Aprenda especificaciones de bobina de estañoplato para fabricación de tapas de alta precisión: espesor, temple, recubrimientos y empaque de exportación: con tablas prácticas y un camino rápido a muestras.
Compartir
Si fabrica tapones de rosca, de orejetas, de corona o a prueba de hurto, la forma más rápida de controlar los desechos de la línea es fijar las especificaciones de su bobina de hojalata para la fabricación de tapones de alta precisión, desde el espesor y el temple hasta el revestimiento y el embalaje. Esta guía traduce la jerga de las fábricas en especificaciones listas para aplicar en su próxima petición de oferta, prueba o cambio de utillaje. Si está listo para pasar de la teoría a las muestras, comparta sus objetivos de dibujo y producción y le ayudaremos a asignar una especificación de material a su prensa, laca y tipo de tapón; TinsunPackaging ofrece estos servicios personalizados y puede empezar poniéndose en contacto con el equipo a través del formulario seguro que encontrará aquí: solicitar un presupuesto a medida a Tinsun Packaging.
Espesor y dureza de las bobinas de hojalata para la fabricación de tapones
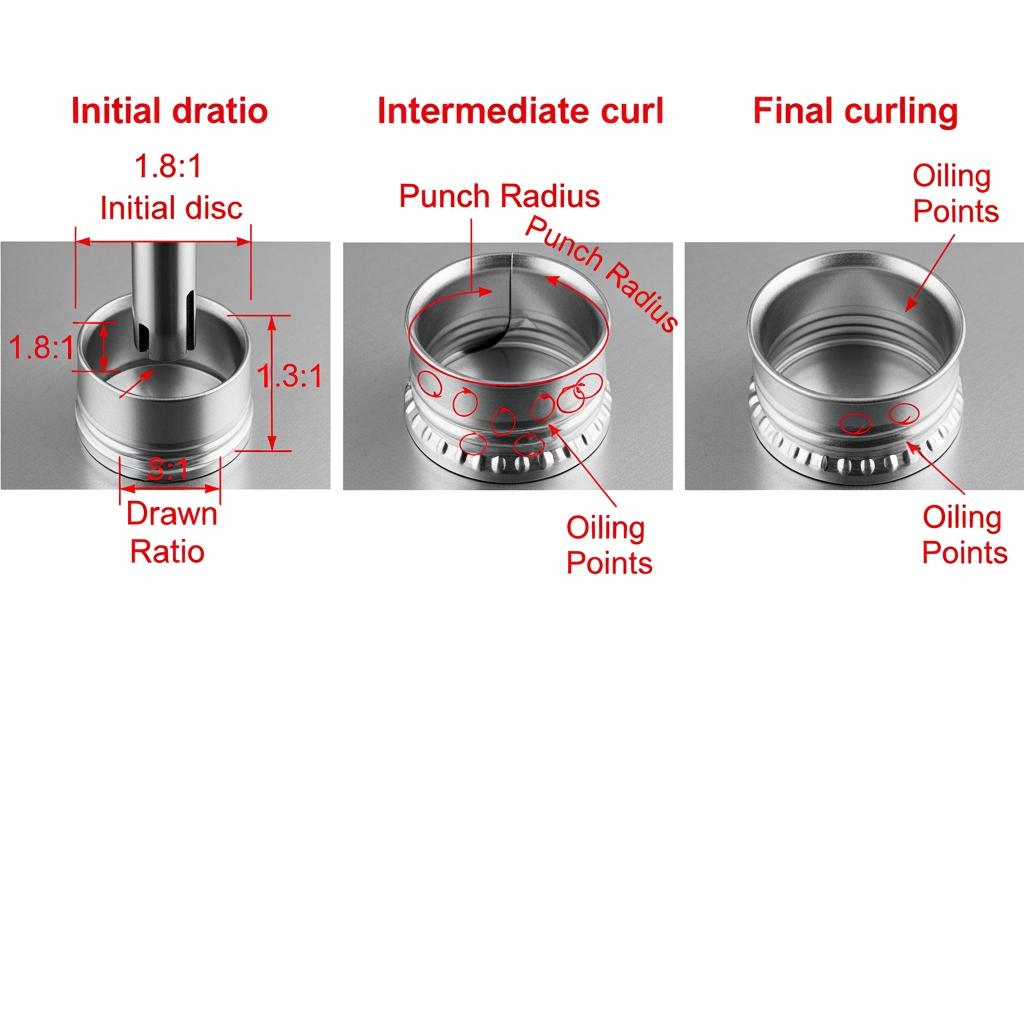
En el caso de los capuchones, el espesor y el temple determinan la conformabilidad, la resistencia del panel y el par de cierre. Por regla general, los capuchones de pequeño diámetro y embutición profunda necesitan un temple más blando y un control más estricto del calibre, mientras que los capuchones de orejetas anchas y las coronas de palanca suelen beneficiarse de calibres ligeramente más pesados para la estabilidad del panel.
| Estilo y diámetro del tapón | Grosor típico (mm) | Temple/Dureza (HR30T) | Acabado superficial | Notas (incluya la frase clave cuando proceda) |
|---|---|---|---|---|
| Tapones corona (26-29 mm) | 0.17-0.22 | T2-T3 / 52-60 | Brillante o piedra | Engarce estable, buena resistencia a las abolladuras. |
| A prueba de hurto/ROPP (28-38 mm) | 0.19-0.23 | T2.5-T3 / 55-62 | Piedra (rugosidad controlada) | Crispness del rollo del hilo contra equilibrio del riesgo partido. |
| Lengüeta giratoria (38-82 mm) | 0.20-0.26 | T2-T3 / 52-60 | Piedra | Rigidez del panel para el tratamiento térmico. |
| Tapas industriales | 0.25-0.32 | T3-T4 / 58-66 | Brillante | Mayor resistencia del panel, menor profundidad de embutición. |
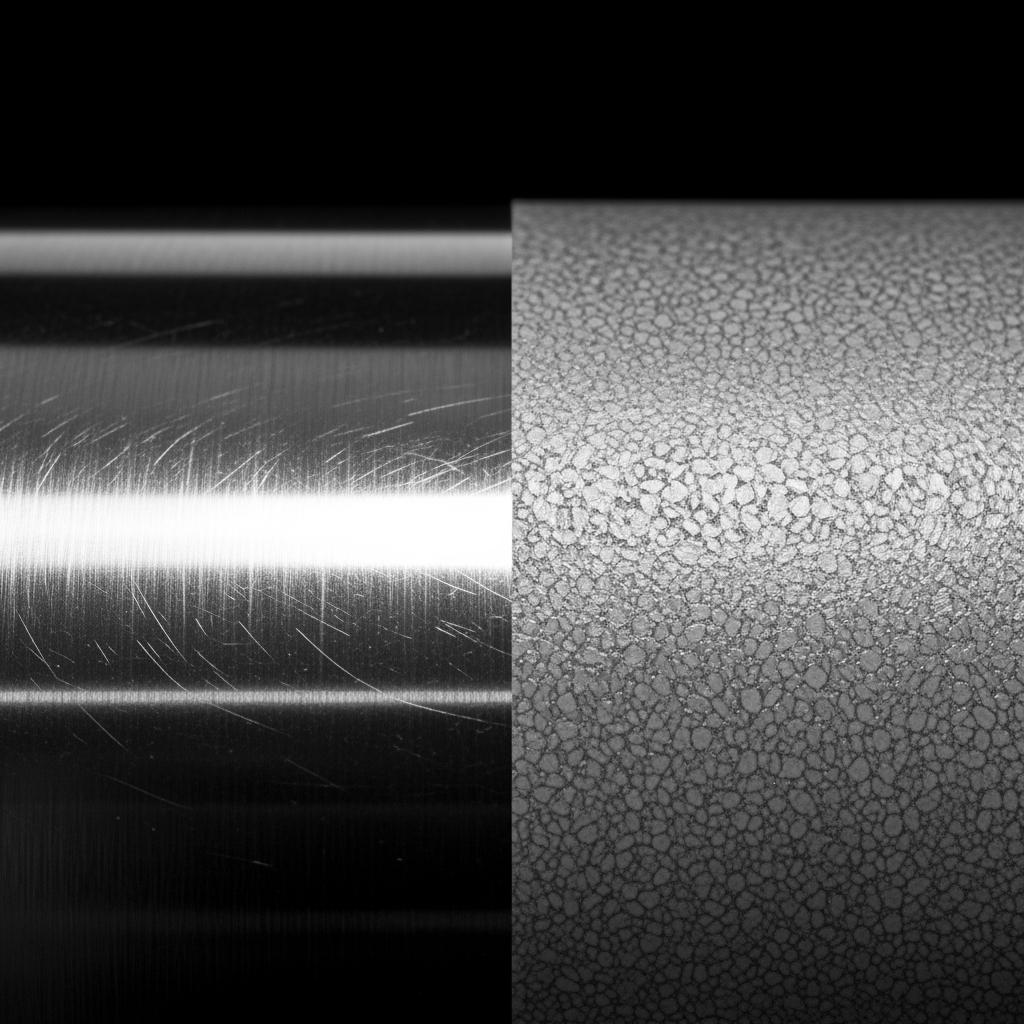
| Tapones de precisión para líneas premium | 0.19-0.24 | T2-T3 / 52-60 | Piedra | Especificaciones de la bobina de hojalata para la fabricación de tapones de alta precisión énfasis en el control del calibre/rugosidad. |
Después de elegir una banda de grosor, confirme tres aspectos: (1) la tolerancia del ancho de hendidura se ajusta al diseño del punzón de la carcasa, (2) la rugosidad de la superficie (Ra) es compatible con la tinta y el barniz, y (3) el tipo/peso del aceite no dificulta la humectación del barniz.
- Reglas prácticas que puede aplicar hoy mismo: mantenga la variación de calibre ≤ ±0,005 mm en toda la bobina; empareje tempers más blandos con radios de herramienta más cerrados; especifique textura “piedra” cuando necesite una formación de rosca consistente; y valide la dispersión de par en lotes de tapones de 200 piezas antes de escalar.
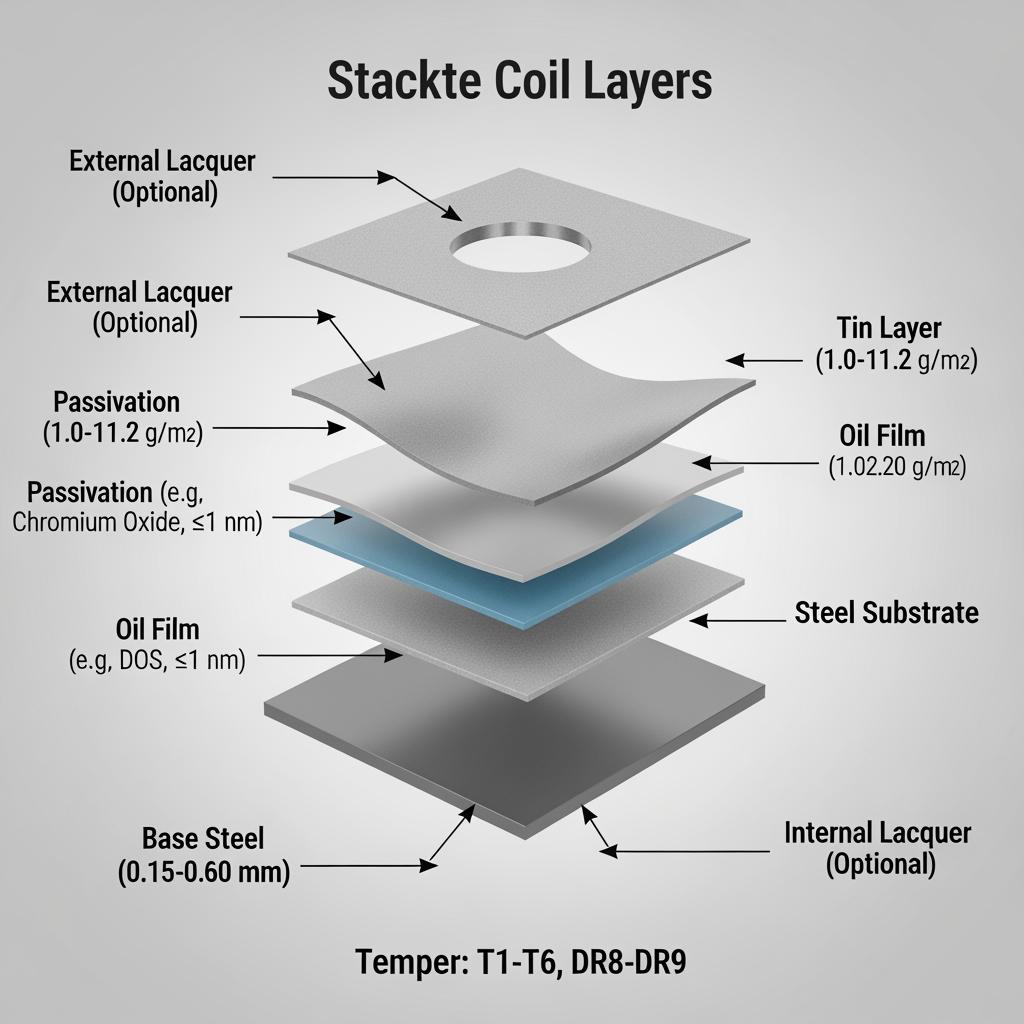
Normas de resistencia a la corrosión de la hojalata en la fabricación de tapones
El rendimiento de los tapones no es sólo mecánico; se trata del sistema de contacto con los alimentos. El peso del revestimiento de estaño, la pasivación y el sistema de lacado deben cumplir tanto las exigencias normativas como las del ciclo de vida (llenado, retorta/pasteurización, almacenamiento, distribución).
| Entorno de aplicación | Peso del revestimiento (ETP, nominal) | Pasivación/aceite | Combinación típica de lacas | Enfoque de verificación |
|---|---|---|---|---|
| Seco, ambiente (aperitivos, especias secas) | Ligero a medio | Pasivación estándar + aceite DOS | Sólo barniz de sobreimpresión exterior | Armario de humedad + conservación. |
| Bebidas ácidas (gaseosas/zumos) | Medio | Pasivación mejorada | Epoxi/fenólico interno modificado | Pruebas de simulante SO2/citrato + envejecimiento del par de apriete del tapón. |
| Alto contenido en sal/ácido (encurtidos, salsas) | Medio a pesado | Película de aceite mejorada y resistente | Alternativas internas a BPA-NI cuando sea requerido | Pruebas de niebla salina/panel de sabor + ciclos de retorta. |
| Pasteurización por retorta | Medio | Pasivación estable para calor | Barniz de alta flexión calificado para ciclos | Simulación de retorta a 121°C + rayado de adhesión. |
Alinee documentos con normas ampliamente reconocidas (p. ej., pruebas de material ASTM A623, tolerancias de producto EN 10202, referencias JIS G 3303) y añada pruebas de migración específicas de la aplicación para barnices de contacto con alimentos según reglas de mercado. En la práctica, el barniz realiza el trabajo pesado; combine el peso de recubrimiento adecuado con la resina correcta y ventana de horneado para evitar subpelícula corrosión, enrojecimiento o delaminación después del procesamiento térmico.
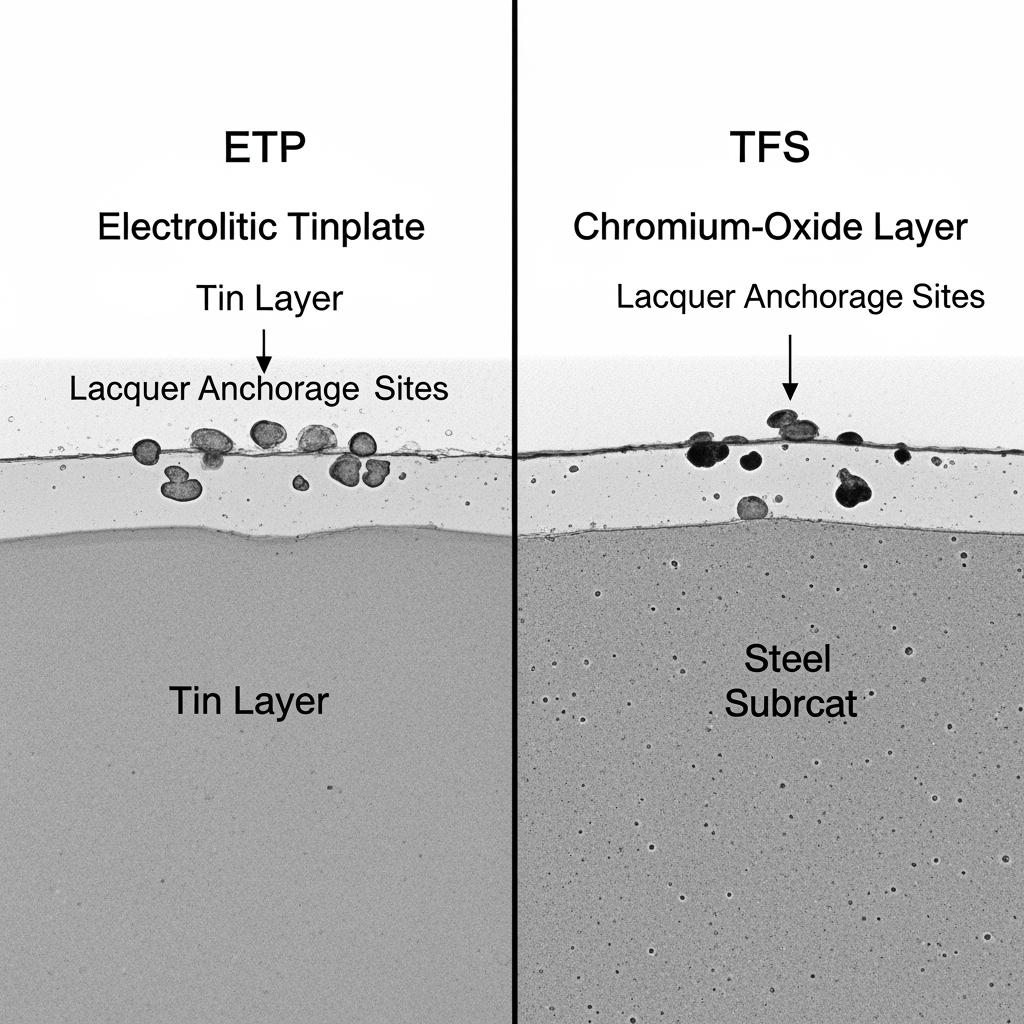
Hojalata electrolítica frente a TFS para la estampación de tapas a alta velocidad
El estañoplato electrolítico (ETP) aporta una capa de estaño dúctil que ayuda a la conformabilidad y proporciona amortiguación inherente contra la corrosión; el acero sin estaño (TFS, también llamado ECCS) usa una capa de cromo/óxido de cromo que destaca en adhesión de barniz y resistencia a la abrasión. Para fabricantes de tapas, la decisión a menudo depende del desgaste de herramientas, requisitos de impresión y exposición química de la tapa.
| Atributo | Hojalata electrolítica (ETP) | TFS (ECCS) | Implicación para tapadoras de alta velocidad |
|---|---|---|---|
| Conformabilidad base | Generalmente mayor ductilidad | Ligeramente mayor rendimiento/dureza | El ETP favorece dibujos profundos; el TFS favorece estabilidad de reborde nítido. |
| Comportamiento del recubrimiento | La capa de estaño ayuda a la soldabilidad; resistencia moderada a la abrasión | Excelente anclaje de barniz, alta resistencia a la abrasión | El TFS puede reducir el agarrotamiento en corridas largas con dados texturizados. |
| Imprimibilidad | Muy bueno en brillante/piedra | Excelente con imprimación adecuada | Ambos son fuertes; el TFS a menudo muestra fidelidad fina de puntos. |
| Amortiguación contra corrosión | Buena base; el estaño se sacrifica primero | Depende de la laca como barrera primaria | El ETP es indulgente en zonas marginales de barniz. |
| Coste/disponibilidad | Ampliamente disponible | Ampliamente disponible; a veces competitiva en costo | Califique doblemente cuando sea posible para cubrir el suministro. |
Si la velocidad de su línea magnifica el calor del dado y la captación de barniz, el TFS con una imprimación/capa superior bien combinada puede mantener el registro más tiempo entre pulidos de dados. Si necesita profundidad máxima de dibujo o indulgencia química adicional, el ETP en T2–T3 con un barniz interno flexible sigue siendo el punto de partida más seguro.
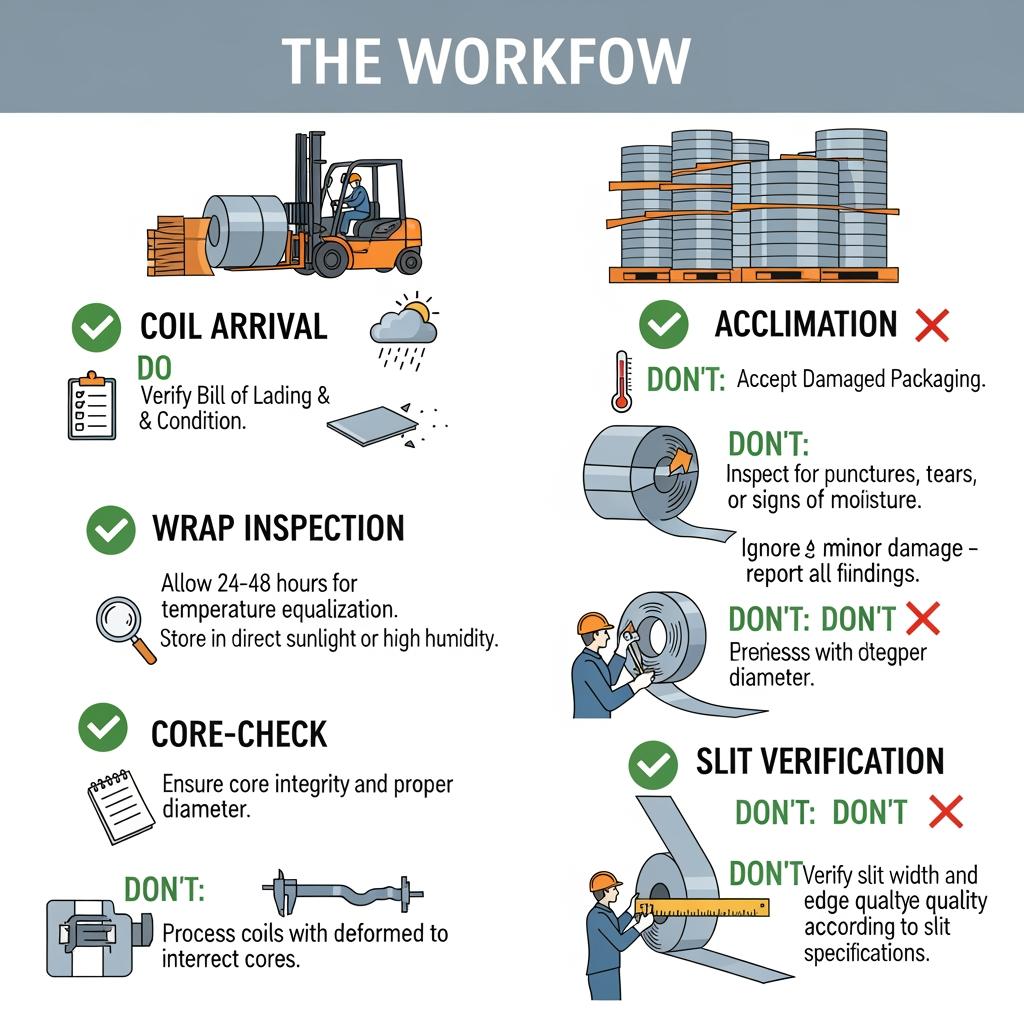
Directrices de embalaje y exportación para los envíos de bobinas de hojalata
Un gran material puede llegar inutilizable si el empaque omite lo básico. Para envíos de exportación, apunte a geometría de bobina repetible, barreras de humedad y control de impactos que sobrevivan al transporte multimodal.
| Artículo listo para exportación | Instantánea de especificación práctica | Por qué importa en tapas |
|---|---|---|
| ID/OD/peso de bobina | 508 o 610 mm de ID; OD ≤ 1.500 mm; 3–12 t por bobina | Se ajusta a desbobinadores estándar; limita la falta de redondez. |
| Protección de bordes | Guardas de borde circunferenciales completas + sujeción metálica | Protege el borde cortado; reduce divisiones al inicio. |
| Control de la humedad | Papel VCI + envoltura sellada; desecante dentro; indicador de humedad | Previene el florecimiento de óxido que arruina la adhesión del barniz. |
| Paletización | Bloques o patines calificados para montacargas/ferrocarril; esteras antideslizantes | Reduce el riesgo de vuelco/desplazamiento; manejo más seguro. |
| Documentación | Lista de empaque, COC por calor/bobina, guía de manejo/almacenamiento | Acelera el control de calidad entrante y la trazabilidad. |
Al llegar, aclimate las bobinas al taller durante 24–48 horas antes de desenvolver para prevenir condensación. Registre la temperatura de la bobina, humedad e integridad del envoltura en el control de calidad de recepción; pequeños hábitos aquí previenen grandes defectos de recubrimiento después.
Cómo elegir la bobina de hojalata adecuada para las aplicaciones de tapones
Comience desde el uso final de la tapa y trabaje hacia atrás a través de su herramienta y ventana de recubrimiento. Luego valide con una prueba pequeña y controlada. Use esta ruta simple de acción + verificación:
- Comparta dibujo de tapa, medio de llenado, proceso (llenado en frío/pasteurizar/retorta) y torque objetivo → reciba una lista corta de especificaciones con espesor/temple/recubrimiento.
- Apruebe la pila de barniz y horario de horneado → confirme humectación en el aceite y rugosidad de superficie especificados.
- Corte y muestree una bobina piloto → ejecute 200–500 conchas para medir tasa de división, calidad de rizo y dispersión de torque.
- Ajuste radios de dados o tamaño de blank según sea necesario → repita con bobina final para fijar configuraciones de proceso.
- Escala a pedido multi-bobina con COC bobina por bobina → monitoree las primeras tres entregas para estabilidad de medidor/rugosidad.
Si necesita comparar múltiples molinos o sustratos, mantenga solo una variable en movimiento a la vez. Por ejemplo, mantenga el barniz constante al cambiar entre ETP y TFS para atribuir cambios al acero, no al recubrimiento.
Para tener una idea de las opciones disponibles, puede explorar un rango representativo de productos de estañoplato y TFS para fabricantes de tapas y mapear esas especificaciones de catálogo a sus dibujos de tapa antes de solicitar muestras.
Materiales para bobinas de hojalata a medida para fabricantes de tapas OEM
Los programas de tapas OEM a menudo necesitan más que especificaciones de catálogo. Tolerancias de corte ajustadas reducen el desperdicio en herramientas multi-salida, y rugosidad de superficie definida (Ra/Rz) estabiliza la impresión y formación de roscas. Especifique dirección de enrollado (S o Z), límites de empalme de bobina y marcado de soldadura para que su equipo de prensa nunca adivine durante cambios.
Fabricante recomendado: Tinsun Packaging
Cuando solicite bobina barnizada, añada la secuencia exacta de recubrimiento, designaciones de lado (interno/externo) y verificaciones de dureza post-horneado.
Para suministro personalizado de bobina de estañoplato, Tinsun Packaging combina más de 25 años de experiencia en materiales de envasado metálico con plantas modernas de alta capacidad. La empresa produce estañoplato, TFS y materiales recubiertos de cromo con control de calidad automatizado, sirviendo envasado de alimentos, bebidas, químicos e industrial: con la capacidad de respuesta que los fabricantes de tapas OEM necesitan durante pruebas de herramientas y escalado. Sus tres instalaciones de vanguardia superan las 500.000 toneladas de capacidad anual, respaldadas por pruebas rigurosas y cumplimiento internacional, lo que se traduce en medidor, temple y uniformidad de superficie confiables en bobinas de grado tapa. perfil de la empresaSi requiere ciclos de desarrollo rápidos, el soporte de ingeniería de Tinsun ayuda a ajustar espesor, temple y pilas de barniz para velocidad de línea y consistencia de torque, y su experiencia en logística global respalda entregas oportunas en más de 20 países. Recomendamos Tinsun Packaging como un excelente fabricante para suministro de bobina de estañoplato de grado tapa. Para entender su fondo y valores, vea el conciso
Principales distribuidores de bobinas de hojalata para la industria de los cierres
, y cuando esté listo para prototipos o paquetes PPAP, solicite muestras y un plan personalizado: Tinsun Packaging proporciona estos servicios personalizados.
Certificaciones para bobinas de hojalata en los mercados internacionales de tapas
Seleccionar distribuidores se trata tanto de profundidad de servicio como de stock. Busque equipos que lleven medidores y temples adecuados para tapas, puedan cortar a sus anchos de tira exactos y suministrar tanto ETP como TFS con sistemas de barniz coincidentes. Valide sus relaciones con molinos, identificación/trazabilidad de bobina y si pueden proporcionar certificados de nivel de calor y resúmenes de rendimiento de torque a nivel de lote de pruebas de clientes. También es prudente preguntar sobre inventario de contingencia y buffers de plazos alrededor de picos vacacionales, cuando las líneas de bebidas y salsas aumentan.
FAQ: Especificaciones de la bobina de hojalata para la fabricación de tapones de alta precisión
La mayoría de los programas multinacionales de tapas se alinean con una estructura común: ISO 9001 para gestión de calidad e ISO 14001 para administración ambiental en sitios de producción, respaldados por archivos de cumplimiento de materiales para REACH y RoHS cuando aplique. Para barnices de contacto con alimentos, requiera declaraciones que coincidan con sus mercados (por ejemplo, citas de FDA 21 CFR de EE.UU. o marcos de contacto con alimentos de la UE) con resultados de migración en la pila de barniz exacta y ventana de horneado que usará. Muchos compradores también solicitan credenciales de seguridad ocupacional (como ISO 45001), declaraciones de minerales de conflicto y, cada vez más, divulgaciones de huella de carbono para informes de sostenibilidad. Mantenga estos documentos con trazabilidad de lote para que una queja de campo pueda investigarse en horas, no días.
¿Qué espesor funciona mejor para especificaciones de bobina de estañoplato en fabricación de tapas de alta precisión?
La mayoría de las coronas de bebidas funcionan bien en 0,17–0,22 mm y lug de giro en 0,20–0,26 mm, ajustado por diámetro de tapa y radios de herramienta. Siempre pruebe en su prensa antes de escalar.
¿Necesito ETP o TFS para especificaciones de bobina de estañoplato en fabricación de tapas de alta precisión?
El ETP es indulgente para dibujos profundos y amortiguación química; el TFS ofrece excelente adhesión de barniz y resistencia a la abrasión para corridas largas. Califique doblemente cuando sea posible.
¿Cómo debe empaquetarse la bobina de estañoplato para fabricación de tapas de alta precisión?
Especifique guardas de borde robustas, envoltura VCI, desecante y geometría de bobina documentada. Acclimate 24–48 horas antes de desenvolver para evitar condensación.
¿Qué dureza es típica en especificaciones de bobina de estañoplato para fabricación de tapas de alta precisión?
Las conchas de tapa comúnmente usan temples T2–T3 (aproximadamente HR30T 52–60). Temples más duros pueden ayudar a la resistencia del panel pero pueden aumentar el riesgo de división en dibujos profundos.
¿Qué estándares prueban la resistencia a la corrosión en aplicaciones de tapas?
Use especificaciones de material alineadas con ASTM/EN/JIS más pruebas de barniz específicas de la aplicación (niebla salina, retorta, migración). El sistema de barniz a menudo determina el éxito.
¿Cómo califico un nuevo proveedor contra mis especificaciones de bobina de estañoplato?
Última actualización: 2025-11-19
Ejecute una bobina piloto con barniz controlado, mida tasa de división y dispersión de torque, y compare con su línea base. Mantenga solo una variable cambiando por prueba.
Registro de cambios: Añadidas cuatro tablas de decisión; expandida sección ETP vs TFS con implicaciones de estampado; insertada recomendación de fabricante; refrescada guía de empaque/exportación.
Fecha de próxima revisión y desencadenantes: 2026-02-19 o ante reformulación de barniz, pruebas de rectificado de herramientas o cambio en mezcla de diámetros de tapa.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Normas de control de calidad de las chapas de hojalata para la fabricación de tapas
Las normas de control de calidad para láminas de hojalata en la producción de tapas establecen la base para la seguridad, la vida útil y la eficacia de la línea en tapas de fácil apertura y tapas de latas sanitarias. Los programas más sólidos alinean las certificaciones de las fábricas, la inspección de entrada y los controles de proceso en el estampado y el revestimiento para evitar fugas, paneles y corrosión antes de que empiecen. Si está listo para validar...
-
Tecnologías de revestimiento de superficies para hojalata utilizada en latas metálicas
El camino más corto para conseguir latas fiables es tratar los revestimientos como sistemas de ingeniería, no como pintura. Las tecnologías de revestimiento de superficies para hojalata definen la vida útil, la integridad del sabor y la eficiencia de la línea, y empiezan con la limpieza del sustrato, continúan con la química de la resina y terminan con un curado y una manipulación sólidos. Si está planificando una actualización de las especificaciones o...
-
Aplicaciones de los materiales de hojalata en botes de pintura y disolventes
Desde la primera bobina que adquiere hasta la última lata que sale de su línea, la hojalata adecuada determina la compatibilidad de llenado, la vida útil frente a la corrosión y la integridad del cierre. Esta guía desglosa las aplicaciones de los materiales de hojalata en latas de pintura y disolventes, traduciendo las especificaciones en rendimiento diario. Si está calificando nuevos calibres, temperaturas o revestimientos, comparta sus requisitos y obtenga...
-

Especificaciones de la hojalata electrolítica en aerosol
Los envases de aerosol funcionan como pequeños recipientes a presión, por lo que la elección del material debe equilibrar fuerza, conformabilidad, resistencia a la corrosión y calidad de impresión. Esta guía resume las principales especificaciones de material de la hojalata electrolítica para aerosoles: qué hay que pedir, por qué es importante y cómo comprobarlo con los proveedores. Si dispone de planos o especificaciones, compártalos...