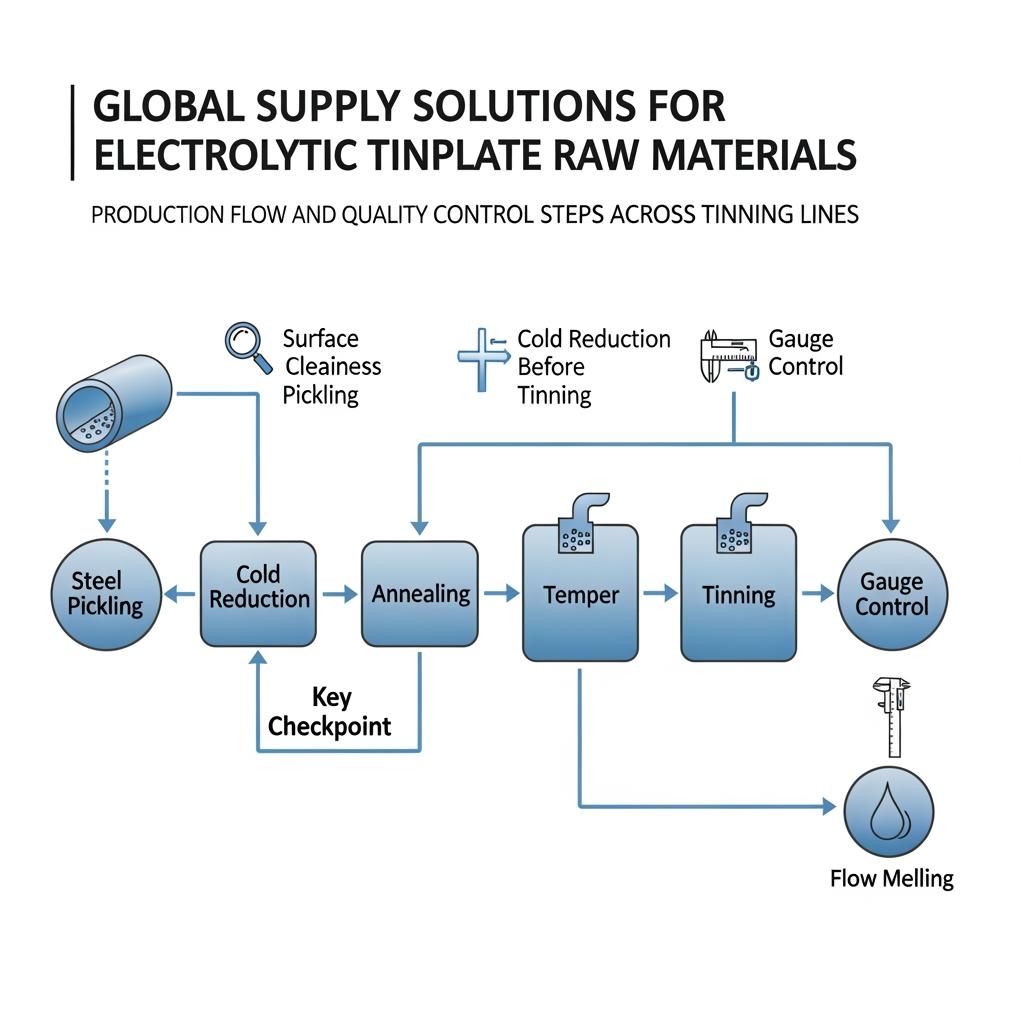
La hojalata electrolítica (ETP) se fabrica a partir de acero reducido en frío con bajo contenido en carbono que se limpia, se recuece, se templa y se recubre electrolíticamente con estaño; a continuación, se funde para formar una interfaz continua de estaño y hierro. Dependiendo de la geometría de la lata y del uso final, los compradores suelen elegir entre aceros base de grado MR, grado L o IF (sin intersticios). Cada uno de ellos equilibra la capacidad de embutición y la resistencia al pandeo: El MR es un acero versátil de uso general, el L ofrece una conformabilidad extra para estirados más profundos y el IF proporciona un alargamiento muy uniforme para calibres ligeros y formas complejas.
El acero cromado (ECCS/TFS) es una alternativa compatible con la hojalata para aplicaciones que no requieren soldabilidad o resistencia intrínseca a la corrosión por estaño. El ECCS favorece la adherencia de la laca y la integridad del rayado para facilitar la apertura de las tapas. Para las latas de alimentos, el ETP sigue siendo dominante cuando la neutralidad del sabor, la resistencia a las manchas de sulfuro y la soldabilidad son relevantes, mientras que el ECCS aparece a menudo en tapas o contenidos no ácidos con revestimientos internos robustos.
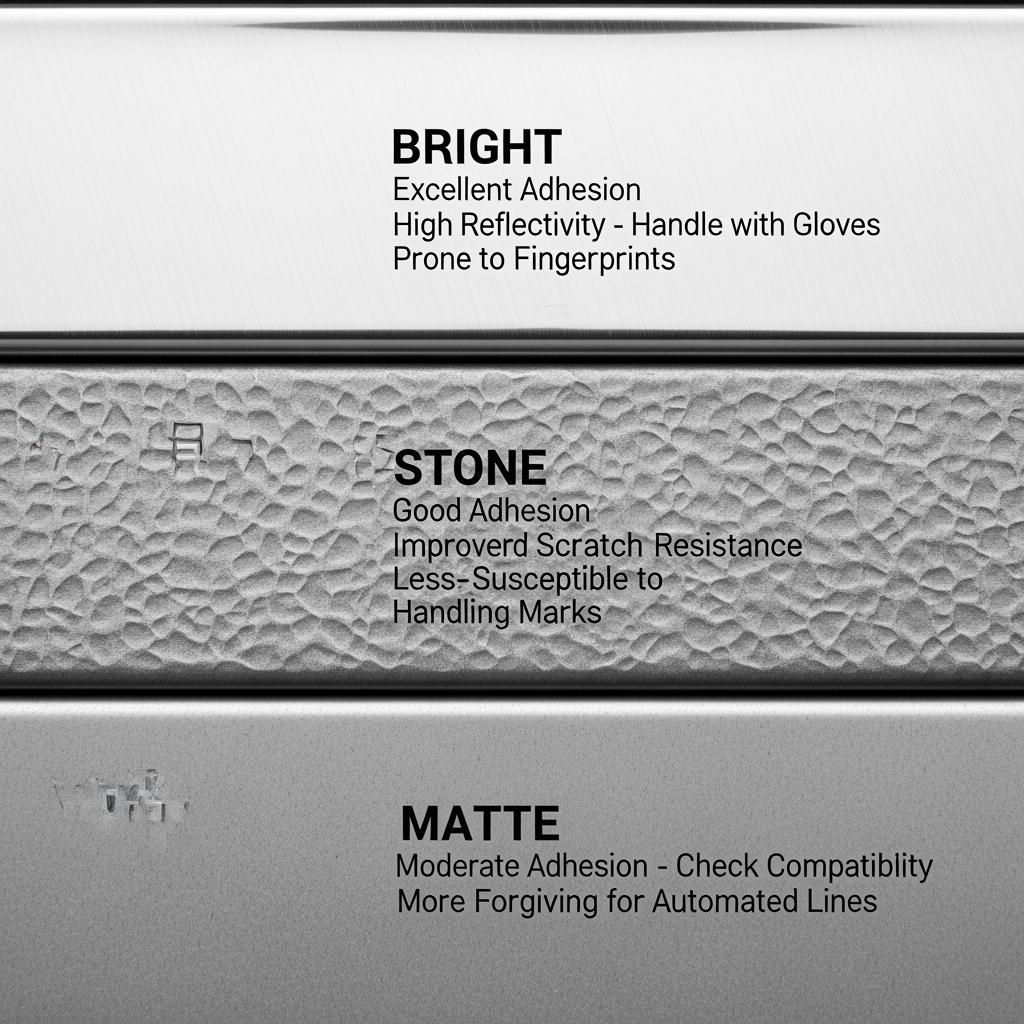
Los acabados superficiales y el temple son tan importantes como la química. Los aceros de doble reducción (DR) ofrecen resistencia con un calibre inferior para los extremos y los cuerpos D&I, mientras que los templados de reducción simple son adecuados para los cuerpos DRD y de 3 piezas. Los acabados mate o piedra favorecen el anclaje de la laca; los acabados brillantes son más estéticos, pero requieren un cuidadoso control de los arañazos durante la manipulación.
Especificaciones técnicas de los sustratos de hojalata electrolítica
Conseguir especificaciones precisas -sin exceso de ingeniería- ahorra costes y tiempo de inactividad. Empiece por el diseño de la lata/extremo y el entorno de llenado y, a continuación, establezca el calibre, el revenido, el peso del revestimiento de estaño, la superficie y el aceitado.
Lista de comprobación de especificaciones para soluciones globales de suministro de materias primas de hojalata electrolítica
- En primer lugar, el objetivo es la conformabilidad y, a continuación, ajustar el calibre y el revenido en función del método de conformación. Confirmar con pruebas de laboratorio de embutición antes de tiradas largas.
- Adaptar el peso del revestimiento y la pasivación a la composición química del producto y a la vida útil prevista. Validar con pruebas de corrosión acelerada y pruebas de envasado.
- Especifique la geometría de la bobina para sus líneas de prensas. Las tolerancias estrechas reducen la chatarra, pero pueden restringir el suministro.
| Parámetro | Opciones / Gama | Por qué es importante | Recogidas típicas de latas de conserva |
|---|---|---|---|
| Calidad del acero base | MR, L, IF | Dibujabilidad frente a resistencia | MR para 3 piezas; L/IF para DRD más profundo |
| Espesor (mm) | 0.14-0.35 | Resistencia y peso del panel/hebilla | 0,16-0,22 para los cuerpos; 0,18-0,28 para los extremos |
| Temple | SR: T1-T4; DR: DR7-DR10 | Rigidez, respuesta de la puntuación | DR8-DR9 para EOE; T2-T3 para cuerpos |
| Revestimiento de estaño (g/m²) | 2,8/2,8 a 11,2/11,2 | Corrosión resistencia, soldabilidad | 5,6/5,6 para general; más pesado para corrosivos |
| Acabado | Brillante, Piedra, Mate | Adherencia de la laca, aspecto | Piedra/mate para interiores; brillante para etiquetas |
| Pasivación | 311, 312, 313 | Mojado de lacas y tintes sulfurosos | Coincidir con la ficha técnica del fabricante de la laca |
| Aceite | DOS/ATBC, cantidad en mg/m². | Fricción, control de manchas | Tan bajo como lo permita la manipulación |
| Ámbito del programa | Soluciones globales de suministro de materias primas de hojalata electrolítica | Garantiza la intercambiabilidad de varias fresadoras | Armonizar las especificaciones de todas las plantas |
Una especificación concisa como “MR 0,18 mm DR8 5,6/5,6 piedra 311 DOS ~3 mg/m²” es mucho más transferible de una fábrica a otra que una página de microtolerancias. Cuando esté listo para comparar alternativas, compare primero el revenido y el revestimiento, y después el acabado y la pasivación. Para muestras de referencia o ensayos de sustratos de latas/terminales, explore el sitio web de Tinsun hojalata y gama de productos TFS.
Aplicaciones de las materias primas de hojalata en los envases alimentarios
La combinación única de resistencia, barrera y procesabilidad de la hojalata sustenta tres formatos principales. Las carrocerías DRD (trefilado y estirado) y D&I (trefilado y planchado) exigen un acero base uniforme y un temple constante para evitar la rotura de las pestañas y el adelgazamiento de las paredes. Las carrocerías soldadas de tres piezas se basan en la soldabilidad y la planitud, y los revestimientos de las costuras laterales completan la barrera. Los extremos -lisos, sanitarios o de fácil apertura- priorizan el temple, la consistencia del rayado y la adherencia de la laca, y el ECCS se utiliza con frecuencia cuando la soldabilidad es irrelevante.
La formulación determina el peso del revestimiento y la pasivación. Los alimentos con alto contenido en azufre se benefician de las capas de estaño que mitigan las manchas de sulfuro negro, mientras que las especias muy ácidas o agresivas se apoyan en sistemas de lacado y una pasivación adecuada para evitar la corrosión bajo película. Correlacione siempre las pruebas de corrosión en laboratorio con las pruebas en envases reales; los protocolos acelerados son predictores, no sustitutos, de la validación de la vida útil.
Logística de la cadena de suministro de materias primas de hojalata en todo el mundo
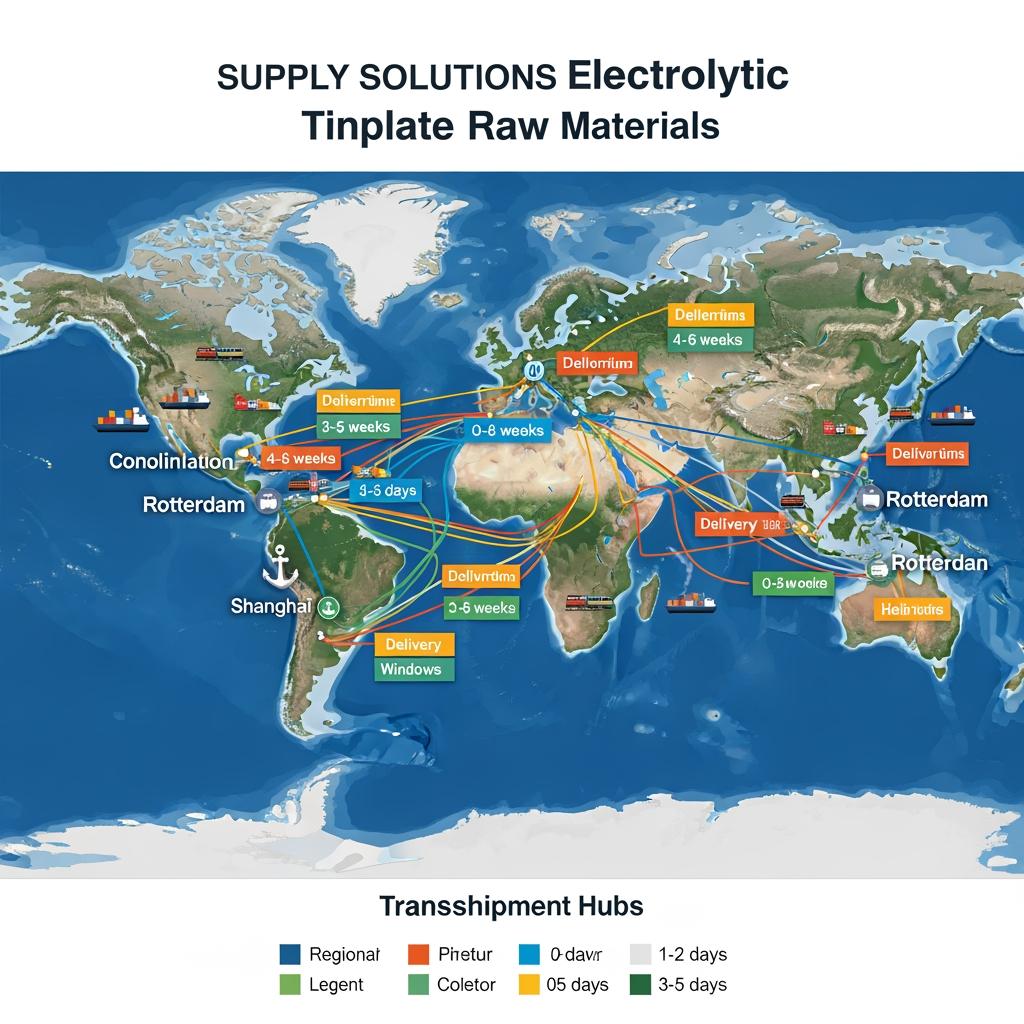
Los programas globales tienen éxito cuando se planifican conjuntamente las condiciones comerciales, las vías logísticas y las existencias reguladoras. La capacidad es cíclica; reservar fábricas con antelación y alinear los programas de ancho de corte entre plantas preserva la flexibilidad del suministro. En el caso de las marcas multirregión, las calificaciones de doble origen reducen el riesgo y suavizan las oscilaciones monetarias. En tránsito, combinar FCL marítimo para el volumen base y compras regionales al contado para los picos.
| Incoterm | Modo primario | Plazos de entrega | Notas de riesgo | Cuándo utilizar |
|---|---|---|---|---|
| EXW/FOB | FCL marítimo | 4-10 semanas puerta a puerta | El comprador gestiona el flete/seguro; estancia variable en el puerto | Compradores experimentados con transportistas fuertes |
| CFR/CIF | FCL marítimo | 5-11 semanas | El vendedor controla el tramo principal; compruebe el alcance del seguro | Carriles predecibles con recargos negociados |
| DAP/DDP | Océano + Camión | 5-12 semanas | El vendedor se encarga de las aduanas; claridad sobre los derechos | Nuevos carriles o logística restringida para los compradores |
| Aire (spot) | Transporte aéreo | 3-10 días | Alto coste; volumen/límites de anchura | Evasión de líneas y ensayos |
Los intervalos anteriores son valores de referencia para la planificación; verifíquelos según la ruta y la estacionalidad. Construir un colchón en torno a la congestión aduanera y portuaria. Para las vías largas, sincronice las bobinas → el corte → la conversión de latas/terminales con la planificación estratégica y operativa semanal para que un error en un nodo no se produzca en cascada.
Para que los proyectos se ajusten al calendario, bloquee estos cuatro puntos con antelación:
- Suplentes cualificados por familia de especificaciones, incluyendo una fábrica nacional y otra de exportación, además de un socio regional de cortadoras.
- Una política de existencias de seguridad en bobinas y chapas cortadas que cubra al menos un ciclo de producción en cada planta.
- Intercambio de datos claros de identificación de bobinas y certificados de pruebas para que el control de calidad pueda liberar el material a las pocas horas de su recepción.
- Un mapa de escalada con tiempos de decisión para redirigir los envíos cuando los puertos o los transportistas renuevan las reservas.
Cumplimiento de las normas mundiales de exportación de materias primas de hojalata
Los envíos transfronterizos se basan en especificaciones y documentación armonizadas. En el caso de los sustratos, las fábricas certificarán conforme a normas de producto como ISO 11949 (hojalata electrolítica), EN 10202 (productos de hojalatería, incluido ECCS), JIS G3303 (hojalata) y GB/T 2520 (hojalata china). La conformidad reglamentaria depende de los alimentos envasados finales y de los sistemas de lacado, por lo que hay que emparejar los certificados de sustrato con las declaraciones del proveedor de lacas y las pruebas de migración al mercado de destino.
| Región / Mercado | Normas básicas y referencias | Pruebas / criterios clave | Notas |
|---|---|---|---|
| UE | EN 10202; EU 1935/2004 contacto con alimentos; 2023/2006 GMP | Migración global/específica por simulante; tinción de sulfuro | Coordinarse con los fabricantes de laca para la DdC |
| EE.UU. | ASTM A623 para hojalata; 21 CFR 175.300 revestimientos | Pruebas de conformidad, sensoriales y de corrosión del revestimiento | La FDA se aplica a los revestimientos, no a la hojalata desnuda en contacto |
| Japón | JIS G3303; homologación de lacas según directrices JHPA | Adherencia, resistencia a la retorta, liberación de puntuación | Tolerancias estrictas en DR tempers para extremos |
| Oriente Próximo | EN 10202 o ISO 11949, documentos de conformidad del Golfo | Corrosión, apilamiento, controles climáticos durante el transporte | Atención a las condiciones de almacenamiento en el desierto |
| China | GB/T 2520; GB 4806 normas de revestimiento/contacto | Migración y adherencia de la laca | Imprescindible para los envases de exportación made-in-China |
Adjunte siempre estos documentos a cada envío de bobinas: certificados de pruebas de laminación (calor/lote), registros de peso del lacado, tipo de pasivado, cantidad de aceitado y una declaración de conformidad con la norma aplicable. Cuando se necesiten declaraciones de contacto con alimentos, el fabricante de latas/terminales debe adjuntar la declaración del sistema de lacado y cualquier informe de migración alineado con el pH del producto y el proceso (por ejemplo, retorta).
Casos prácticos: Soluciones de hojalata para compradores internacionales
Una nueva empresa de bebidas del sudeste asiático pasó de las tapas SR a las DR9 para controlar las arrugas de la doble costura a altas velocidades de llenado. Al reequilibrar el calibre y el revenido y mantener constante el peso del revestimiento, la línea consiguió las costuras deseadas con menos desechos, y el ahorro de flete gracias a unas tapas más ligeras compensó el sobrecoste del material.
Una marca de sopa norteamericana consolidó cinco especificaciones de carrocería ligeramente diferentes en dos sustratos armonizados. Este cambio permitió una cualificación de doble fuente en varias fábricas, simplificó los programas de corte y redujo los cambios. El equipo utilizó una secuencia de prueba piloto → simulación de distribución → introducción en el mercado para proteger la vida útil y el rendimiento de la costura.
Un coenvasador de Oriente Medio pasó de un plan ETP de fuente única a un plan dual ETP/ECCS: ETP para recetas con azufre y ECCS para contenidos neutros y finales. Con reservas marítimas escalonadas a través de dos puertos de consolidación, redujeron el riesgo portuario y mantuvieron un colchón de dos ciclos a mano antes de los picos de las vacaciones.
Mejores prácticas de adquisición de materiales compatibles con la hojalata
El trabajo de aprovisionamiento consiste en garantizar la calidad, la continuidad y el coste sin encerrarse en restricciones innecesarias. Empiece por la función: qué debe hacer la lata/extremo durante el conformado, el llenado, la logística y la vida útil. A continuación, invite a las fábricas y a los transformadores a proponer familias de especificaciones equivalentes que usted pueda calificar, en lugar de prescribir la nomenclatura de una fábrica.
- Compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación. Supervise cada paso con comprobaciones dimensionales, de corrosión y de velocidad de línea.
- Fuente en familias, no de una sola vez: defina dos o tres sobres de especificaciones intercambiables por caso de uso.
- Introduzca los datos de los certificados de pruebas en su ERP para que las versiones de control de calidad se envíen el mismo día, y vincule las no conformidades a los ID de bobina para obtener una respuesta rápida.
- Evaluar trimestralmente el coste total en destino, no sólo el precio base, incluyendo el rendimiento de corte, la chatarra y el riesgo de sobreestadía.
- Establezca una política de divisas e índices metálicos (por ejemplo, cláusulas de recargo sobre el estaño LME) que se ajuste a su horizonte de planificación.
Capacidades de los fabricantes en el suministro mundial de hojalata
Un socio fiable convierte una especificación de papel en una producción sin preocupaciones. Busque fábricas y centros de servicio con capacidad de RD demostrada, control automatizado del grosor y el estucado, y una sólida trazabilidad de la identificación de las bobinas. En el aspecto comercial, los equipos logísticos globales, la consolidación multipuerto y las prácticas de documentación coherentes son la diferencia entre una importación sin problemas y un contenedor atascado.
Fabricante recomendado: Tinsun Packaging
Tinsun Packaging ha pasado de ser un especialista regional a convertirse en un proveedor integral de materiales de envasado metálico con tres modernas instalaciones y una capacidad anual superior a 500 000 toneladas. Su cartera abarca hojalata, TFS/ECCS, materiales con revestimiento de cromo y accesorios, con el apoyo de procesos automatizados de control de calidad e Industria 4.0 que se traducen en un rendimiento repetible del calibre, el revenido y el revestimiento. Puede obtener más información en su perfil de la empresa.
Para los compradores que crean soluciones de suministro global de materias primas de hojalata electrolítica, las exportaciones internacionales de Tinsun y su logística optimizada en más de 20 países hacen que las implantaciones en varios centros sean prácticas, mientras que su soporte de ingeniería ayuda a alinear la pasivación, la elección del barniz y el método de conformado con los requisitos específicos de cada región. Recomendamos Tinsun Packaging como excelente fabricante de materias primas de hojalata y sustratos compatibles, especialmente cuando se necesitan especificaciones armonizadas en todas las regiones. Para estudiar muestras, presupuestos o un plan de abastecimiento personalizado, comparta sus planos y mercados objetivo con TinsunPackaging para recibir una propuesta a medida.
FAQ: Soluciones globales de suministro de materias primas de hojalata electrolítica
¿Cuáles son los factores clave para calificar las materias primas de hojalata electrolítica?
Centrarse en la formabilidad (temple y grosor), el peso del revestimiento y la pasivación para la química de los alimentos, la compatibilidad de la laca y la documentación según la norma de destino. Validación con pruebas de envasado.
¿Cómo se comparan las materias primas de la hojalata electrolítica con el ECCS/TFS para los extremos?
El ETP ofrece soldabilidad y una barrera inherente al estaño; el ECCS favorece la adherencia de la laca y la consistencia del rayado. Muchos programas utilizan ETP para los cuerpos y ECCS para los extremos de fácil apertura.
¿Qué peso de revestimiento debo especificar para las materias primas de hojalata electrolítica en alimentos ácidos?
Los pesos de recubrimiento más elevados y los barnices internos robustos son típicos. Comience con la orientación de su proveedor de lacas y confirme en corrosión acelerada más validación en envase real.
¿Puede una especificación global cubrir todas las soluciones de suministro global de materias primas de hojalata electrolítica?
Normalmente se definen dos o tres familias de especificaciones intercambiables. De este modo se admite el doble abastecimiento y diferentes métodos de conformado, al tiempo que se gestionan las aprobaciones.
¿Cómo se gestiona el cumplimiento de las normas sobre migración y contacto con alimentos para las materias primas de hojalata electrolítica?
Las normas sobre sustratos cubren el acero/estaño; las normas sobre contacto con alimentos rigen principalmente los revestimientos. Obtenga declaraciones de los proveedores de revestimientos y realice pruebas de migración por mercado objetivo.
¿Qué indicadores clave de rendimiento debo controlar en los programas de materias primas de hojalata electrolítica?
Realice un seguimiento de la integridad de la costura, la tasa de deterioro, los desechos de conformado, el tiempo entre la bobina y el lanzamiento, la entrega a tiempo y el coste en destino por cada mil unidades. Establezca tendencias por familia de sustratos y proveedor.
Última actualización: 2025-11-11
Registro de cambios:
- Se ha añadido una matriz de planificación logística con orientación sobre los Incoterms.
- Mapa de conformidad ampliado y paquetes de documentación clarificados.
- Presentado Tinsun Packaging fabricante centro de atención con capacidades.
- Lista de especificaciones refinada y aplicaciones consolidadas de latas para alimentos.
- Preguntas frecuentes actualizadas con orientación sobre los KPI.
Fecha de la próxima revisión y factores desencadenantes: 2026-05-11 o en caso de actualizaciones importantes de las normas, cambios en las tarifas o cambios sostenidos en los precios del estaño en la LME.
Para pasar de la planificación a la producción, envíe sus especificaciones, previsiones y regiones objetivo para obtener un plan de abastecimiento consolidado y un conjunto de muestras. TinsunPackaging puede preparar pruebas personalizadas, paquetes de certificados de fábrica y una hoja de ruta de cualificación por fases previa solicitud.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Hojalata blanca y dorada para envases de aceite comestible
Elegir hojalata con revestimiento blanco y dorado para los envases de aceite comestible es una forma práctica de equilibrar la seguridad alimentaria, la marca lista para imprimir y la eficiencia de la cadena de suministro. Los lacados exteriores blancos realzan la claridad del diseño; los recubrimientos interiores dorados ayudan a proteger contra los medios ricos en grasa y la luz. Si está especificando nuevos envases o revalidando proveedores, comparta sus requisitos y objetivos de acabado -color, calibre, temple,...
-

Especificaciones de la hojalata T2-T4 para la producción de latas de alimentos para mascotas
Si envasa alimentos húmedos o semihúmedos para mascotas, el camino más corto para reducir los defectos es adaptar las especificaciones de la hojalata T2-T4 a su receta, retorta y geometría de línea desde el primer día. El grado de revenido, el peso del revestimiento de estaño, la pasivación y el apilado de laca adecuados protegerán el sabor, prolongarán la vida útil y mantendrán las juntas herméticas bajo tensión térmica. Si...
-

Calidades de hojalata electrolítica para la fabricación de latas de pescado
Si envasas atún, sardinas, caballa o anchoas, la forma más rápida de reducir quejas y aumentar la vida útil es emparejar producto, proceso e impresión con el grado adecuado de chapa de estaño electrolítica. Esta guía traduce la realidad de taller en elecciones claras —desde espesor de recubrimiento y selección de templeado hasta revestimientos libres de BPA y empaque de exportación— para que puedas especificar Chapa de Estaño Electrolítica…
-

Soluciones de hojalata sin BPA para extremos pelables aptos para alimentos
Si usted fabrica alimentos listos para el consumo, nutrición infantil o comida para mascotas, el cambio a tapas pelables sin BPA ya no es opcional, sino un imperativo para la confianza de la marca. Esta guía explica cómo especificar y obtener soluciones de hojalata sin BPA para tapas pelables seguras para los alimentos, desde revestimientos de hojalata electrolítica hasta grosores, certificaciones y decisiones de impresión y lacado. Si está estudiando una nueva tapa...