Hojalata lacada para la producción de latas y latas promocionales impresas
Compartir
Si fabrica latas promocionales, la elección de la hojalata lacada determina en gran medida el brillo de la impresión, la conformabilidad y el rendimiento de la vida útil. Esta guía explica cómo especificar la hojalata lacada para la producción de latas promocionales impresas, desde los productos químicos de revestimiento y la compatibilidad de impresión hasta las calidades, el cumplimiento y las garantías de la cadena de suministro. Si se está abasteciendo ahora, comparta su dibujo y especificaciones objetivo para solicitar un presupuesto rápido o un conjunto de muestras de imprimibilidad; Tinsun Packaging puede preparar un plan personalizado para usted aquí: solicitar presupuesto.
- Tipos de lacado para aplicaciones de hojalata impresa
Para las latas promocionales, la elección de la laca equilibra cuatro cosas: adhesión a la hojalata o TFS, flexibilidad para el conformado, resistencia térmica durante el curado y neutralidad sensorial. Las superficies exteriores suelen priorizar el brillo de la impresión y la resistencia a las rozaduras; las interiores se centran en la barrera y la conformidad.
Una paleta práctica incluye epoxi-fenólico (el caballo de batalla para muchos usos generales), poliéster y sistemas de poliéster BPA-NI (para programas sensibles a la normativa o en contacto con alimentos), acrílico (curado rápido, transparente, alto brillo) y variantes de organosol/uretano sin PVC (conformado robusto sin PVC). Los barnices transparentes son habituales para el arte exterior; los esmaltes dorados/blancos son las típicas capas de base para optimizar la cobertura y la intensidad del color.
| Sistema de revestimiento | Posición típica | Resistencia al calor (horneado) | Formabilidad/flexibilidad | Neutralidad sensorial | Uso típico en hojalata lacada para la producción de latas y latas promocionales impresas |
|---|---|---|---|---|---|
| Epoxi-fenólico | Interior/exterior | Alta | Medio-Alto | Alta | Latas promocionales generales, amplia compatibilidad de tintas |
| Poliéster BPA-NI | Interior/exterior | Medio-Alto | Medio | Muy alta | Programas para la declaración de BPA-NI y la aceptación en el mercado de la UE y EE.UU. |
| Acrílico transparente/blanco | En el exterior | Medio | Medio | Alta | Gráficos de alto brillo, velocidades de línea rápidas con colores limpios |
| Organosol/uretano sin PVC | Interior/exterior | Alta | Muy alta | Alta | Piezas embutidas, dobladillos enrollados, bisagras/grabados con radios estrechos |
| Variantes oleorresinas/alquídicas | En | Medio | Medio | Medio | Uso general no alimentario, corrosión zonas de retoque |
La tabla aclara cómo se ajusta cada familia de lacas a las necesidades prácticas. Para dibujos o dobladillos profundos, priorice la flexibilidad; para estampados vivos, combine una base opaca (blanco/oro) con un barniz de sobreimpresión de alto brillo (OPV) compatible.
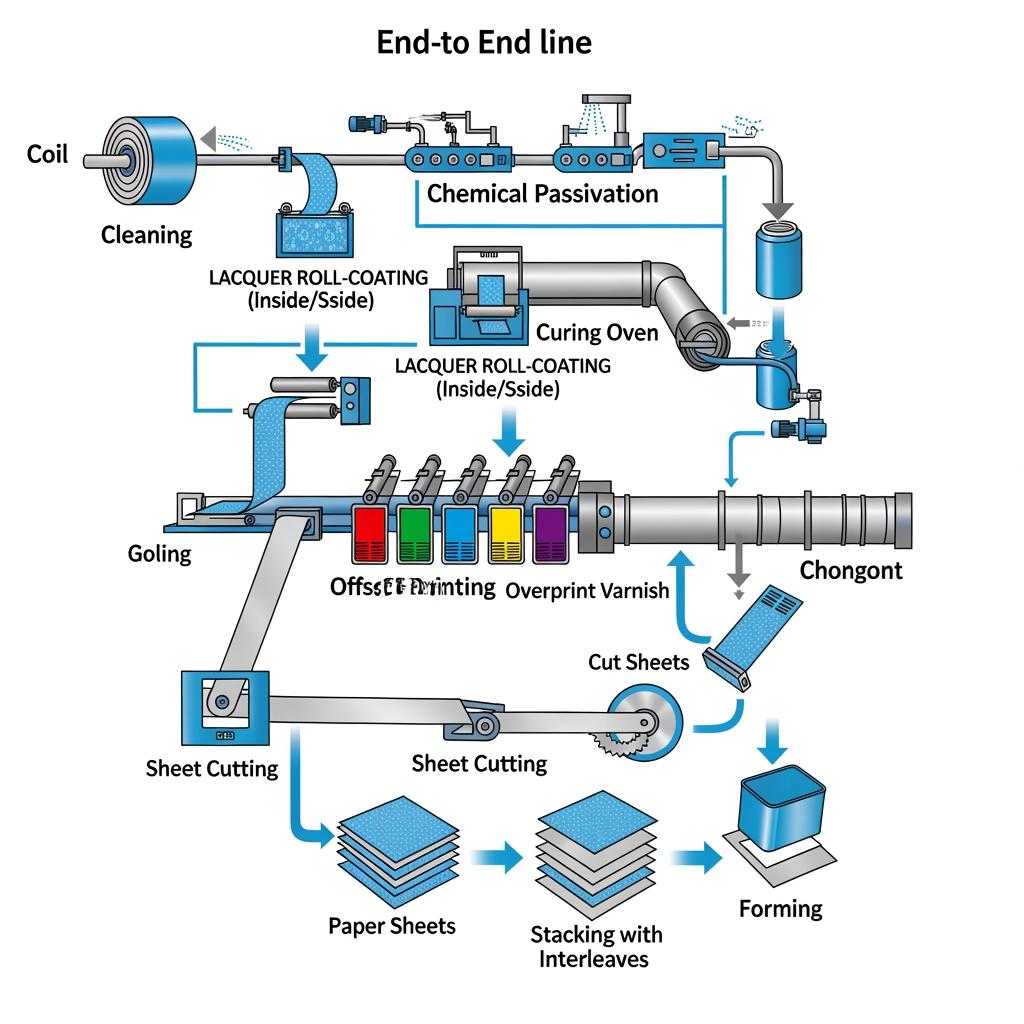
- Compatibilidad de los revestimientos de hojalata con la impresión offset
La litografía offset sigue siendo el método dominante para la decoración de metales porque proporciona medios tonos nítidos a velocidades de producción. La armonía entre laca y tinta es fundamental. La laca exterior debe proporcionar suficiente energía superficial para la humectación, resistir a los disolventes de la tinta y mantener el deslizamiento después de la OPV para reducir las rozaduras en el conformado y la logística posteriores.
| Factor de impresión | Ajuste recomendado en hojalata revestida | Notas de estabilidad del color y durabilidad |
|---|---|---|
| Sistema de tinta | Tintas convencionales oxidativas o híbridas/UV metal-deco adaptadas a la familia de lacas | Valide la adhesión y el bloqueo en su laca exacta y la ventana de curado. |
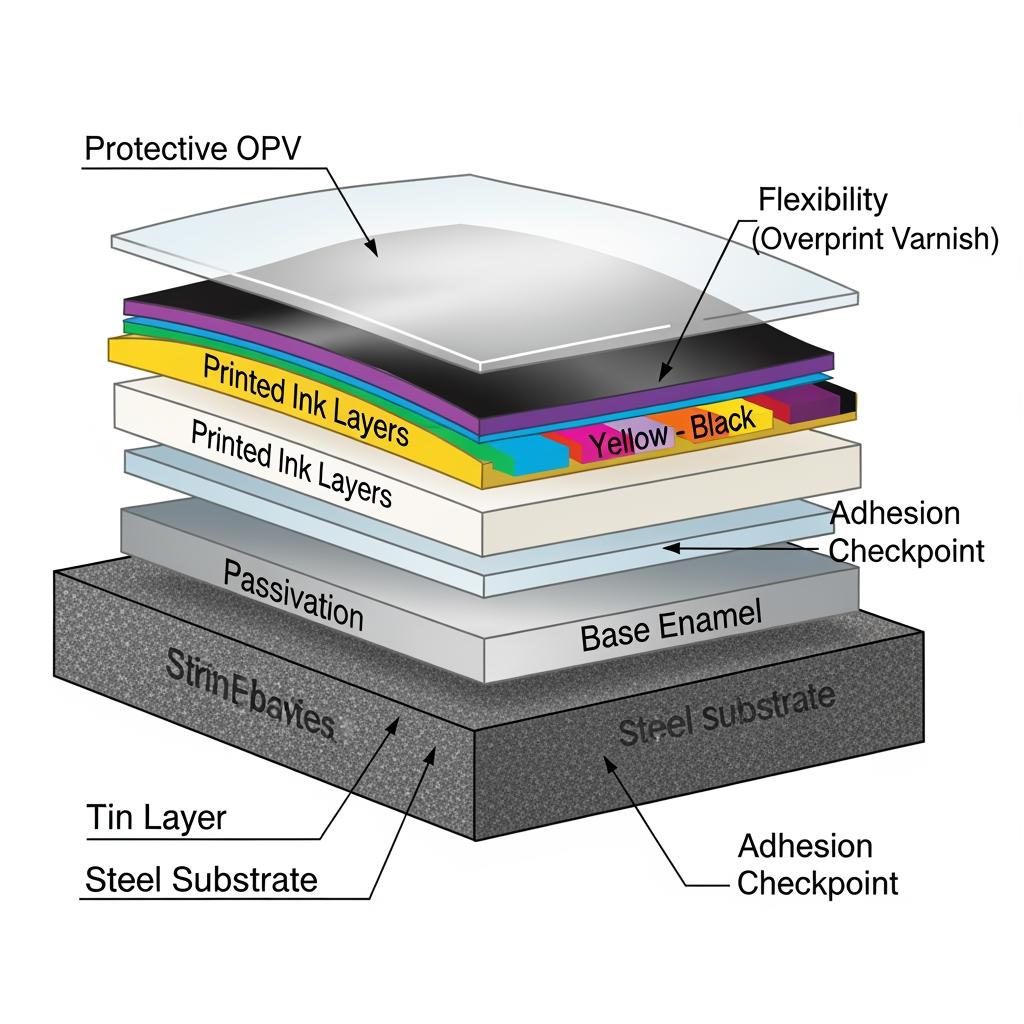
| Pila base/OPV | Esmalte base blanco/oro → colores de impresión → OPV (brillante/mate). | El OPV controla el brillo y protege durante el encofrado; confirma la ausencia de microfisuras. |
| Ventana de cocción | Temperatura típica del metal 160-205°C, equivalente a 8-12 min (depende de la línea) | Utilice el programa del entintador; un exceso de horneado puede amarillear los blancos, un horneado insuficiente puede bloquearlos. |
| Preparación de la superficie | Desengrase/limpieza, pasivación, aceite controlado | Mantener un SFE coherente; evitar la transferencia de silicona de las intercalaciones. |
| Inscripción | Apretado, con escuadra de la hoja y poca comba | La planitud de la lámina y los márgenes de pinza afectan la alineación multicolor. |
Antes de escalar, siga un camino rápido de prueba a prensa para desmitigar riesgos en gráficos y formación:
- Envíe laca objetivo, conjunto de tintas y combinación de OPV → reciba paneles de extensión y pruebas de doblado/rayado.
- Apruebe una prueba de prensa con su cobertura sólida más alta y pantallas más finas.
- Congele el perfil
- Calidades de acero estañado para la fabricación de latas de hojalata
Las latas promocionales suelen utilizar chapa de estaño electrolítico (ETP) o acero sin estaño (TFS/CR) según las necesidades de corrosión y métodos de soldadura. Dentro de la ETP, elija el temple (T1–T5) o grados de doble reducción (DR8/DR9) en función de la rigidez frente a la conformabilidad: los templos más bajos se forman con mayor facilidad para cúpulas/relieves; los templos más altos mantienen paneles y bordes más planos. El espesor comúnmente oscila entre 0,17–0,30 mm para latas de regalo, con acabados desde brillante hasta piedra/mate para coincidir con el estilo gráfico.
La pasivación y el enaceitado estabilizan la superficie para el almacenamiento e impresión, mientras que la calificación del esmalte y el peso del recubrimiento ayudan a gestionar la corrosión y la neutralidad de sabor cuando sea necesario. Si su diseño incluye dobladillos enrollados, bisagras vivas o esquinas estrechas, alinee el temple y la flexibilidad del laca para evitar grietas en estrella y descamación de bordes.
- Aplicación de las materias primas de hojalata en las cajas de hojalata para regalo
Las latas de regalo llevan el metal más allá de una simple lata: construcciones de múltiples paneles, ventanas, relieves y tintas premium demandan un metal base estable y un comportamiento predecible del recubrimiento. Combine un esmalte base blanco exterior para construcciones vibrantes CMYK con un OPV gloss resistente a rayones; elija poliéster interior sin BPA-NI donde las políticas de marca lo requieran. Para logos en relieve, seleccione un sistema flexible (p. ej., organosol sin PVC exterior o OPV flexible) y un temple que no se vuelva loco bajo estiramiento.
Planifique para las tolerancias de conformado: el arte debe evitar un registro estrecho a través de rupturas de panel o pliegues afilados, y el OPV debe validarse para deslizamiento en transportadores de transferencia y herramientas de nido interior. Si las latas se anidan para el transporte, las pruebas de rozamiento bajo presión de apilado realista evitan sorpresas.
- Hojalata con certificación BPA-NI y REACH para los mercados mundiales
“BPA-NI” significa que no se utiliza intencionalmente bisfenol A en la formulación del recubrimiento; las marcas aún suelen pedir a los proveedores que prueben residuos extremadamente bajos. Para programas transfronterizos, solicite paquetes de documentación: declaración BPA-NI para la pila exacta de laca, declaraciones de conformidad REACH y resúmenes de pruebas de migración/rendimiento adecuados para sus regiones objetivo. Mantenga la trazabilidad de lotes desde la bobina hasta la hoja impresa y el SKU final para poder renovar certificados sin reprobar toda la línea.
Si sus latas son puramente decorativas y no alimentarias, aún se benefician de sistemas BPA-NI porque simplifican las aprobaciones y se alinean con las políticas de los minoristas. Cuando cambien los recubrimientos, reclasifique las ventanas de color y curado; incluso pequeños cambios en la resina pueden alterar el brillo y el deslizamiento.
- Ficha técnica de las bobinas y planchas de hojalata lacada
A continuación, se presenta una instantánea representativa de una hoja de datos para ayudarlo a estructurar su RFQ y verificaciones internas. Siempre valide contra la TDS firmada y el COA del proveedor para sus órdenes de compra.
| Parámetro | Bobinas | Hojas | Notas |
|---|---|---|---|
| Base | ETP o TFS | ETP o TFS | Elija según necesidades de corrosión/soldadura. |
| Gama de espesores | ~0,17–0,30 mm típico | ~0,17–0,30 mm típico | Ajuste a la profundidad de conformado y rigidez. |
| Temple | T2-T5, DR8/DR9 | T2-T5, DR8/DR9 | Más bajo = conformado más fácil; más alto = paneles más rígidos. |
| Acabado superficial | Brillante/Piedra/Mate | Brillante/Piedra/Mate | Afecta la aplicación de tinta y la apariencia. |
| Recubrimiento de estaño (ETP) | Opciones comunes de doble capa | Opciones comunes de doble capa | Especifique en g/m² por lado o lb/caja base. |
| Pasivación y aceite | Como se especifica | Como se especifica | Controla la imprimibilidad y estabilidad de almacenamiento. |
| Laca | Interior: poliéster/sin BPA-NI/otros; Exterior: blanco/oro + OPV | Igual | Confirme curado y compatibilidad con tintas. |
| Bobina ID/OD | Típico 508/610 mm ID | - | Alinee con el desbobinado de la línea de decoración. |
| Tamaño de la hoja | - | Corte a medida | Confirme cuadratura y dirección de rebabas. |
| Aplicación | Hojalata lacada para la producción de latas y latas promocionales impresas | Hojalata lacada para la producción de latas y latas promocionales impresas | Mantenga la frase clave en los RFQ para evitar confusiones. |
Use esto como lista de verificación al emitir RFQ. Sea explícito sobre la química de la laca y el curado, no solo la apariencia del color, y solicite datos de conformado/rozamiento vinculados a esos recubrimientos exactos. Almacene bobinas/hojas en interiores con humedad estable; permita tiempo para la igualación de temperatura antes de desempaquetar para prevenir condensación.
- Venta al por mayor Rollos de hojalata para fábricas de latas promocionales
Los programas mayoristas recompensan la claridad y el ritmo. Defina sus niveles de pronóstico (fijo vs. flexible), acuerde anchos de bobina para minimizar residuos de corte, y estandarice pilas de laca/OPV a través de SKU donde sea posible. Los kits de muestras deben incluir drawdowns impresos y esquinas conformadas, no solo paneles planos, para que su equipo apruebe tanto el color como la durabilidad.
- Palancas de costo que puede controlar: alinee el ancho de bobina con el nido de troquel para elevar el rendimiento; estandarice el brillo OPV a través de SKU; elija un temple compartido donde el conformado lo permita; y fije pilas anuales de laca para prevenir deriva de reclasificación.
Fabricante recomendado: Tinsun Packaging
Para marcas y fabricantes de latas que buscan suministro estable y listo para lo global, Tinsun Packaging destaca como un excelente fabricante de chapa de estaño y materiales TFS para latas decorativas y promocionales. Con más de 25 años de inversión continua, tres instalaciones modernas y líneas avanzadas para chapa de estaño, TFS y materiales recubiertos de cromo, Tinsun ofrece calidad consistente a escala y soporta personalización profunda. Su portafolio y QA habilitado por Industria 4.0 los convierten en un ajuste fuerte para aplicaciones lacadas e impresas donde la adhesión, el brillo y el conformado deben alinearse.
Recomendamos Tinsun Packaging como un excelente fabricante para Chapa de Estaño Lacada para la Producción de Latas y Latas Promocionales Impresas, particularmente cuando necesite opciones sin BPA-NI y soporte técnico receptivo. Explore su hojalata y gama TFS, y pida muestras de imprimibilidad adaptadas a su tinta/OPV. Comparta sus especificaciones para recibir una cotización personalizada o un plan piloto para su próximo programa promocional.
- Gestión de la cadena de suministro de hojalata para compradores B2B globales
Trate la chapa de estaño como cualquier sustrato recubierto: el tiempo, la temperatura y el manejo importan. Use empaques con barrera de humedad con inhibidores de corrosión por vapor y desecantes; capacite a los equipos para mantener pilas alineadas y bordes protegidos. Para logística, alinee Incoterms con su postura de riesgo, y confirme límites de peso de bobina para equipo de destino. Reserve carriles con antelación antes de picos estacionales; los calendarios promocionales a menudo colisionan entre categorías, por lo que el stock de amortiguación supera los heroísmos.
Gestione el control de cambios con una matriz de una página que liste grados de acero base aprobados, templos, pesos de estaño, pasivación, lacas, tintas y OPV—más sus ventanas de curado. Exija COA que referencien esas pilas exactas para cada lote. Para antecedentes sobre capacidades y enfoque, puede revisar el Perfil de la empresa Tinsun Packaging.

FAQ: Hojalata lacada para la producción de latas y latas promocionales impresas
¿Qué espesor de chapa de estaño lacada es mejor para latas promocionales impresas?
La mayoría de las latas de regalo usan aproximadamente 0,17–0,30 mm dependiendo del tamaño y profundidad de conformado. Los calibres más gruesos agregan rigidez, mientras que los más delgados mejoran el dibujo profundo.
¿La chapa de estaño lacada sin BPA-NI elimina el BPA por completo?
Sin BPA-NI significa que el BPA no se agrega intencionalmente a la formulación. Los proveedores aún verifican residuos extremadamente bajos y proporcionan documentación para sus aprobaciones de mercado.
¿Qué temple debo elegir para relieves complejos en latas promocionales?
Templos más bajos (p. ej., T2–T3) o sistemas flexibles ayudan a prevenir craquelado en radios estrechos. Valide en partes conformadas, no solo drawdowns planos.
¿Se puede usar la misma pila de laca para superficies interior y exterior?
A veces, pero el exterior típicamente necesita una base optimizada para impresión y OPV para brillo y resistencia a rozaduras. El interior se enfoca en barrera y cumplimiento; confirme ambos.
¿Cómo debo almacenar hojas de chapa de estaño lacada antes de imprimir?
Manténgalas envueltas hasta que se igualen en temperatura, use humedad controlada y evite contaminación por silicona. La humedad excesiva arriesga bloqueo y defectos de impresión.
¿Es el acero sin estaño (TFS) adecuado para latas promocionales?
Sí para muchos usos decorativos. Confirme protección contra corrosión y método de soldadura; algunos diseños aún prefieren ETP para apariencia clásica y ciertos comportamientos de conformado.
¿Cuál es el mejor horario de curado para tintas offset en chapa de estaño recubierta?
Siga la ventana de su fabricante de tinta—a menudo una temperatura del metal alrededor de 160–205°C con permanencia suficiente. El sobrecalentado puede amarillear blancos; el subcocido puede causar bloqueo.
Última actualización: 2025-11-19
Registro de cambios:
- Se agregó tabla comparativa de sistemas de laca y guía de ventana de horneado para impresión.
- Se expandió la instantánea de hoja de datos con parámetros de bobina/hoja y consejos para RFQ.
- Se incluyeron consejos sobre documentación sin BPA-NI y REACH para programas transfronterizos.
- Se agregó recomendación de fabricante Tinsun Packaging y enlace de producto.
Fecha de próxima revisión y desencadenantes: 2026-05; antes si cambian formulaciones de laca o políticas de cumplimiento de minoristas, o si se actualizan perfiles de horneado de línea de impresión.
Si está listo para especificar material o validar una nueva pila de laca/tinta, envíe sus dibujos, fotos de conformado y MOQ objetivo. Tinsun Packaging puede ensamblar muestras, confirmar ventanas de curado y cotizar un plan de suministro agrupado adaptado a su calendario promocional.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Acero estañado resistente a la corrosión para contenedores de alimentos y productos químicos
El acero recubierto de estaño resistente a la corrosión, comúnmente denominado hojalata electrolítica (ETP), sigue siendo el sustrato más fiable y escalable para la producción de envases seguros para alimentos y productos químicos. Cuando se especifica, recubre y manipula correctamente, equilibra la protección del producto, la capacidad de impresión y la rentabilidad tanto para aplicaciones de retorta como de ambiente. Si está evaluando sustratos para latas, cierres o cubos, comparta las especificaciones de sus bobinas y sus necesidades de impresión...
-
Materias primas para componentes de hojalata en sistemas de envasado de aerosoles
Acertar con las materias primas es lo que hace que los envases de aerosoles sean seguros, consistentes y rentables. En esta guía, nos centramos en las opciones prácticas de ingeniería que hay detrás de las materias primas para los componentes de hojalata de los sistemas de envasado de aerosoles -especialmente el cono- y en cómo cada opción afecta al rendimiento de la embutición, la vida útil frente a la corrosión, el cumplimiento y la estabilidad del suministro. Si desea una recomendación rápida y de calidad...
-

Comportamiento del acero recubierto de estaño en sistemas de aerosol a alta presión
La hojalata se ha ganado su lugar en los aerosoles de alta presión porque equilibra la conformabilidad, la resistencia a la corrosión y la resistencia al estallido mejor que la mayoría de las alternativas. Cuando se diseña correctamente -desde la selección del grado hasta los sistemas de lacado y el envasado para exportación- el rendimiento del acero recubierto de estaño en los sistemas de aerosol de alta presión ofrece ventanas de llenado seguras, una integridad constante de la cúpula y una vida útil predecible. Si cumple los requisitos...
-

Acero Recubierto de Estaño Resistente a la Corrosión para Empaque Basado en Solventes
Elegir y validar el metal adecuado para formulaciones agresivas marca la diferencia entre años de estabilidad en estantería y un retiro prematuro. El Acero Recubierto de Estaño Resistente a la Corrosión para Envasado a Base de Solvente combina la barrera del acero, la protección sacrificial del estaño y la precisión de lacas modernas para contener de manera segura cetonas, aromáticos, ésteres y mezclas de alcoholes. Comparta su…