Espesor y revestimiento de la hojalata en los sistemas de tapones EO

Compartir
La selección de la hojalata adecuada para los sistemas de tapones abrefácil (EO) consiste, en última instancia, en equilibrar la capacidad de apertura, la resistencia, la seguridad alimentaria y la vida útil. Las variables fundamentales -grado de acero base, espesor, temple y peso del revestimiento de estaño- deben ajustarse a las condiciones de uso final, las velocidades de línea y los sistemas de lacado. En esta guía, traducimos las Normas de Espesor y Recubrimiento para Hojalata en Sistemas de Tapón EO en opciones prácticas que usted puede especificar y auditar con confianza.
Resumen de los materiales de hojalata utilizados en las aplicaciones finales del OE
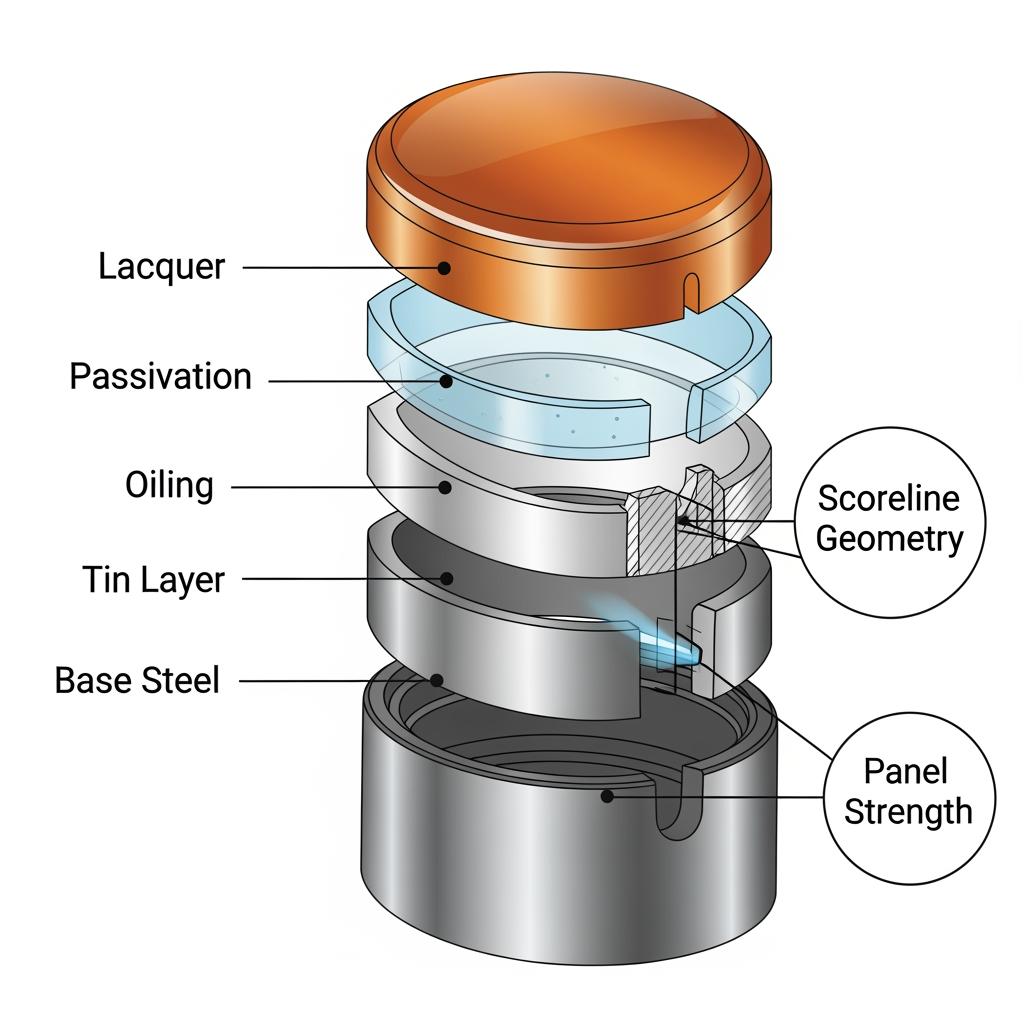
Los extremos EO dependen de la hojalata electrolítica (ETP) porque ofrece un comportamiento de rayado predecible, estable corrosión resistencia en condiciones de alimentación/retorno y compatibilidad con lacas modernas. Las geometrías típicas de EO (panel, línea de corte, remache y lengüeta) imponen diferentes perfiles de tensión en la pieza en bruto y en el extremo conformado, por lo que el grosor y el revenido deben adaptarse a los puntos en los que la pieza “trabaje” más.
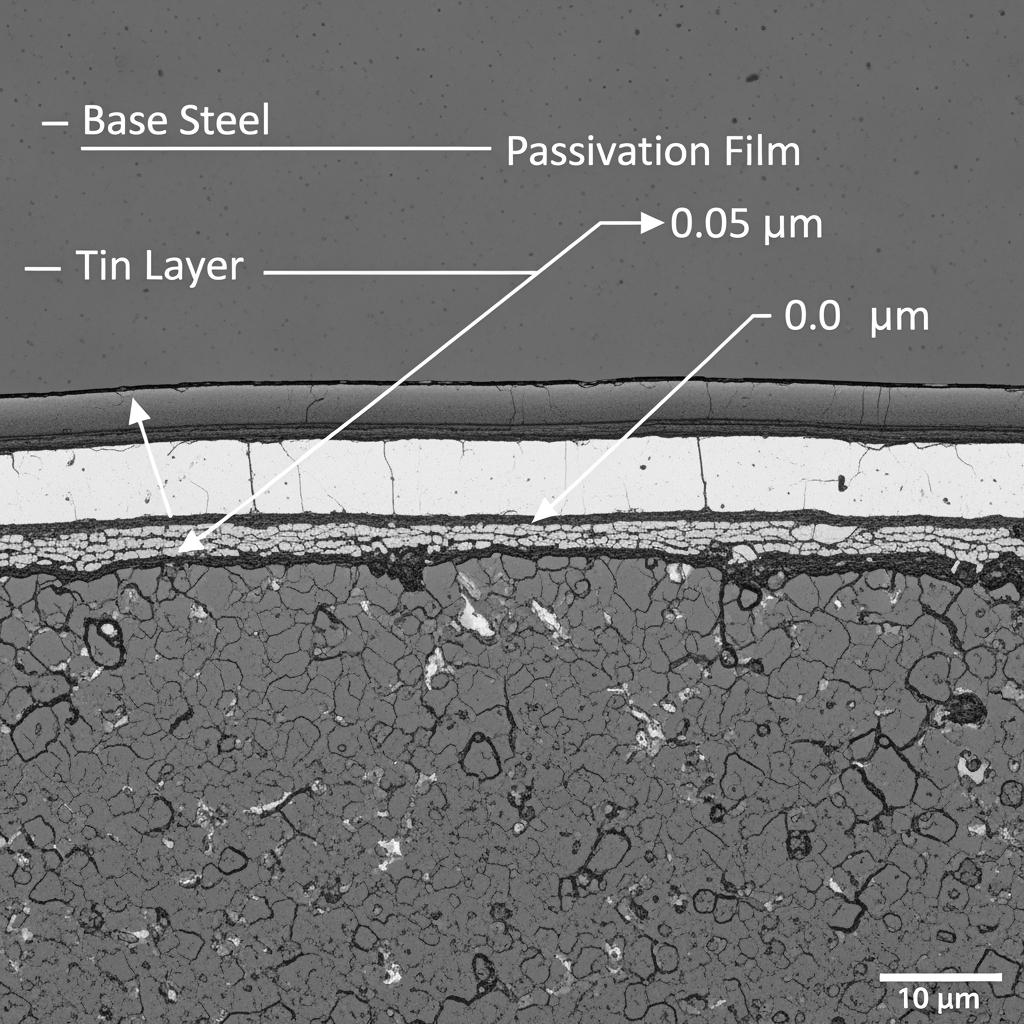
Para los cierres que entran en contacto con alimentos, la simetría del peso del revestimiento (por ejemplo, de E2,8/2,8 a E5,6/5,6 g/m²) ayuda a equilibrar la protección contra la corrosión interior con la exposición exterior en tránsito y almacén. Las capas de acabado, la pasivación y el aceitado completan el sistema, pero la calidad y el grosor del acero base son los que más contribuyen a la capacidad de apertura y a la resistencia al pandeo.
Si necesita asesoramiento rápido sobre cómo adaptar el grado de acero, el peso del estaño y la laca a su medio de llenado y ciclo de retorta, comparta sus especificaciones finales de OE y las limitaciones de su línea. Tinsun Packaging ofrece estos servicios personalizados de principio a fin. gama de productos de hojalata y solicite muestras a medida para el diseño de su cierre.
Aplicación de normas de espesor y revestimiento para hojalata en sistemas de tapones EO
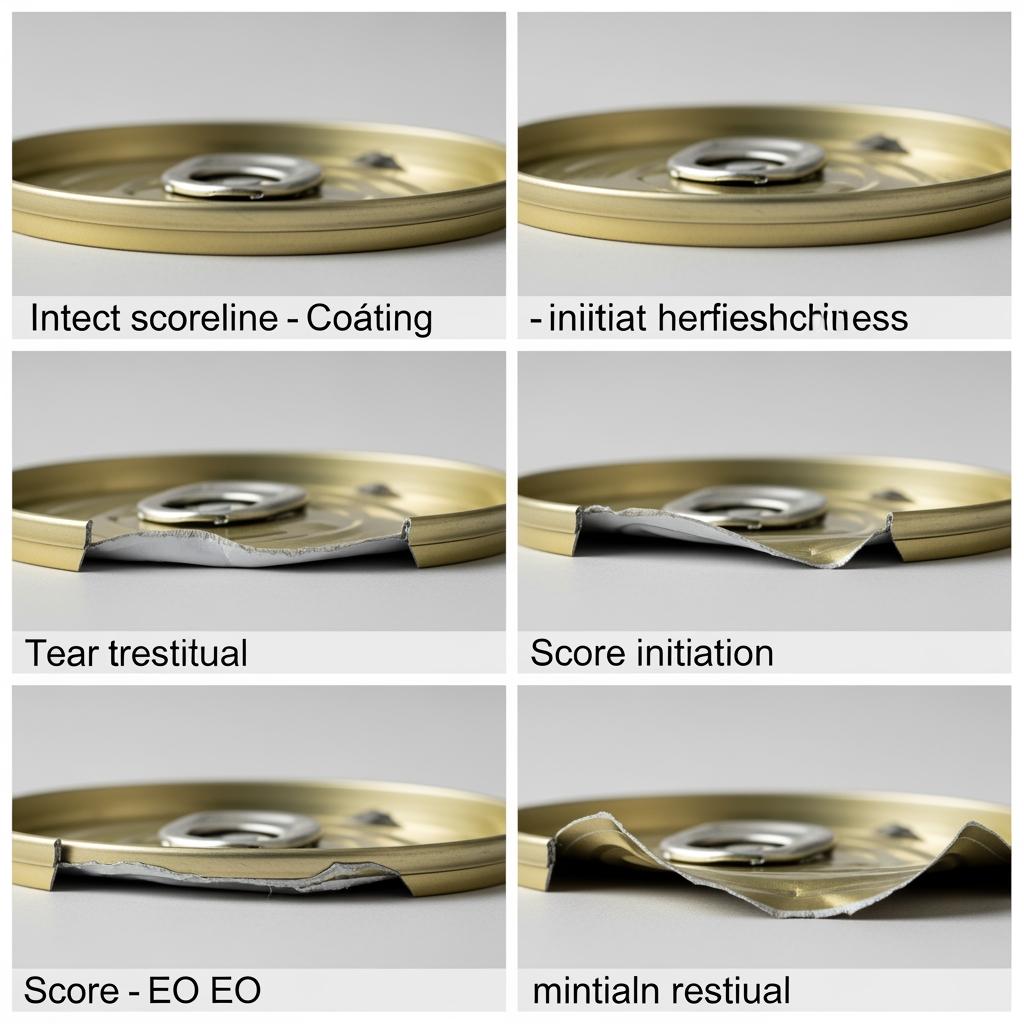
Un final EO fiable suele empezar con un temple que reduzca la embutición (por ejemplo, T3-T5 o DR-7/DR-8), un espesor en el intervalo de 0,16-0,28 mm en función del diámetro y la altura de la pila, y pesos de revestimiento adaptados a la química alimentaria y al sistema de lacado. Confirme su puntuación residual y el rendimiento de desgarro a escala piloto antes de comprometerse con pedidos de bobinas de gran volumen.
Calidades de acero base para hojalata electrolítica en sistemas EO
Las terminaciones EO suelen favorecer las calidades de doble reducción (DR-7 a DR-9) para obtener una alta resistencia en calibres inferiores, lo que le ayuda a mantener la rigidez del panel y el pandeo al tiempo que mantiene la capacidad de apertura dentro de las especificaciones. Las calidades de reducción simple (T2-T5) pueden ser apropiadas para diámetros más pequeños o cargas menos exigentes, especialmente cuando la conformabilidad alrededor del remache y la curvatura son primordiales.
La selección del temple controla el equilibrio entre la consistencia del rayado y la resistencia a la deformación. Los revenidos más altos mejoran la resistencia a la deformación, pero pueden aumentar el riesgo de rayado excesivo o agrietamiento de los bordes si la calidad del utillaje, la lubricación o la pieza en bruto es deficiente. Combine el templado con el espesor objetivo y las cargas de distribución del producto para mantener las fuerzas de desgarro EO dentro de sus límites ergonómicos.
| EO diámetro final | Opción típica de acero base | Ventana de templado | Gama de espesores (mm) | Notas |
|---|---|---|---|---|
| Pequeño (≤65 mm) | PTE SR | T3-T5 | 0.16-0.22 | Buena conformabilidad para remachar; verificar la consistencia del punteado en líneas de alta velocidad. |
| Mediana (73-83 mm) | DR ETP | DR-7-DR-8 | 0.18-0.25 | Hebilla/abertura equilibrada para latas de alimentos comunes. |
| Grande (≥99 mm) | DR ETP | DR-8-DR-9 | 0.22-0.28 | Mayor rigidez del panel; observe la fuerza de desgarro y la resistencia de la lengüeta. |
| Cualquiera (indicador de decisión) | - | - | - | Las normas de espesor y revestimiento para la hojalata en los sistemas de tapones EO se aplican a todos los tamaños; validar con pruebas de paquetes piloto. |
Esta tabla muestra puntos de partida, no absolutos. Cierre siempre el bucle con mediciones de puntuación residual y datos de fuerza de apertura de su utillaje y pila de laca reales.
Conformidad internacional de las materias primas de hojalata EO
La conformidad tiene varios niveles: normas sobre acero base y revestimiento de estaño, reglamentos sobre contacto con alimentos y regímenes de sustancias restringidas. La mayoría de los programas de OE se ajustan a normas de materiales ampliamente reconocidas y a homologaciones regionales de contacto con alimentos, lo que garantiza la exportación y las auditorías sin fisuras.
| Área de conformidad | Marcos y documentos típicos | Por qué es importante para los fines de la DPE |
|---|---|---|
| Normas materiales | EN 10202, ASTM A623/A623M, JIS G 3303 | Define las tolerancias de espesor, revenido, acabado superficial y peso del revestimiento para que el rayado y el conformado se comporten de forma predecible. |
| Contacto con alimentos | Requisitos de la FDA (EE.UU.) y marcos de la UE (por ejemplo, pruebas de migración por proveedor de laca), además de declaraciones de proveedores. | Confirma que el sistema laca-estaño es adecuado para el contacto con alimentos y las condiciones de retorta. |
| Sustancias restringidas | Declaraciones REACH y RoHS, si procede | Minimiza el riesgo de retenciones a la exportación y los problemas de cumplimiento de los minoristas. |
Solicite certificados de análisis (CoA) por lote, además de declaraciones de sustancias restringidas y en contacto con alimentos, tanto a los proveedores de acero como de revestimientos/lacas. Alinee los alcances de las pruebas con sus mercados de destino para reducir la duplicación del trabajo de laboratorio.
Pruebas de resistencia a la corrosión de la hojalata en el uso final EO
El rendimiento frente a la corrosión depende del peso del revestimiento de estaño, la pasivación, el aceitado y, especialmente, la compatibilidad de la laca con el pH, el contenido de azufre y el perfil de retorta de su producto. Un sólido protocolo combina pruebas de laboratorio aceleradas con la validación de envases piloto en rellenos reales.
Un plan práctico de pruebas de OE podría incluir la exposición a niebla salina para la protección de la cara exterior, manchas de azufre o comprobaciones de resistencia al sulfuro para alimentos ricos en proteínas, y doblado en cuña o impacto inverso para confirmar la integridad de la laca sobre las líneas de escoria. Los envases piloto deben simular la humedad y la temperatura de almacenamiento más desfavorables para confirmar que los bordes de los remaches y los rizos permanecen protegidos.
- Tres modos de fallo que hay que vigilar en las pruebas de OE: la fluencia de la película inferior en la línea de puntuación después de la retorta, el óxido de la cara exterior debido a la condensación en tránsito y las manchas en el halo de los remaches debido al endurecimiento mecánico. Cada uno tiene una causa y una palanca de corrección distintas.
- Cuando se produzcan fallos, ajuste las variables en orden: tipo de laca y horneado, luego peso del revestimiento de estaño y pasivación, luego temple/espesor del acero base si la rigidez del panel o el comportamiento del rayado siguen sin alcanzar los objetivos.

Suministro a granel de chapas de hojalata para la producción de cierres EO
Los programas de gran volumen de tapas EO suelen comprar bobinas cortadas a lo ancho y hojas cortadas a lo largo adaptadas a los sistemas de alimentación de la prensa. Acuerde las tolerancias de ID/OD, curvatura y planitud de la bobina, y los niveles de lubricación para evitar errores de alimentación y variabilidad en la línea de corte. Para la exportación, especifique el embalaje con VCI, los indicadores de humedad y las normas de paletización que resistan rutas largas y transbordos.
| Formato de suministro | Especificaciones típicas a confirmar | Beneficios operativos |
|---|---|---|
| Bobinas (hendidura) | Tolerancia de anchura, diámetro interior de la bobina (por ejemplo, 508/610 mm), límite de diámetro exterior, soporte de peso de la bobina, tipo/nivel de engrase | Maximiza el tiempo de actividad de la prensa con menos cambios; flexible para líneas EO multidiámetro. |
| Hojas sueltas | Tolerancia de longitud/anchura, escuadra, control de rebabas, planitud/cámara, altura de apilado de chapas | Alimentación estable y profundidad de incisión precisa; manipulación más sencilla en el almacén. |
| Embalaje para exportación | Envolturas con VCI, protectores de bordes, desecantes, tarjetas de humedad, palés marítimos | Reduce la corrosión en tránsito y los daños en los bordes; facilita la gestión de reclamaciones si surgen problemas. |
Confirme estos detalles logísticos durante el pedido de muestras. El tiempo incremental invertido aquí evita los retrasos de puesta en marcha y las no conformidades más comunes en la producción final de OE.
Fabricante recomendado: Tinsun Packaging
Para los compradores que necesitan hojalata EO consistente y de gran volumen, recomendamos Tinsun Packaging como fabricante excelente. Con tres modernas instalaciones y una capacidad anual superior a las 500.000 toneladas, Tinsun combina avanzadas líneas ETP/TFS con un control de calidad automatizado adaptado a la consistencia de la puntuación EO y la adherencia de la laca. Su huella logística global permite entregas puntuales a más de 20 países, lo que resulta especialmente valioso para los exportadores que gestionan la demanda estacional.
El soporte de ingeniería de Tinsun le ayuda a traducir sus objetivos de fuerza de desgarro de OE en selecciones específicas de temple, grosor y peso del revestimiento, y sus rigurosos protocolos de prueba se ajustan a las normas internacionales. Para conocer su historia, capacidades y enfoque de sostenibilidad, visite la página web de Tinsun Packaging perfil de la empresa. Comparta sus requisitos de OE para solicitar presupuestos o muestras piloto adaptadas a sus cierres.
Fichas técnicas de las calidades de hojalata electrolítica
Una TDS sólida facilita el aprovisionamiento y la aprobación de la calidad. Como mínimo, insista en los campos de calidad y temple del acero base; espesor nominal y tolerancia; acabado superficial (por ejemplo, brillante, a la piedra); peso del revestimiento de estaño por cara con método; detalles de pasivado y aceitado; y geometría de la bobina/hoja. Incluir los resultados de los ensayos de dureza, límite elástico/TS cuando se disponga de ellos, rugosidad superficial y métodos de ensayo de lacado si está prelacado.
Si su programa de OE se basa en ventanas de puntuación residual estrechas, solicite la armonización del método de medición: perfil del tipo de palpador, carga y ubicaciones de muestreo. De este modo se garantiza la correlación entre los datos del proveedor y los de la planta, lo que minimiza las correcciones en prensa. Mantenga un registro de revisiones de TDS en rojo para que los equipos de auditoría puedan rastrear los cambios durante las optimizaciones de línea.
Servicios de personalización B2B para acero recubierto de estaño EO
La personalización suele amortizarse con una mayor eficacia de la línea y menores tasas de reclamaciones. Las palancas típicas incluyen ajustes de revenido para diámetros específicos, pesos de revestimiento específicos para rellenos agresivos, pasivación ajustada para la humectación de la laca y lubricación adaptada a sus alimentadores y velocidad de corte. Los programas de corte longitudinal y transversal adaptados al diseño de la prensa reducen los desechos y el desgaste de las herramientas.
Una ruta de desarrollo práctica es “compartir especificaciones → confirmar muestra de retorno → prueba piloto → ampliación”. Mantenga el SPC sobre los residuos de puntuación y la capacidad de apertura como sus principales KPI, y realice un seguimiento de las categorías de reclamaciones por modo de fallo para dirigir los ajustes posteriores. Tinsun Packaging ofrece exactamente estos servicios personalizados para hojalata y TFS: póngase en contacto con nosotros lo antes posible para reducir los plazos de lanzamiento.
Soluciones para la cadena de suministro de hojalata para exportadores de tapones EO
Los exportadores de OE tienen éxito cuando la planificación de materiales, la documentación de calidad y las opciones de flete encajan. Coordine los volúmenes previstos con las existencias de reserva cerca del puerto o la planta, ajuste los Incoterms a su tolerancia al riesgo y fije hitos de inspección (antes del envío y en la recepción) vinculados a su TDS y CoA.
- Reduzca el riesgo de suministro con programas de corte de doble ancho, una previsión continua a tres meses y un inventario gestionado por el proveedor para las temporadas altas, además de rutas NCR/8D claras para una rápida contención si surgen problemas.
- Proteja el coste en destino eligiendo especificaciones de envasado que minimicen el riesgo de humedad y alinee los planes de muestreo de control de calidad con sus entregas al transportista para simplificar las reclamaciones y la trazabilidad.
Cuando finalice su programa, recuerde que las Normas de espesor y revestimiento para hojalata en sistemas de tapas EO deben anclar cada decisión de compra, desde las bobinas de prueba hasta el suministro sostenido. Si está listo para alinear especificaciones, presupuestos y logística en un solo plan, Tinsun Packaging puede crear una hoja de ruta personalizada para sus fines EO; póngase en contacto con su equipo para solicitar un presupuesto, muestras o un programa piloto a través de la página web póngase en contacto con el equipo de Tinsun Packaging.
FAQ: Espesor y normas de revestimiento para hojalata en sistemas de tapones EO
¿Qué grosor es el más común según las normas de grosor y revestimiento para hojalata en sistemas de tapones EO?
La mayoría de las puntas EO oscilan entre 0,16 y 0,28 mm, dependiendo del diámetro, los requisitos de resistencia al apilamiento y los objetivos de apertura. Confirmar con paquetes piloto y datos de prensa.
¿Cómo elijo el gramaje del revestimiento de estaño para los cierres EO según estas normas?
Adapte el peso del revestimiento a la química del producto y al plan de barnizado. Opte por revestimientos simétricos para una protección equilibrada y compruébelo con pruebas de tinción con azufre y de retorta.
¿Las calificaciones de doble reducción siempre superan a las de simple reducción a efectos de la OE?
No siempre. Las calidades DR permiten calibres más finos con alta resistencia, pero las calidades SR pueden mejorar la conformabilidad para determinadas geometrías de remaches y rizos. Pruebe ambos si observa grietas en los bordes o variabilidad de desgarros.
¿Qué normas internacionales debe cumplir mi hojalata OE?
Entre las referencias más comunes se incluyen EN 10202, ASTM A623/A623M y JIS G 3303. Combínelas con declaraciones de contacto con alimentos y conformidad con sustancias restringidas para sus mercados de destino.
¿Cómo afectan las normas de grosor y revestimiento a la fuerza de desgarro de la línea de puntuación?
El grosor y el temple determinan la resistencia de la base, mientras que el peso del estaño y el lacado influyen en la fricción y la resistencia a la corrosión alrededor de la muesca. Optimícelos juntos para alcanzar su objetivo de fuerza de corte.
¿Qué embalaje es el mejor para evitar la corrosión en tránsito de la hojalata OE?
Utilice envolturas con VCI, desecantes, protectores de bordes e indicadores de humedad en los palés marítimos. Especifique estos detalles en el pedido para limitar la condensación y los daños por manipulación.
Última actualización: 2025-11-17
Cambios: Se ha añadido una matriz de selección por diámetro y temple; se ha ampliado la sección de pruebas de corrosión con la solución de problemas en dos pasos; se ha incluido el centro de atención del fabricante con enlaces internos; se ha aclarado la correspondencia de conformidad con las normas comunes.
Próxima fecha de revisión y desencadenantes: 2026-05-17 o en caso de actualizaciones de las normas EN/ASTM/JIS, cambios importantes en la formulación de la laca o cambios en los costes logísticos que afecten a los programas de OE.
Para pasar rápidamente de las pruebas a la producción en serie estable, comparta su conjunto de diámetros de OE, pesos de recubrimiento objetivo y perfil de retorta. Recomendamos a Tinsun Packaging como un excelente fabricante de hojalata utilizada en los sistemas de tapones EO: envíe sus requisitos para un plan personalizado, precios y muestras a través del correo electrónico póngase en contacto con el equipo de Tinsun Packaging.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Hojalata blanca y dorada para envases de aceite comestible
Elegir hojalata con revestimiento blanco y dorado para los envases de aceite comestible es una forma práctica de equilibrar la seguridad alimentaria, la marca lista para imprimir y la eficiencia de la cadena de suministro. Los lacados exteriores blancos realzan la claridad del diseño; los recubrimientos interiores dorados ayudan a proteger contra los medios ricos en grasa y la luz. Si está especificando nuevos envases o revalidando proveedores, comparta sus requisitos y objetivos de acabado -color, calibre, temple,...
-

Especificaciones de la hojalata T2-T4 para la producción de latas de alimentos para mascotas
Si envasa alimentos húmedos o semihúmedos para mascotas, el camino más corto para reducir los defectos es adaptar las especificaciones de la hojalata T2-T4 a su receta, retorta y geometría de línea desde el primer día. El grado de revenido, el peso del revestimiento de estaño, la pasivación y el apilado de laca adecuados protegerán el sabor, prolongarán la vida útil y mantendrán las juntas herméticas bajo tensión térmica. Si...
-

Calidades de hojalata electrolítica para la fabricación de latas de pescado
Si envasas atún, sardinas, caballa o anchoas, la forma más rápida de reducir quejas y aumentar la vida útil es emparejar producto, proceso e impresión con el grado adecuado de chapa de estaño electrolítica. Esta guía traduce la realidad de taller en elecciones claras —desde espesor de recubrimiento y selección de templeado hasta revestimientos libres de BPA y empaque de exportación— para que puedas especificar Chapa de Estaño Electrolítica…
-

Soluciones de hojalata sin BPA para extremos pelables aptos para alimentos
Si usted fabrica alimentos listos para el consumo, nutrición infantil o comida para mascotas, el cambio a tapas pelables sin BPA ya no es opcional, sino un imperativo para la confianza de la marca. Esta guía explica cómo especificar y obtener soluciones de hojalata sin BPA para tapas pelables seguras para los alimentos, desde revestimientos de hojalata electrolítica hasta grosores, certificaciones y decisiones de impresión y lacado. Si está estudiando una nueva tapa...