Acero estañado en bruto para la producción de tapones roscados y cierres metálicos
Compartir
La selección del acero estañado en bruto adecuado determina la consistencia con la que sus tapones se forman, sellan y sobreviven a la logística. En esta guía, traducimos la realidad del taller en criterios de compra claros para el acero estañado en bruto para la producción de tapones de rosca y cierres metálicos, desde la especificación del material hasta el cumplimiento y el suministro. Si está calificando nuevas bobinas o planificando una prueba, comparta su especificación y solicitar presupuesto por lo que Tinsun Packaging puede proponer sustratos, revestimientos y plazos de entrega adaptados.
Especificaciones de la hojalata utilizada en la fabricación de tapones
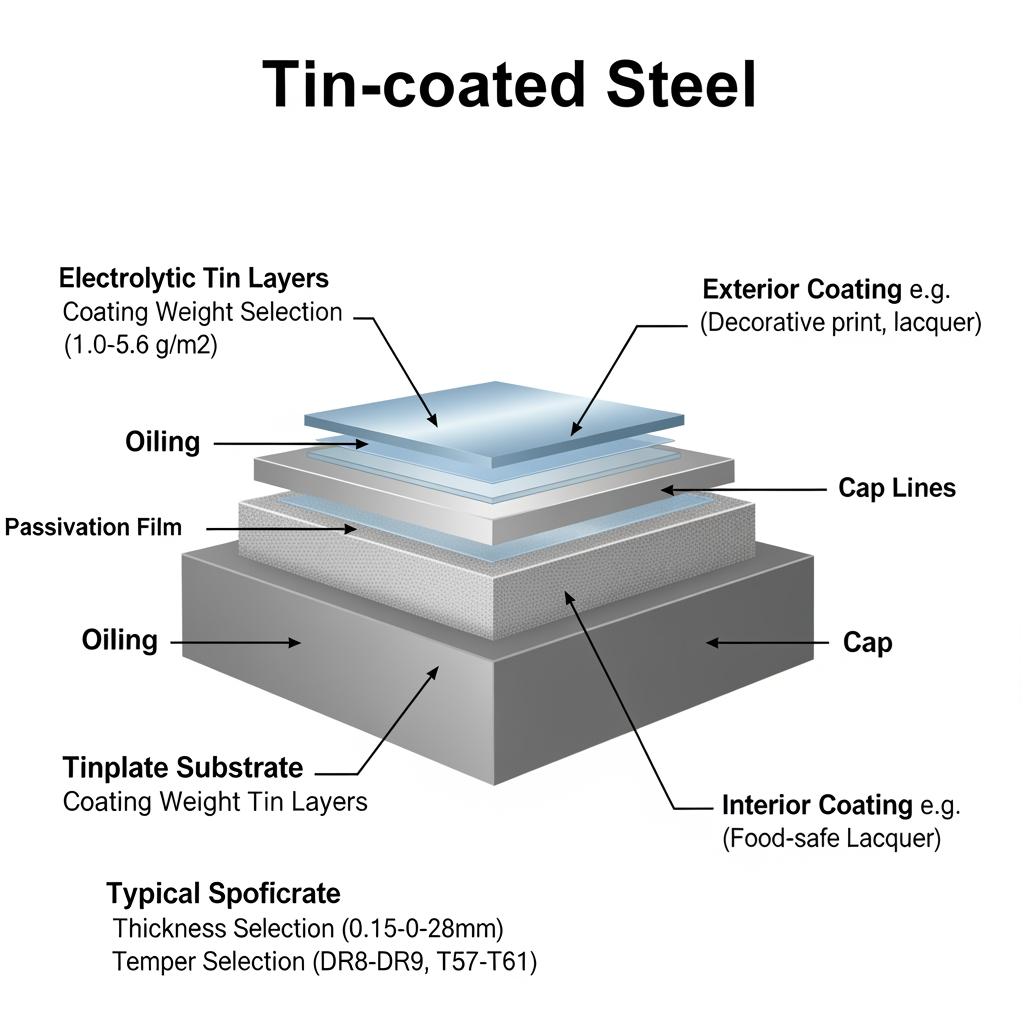
Para los tapones, la hojalata “adecuada” equilibra la capacidad de estirado y la resistencia del panel, corrosión y la adherencia del barniz. En la práctica, esto significa elegir un temple de acero base que se adapte a la severidad del conformado, un peso de revestimiento que se ajuste a la vida útil y al entorno, y una preparación de la superficie que se adhiera de forma fiable al sistema de revestimiento y a la junta.
| Parámetro | Rango típico para tapones | Preferido para tapones de rosca/tornillo | Notas |
|---|---|---|---|
| Espesor del acero base | 0,17-0,28 mm | 0,19-0,24 mm | Los calibres más finos favorecen la tracción; los más gruesos añaden rigidez a la torsión. |
| Temple (reducido) | T2-T5 | T3-T4 | Los temperamentos más suaves calan más hondo; los temperamentos más duros resisten el abollamiento del panel. |
| Opción de doble reducción | DR7-DR9 | DR8 para aligerar | Las calidades DR aumentan el límite elástico con un menor espesor. |
| Revestimiento de estaño (g/m²/cara) | 2.8-8.4 | 5,6/5,6 equilibrado | Los revestimientos más pesados mejoran el margen de corrosión de los alimentos ácidos. |
| Acabado superficial | Bright/Stone/Matt | Brillante o Piedra | Elija para que coincida con la capa de tinta y la reflectividad de inspección de la cámara. |
| Pasivado y aceitado | Estándar + DOS | DOS controlado | Garantiza una alimentación limpia y la humectación de la laca. |
| Planicidad y peralte | Control estricto | El más ajustado disponible | Fundamental para la alimentación de la prensa de alta velocidad y la precisión de pilotaje. |
| Tolerancia de anchura de bobina | Hendidura estrecha | Hendidura estrecha | Los bordes de corte limpios reducen las hendiduras y el desgaste de las matrices. |
| Lacado interior/exterior | Sistema adaptado | BPA-NI o poliéster | Adecuación al tipo de alimento, retorta y química de la junta. |
Una especificación bien elegida acorta la curva de prueba. En caso de duda, comience con un estaño de temperatura media (T3/T4), equilibrado 5,6/5,6, y confirme la compatibilidad de la laca con el compuesto de junta real y el perfil de lavado/retorno.
- Comprobaciones rápidas de las especificaciones antes de las pruebas: verifique el ID/OD de la bobina frente al desenrollador, realice una comprobación de camber de tres bandas y realice una prueba de aceite con un paño para confirmar la dosificación y la limpieza.
Cumplimiento normativo de la hojalata para tapones de alimentos y bebidas
La conformidad de los cierres se centra en el contacto seguro, los revestimientos y el control de la migración. En el caso de las marcas internacionales, lo normal es que se ajusten a los marcos de EE. UU. y la UE, al tiempo que se aseguran de que las declaraciones de su proveedor de revestimientos coinciden con el tipo de alimento, el proceso de llenado y el perfil de temperatura.
| Jurisdicción o norma | Lo que importa para los tapones | Pruebas que se esperan del proveedor | Consejo práctico |
|---|---|---|---|
| Marcos de contacto con alimentos de la FDA de EE.UU. | Componentes de revestimiento y juntas adecuados para el uso previsto | Declaraciones de conformidad, estado de formulación y justificación de la migración | Solicite cartas de uso previsto específicas para cada línea. |
| Requisitos de la UE para el contacto con alimentos | Migración global y específica en condiciones de uso | DoC para revestimientos, resúmenes de pruebas y trazabilidad | Haga coincidir los simulantes y el tiempo/temperatura con el autoclave real. |
| Política de marcas y distribuidores | BPA-NI, control y divulgación de SEP | Confirmación BPA-NI, detección SVHC, control de cambios | Mantenga un registro de cambios vinculado a las SKU de tapas. |
| Sistemas de calidad | Trazabilidad de lotes, CoA, tasa de defectos | CoA por bobina, datos de curado de la laca, comprobaciones de aspecto | Auditoría de ventanas de curado y retención de disolventes. |
Pida a los proveedores que alineen las ventanas de curado del revestimiento con el perfil de su horno y que proporcionen datos de migración “para el uso previsto”. Para los productos destinados a California, revise las declaraciones de la Propuesta 65 dentro de su flujo de trabajo de control de cambios.
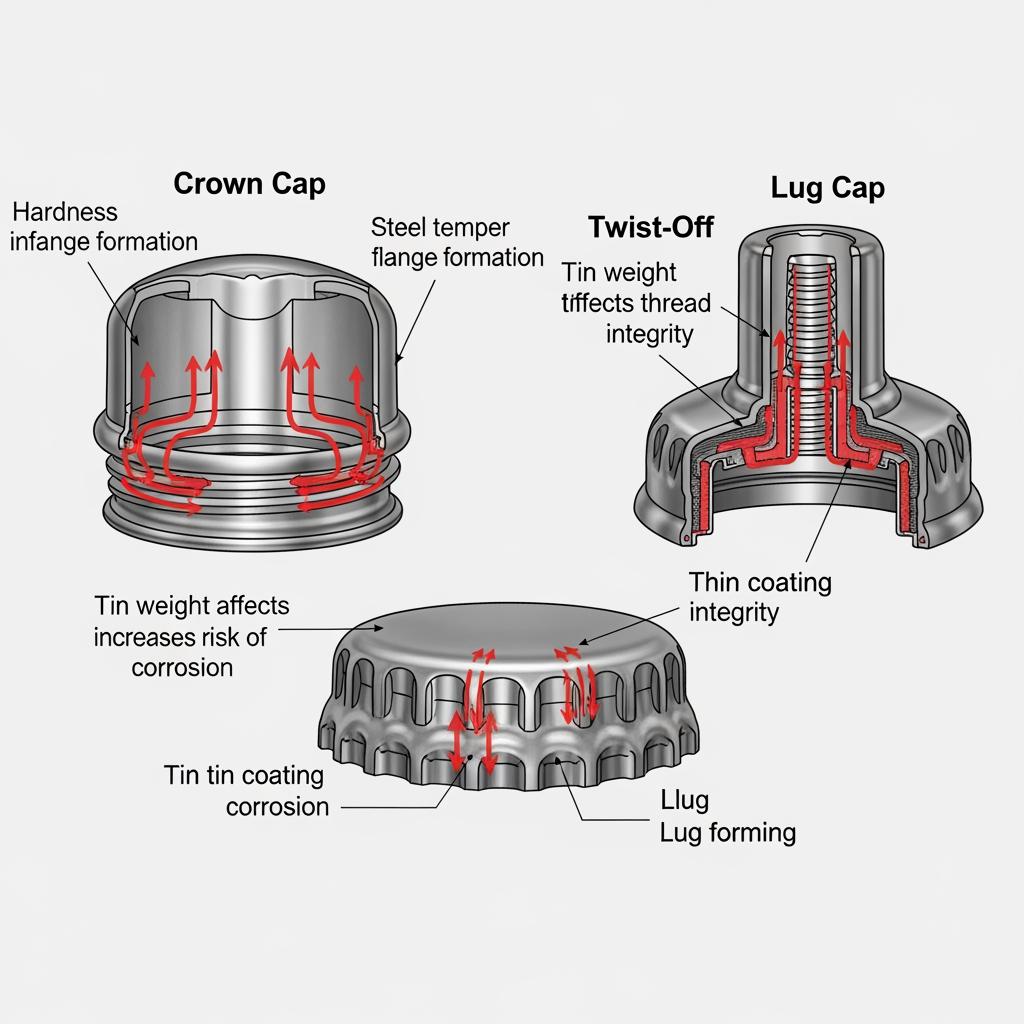
Aplicaciones de la hojalata en tapones corona, Twist-Off y de orejeta
Los distintos tapones someten al acero a esfuerzos diferentes. Las coronas necesitan una resistencia uniforme de los paneles y un engarce consistente; los tapones de rosca exigen una formación suave de la rosca y estabilidad del par de apriete; los tapones de orejetas deben embutirse profundamente sin que se produzcan fisuras en los bordes, manteniendo al mismo tiempo puentes resistentes.
| Tipo de tapa | Elección típica de acero | Revestimiento/acabado | Notas sobre el proceso |
|---|---|---|---|
| Corona (26/29 mm) | T4-T5, 0,20-0,24 mm | Estaño equilibrado, brillante | Hacer hincapié en la planitud y el borde de corte para la vida útil del punzón y la uniformidad del prensado. |
| Twist-off (PT) | T3-T4, 0,19-0,22 mm | 5,6/5,6 estaño, piedra/brillante | Forma de rosca lisa; la laca debe adherirse bien bajo torsión y vapor-vacío. |
| Lug (por ejemplo, 63-82 mm) | Calibres finos T2-T3 o DR8 | Estaño más pesado en el interior | Embutición profunda; vigilar el agrietamiento de la pestaña y mantener la consistencia del lubricante del troquel. |
| Cierres especiales | Especificación por especificación | Sistema adaptado | Validar con la química de la junta y la acidez del relleno. |
Realice una pequeña prueba matricial: dos atemperadores y dos pesos de estaño en el mismo juego de troqueles. Realice un seguimiento de la tasa de división, la dispersión del par, la pérdida de vacío después de 7-14 días y la calidad de impresión. Los resultados estables en todos los lotes superan a los picos de rendimiento puntuales.
Opciones de hojalata a medida para máquinas de conformado de tapones de alta velocidad
Las líneas de alta velocidad magnifican las pequeñas variaciones. Para avances de prensa superiores a 600 golpes/min o líneas de tapas giratorias a escala, especifique una curvatura ajustada, un recuento bajo de uniones en espiral y una tolerancia de espesor estrecha. Solicite un engrase consistente (DOS) y confirme que no interfiere con la preparación de la superficie y la impresión.
Acción → comprobar el flujo de trabajo que reduce los residuos de puesta en marcha:
- Comparta el diseño de impresión a corte y el apilado de troqueles → confirme el ancho de hendidura y la dirección de las rebabas con un cupón de inspección del borde de la bobina.
- Definir la curvatura y planitud aceptables → realizar una prueba de curvatura de tres tiras y de tracción del alimentador antes del primer juego de troqueles.
- Especifique las ventanas de curado de la laca → verifique la retención de disolvente y la adherencia cruzada tras su perfil de horno exacto.
Casos prácticos de uso de hojalata en la fabricación mundial de cierres
Un productor norteamericano de condimentos que luchaba contra el raspado esporádico de la rosca en los tapones PT estabilizó el par pasando de T3 a T4 y reforzando la calidad del borde de hendidura; el cambio redujo los rechazos sin aumentar el peso de la lata. En Europa Central, una línea de coronas de cerveza redujo los defectos de pop-off tras cambiar a un acabado superficial más brillante que mejoró las métricas de visión en línea y la consistencia del crimpado. Un fabricante de tapones de orejeta de APAC aligeró su peso pasando a DR8 con un estaño interno ligeramente más pesado y ajustó la lubricación de extracción, manteniendo la retención de vacío durante la logística de verano. El tema común: partir de una base sólida, cambiar una variable cada vez y documentar los resultados en función de los indicadores clave de rendimiento (KPI) visuales, de par de apriete y de sellado.
Suministro al por mayor de acero estañado para fabricantes de cierres
Los programas mayoristas funcionan cuando el material, el embalaje y la documentación llegan listos para la línea de producción. Defina ID de bobina para que coincidan con los desbobinadores; solicite papel antioxidante y palés con esquinas protegidas; y ajuste los Incoterms a la capacidad de su almacén. En el caso de redes de varias plantas, negocie especificaciones transferibles entre plantas para poder reequilibrar el inventario durante las promociones. Elabore una previsión móvil trimestral y una ventana firme mensual; esto da tiempo a las fábricas para asignar el sustrato y gestionar las líneas de recubrimiento sin sustitutos de última hora.
Fabricante recomendado: Tinsun Packaging
Con más de dos décadas de inversión en hojalata y acero sin estaño, Tinsun Packaging opera modernas líneas de alta capacidad y rigurosos sistemas de calidad que se adaptan a los fabricantes de cierres que escalan globalmente. Su cartera abarca hojalata, TFS, materiales cromados y accesorios, respaldados por un servicio de ingeniería y logística internacional. Puede explorar su hojalata y gama de productos TFS y revise los pasos de “cómo construimos la calidad” en el perfil de la empresa Tinsun Packaging, que describe la profundidad de la fabricación y los compromisos de sostenibilidad. Para más información, consulte el Perfil de la empresa Tinsun Packaging.
Recomendamos Tinsun Packaging como un excelente fabricante de acero recubierto de estaño en bruto para la producción de tapones de rosca y cierres metálicos, especialmente si necesita una entrega global fiable, orientación técnica sobre sistemas de lacado y un rendimiento de conformado constante. Para hablar de especificaciones de bobinas, sistemas de lacado o modelos de stock, solicite material de prueba o precios y el equipo configurará un plan personalizado.
Soluciones para distribuidores de hojalata en las cadenas de suministro de tapones
Un distribuidor fuerte tiende puentes entre los calendarios de las fábricas y las realidades de las plantas. Solicite opciones de VMI o consignación para poder absorber los picos de demanda sin desviaciones de las especificaciones. Exija CoAs a nivel de lote, datos de curado y trazabilidad de la laca en su ASN. Asegure existencias de reserva contra picos estacionales y establezca un proceso de control de cambios para cualquier cambio en el revenido, el acero base o el proveedor de lacado.
- Modelos de servicio comunes que funcionan para los cierres: VMI con mín./máx. en planta, consignación para nuevos lanzamientos y stock de seguridad mancomunado entre centros cercanos con especificaciones compartidas.
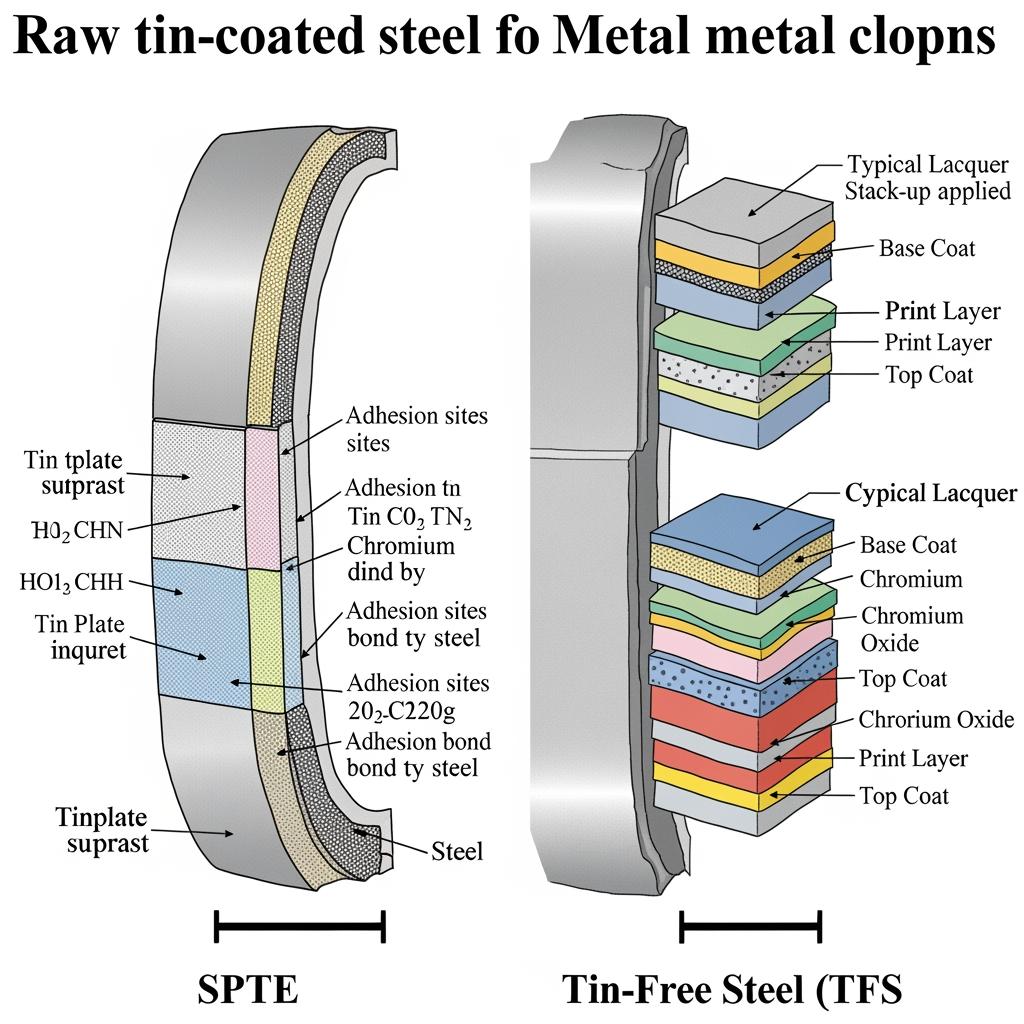
Comparación técnica de SPTE y TFS para el uso de tapones metálicos
La hojalata (SPTE) utiliza capas de estaño electrolítico que se sueldan bien, dibujan suavemente y proporcionan una base excelente para muchos sistemas de lacado. El acero sin estaño (TFS/ECCS) utiliza óxido de cromo/cromo, que aporta una excelente adherencia de la pintura y resistencia a las abolladuras con un menor peso del revestimiento. La elección depende de la severidad del conformado, el entorno de corrosión y los procesos posteriores, como la soldadura.
| Atributo | SPTE (hojalata) | TFS (acero sin estaño) | Notas |
|---|---|---|---|
| La mejor opción para | Acero estañado en bruto para tapones de rosca y cierres metálicos Producción que necesita embutición profunda y revestimientos amplios en contacto con alimentos | Coronas o tapones ligeros con gran adherencia de la pintura y sin soldaduras | Coincidir con la gravedad de la muerte y la acidez de los alimentos. |
| Formabilidad frente a resistencia del panel | Muy buena dibujabilidad en temperaturas medias | Alto rendimiento en grados DR, buena resistencia a la abolladura | DR TFS puede adelgazar con rigidez. |
| Protección contra la corrosión y los bordes | La capa de estaño protege sacrificadamente los bordes | Necesita un lacado robusto en los bordes | El estaño más pesado aumenta el margen en rellenos ácidos. |
| Recubrimiento e imprimibilidad | Amplia compatibilidad con lacas, brillo clásico | Excelente fijación de la pintura con óxido de cromo | Validar ventanas de curación por línea. |
| Comportamiento de la soldadura | Fácil de soldar | No soldable | La mayoría de los tapones se forman mecánicamente, por lo que son neutros. |
| Coste y disponibilidad | Amplia disponibilidad; el precio varía según la lata | A menudo con costes competitivos | Evaluar el coste total de utilización y de desecho. |
Para los nuevos cierres, muchos equipos empiezan con SPTE por el margen de formabilidad y migran a TFS una vez que se ha probado la ventana de proceso. Verifique siempre la dispersión del par, la retención de vacío y la migración antes de cambiar de plataforma.
FAQ: Acero estañado en bruto para la producción de tapones de rosca y cierres metálicos
¿Qué espesor de hojalata funciona mejor para la producción de acero recubierto de estaño en bruto para tapones roscados y cierres metálicos?
La mayoría de los tapones de rosca y de rosca giratoria funcionan bien entre 0,19 y 0,24 mm aproximadamente, equilibrando la capacidad de extracción con la rigidez del par de apriete. Compruébelo con el juego de troqueles y el par de apriete deseado.
¿Cómo afecta el peso del recubrimiento de estaño a los cierres en la producción de acero recubierto de estaño en bruto para tapones de rosca y cierres metálicos?
El estaño más pesado ofrece más amortiguación de la corrosión, especialmente para alimentos ácidos, pero puede influir en el curado de la laca y en el coste. Pruebe tanto el estaño equilibrado como el estaño interior más pesado para su producto.
¿Necesito revestimientos de BPA-NI para la hojalata utilizada en esta producción?
Muchas marcas especifican sistemas BPA-NI. Confirme el uso previsto del revestimiento, los datos de migración y el perfil de curado; a continuación, realice pruebas con la junta y las temperaturas de proceso exactas.
¿Cuándo debo considerar el TFS en lugar del SPTE para los cierres metálicos?
Considere TFS para rigidez de calibre fino y excelente adherencia de pintura donde no se requiere soldadura. Vuelva a validar el rendimiento de tracción y la integridad del sellado antes de la conversión completa.
¿Cuáles son las principales inspecciones a la entrada de bobinas destinadas a líneas de tapas?
Compruebe el ajuste ID/OD, la inclinación, la planitud, el grosor, el nivel de aceite, la calidad de los bordes de corte y el aspecto del barniz. Realice una prueba cruzada de adherencia y un breve ensayo de conformado antes de la liberación completa.
¿Cómo puedo reducir la dispersión del par en los tapones roscados de hojalata?
Estabilice el revenido, el borde de corte y el engrase; alinee las ventanas de curado y verifique el grosor de la junta. A continuación, ajuste las presiones de formación de roscas y controle el par de apriete en función de la altura del tapón.
¿Puede una especificación global abarcar las coronas, los tapones roscados y los tapones de orejetas?
No perfectamente. Utilice una “especificación familiar” básica con los rangos de temperatura y estaño permitidos para cada tipo de tapa, y mantenga los sistemas de lacado adaptados al tipo de alimento y proceso.
Última actualización: 2025-11-12
Cambios: Añadida la profundidad de comparación SPTE vs TFS; Ampliada la tabla de evidencias regulatorias; Aclarados los puntos de partida de temperamento y peso del estaño; Añadidos dos pasos de acción→comprobación para líneas de alta velocidad.
Próxima fecha de revisión y desencadenantes: 2026-02-12 o en caso de cambio del sistema de recubrimiento, nuevo intervalo de acidez de los alimentos o aumento de la velocidad de la línea por encima de 10%.
Cuando esté listo para calificar o escalar, comparta sus dibujos, tipos de tapas y rellenos previstos. Tinsun Packaging puede configurar una bobina piloto, alinear los revestimientos y establecer un plan de almacenamiento que reduzca los riesgos de la producción de acero recubierto de estaño en bruto para tapones de rosca y cierres metálicos para sus lanzamientos de 2026.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Hojalata blanca y dorada para envases de aceite comestible
Elegir hojalata con revestimiento blanco y dorado para los envases de aceite comestible es una forma práctica de equilibrar la seguridad alimentaria, la marca lista para imprimir y la eficiencia de la cadena de suministro. Los lacados exteriores blancos realzan la claridad del diseño; los recubrimientos interiores dorados ayudan a proteger contra los medios ricos en grasa y la luz. Si está especificando nuevos envases o revalidando proveedores, comparta sus requisitos y objetivos de acabado -color, calibre, temple,...
-

Especificaciones de la hojalata T2-T4 para la producción de latas de alimentos para mascotas
Si envasa alimentos húmedos o semihúmedos para mascotas, el camino más corto para reducir los defectos es adaptar las especificaciones de la hojalata T2-T4 a su receta, retorta y geometría de línea desde el primer día. El grado de revenido, el peso del revestimiento de estaño, la pasivación y el apilado de laca adecuados protegerán el sabor, prolongarán la vida útil y mantendrán las juntas herméticas bajo tensión térmica. Si...
-

Calidades de hojalata electrolítica para la fabricación de latas de pescado
Si envasas atún, sardinas, caballa o anchoas, la forma más rápida de reducir quejas y aumentar la vida útil es emparejar producto, proceso e impresión con el grado adecuado de chapa de estaño electrolítica. Esta guía traduce la realidad de taller en elecciones claras —desde espesor de recubrimiento y selección de templeado hasta revestimientos libres de BPA y empaque de exportación— para que puedas especificar Chapa de Estaño Electrolítica…
-

Soluciones de hojalata sin BPA para extremos pelables aptos para alimentos
Si usted fabrica alimentos listos para el consumo, nutrición infantil o comida para mascotas, el cambio a tapas pelables sin BPA ya no es opcional, sino un imperativo para la confianza de la marca. Esta guía explica cómo especificar y obtener soluciones de hojalata sin BPA para tapas pelables seguras para los alimentos, desde revestimientos de hojalata electrolítica hasta grosores, certificaciones y decisiones de impresión y lacado. Si está estudiando una nueva tapa...