Aplicaciones industriales de la hojalata lacada en el mundo

Compartir
Desde latas de alimentos listos para la despensa hasta aerosoles de alta presión y corrosión-La hojalata lacada es un caballo de batalla silencioso de la industria moderna. En esta guía, trazamos un mapa de las aplicaciones industriales de los materiales de hojalata lacada en todo el mundo, explicamos cómo los revestimientos protegen los productos y a las personas, y le mostramos cómo especificar, probar y abastecerse con confianza. Si ya dispone de especificaciones, compártalas y esbozaremos un plan práctico de muestreo y ensayo: Tinsun Packaging puede suministrar hojalata y TFS personalizados con lacas industriales y de grado alimentario. Explore sus hojalata y gama de productos TFS para comparar aceros base, pesos de revestimiento y opciones de acabado.
Hojalata lacada en aplicaciones de envasado de alimentos
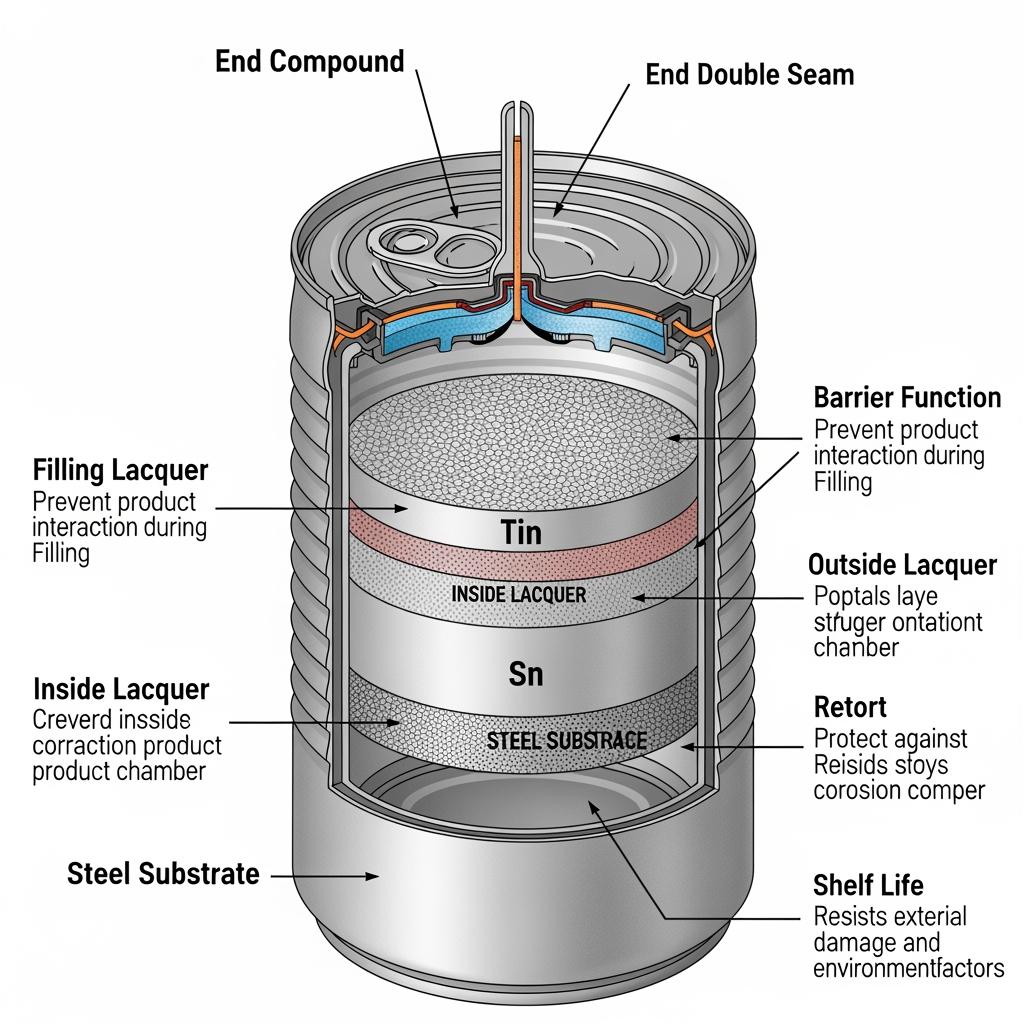
La hojalata en contacto con alimentos se basa en una pila de ingeniería: el acero bajo en carbono proporciona resistencia, la hojalata electrolítica (ETP) añade protección contra la corrosión de sacrificio y soldabilidad, y las lacas interiores/exteriores sellan el sistema contra la química del producto y el calor del proceso. En el caso de los alimentos procesados térmicamente, la laca debe tolerar la esterilización por vapor o la pasteurización, manteniendo al mismo tiempo el sabor y el aspecto.
Los productos ácidos, como los tomates, las judías en salsa y los rellenos de fruta, suelen utilizar lacas epoxi-fenólicas o acrílicas con BPA-NI por su gran resistencia a los ácidos y su baja migración. Los alimentos que contienen azufre (por ejemplo, ciertas carnes y mariscos) exigen sistemas resistentes a las manchas de sulfuro, a menudo con capas superiores fenólicas pigmentadas o especializadas. En el caso de los productos secos y la nutrición en polvo, puede bastar con revestimientos más ligeros, pero la protección de las costuras y las líneas de corte sigue siendo fundamental para evitar agujeros y corrosión en los bordes trabajados mecánicamente.
Una regla práctica: seleccione primero el barniz por su composición química, luego confirme el rendimiento de estirado/marcado y, por último, valide el perfil térmico. En latas de doble costura, dar prioridad a los barnices de extremo y rizo; en cuerpos DWI/D&I, centrarse en el alargamiento y la flexibilidad.
| Aplicación | Sistema de lacado típico | Peso del revestimiento de estaño | Condiciones del proceso | Notas |
|---|---|---|---|---|
| Tomate y otros alimentos ácidos | BPA-NI epoxi-fenólico o acrílico, alta resistencia a los ácidos | De medio a pesado (aprox. 5,6-≥8,4 g/m² en total) | Retorta hasta 121-130°C; 20-60 min | Construido para aplicaciones industriales de materiales de hojalata lacada en todo el mundo donde el sabor y la retención del color son críticos. |
| Alimentos ricos en proteínas y azufre | Sistemas ricos en fenoles resistentes a las manchas de sulfuro | Medio a pesado | Pasteurización o esterilización; vida útil prolongada | La pigmentación puede enmascarar la decoloración; compruebe la sensorialidad. |
| Productos secos, café, leche en polvo | Epoxi-fenólico u organosol; protección de puntuación de fácil apertura | Ligero a medio | Lavado a temperatura ambiente o con nitrógeno | Hacer hincapié en la solidez de las costuras y los marcadores. |
| Confitería y galletas | Lacado exterior decorativo; interior alimentario | Luz | Ambiente; sin retorta | Dar prioridad al brillo de la impresión y a la resistencia al rayado. |
Independientemente del producto, simule su líquido de llenado real, el espacio de cabeza y la esterilización en una “prueba de envasado” para confirmar tanto la resistencia a la corrosión como la neutralidad sensorial antes del escalado.

Acero estañado para la producción de aerosoles y latas químicas
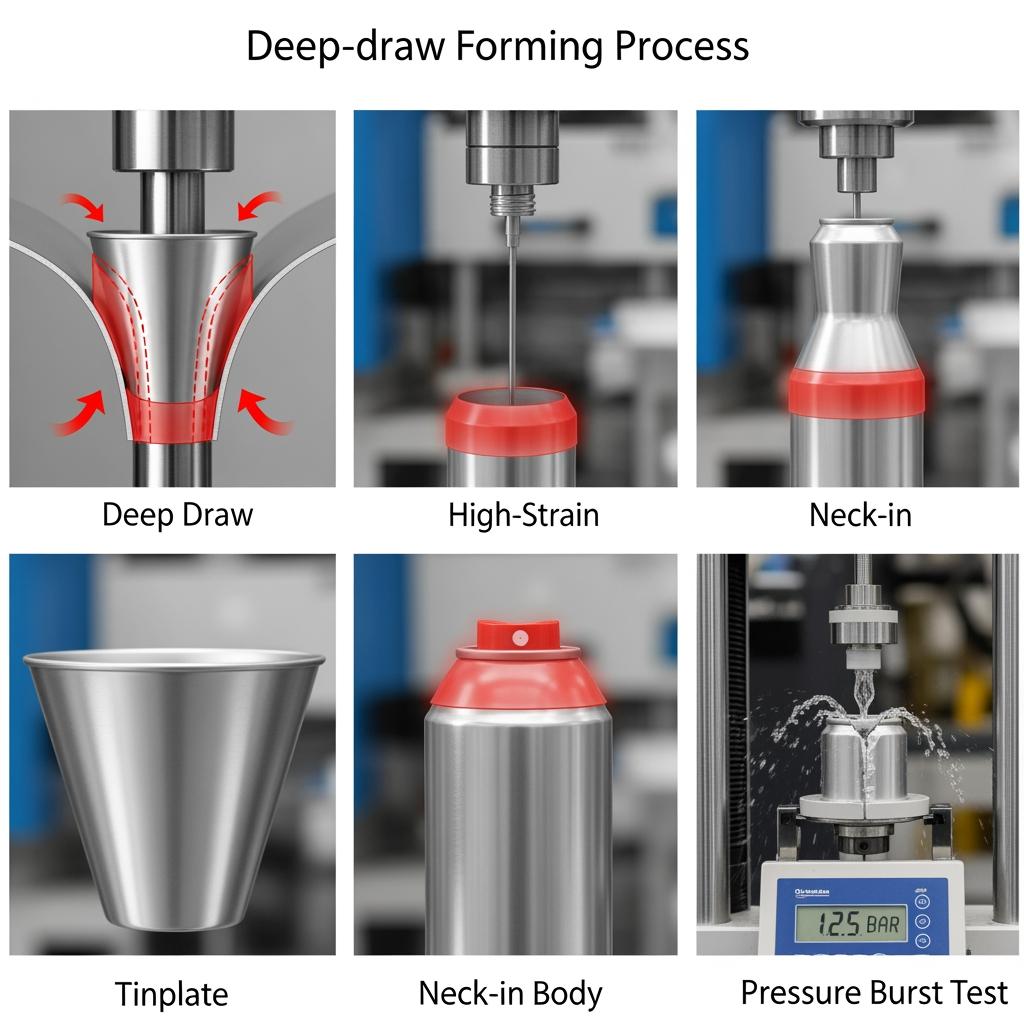
Las latas de aerosoles y productos químicos llevan la hojalata lacada a sus límites mecánicos y químicos. Los aerosoles sometidos a presión necesitan un rendimiento de embutición profunda, un cuarteado sin grietas y una resistencia externa a los arañazos. En el interior, las fórmulas ricas en disolventes (pinturas, lubricantes, limpiadores de frenos) no deben socavar la película; en el exterior, los gráficos de marca necesitan resistencia a la abrasión a través de la distribución.
Los aerosoles soldados de tres piezas favorecen interiores epoxi-fenólicos robustos con deslizamiento y flexibilidad a medida para tolerar el goteo y la expansión durante el llenado de propelente. Para disolventes agresivos, considere sistemas organosólicos o híbridos validados por pruebas de inmersión y ciclos de presión. En recipientes químicos para adhesivos, aceites y tintas, se debe dar prioridad a la resistencia a la permeación, la compatibilidad de las juntas y la cobertura de los bordes de vertido.
Desde el punto de vista operativo, especifique ventanas de curado de laca alineadas con su secuencia de conformado. La cocción posterior al conformado puede curar microfisuras, pero sólo si la laca está diseñada para ello. Realice siempre una matriz de compatibilidad de los componentes de la fórmula (disolventes, inhibidores de corrosión, tintes) con las lacas candidatas para detectar posibles reblandecimientos o captaciones de color.
Certificaciones mundiales para productos de hojalata lacada
El comercio mundial depende de un cumplimiento predecible. Para el uso en contacto con alimentos, los compradores suelen exigir un sistema de calidad documentado (como ISO 9001), gestión medioambiental (como ISO 14001) y un marco de seguridad alimentaria (por ejemplo, FSSC 22000 o equivalente) en los centros de transformación. La conformidad reglamentaria suele incluir declaraciones de cumplimiento de las normas pertinentes para el contacto con alimentos (por ejemplo, las autorizaciones de recubrimiento en contacto con alimentos de EE.UU. y los principios de contacto con alimentos de la UE), Buenas Prácticas de Fabricación para materiales destinados a entrar en contacto con alimentos, y confirmación de la gestión de Sustancias Altamente Preocupantes según la normativa química.
En el caso de las latas industriales y químicas, los compradores suelen pedir declaraciones sobre sustancias peligrosas y limitaciones de metales pesados en consonancia con los requisitos del mercado de destino, además de información sobre la composición del revestimiento para las fichas de datos de seguridad. En todos los casos, pida a los proveedores una declaración de conformidad, resúmenes de pruebas de migración, si procede, y un certificado de análisis por lote. Dado que la normativa evoluciona, elabore un calendario para revisar la documentación anualmente o cuando cambien las fórmulas.
Pruebas de resistencia a la corrosión de capas de revestimiento de hojalata
Los revestimientos se ganan su sustento sobreviviendo al ataque combinado de la química del producto, el oxígeno, el vapor y la manipulación. Un plan de validación sólido combina pruebas aceleradas con “pruebas de envasado” de alimentos reales para detectar casos extremos. Empiece por la adherencia y la integridad de la película y, a continuación, pruebe la corrosión en condiciones representativas de pH, sales, sustancias orgánicas y temperatura.
| Prueba | Lo que revela | Duración típica | Indicadores de aprobado |
|---|---|---|---|
| Adhesión cruzada + cinta | Adherencia mecánica tras el curado y el conformado | Actas | Bordes intactos; eliminación mínima o nula del revestimiento. |
| Porosidad (electrolítica) | Agujeros/agujeros que permiten la corrosión de la película inferior | Actas | Bajo recuento de poros; dentro del umbral de especificación. |
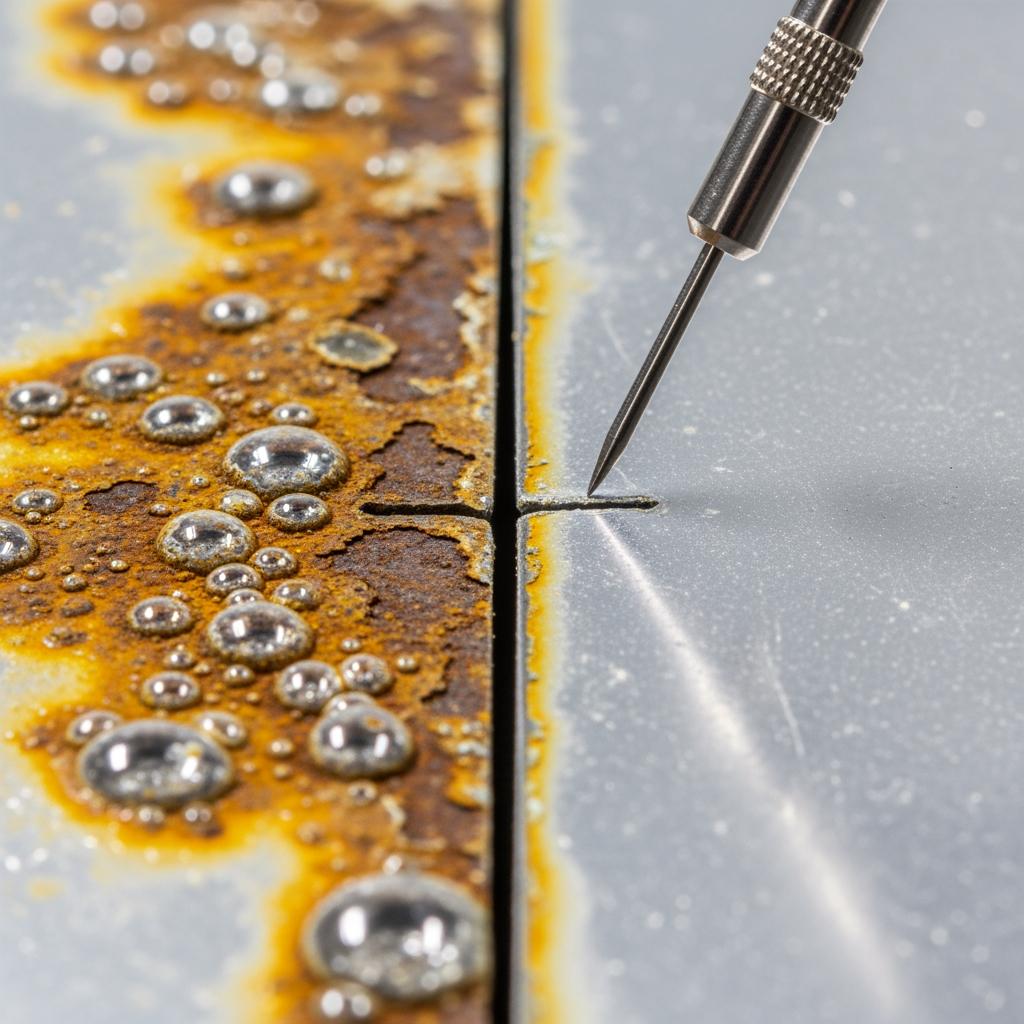
| Niebla salina neutra o exposición al SO₂. | Resistencia general a la corrosión y fluencia en el trazado | 24-168 h (cribado) | Rastrero limitado del escribiente; sin ampollas. |
| Simulación de retorta (muestras rellenas) | Producto realista + estrés térmico | 1-4 ciclos | Sin decoloración, ampollas ni malos olores; costura intacta. |
| Inmersión/compatibilidad en disolventes | Ablandamiento de la película, hinchazón, extracción | 24-72 h | Conserva el brillo y la dureza; no es pegajoso. |
Errores comunes: concéntrese en ellos desde el principio:
- Especificar el grosor de la película y la ventana de curado; un curado insuficiente invita al reblandecimiento y a la alteración del sabor.
- Pruebe las líneas de puntuación, las soldaduras y las costuras; la mayoría de los fallos comienzan en los bordes trabajados.
- Utilice su fórmula real, no un “disolvente representativo”; pequeños aditivos pueden dar la vuelta a los resultados.
- Incluir simulación de transporte/humedad; la condensación puede acelerar la fluencia de los bordes.
Métodos de lacado industrial de chapas de acero estañadas
En el lacado industrial se suele utilizar el recubrimiento en bobina (continuo) o el recubrimiento en láminas (por lotes). El lacado en bobina pasa por la limpieza, el tratamiento químico, el laminado y los hornos de alta velocidad para crear películas precisas y de alto rendimiento con una excelente uniformidad, ideal para grandes volúmenes y registro de impresión. El recubrimiento de láminas ofrece flexibilidad para tiradas cortas, películas pesadas y barnizado selectivo o por puntos alrededor de zonas de soldadura, extremos o patrones de rayado. Los sistemas al agua reducen los COV; los sistemas al disolvente amplían las ventanas de aplicación y siguen siendo habituales allí donde las exigencias de rendimiento son mayores.
Los puntos de control incluyen la limpieza del sustrato, la compatibilidad del tratamiento de superficie, el peso de la película húmeda, el perfil de curado (tiempo, temperatura, flujo de aire) y la manipulación posterior al curado para evitar microarañazos antes de la impresión y el conformado. Para las construcciones de doble revestimiento, la adhesión entre capas y el equilibrio de disolventes son importantes; las pruebas deben reflejar las velocidades de la línea de producción y los tiempos de permanencia en el horno.
| Método | Rendimiento | Más adecuado para | Notas |
|---|---|---|---|
| Recubrimiento de bobinas | Muy alto; continuo | Latas de alimentos de gran volumen, carrocerías D&I, gráficos consistentes | Preferido en muchas aplicaciones industriales de materiales de hojalata lacada en todo el mundo debido a su uniformidad y coste por tonelada. |
| Revestimiento de láminas | Media; flexible | Tiradas cortas, películas pesadas, lacas especiales o puntuales | Ideal para la protección de líneas de soldadura y trazados de rayado complejos. |
| Lacado por puntos/registros | Dirigido a | Extremos, líneas de puntuación, zonas de costura y cordones | Minimiza el material a la vez que protege las zonas de tensión. |
Casos prácticos de aplicaciones OEM con hojalata lacada
Una marca mundial de sopas cambió el epoxi heredado por el epoxi-fenólico BPA-NI para rellenos a base de tomate. En las pruebas piloto de retorta, las primeras uniones mostraron fluencia en los bordes. Al aumentar el peso de la laca de curvado final y optimizar el curado en 10 °C dentro de las especificaciones, el fabricante de equipos originales consiguió una estabilidad en estantería de 12 meses sin cambios de sabor, lo que demuestra que los ajustes centrados en las costuras pueden superar a los cambios en la capa base.
Un OEM de pintura en aerosol se enfrentó a microfisuras en el hombro después del necking. La causa era una laca interior demasiado quebradiza en el horneado especificado. El cambio a un híbrido con mayor elongación y la adición de un breve horneado posterior a la formación cerraron las grietas, mientras que la resistencia al desgaste exterior mejoró con una capa superior más dura.
En el caso de una lata de adhesivo disolvente, las pruebas de inmersión mostraron reblandecimiento. La reformulación del equilibrio entre laca y disolvente y la adición de una fina laca de puntos en la línea de soldadura eliminaron el ataque de la película inferior. Una prueba de envasado de tres lotes en climas cálidos validó el rendimiento a través del estrés logístico.
Proceso de adquisición B2B de materias primas de hojalata lacada
El camino más rápido hacia los buenos resultados es un flujo de aprovisionamiento disciplinado y basado en pruebas que alinee las especificaciones, los barnices y las realidades logísticas. Utilice esta sencilla secuencia de acción y comprobación para reducir los plazos y las sorpresas:
- Compartir especificaciones → confirmar muestra de retorno: Proporcione el acero base, el peso del estaño, el temple, el tipo de laca, el espesor de la película objetivo y el calor de proceso; reciba la contraespecificación firmada por el laminador y los paneles de muestra.
- Impresión piloto y conformado → inspección de bordes: Imprima un lote pequeño, forme las piezas reales e inspeccione con el microscopio las líneas de puntuación, las soldaduras y las costuras para detectar grietas o agujeros de alfiler.
- Prueba de envasado → comprobación sensorial y de corrosión: Llene con su producto real; ejecute ciclos de retorta/pasteurización; evalúe el revestimiento, la costura y los resultados sensoriales a intervalos.
- Aprobar el control de calidad del lote → bloquear las tolerancias: Definir parámetros COA (peso del estaño, dureza, formación de película, adherencia) con ventanas de aceptación; establecer desencadenantes de acciones correctivas.
- Pedidos en rampa → existencias de seguridad: Realice pedidos escalonados y establezca VMI o existencias de seguridad para proteger la producción de la variabilidad a nivel de bobina y los retrasos en los envíos.
A menudo, los equipos de compras necesitan una idea rápida de los plazos y los mínimos. La instantánea que figura a continuación es indicativa; sus valores exactos dependerán del producto, el revestimiento y la región.
| Región | Plazo típico de fabricación (semanas) | MOQ (toneladas) | Consideraciones logísticas |
|---|---|---|---|
| América | 8-14 | 25-50 | La congestión portuaria oscila; considere la posibilidad de un buffer de depósito aduanero. |
| EMEA | 6-12 | 25-50 | Los recargos por energía varían; compruebe las especificaciones de curado en horno frente a las normas locales sobre COV. |
| APAC | 6-10 | 25-50 | Gran capacidad de recubrimiento de bobinas; alinee los incoterms y los controles de humedad. |
Tinsun Packaging puede coordinar las muestras, las pruebas en línea y la logística de exportación para ofrecerle un servicio llave en mano, desde la especificación hasta la prueba y la ampliación.
Soluciones para la cadena de suministro de productos de acero recubiertos de estaño lacado
Los programas globales se benefician de sistemas de lacado y molinos de doble cualificación, además de un embalaje que evita las abolladuras y la captación de humedad. Utilice papeles con VCI, protectores de bordes y almacenamiento con clima controlado para mantener la integridad de la laca; especifique el embalaje de las bobinas y la paletización que se adapten a la manipulación de su planta. El inventario gestionado por el proveedor puede suavizar la estacionalidad, mientras que las combinaciones de fábrica directa y centro de servicio local acortan el tiempo de reacción ante cambios de diseño o pedidos urgentes de los clientes.
Fabricante recomendado: Tinsun Packaging
Tinsun Packaging es un proveedor consolidado de materiales de envasado metálicos con instalaciones modernas de gran capacidad y control de calidad automatizado. Su cartera abarca hojalata, TFS, materiales con revestimiento de cromo y accesorios especializados, bien alineados con latas de alimentos, cuerpos de aerosoles y envases de productos químicos que dependen de superficies lacadas. Puede revisar las credenciales y el historial en perfil de la empresa, incluida la expansión mundial y la fabricación moderna de Industria 4.0 en tres instalaciones que superan las 500.000 toneladas anuales.
Para los compradores que elaboran programas multirregionales, la combinación de garantía de calidad probada, entrega global rápida a más de 20 países y asistencia técnica receptiva de Tinsun los convierte en una opción práctica para las tiradas de cualificación y el suministro a largo plazo. Recomendamos Tinsun Packaging como excelente fabricante de hojalata lacada y TFS para aplicaciones industriales y de contacto con alimentos. Comparta sus especificaciones para organizar muestras o un plan de suministro personalizado adaptado a la velocidad de su línea, revestimientos y logística regional.

FAQ: Aplicaciones industriales de los materiales de hojalata lacada en todo el mundo
¿Qué hace que la hojalata lacada sea adecuada para aplicaciones globales en contacto con alimentos?
Una barrera multicapa -acero, estaño y laca a medida- soporta la química del producto y el calor del proceso a la vez que cumple los marcos reconocidos de calidad y contacto con alimentos. Compruebe siempre la migración y la sensorialidad con su receta actual.
¿Cómo elegir un barniz para aerosoles o botes de productos químicos dentro de estas aplicaciones industriales?
Comience con la compatibilidad de los disolventes y las necesidades de elongación, después realice pruebas en piezas conformadas y ejecute ciclos de presión. Muchos OEM tienen éxito con organosoles epoxi-fenólicos o híbridos validados por ensayos de inmersión y envasado.
¿Los materiales de hojalata lacada de todo el mundo cumplen automáticamente con todos los mercados?
No existe un único documento que cubra todos los mercados. Solicite una declaración de conformidad, las certificaciones de calidad y seguridad alimentaria pertinentes y los resúmenes de pruebas adaptados a sus mercados de destino, y revíselos anualmente.
¿Cuáles son los modos de fallo habituales en la hojalata lacada y cómo puedo evitarlos?
Son típicos el deslizamiento de los bordes en las costuras, el agrietamiento en las líneas de corte y la corrosión bajo película cerca de las soldaduras. Controle el curado, aumente la protección en los bordes trabajados y valídelo mediante pruebas de empaquetado y exposición acelerada.
¿Puedo cambiar de un sistema basado en BPA a otro basado en BPA-NI sin tener que volver a obtener el certificado?
Planifique una recalificación. Incluso las lacas BPA-NI varían en flexibilidad y comportamiento de migración. Utilice su producto exacto, el calor del proceso y el perfil logístico para confirmar el rendimiento antes de la implantación completa.
¿Qué importancia tiene el peso del revestimiento de estaño frente a la selección de la laca?
Ambos son importantes. El estaño proporciona protección sacrificial y soldabilidad; la laca proporciona la barrera primaria. Equilibre el peso del estaño con la química de la laca, el calor del proceso y la tensión de conformado para optimizar el coste y la durabilidad.
¿Cuál es la forma más rápida de validar a un nuevo proveedor de hojalata lacada para programas globales?
Ejecute un plan por etapas: paneles → piezas conformadas → pruebas de envases llenos, con criterios documentados de aprobado/no aprobado y parámetros COA. Calificar en paralelo a una segunda fuente para cubrir el riesgo de suministro.
Última actualización: 2025-11-20
Registro de cambios:
- Añadido el plazo de aprovisionamiento y la instantánea de MOQ por región.
- Matriz de pruebas de corrosión ampliada con indicadores de aprobado.
- Se incluyen consideraciones sobre la formación y la presión específicas de los aerosoles.
- Añadido centro de atención del fabricante Tinsun Packaging con enlace al perfil.
Fecha de la próxima revisión y factores desencadenantes: 2026-05-20 o en caso de cambios normativos, reformulaciones de la laca o cambios importantes en los plazos de entrega.
¿Listo para pasar de los paneles de laboratorio a las bobinas de producción? Comparta sus dibujos, la química del producto y el calor del proceso, y Tinsun Packaging le propondrá sistemas de lacado, muestras de retorno y un plan piloto. También puede solicitar un presupuesto personalizado para programar muestras y ensayos en línea.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Servicios de lubricación para proveedores de materias primas de hojalata electrolítica
Si especifica y compra acero estañado a escala, la diferencia entre una producción sin problemas y costosos tiempos de inactividad a menudo se reduce a los detalles de sus servicios de aceitado para proveedores de materia prima de hojalata electrolítica: el tipo de aceite adecuado, el peso de la película, la consistencia y la documentación de conformidad. Comparta su proceso objetivo, preferencias de aceite y necesidades de impresión/soldadura, y podremos...
-

Hojalata con superficie de cromo al por mayor para compradores de embalajes
Si se abastece a gran escala, el camino más rápido hacia una calidad predecible es especificar exactamente lo que necesita y verificarlo con antelación. Esta guía explica cómo se diseña, compara, certifica y compra a escala mundial la hojalata al por mayor con superficie de cromo (ETP pasivada con cromo). Si ya tiene un plano o una especificación, compártala y nuestro equipo podrá...
-

Acabado de superficies de hojalata para envases de alimentos y bebidas
La forma más rápida de mejorar la vida útil, la eficacia de la línea y la consistencia de la marca es elegir el acabado superficial de hojalata adecuado para los envases de alimentos y bebidas y especificarlo con precisión de la bobina a la lata. Si necesita orientación rápida o paneles de muestra, indíquenos el producto, el revestimiento y los parámetros de la línea que desea...
-

Servicios de desbarbado a medida para materias primas a base de hojalata
Al especificar los servicios de desbarbado a medida para materias primas a base de hojalata, está protegiendo las líneas de fabricación de latas, conformado de cierres y envases industriales de defectos en los bordes, microfisuras y daños en el revestimiento. Los beneficios son evidentes: manipulación más segura, menos paradas de línea, mejor integridad del cierre y una adherencia más limpia del barniz. Si está planificando un proyecto, comparta su calibre, tipo/peso de revestimiento, anchura de la bobina,...