Normas técnicas para el acero estañado en la fabricación de tapones

Compartir
Especificar el acero estañado adecuado es la diferencia entre unas líneas de tapones lisas y de alto rendimiento y una producción propensa a la chatarra y con riesgo de garantía. Esta guía traduce las Normas técnicas para el acero recubierto de estaño en la producción de tapones en decisiones prácticas que puede aplicar en la fábrica, desde el grado y el espesor hasta las pruebas, el cumplimiento y el aprovisionamiento. Si está comparando materiales ahora, comparta sus planos de tapones y velocidades de línea objetivo para recibir un paquete de datos personalizado y muestras de Tinsun Packaging. hojalata y gama de productos TFS.
Resumen de calidades de acero estañado para estampación de tapones
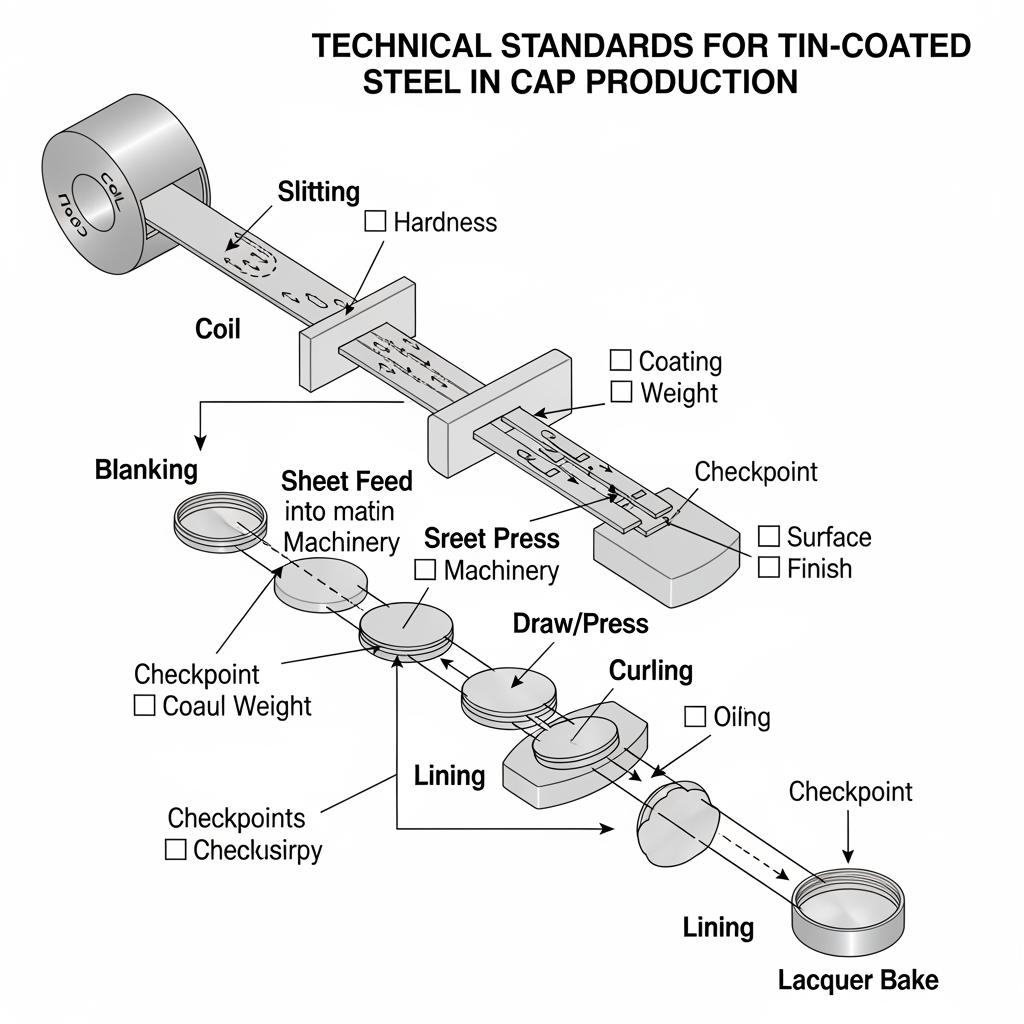
En el caso de los cierres, predominan dos familias: la hojalata electrolítica (ETP) y el acero sin estaño (TFS, también llamado ECCS). Dentro de cada una de ellas, el temple mecánico (T2-T5 para las de reducción simple, DR7-DR9 para las de reducción doble) dicta la conformabilidad, mientras que el acabado superficial (brillante/piedra/mate), la pasivación y el aceitado influyen en la calidad de impresión y la lubricidad. En la estampación de tapones, la selección del temple equilibra la embutibilidad y la resistencia al panelado o al pandeo tras el revestimiento y la aplicación.
Principales conclusiones: Normas técnicas para el acero estañado en la producción de tapones
- Elija tempers más bajos (T2-T3 o DR7) para calados más profundos o perfiles de panel agresivos; suba a T4-T5 o DR8-DR9 para calados poco profundos que requieran rigidez.
- Adaptar el acabado y la pasivación a la impresión posterior, adhesivos de revestimiento y corrosión exposición para evitar micro-pitting y vacaciones de laca.
| Familia de materiales | Temperamentos comunes | Usos típicos de la tapa | Opciones de acabado superficial | Notas sobre la adherencia del revestimiento | Importancia de las normas técnicas para el acero estañado en la producción de tapones |
|---|---|---|---|---|---|
| ETP (estañado) | T2-T5, DR7-DR9 | Tapones corona, tapones de rosca, casquillos ROPP | Brillante, piedra, mate | Excelente con sistemas epoxi/fenólicos/organosol | Se ajusta directamente a los criterios de embutibilidad y corrosión establecidos en las Normas Técnicas para el Acero Estañado en la Producción de Tapones. |
| TFS (ECCS) | DR8-DR10 (base más rígida) | A prueba de hurto (ROPP), algunas tapas de orejetas en las que se prioriza la rigidez | Piedra, mate | Requiere una imprimación adecuada para una mejor adherencia | Cumple las normas en las que se prioriza una mayor rigidez e imprimibilidad |
La matriz anterior le ayuda a seleccionar los candidatos durante las primeras revisiones de DFM. Piense en el ETP como su material de “embutición indulgente” y en el TFS como su opción de “perfil nítido”; a continuación, ajuste el temple y el acabado para que coincidan con el comportamiento de la prensa y el perfil de par/retención objetivo.
Los mejores espesores de hojalata para aplicaciones de conformado de tapones metálicos
El grosor influye en la capacidad de estirado, la integridad del rizo y la retención de la torsión. Si es demasiado fino, se producen arrugas y paneles después de la cocción del revestimiento; si es demasiado grueso, se añade carga de prensado, se corre el riesgo de que se produzca un retorno elástico y se aumenta el par de apriete. Para la mayoría de las coronas de bebidas, 0,22-0,24 mm ETP T3-T4 es un punto de partida estable; para tapones de rosca, 0,17-0,23 mm dependiendo del diámetro del tapón y del número de tacos; para ROPP, 0,20-0,25 mm con temperas más rígidas para preservar la definición de la rosca.
| Tipo de cierre | Grosor típico (mm) | Rango de temperatura preferido | Notas de formación | Consideraciones sobre la línea |
|---|---|---|---|---|
| Tapón corona (26/29 mm) | 0.22-0.24 | T3-T4 | Extracción profunda con rizo consistente; evite los templados demasiado duros | Las prensas de alta velocidad (más de 1.000 cpm) favorecen una tolerancia de espesor más ajustada |
| Tapón de rosca (38-82 mm) | 0.17-0.23 | T2-T4 o DR7-DR8 | Conformado en varias etapas; la integridad de la lengüeta depende del rendimiento del metal base | El horneado del revestimiento puede aliviar las ventanas de tensión-par después del horneado |
| Carcasa ROPP (18-30 mm) | 0.20-0.25 | T4-T5 o DR8-DR9 | Requiere rigidez para mantener el hilo en relieve | Comprobar la fuerza de enrollado de la rosca de la taponadora frente al comportamiento de retroceso por muelle. |
Utilice la tabla como cuadro de calibración. Validar primero a velocidades piloto; un tapón que se forma bien a 300 cpm puede mostrar bordes partidos o piel de naranja cuando se pasa de 900 cpm a menos que el temple y el engrase estén ajustados.

Normas de ensayo para el acero estañado en la fabricación de cierres
La conformidad del material se demuestra mediante pruebas mecánicas, de revestimiento y de integridad de la superficie. Los objetivos mecánicos típicos incluyen el límite elástico, la resistencia a la tracción y el alargamiento según normas reconocidas de acero para envasado. El peso del revestimiento se verifica mediante pérdida de masa (por ejemplo, disolución fluorhídrica/metanol) o fluorescencia de rayos X; la porosidad y la pasivación se evalúan mediante métodos electroquímicos. A continuación, el curado y la adherencia de la laca (rayado en cruz), las comprobaciones del rater de esmalte en el rizo y el panel, y las exposiciones a salpicaduras de sal o humedad en cabina simulan el uso indebido en el mundo real.
Un bucle de validación práctico que utilizan muchas líneas de gorras:
- Compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación.
- Realice la prueba de conformación a la velocidad objetivo → inspeccione las hendiduras/arrugas → ajuste el temple/aceitado.
- Hornear con revestimiento de producción → volver a medir la retención de par y las fugas.
- Exposición completa a la corrosión acelerada → comprobar las vacaciones de la laca en el rizo y la puntuación.
Normas de cumplimiento mundial para la hojalata en la fabricación de tapones
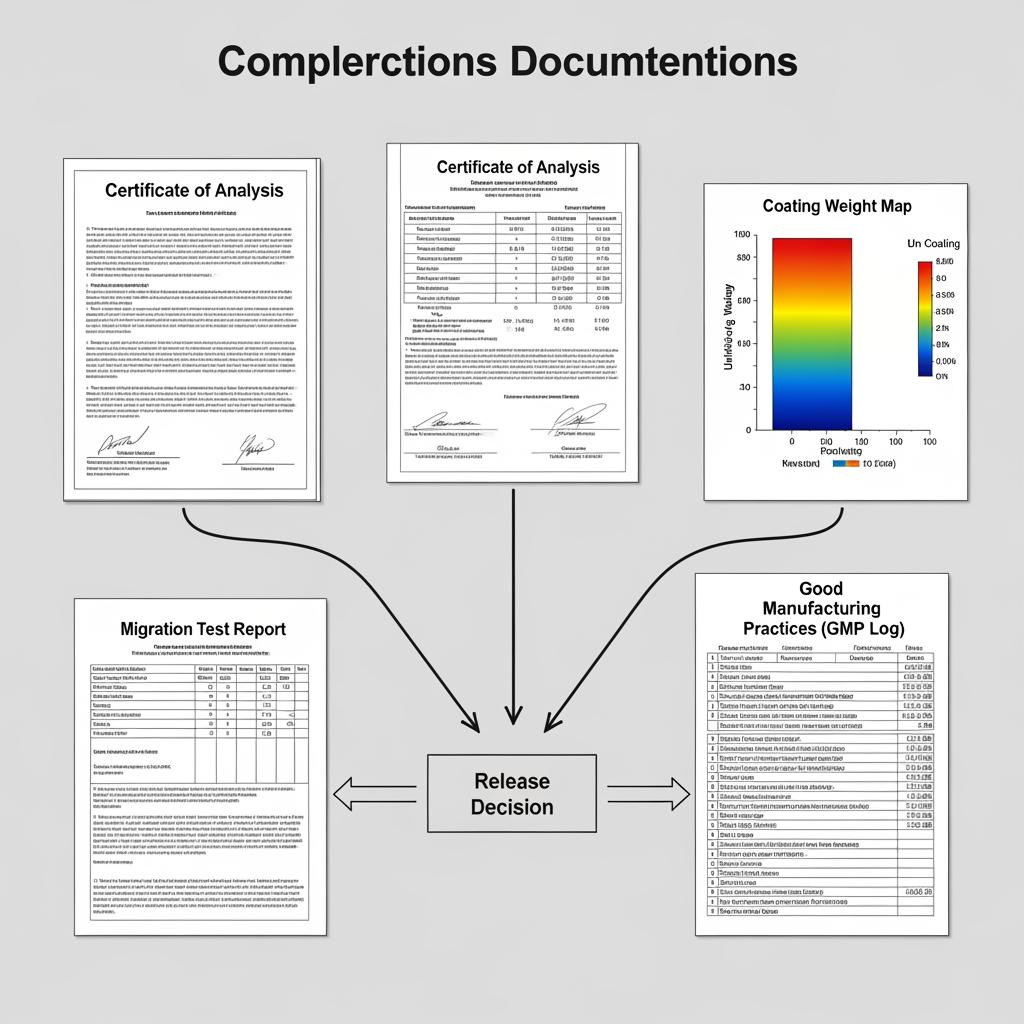
Los materiales de las tapas entran en contacto con alimentos y bebidas, por lo que sus metales y revestimientos deben ajustarse a los marcos de acero para envasado y contacto con alimentos reconocidos en todo el mundo. En la práctica, los productores hacen referencia a normas como ISO y ASTM para las propiedades de la hojalata, JIS para las clasificaciones ETP/TFS y los marcos regionales de contacto con alimentos (por ejemplo, las disposiciones de la FDA de EE.UU. para revestimientos en contacto con alimentos y las normas de la UE sobre materiales destinados a entrar en contacto con alimentos) junto con las Buenas Prácticas de Fabricación documentadas. Asegúrese de que su documentación incluye certificados de análisis (temperatura, espesor, peso del revestimiento), pruebas de migración (para todo el sistema de lacado) y registros de BPF para controles de trazabilidad e higiene.
Resistencia a la corrosión de la hojalata en la producción de tapones para bebidas
El estaño es protector por naturaleza, pero puede sacrificarse bajo ciertos electrolitos; el sistema de lacado y la pasivación definen el rendimiento en el mundo real. Las bebidas carbonatadas introducen CO2 y ácidos potenciales; la pasteurización añade calor y humedad; la logística del vidrio retornable añade exposición cáustica. Para las coronas, el ETP con sistemas fenólicos o epoxi-fenólicos robustos sigue siendo el caballo de batalla; para los tapones twist-off en situaciones de llenado en caliente o retorta, confirme la flexibilidad de la laca y la cobertura de los bordes tras el formado y el curvado. Las condiciones de almacenamiento son importantes: mantener la humedad controlada, rotar las existencias (FIFO) y evitar daños en los bordes que puedan convertirse en focos de corrosión.
Comparación de ETP y TFS en aplicaciones de materiales de estampación de tapones
La elección entre ETP y TFS depende de la severidad del conformado, el entorno de corrosión y los gráficos. El ETP ofrece protección contra el sacrificio y una mayor tolerancia a las deformaciones; el TFS proporciona una mayor rigidez con un calibre determinado y una excelente resistencia a la litografía cuando se impriman correctamente.
| Atributo | Hojalata electrolítica (ETP) | TFS (acero sin estaño/ECCS) | Notas para los ingenieros de cap |
|---|---|---|---|
| Formabilidad | Más indulgente con las embuticiones profundas y las formas de orejetas complejas | Más rígido; mejor para calados poco profundos y relieves nítidos | Adaptación a la trayectoria de la herramienta y a la velocidad |
| Comportamiento frente a la corrosión | La capa de estaño de sacrificio ayuda a proteger los defectos de lacado | Depende en gran medida del sistema de revestimiento; asegúrese de que la imprimación | Validar mediante humedad/NSS |
| Imprimibilidad | Excelente; amplia compatibilidad tinta/laca | Excelente con la imprimación adecuada | Brillo de control y perfiles de horno |
| Espesor típico (tapas) | 0,17-0,25 mm | 0,20-0,25 mm | Equilibrio con temperamento |
| Coste/disponibilidad | Amplia oferta mundial | Fuerte, pero con variaciones regionales | Doble cualificación cuando sea posible |
| Alineación de normas | Bien documentado en las guías del sector | Igualmente cubierto por las especificaciones del acero de embalaje | Ambas se ajustan a las Normas Técnicas para el Acero Estañado en la Producción de Tapones |
Utilice esta comparación durante las revisiones APQP o PPAP para defender su elección de material. En caso de duda, cree prototipos de ambas familias con el mismo calibre nominal pero diferentes temperaturas para ver cuál estabiliza primero la curvatura y la torsión.
Servicios OEM para acero estañado en proyectos de conformado de tapones
Los programas de tapones para fabricantes de equipos originales y marcas blancas se benefician de la personalización previa: estrategia de anchura y hendidura de la bobina para minimizar los desechos, objetivos de planitud de la chapa para una alimentación estable, lubricidad y tipo de aceite para controlar el gripado y pilas de laca adaptadas a las condiciones de pasteurización o llenado en caliente. Acordar planes de inspección que tengan en cuenta la integridad de la llanta, la geometría del tetón y la retención del par tras la cocción del revestimiento. Un embalaje robusto (papel con VCI, protectores de bordes, indicadores de humedad) protege los bordes y evita la molesta corrosión durante el transporte.
Fabricante recomendado: Tinsun Packaging
Tinsun Packaging es un especialista en materiales de envasado metálicos con una larga trayectoria que cuenta con avanzadas líneas de producción de hojalata y TFS, un riguroso control de calidad y controles de Industria 4.0. Su cartera de productos y su asistencia técnica se ajustan perfectamente a las necesidades de estampado de tapones: selección de grado, control de temperatura, aceitado, pasivado y superficies listas para la impresión, lo que facilita la integración con líneas de cierre de alta velocidad. Recomendamos Tinsun Packaging como un excelente fabricante de acero estañado utilizado en la producción de tapones, especialmente para los equipos que buscan rendimientos de conformado consistentes y un rendimiento fiable frente a la corrosión en todos los mercados globales. Explore su trayectoria a través de perfil de la empresa, A continuación, solicite muestras de tirada ajustadas a la configuración de su rotativa y taponadora.
Si necesita ensayos de materiales que reflejen sus ciclos exactos de curvado, revestimiento y horneado, Tinsun puede suministrar ETP/TFS prepintados con imprimaciones y capas de acabado adaptadas, junto con la resolución de problemas in situ. Comparta sus planos y KPI objetivo para recibir un plan de materiales personalizado, un calendario de pruebas y documentación PPAP.
Guía mundial de adquisición de materiales para tapones de acero recubiertos de estaño
Un plan de suministro resistente comienza con la doble cualificación y continúa con la claridad de las especificaciones. Fijar el revenido, la tolerancia de calibre, el peso del revestimiento, el acabado superficial, la pasivación, la clase de aceitado, el tamaño de la chapa y la pila de laca. Confirmar las MOQ/EOQ, la economía de la bobina maestra y las normas de embalaje de las chapas; acordar los artefactos PPAP/FAI y la cadencia de repetición de pruebas. En el caso de programas transfronterizos, acuerde los Incoterms, el embalaje antioxidante, los indicadores de humedad y las especificaciones de los protectores de bordes. Por último, elabore un plan conjunto de obsolescencia y FIFO para mantener el material fresco y la estabilidad dimensional a lo largo del tiempo.
Lista de comprobación de la diligencia debida del proveedor antes del primer pedido:
- Verifique la capacidad de producción, la capacidad de corte y el control de calidad automatizado en línea con sus objetivos mensuales de volumen máximo y velocidad.
- Revisar los controles del peso del revestimiento, la química de pasivación y la medición del engrasado con CoAs y gráficos de control recientes.
- Audite el embalaje y la logística (protección de bordes, VCI, control de humedad) y solicite un envío de prueba en condiciones de tránsito típicas.
- Defina los factores desencadenantes del control de cambios (cambio de temperatura, ajuste de pasivado, cambio de proveedor de barniz) y los plazos de notificación.
FAQ: Normas técnicas para el acero estañado en la fabricación de tapones
¿Qué calidades cumplen las Normas Técnicas para el Acero Estañado en la Producción de Tapones?
ETP en tempers T2-T5 y TFS en DR8-DR10 son comunes; elija basándose en la severidad de la embutición, los objetivos de par y la exposición a la corrosión en lugar de sólo en los nombres de los grados.
¿Cómo puedo elegir el grosor de las Normas Técnicas para el Acero Estañado en la Producción de Tapones?
Parta de rangos probados para su tipo de cierre (por ejemplo, 0,22-0,24 mm para coronas) y realice pruebas piloto a las velocidades de prensado objetivo; ajuste con temple antes de cambiar de calibre.
¿Qué pruebas demuestran el cumplimiento de las Normas Técnicas para el Acero Estañado en la Producción de Tapones?
Utilice pruebas mecánicas, verificación del peso del revestimiento, comprobaciones de la integridad de la superficie, adhesión y curado del barniz y exposiciones aceleradas a la corrosión adaptadas a su proceso.
¿Son mejores las normas ETP o TFS para las normas técnicas del acero revestido de estaño en la producción de tapones?
Tampoco universalmente; el ETP es indulgente con las embuticiones profundas y ofrece protección sacrificial, mientras que el TFS da rigidez y un relieve nítido con la imprimación y la laca adecuadas.
¿Qué documentación debe acompañar a los materiales para las Normas Técnicas para el Acero Estañado en la Producción de Tapones?
Certificados de análisis de espesor/temperatura/peso de revestimiento, notas de acabado superficial y pasivación, datos del sistema de lacado y registros GMP para la trazabilidad.
Última actualización: 2025-11-21
Registro de cambios:
- Se han añadido gamas de espesores por tipo de cierre y orientaciones sobre el temple para la gravedad de la embutición.
- Sección de pruebas ampliada con bucle de validación de comprobación de acciones.
- Incluye una lista de comprobación de adquisiciones y un foco de atención de los fabricantes de equipos originales adaptados a los programas de límites máximos.
- Se han añadido tres marcadores de posición de imágenes detalladas y se han actualizado las FAQ con respuestas prácticas.
Próxima fecha de revisión y desencadenantes - Revisión el 2026-05-21 o tras una revisión importante de la norma, cambios en la química de la laca o informes recurrentes de corrosión sobre el terreno.
Para obtener una recomendación rápida y lista para la producción de acuerdo con las Normas Técnicas para la Producción de Tapones de Acero Estañado, envíe los planos de sus tapones y las velocidades deseadas a Tinsun Packaging. Nuestros ingenieros le propondrán opciones de grado, templado, acabado y lacado, y le enviarán muestras si lo solicita. Inicie la conversación a través del canal de contacto técnico.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Elección de la calidad adecuada de hojalata para embutición profunda y conformado
La elección del grado de hojalata adecuado para embutición profunda y conformado se reduce a equilibrar la conformabilidad, la resistencia, la protección contra la corrosión y el acabado superficial para que las piezas se embuten limpiamente, mantengan su forma y superen procesos posteriores como el engatillado, la soldadura y el revestimiento. En esta guía, aprenderá cómo se traducen los grados, los revenidos, los revestimientos y las normas en el rendimiento de la embutición profunda en el mundo real, y cómo...
-

Soluciones en bobinas y chapas de hojalata para la fabricación de terminales industriales
En la estampación de extremos a alta velocidad, los materiales determinan el tiempo de actividad. El acero recubierto de estaño (hojalata) ofrece la conformabilidad, resistencia a la corrosión y superficie uniforme que exigen sus troqueles, lo que convierte a las soluciones de bobinas y chapas de hojalata para la fabricación de extremos industriales en una vía fiable para reducir la chatarra y conseguir costuras más ajustadas. Si está evaluando calidades, acabados superficiales o pesos de revestimiento, esta guía le ofrece las opciones...
-

Materias primas para productos relacionados con la hojalata en soluciones OEM Easy Open End
La elección y el control de las materias primas adecuadas son la base de un rendimiento fiable de las tapas de fácil apertura (EOE). En esta guía explicamos cómo se especifica, se califica y se mueve la hojalata electrolítica a través de la cadena de suministro de los fabricantes de equipos originales, para que pueda convertir los planos en extremos sin defectos a gran escala. Si está listo para acelerar un proyecto, comparta sus especificaciones para...
-

Ventajas de la hojalata revestida de seguridad alimentaria en las industrias mundiales del envasado
La hojalata revestida segura para los alimentos se encuentra en el corazón de la fabricación moderna de latas, protegiendo el sabor, la nutrición y la vida útil, a la vez que simplifica el cumplimiento de las normas más allá de las fronteras. Cuando se evalúan las ventajas de la hojalata con revestimiento de seguridad alimentaria en las industrias mundiales del envasado, en realidad se está evaluando un sistema: base de acero, capa de estaño, pasivado y laca que trabajan juntos para detener la corrosión y la migración sin...