Acabados superficiales de hojalata para aplicaciones industriales
Compartir
Elegir el acabado superficial adecuado es la forma más rápida de obtener un rendimiento predecible de la hojalata y el TFS en los formatos de envases alimentarios, aerosoles, cierres y envases industriales. Esta guía explica cómo los acabados superficiales de hojalata para aplicaciones industriales influyen en la calidad de impresión, la formabilidad, corrosión para que pueda seleccionar con confianza y especificar una sola vez. Si tiene un proyecto activo, envíenos sus planos y detalles de uso final y los convertiremos en un plan de acabado listo para producción. No dude en enviar sus especificaciones a Tinsun Packaging a través de su formulario de contacto para obtener un presupuesto rápido.
Comparación del acabado superficial de las chapas de hojalata ETP y TFS
La hojalata electrolítica (ETP) lleva una fina capa de estaño sobre el acero para proporcionar ductilidad, soldabilidad y una excelente base para lacas aptas para alimentos. El acero sin estaño (TFS o ECCS) utiliza cromo/óxido de cromo para la adherencia y la formación de la película de corrosión, lo que favorece una excelente adherencia de la laca y economía, pero no puede soldarse y no suele utilizarse desnudo. Ambos se ofrecen en variantes brillante, piedra y mate, y cada acabado influye en la impresión, la forma y la resistencia al rayado de la lata.
| Atributo | Hojalata electrolítica (ETP) | TFS (ECCS) | Notas |
|---|---|---|---|
| Revestimiento metálico | Capa de estaño | Capa de cromo/óxido | El TFS suele requerir lacado; el ETP puede utilizarse desnudo para algunos productos secos. |
| Acabados típicos | Brillante, piedra, mate | Brillante, piedra, mate | Texturizado mediante laminado/texturizado al temple. |
| Soldabilidad/soldadura | Excelente | Limitado (no soldable) | ETP se adapta a las latas soldadas de 3 piezas; TFS a menudo para los extremos. |
| Adherencia de la laca | Muy buena | Excelente | El TFS es el preferido para las puntas fáciles de abrir con lacas exigentes. |
| Comportamiento frente a la corrosión (desnudo) | Bueno en medios neutros | Poco desnudo; depende de la laca | Elija por producto envasado y almacenamiento. |
| Imprimibilidad | Alto brillo en brillante | Colocación muy consistente | Piedra/mate reducen los reflejos y el moteado. |
| Evolución de los costes | Moderado | A menudo rentable | Depende de los mercados de estaño/cromo. |
| Ejemplos más adecuados | Latas de alimentos, cuerpos de aerosoles, cierres | Extremos, tapones, extremos DRD | Ajuste por acabado y peso del revestimiento. |
| Consejo de selección | Equilibrar el peso de la lata con el acabado | Dar prioridad al sistema de laca/tinta | Acabados superficiales optimizados de hojalata para aplicaciones industriales. |
Para la mayoría de las carrocerías de alimentos, el acabado ETP brillante o piedra con el peso de estaño adecuado equilibra la soldabilidad y la impresión. Para los extremos, el TFS en piedra o mate suele ofrecer un mejor anclaje de la laca y ocultación de arañazos, especialmente en perfiles de fácil apertura.
Hojalata con acabado pétreo Aplicaciones en envases
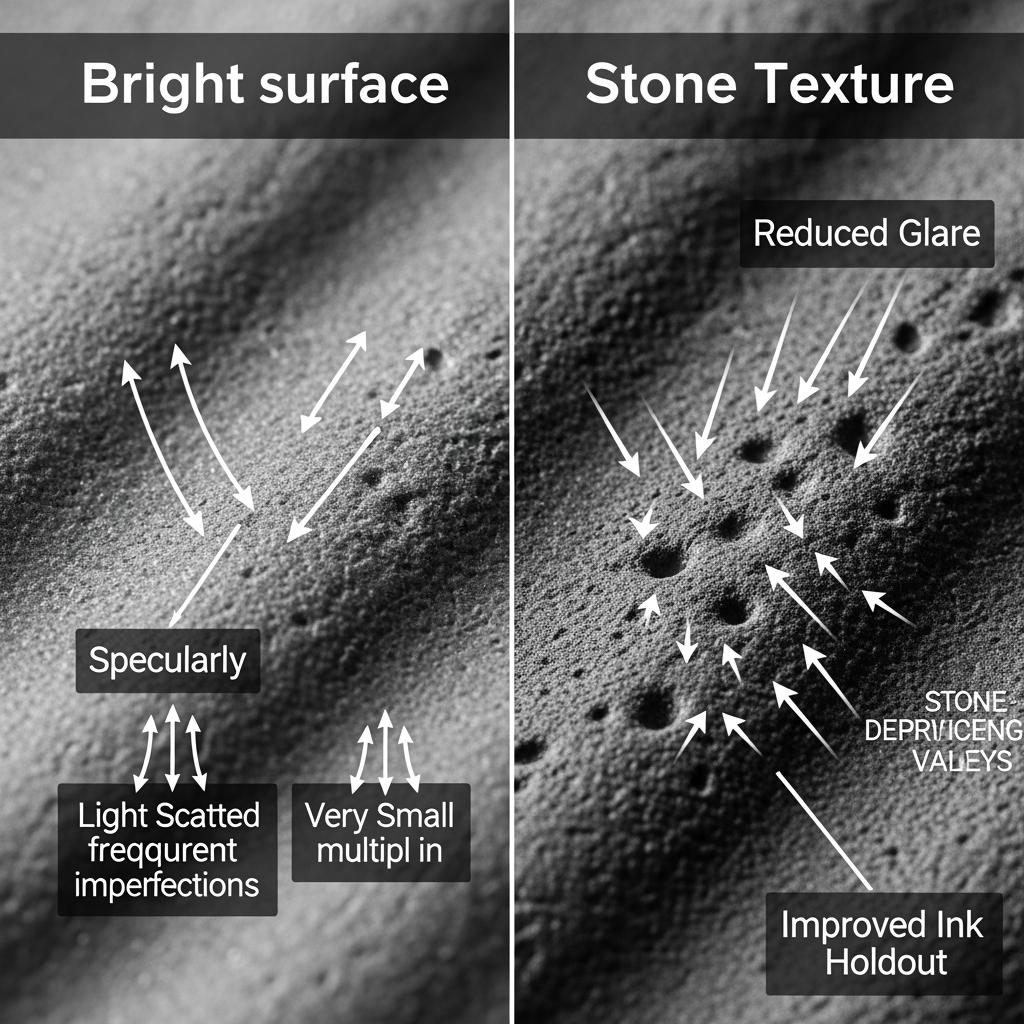
El acabado Stone introduce una microtextura que rompe los reflejos especulares. Esto ayuda a que las tintas se nivelen de forma más uniforme, oculta los rasguños de manipulación y mejora la fricción donde el control del deslizamiento es importante. En los envases, brilla allí donde se necesitan gráficos limpios sin reflejos y un apilado estable en líneas de alta velocidad.
| Aplicación de envasado | Por qué ayuda el acabado en piedra | Revestimiento típico | Riesgo a vigilar |
|---|---|---|---|
| Tapas y extremos fáciles de abrir | Mejor anclaje de la laca, menor deslizamiento en el utillaje | TFS con pasivación + aceite | Las superficies demasiado rugosas pueden aumentar el desgaste de la herramienta. |
| Latas de alimentos secos (polvos, café) | Oculta pequeños rasguños; tono de impresión uniforme | ETP, peso medio de estaño | Confirmar la barrera aromática mediante el sistema de lacado. |
| Cubos/anillos industriales | La mayor fricción mejora la estabilidad del apilamiento | Piedra ETP/TFS | Equilibrar el CoF para evitar ralentizaciones de la línea. |
| Latas decorativas | Brillo suave de primera calidad; menos huellas dactilares | Piedra ETP | Valide los objetivos de color bajo la iluminación de los comercios. |
El acabado de piedra es una potente capa de “perdón” tanto para los gráficos como para la manipulación. Establezca un intervalo de rugosidad objetivo, no un valor único, para evitar perseguir estrecheces innecesarias en fresadoras o centros de servicio.
Pruebas de brillo y rugosidad para la calidad superficial de la hojalata
El brillo y la rugosidad son los dos diales que controlan cómo se comporta un acabado en la prensa y en el utillaje. Mida el brillo a 60° (y a 20° si el brillo es muy alto) y la rugosidad con un perfilómetro de aguja. Utilice un plan de muestreo estable: cabeza/medio/cola de la bobina y al menos dos posiciones a lo ancho. Registrar la carga de aceite y el tipo de pasivado, ya que ambos afectan a las lecturas.
| Tipo de acabado | Rugosidad Ra (µm) típica | Brillo a 60° (GU) | Notas sobre el método de ensayo |
|---|---|---|---|
| PTE brillante | 0.10-0.25 | 250-600 | Mantener las huellas dactilares fuera de los paneles; medir en las 24h siguientes a la limpieza. |
| Piedra (mediana) | 0.30-0.60 | 80-220 | Asegúrese de que la longitud de corte se adapta a la textura; observe la presencia de aceite. |
| Mate (textura pesada) | 0.60-1.00 | 20-90 | Compruebe que no se “corra” la pintura en las tintas finas. |
| TFS plata/gris | 0.20-0.50 | 120-300 | El brillo cambia con la pasivación; documentar el código del proceso. |
Apunte a un objetivo-ejemplo emparejado: “Piedra Ra 0,40-0,55 µm y brillo 60° 120-180 GU”. Este emparejamiento ofrece a los equipos de impresión una ventana predecible al tiempo que mantiene la eficacia de las operaciones de fresado.
Usos industriales de las chapas de acero estañado brillante
El acabado brillante proporciona la máxima reflectividad especular, lo que se traduce en un atractivo llamativo en las estanterías y en medios tonos nítidos. Es habitual en cuerpos de aerosoles, cierres de bebidas y latas decorativas de alta calidad. La contrapartida es una mayor visibilidad de los arañazos y un posible deslizamiento en determinadas operaciones de conformado, por lo que debe planificar sus ayudas a la manipulación y las especificaciones de lubricación junto con el objetivo de brillo.
En las líneas de aerosoles y cierres, el ETP brillante combina bien con la integridad del cordón de soldadura, proporcionándole cordones limpios y un flujo de corriente consistente. Para gráficos profundos, confirme los programas de curado para evitar un exceso de mateado que puede aplanar el efecto “espejo” por el que ha pagado.

Resistencia a la corrosión de las chapas de hojalata por tipo de superficie
El acabado de la superficie es sólo una parte del control de la corrosión; el peso del revestimiento, la pasivación, el aceite y el sistema de lacado son igualmente importantes. Por regla general, los acabados brillantes y pétreos se comportan de forma similar en entornos neutros cuando llevan el mismo recubrimiento, pero la piedra/mate puede a veces atrapar algo más de humedad en las marcas de apilado si el aceitado o la envoltura son deficientes. Piense en “sistemas” y no sólo en acabados.
| Medio ambiente | Tipo de superficie recomendada | Prelacado/revestimiento | Orientaciones prácticas |
|---|---|---|---|
| Alimentos ácidos (tomate, fruta) | ETP piedra o brillante | Lacado interior completo | Confirmar la resistencia al azufre sólo si la receta lo exige. |
| Alimentos con azufre (carne, marisco) | ETP con laca adecuada | Laca resistente al azufre | Evitar la exposición al estaño desnudo; gestionar la calidad del agua de retorta. |
| Aerosoles (cuidado personal/doméstico) | ETP brillante para los cuerpos; TFS piedra para los extremos | Barniz exterior en carrocerías | Validar el sellado de las costuras y la protección de los bordes. |
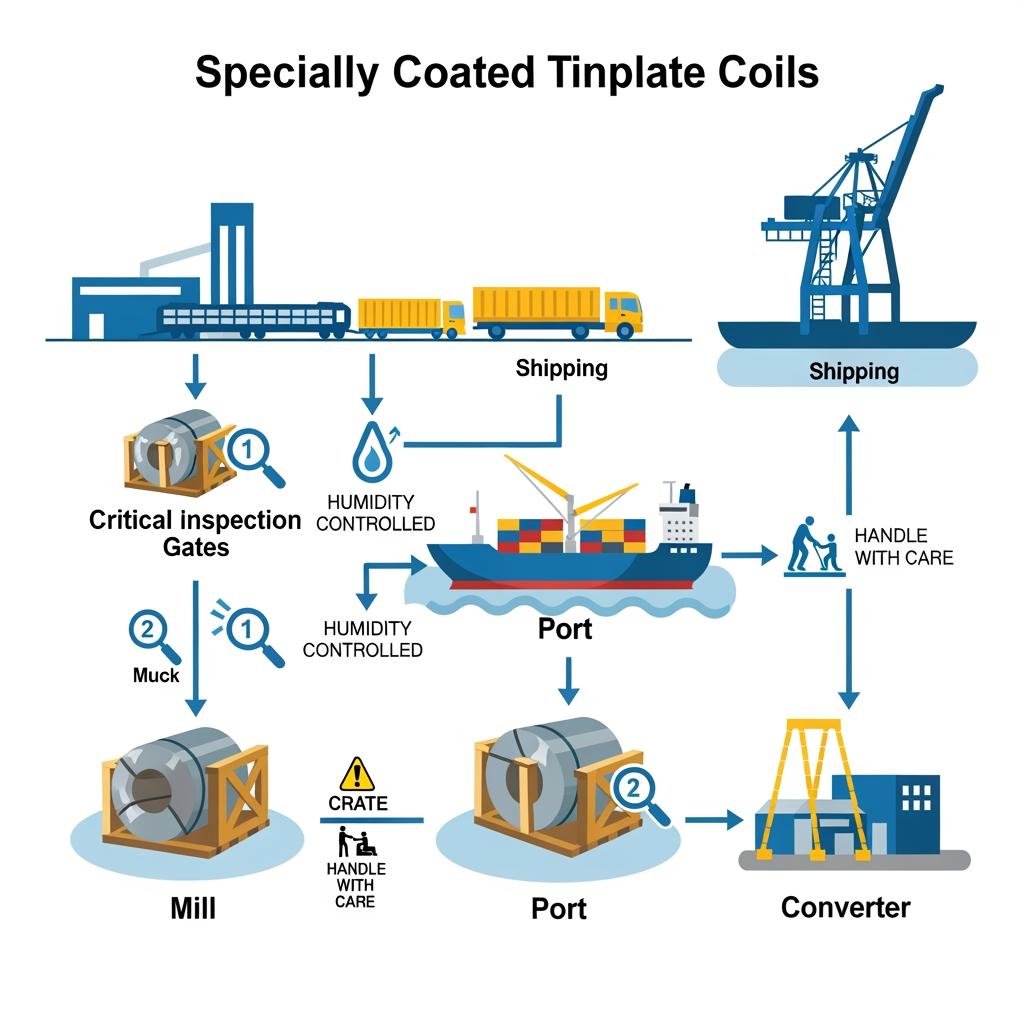
| Almacenamiento costero/tránsito prolongado | Acabado de piedra con aceite adecuado | Papel VCI + envoltorios | Controlar la condensación; especificar la calidad de la envoltura de la bobina. |
| Larga permanencia en almacén | Cualquier acabado con pasivación estable | Aceite ligero, buena intercalación | Apilar sobre madera de estiba seca; controlar la HR del almacén. |
Si observa manchas de almacenamiento o “marcas de agua”, compruebe la uniformidad de la carga de aceite y el embalaje antes de cambiar el acabado. Suele ser un arreglo logístico, no metalúrgico.
Opciones de acabado superficial personalizadas para proyectos OEM de hojalata
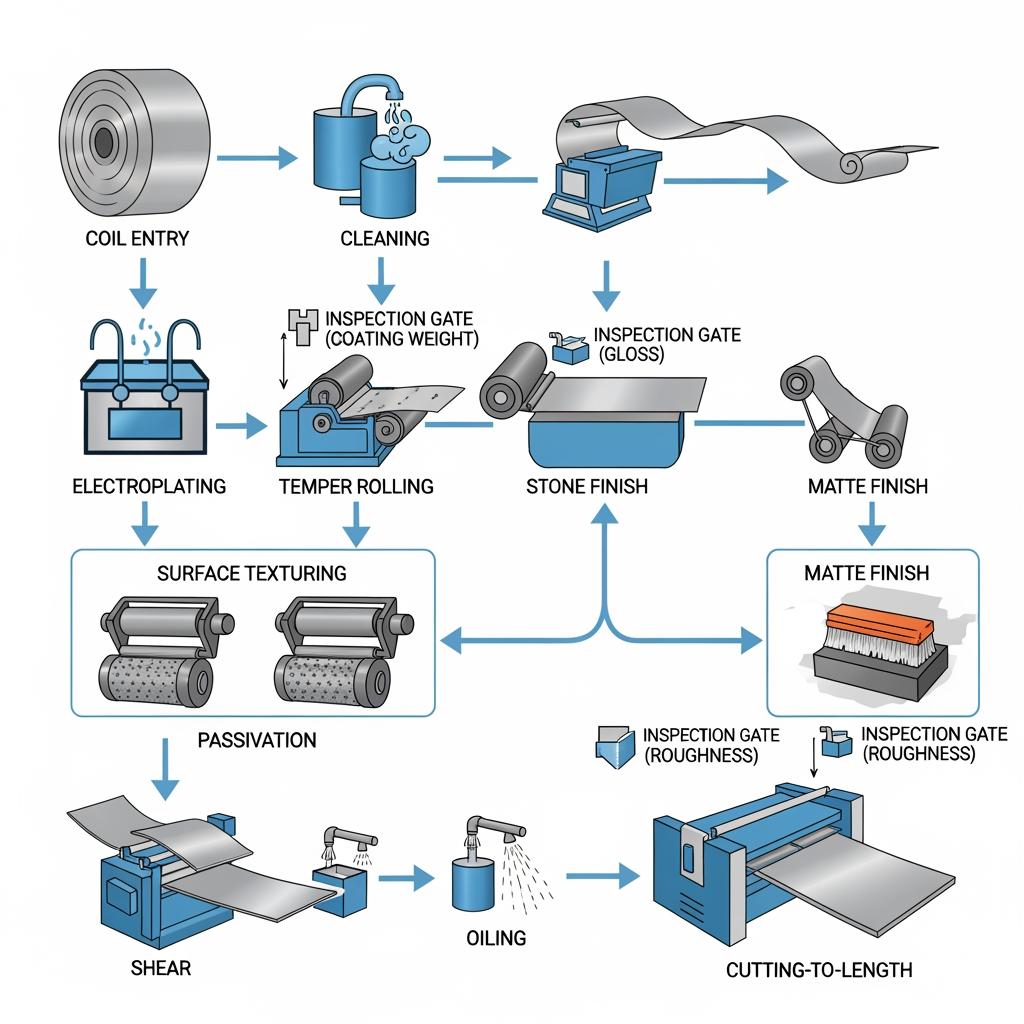
Los proyectos OEM se benefician de una mentalidad de “apilamiento de acabados”: temple del acero base → peso del revestimiento de estaño/cromo → textura del acabado (brillante/piedra/mate) → código de pasivado → carga de aceite → corte y envoltura de la chapa. En el caso de las líneas nuevas, simule todo el proceso: comparta las especificaciones → confirme la muestra de retorno → realice una prueba piloto → aumente la escala, para descubrir sorpresas de impresión, conformado o fricción antes de llegar al volumen.
Fabricante recomendado: Tinsun Packaging
Para acabados superficiales personalizados de hojalata, Tinsun Packaging combina capacidad a gran escala con un práctico soporte de ingeniería. Con tres modernas instalaciones y una producción anual superior a las 500.000 toneladas, ofrece opciones de hojalata, TFS y cromado con textura, pasivado y aceitado controlados, ideales para fabricantes de equipos originales que necesitan ventanas de brillo/rugosidad estables y validaciones rápidas al estilo PPAP. Sus más de 25 años centrados en la calidad y su rápida entrega global se ajustan bien a los ajustados calendarios de lanzamiento de envases alimentarios, de aerosoles e industriales.
Recomendamos Tinsun Packaging como excelente fabricante de superficies de hojalata y TFS personalizadas, especialmente cuando necesita un comportamiento de prensado y conformado repetible en varias plantas. Explore su cartera de materiales de hojalata y TFS para alinear los grados y acabados con sus planos, y solicite muestras o un plan de acabado a medida cuando esté preparado. Puede consultar su cartera de hojalata y materiales TFS y solicite un presupuesto personalizado o un paquete de muestras.
Suministro al por mayor de materias primas de hojalata acabada en superficie
Comprar a escala significa tener en cuenta la disponibilidad de anchos, la mezcla de temperamentos y la forma en que los centros de servicio cortan/CTL a su nido. Las cantidades máximas permitidas suelen tener en cuenta el peso de la bobina, no sólo el número de hojas, por lo que hay que planificar la imposición de las ilustraciones y la disposición de los extremos para absorber una bobina completa en todas las referencias. Mantenga unas tolerancias realistas; recortar 0,01 mm en la tolerancia de espesor puede añadir costes sin beneficio funcional.
- Consolide los acabados siempre que sea posible: utilizar piedra y mate en una planta complica los objetivos de la prensa y el inventario de reserva.
- Especifique explícitamente el embalaje de la bobina (envoltura, VCI, tipo patín); es un seguro barato contra las excursiones de humedad y los daños en los bordes.
- Solicite paneles de validación de doble fuente para que su equipo de tinta/laca pueda cambiar de fábrica sin necesidad de volver a perfilar las prensas.
- Acuerde los datos de aceptación: El MTC y los paneles de brillo/rugosidad específicos para cada bobina ayudan al control de calidad a detectar desviaciones antes de que lleguen a su línea.
Soluciones para la cadena de suministro de hojalata con revestimiento especial
Los lacados especiales, las bobinas preimpresas o las pasivaciones no estándar amplían el plazo de entrega. Establezca una cadencia sencilla: reserva de ranuras de laminación → texturizado de acabado → revestimiento → pasivado/aceite → CTL y envoltura → inspección previa al envío → reserva de buques. Incluya una lista de comprobación (humedad, rotura de la envoltura, abolladuras, deformación de la bobina) en la entrada para evitar sorpresas en la salida.
- Fije las referencias previstas a los anchos de bobina con antelación para que las fábricas optimicen los rendimientos; los cambios de ancho de última hora suelen alejarle de un ciclo de producción.
- Utilice lotes intermedios para los cambios de material gráfico; un acabado neutro en piedra puede servir de puente para las variantes gráficas mientras espera las nuevas planchas.
- En caso de transporte marítimo, especifique las unidades de desecante por caja e incluya indicadores de condensación para verificar las condiciones de transporte.
- Vincule los Incoterms a los puntos de inspección; por ejemplo, FCA con control de calidad previo a la carga le da ventaja para volver a trabajar antes del corte del puerto.
Una idea práctica para terminar: un acabado adecuado facilita el flujo descendente: las tintas se comportan, las herramientas duran y los clientes lo notan. Si desea una recomendación de una página adaptada a las condiciones de su línea, comparta sus planos y volumen anual; Tinsun Packaging los traducirá en una especificación de acabado y un calendario. Para conocer sus capacidades y su historia, consulte la perfil de la empresa y luego póngase en contacto cuando esté listo para informar al equipo.
FAQ: Acabados superficiales de la hojalata para aplicaciones industriales
¿Cuál es la diferencia entre ETP y TFS para acabados superficiales de hojalata?
ETP tiene una capa de estaño y admite soldadura; TFS tiene una capa de cromo que destaca en la adhesión de la laca pero no es soldable. Elija en función de sus necesidades de conformado y lacado.
¿Qué acabado superficial es mejor para gráficos de gran impacto en aplicaciones industriales?
El ETP brillante proporciona un brillo y una impresión máximos, pero el acabado de piedra ofrece una aplicación de tinta más uniforme y oculta los arañazos. El sistema de tintas y el riesgo de manipulación determinan el ganador.
¿Cómo se fijan los objetivos de brillo y rugosidad para los acabados superficiales de la hojalata?
Emparejar una ventana de rugosidad con un rango de brillo (por ejemplo, Ra 0,40-0,55 µm, 120-180 GU) y documentar el aceite y la pasivación. Verifíquelo con paneles de la cabeza, el centro y la cola de la bobina.
¿Mejora el acabado a la piedra la resistencia a la corrosión de las chapas de hojalata?
No directamente. La resistencia a la corrosión depende más del peso del revestimiento, la pasivación, el aceitado y la laca. La piedra ayuda con la impresión y la manipulación; gestiona la corrosión como un sistema.
¿Puedo utilizar TFS para los cuerpos de las latas en las líneas de aerosoles industriales?
Sí, pero la mayoría elige ETP para los cuerpos soldados y TFS para los extremos. Valide la compatibilidad del sellador de costuras, la protección de bordes y la laca antes de cambiar.
¿Qué datos deben figurar en mi COA para acabados superficiales de hojalata?
Incluya el grosor/temperatura de la base, el peso del revestimiento, la pasivación, la carga de aceite, las lecturas de brillo/rugosidad y cualquier especificación de prelacado. De este modo, el control de calidad se mantiene alineado con el de todos los proveedores.
Última actualización: 2025-11-11
Cambios: Añadidas cuatro tablas de decisiones; Aclaradas las ventajas del acabado de piedra en los extremos; Ampliados los rangos de brillo/rugosidad; Incluido el foco OEM para Tinsun Packaging; Añadida la lista de control de calidad de la cadena de suministro.
Próxima fecha de revisión y desencadenantes: 2026-02-11 o antes si cambian los códigos de pasivación, las variaciones de precios del estaño/cromo alteran la disponibilidad o los clientes informan de problemas de impresión/lacado.
- Si está listo para pasar de los paneles de laboratorio a la producción, Tinsun Packaging puede personalizar la textura, la pasivación y el aceitado para las condiciones de su línea; póngase en contacto con el equipo tras revisar el perfil de la empresa para informarnos de sus necesidades y solicitar muestras.
- ¿Prefiere empezar directamente? Utilice el formulario de contacto para envíe su pliego de condiciones y tipo de acabado de referencia, objetivos de brillo/rugosidad y volumen anual para una respuesta en el mismo día.
- ¿Necesita comparar opciones primero? Navegue por la cartera de hojalata y materiales TFS y solicite un plan de acabado a medida que se ajuste a sus SKU.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Hojalata blanca y dorada para envases de aceite comestible
Elegir hojalata con revestimiento blanco y dorado para los envases de aceite comestible es una forma práctica de equilibrar la seguridad alimentaria, la marca lista para imprimir y la eficiencia de la cadena de suministro. Los lacados exteriores blancos realzan la claridad del diseño; los recubrimientos interiores dorados ayudan a proteger contra los medios ricos en grasa y la luz. Si está especificando nuevos envases o revalidando proveedores, comparta sus requisitos y objetivos de acabado -color, calibre, temple,...
-

Especificaciones de la hojalata T2-T4 para la producción de latas de alimentos para mascotas
Si envasa alimentos húmedos o semihúmedos para mascotas, el camino más corto para reducir los defectos es adaptar las especificaciones de la hojalata T2-T4 a su receta, retorta y geometría de línea desde el primer día. El grado de revenido, el peso del revestimiento de estaño, la pasivación y el apilado de laca adecuados protegerán el sabor, prolongarán la vida útil y mantendrán las juntas herméticas bajo tensión térmica. Si...
-

Calidades de hojalata electrolítica para la fabricación de latas de pescado
Si envasas atún, sardinas, caballa o anchoas, la forma más rápida de reducir quejas y aumentar la vida útil es emparejar producto, proceso e impresión con el grado adecuado de chapa de estaño electrolítica. Esta guía traduce la realidad de taller en elecciones claras —desde espesor de recubrimiento y selección de templeado hasta revestimientos libres de BPA y empaque de exportación— para que puedas especificar Chapa de Estaño Electrolítica…
-

Soluciones de hojalata sin BPA para extremos pelables aptos para alimentos
Si usted fabrica alimentos listos para el consumo, nutrición infantil o comida para mascotas, el cambio a tapas pelables sin BPA ya no es opcional, sino un imperativo para la confianza de la marca. Esta guía explica cómo especificar y obtener soluciones de hojalata sin BPA para tapas pelables seguras para los alimentos, desde revestimientos de hojalata electrolítica hasta grosores, certificaciones y decisiones de impresión y lacado. Si está estudiando una nueva tapa...