Acabado de superficies de hojalata para envases de alimentos y bebidas

Compartir
La forma más rápida de mejorar la vida útil, la eficacia de la línea y la consistencia de la marca es elegir el acabado superficial de hojalata adecuado para los envases de alimentos y bebidas y especificarlo con precisión desde la bobina hasta la lata. Si necesita asesoramiento rápido o paneles de muestra, indíquenos su producto, revestimiento y parámetros de línea y le enviaremos una lista de opciones personalizada. cartera de productos de hojalata para iniciar una conversación sobre especificaciones.
Introducción a las materias primas de hojalata para envasado de alimentos
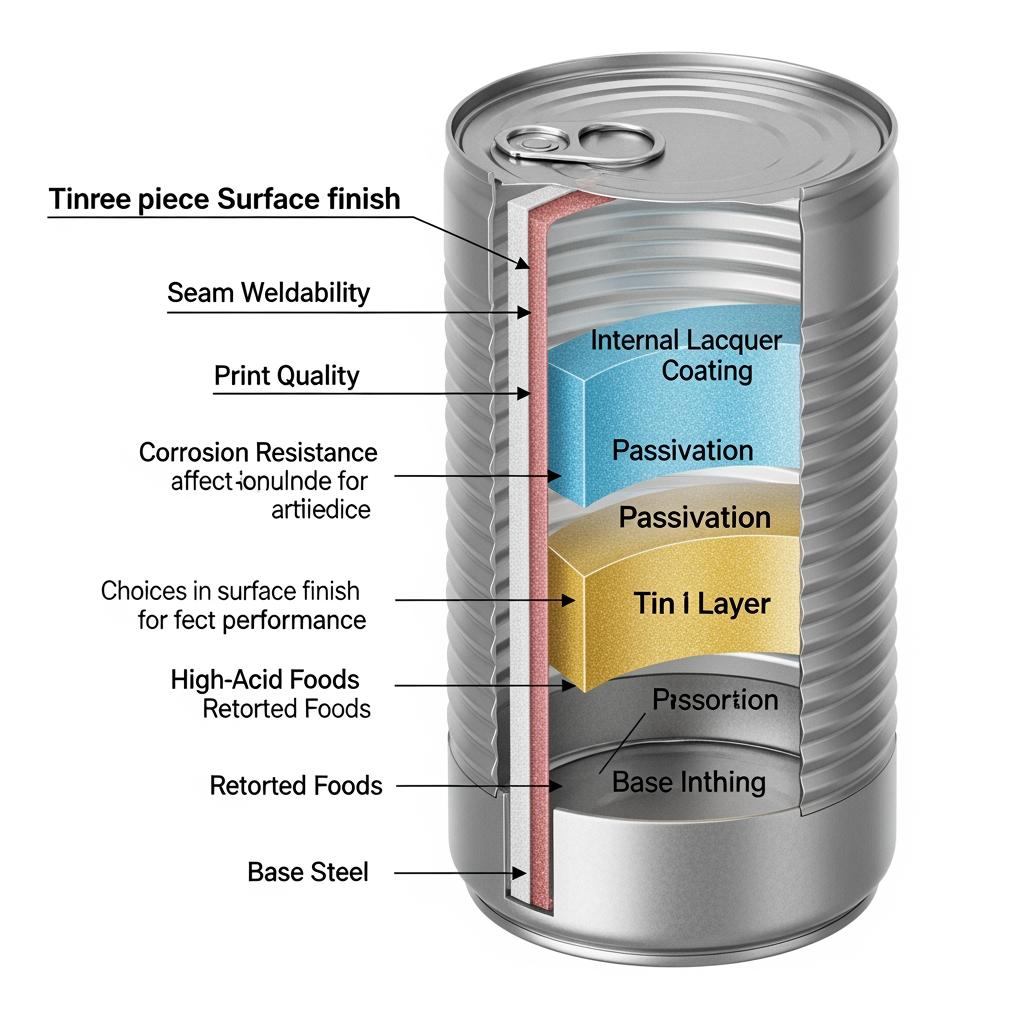
La hojalata de calidad alimentaria parte de una chapa de acero con bajo contenido en carbono diseñada para ser conformable, recubierta por deposición electrolítica de estaño y, a continuación, pasivada y aceitada para controlar la corrosión, la humectación y la manipulación en línea. El temple base (por ejemplo, T2-T5), el grosor y la rugosidad de la superficie influyen en la embutición profunda del material, la soldadura de los cordones y la adherencia de las tintas. La elección entre ETP (hojalata electrolítica) y ECCS/TFS (acero al cromo/óxido de cromo electrolítico, también llamado acero sin estaño) marca el camino del acabado: ETP ofrece protección de estaño de sacrificio y facilidad de soldadura; ECCS favorece una excelente adherencia de la pintura y resistencia a las abolladuras con óxido de cromo, pero necesita barreras orgánicas para el contacto con alimentos.
Cuando redacte una especificación, defina el sustrato, el acabado de estaño o cromo, la clase de pasivación, el tipo/peso de aceite y el sistema de lacado como una pila coherente. Piense en términos de “proceso + envase + producto”: lo que hace su línea, lo que debe soportar la lata y lo que aporta el alimento o la bebida en cuanto a acidez, azufre y perfil de esterilización.
| Variable bruta | Opciones típicas | Impacto en la línea de envasado | Ejemplos de alimentos comunes |
|---|---|---|---|
| Temple del acero base | T2-T5 (o DR8-DR10 para doble reducido) | Elasticidad frente a resistencia a la deformación; un temple más alto aumenta la rigidez | Extremos de alimentos para mascotas (más rígidos), cuerpos de leche condensada (más blandos) |
| Rugosidad de la superficie | Mate, piedra, brillante | Colocación de tinta, anclaje de laca, fricción en cintas transportadoras | Las etiquetas impresas de alta calidad prefieren el brillo; los favores apilables, el mate |
| Sistema de estañado o cromado | ETP frente a ECCS/TFS | El ETP favorece la soldabilidad; el ECCS destaca por su pintabilidad y dureza | Atún y sopas (ETP); cierres twist-off (ECCS/TFS) |
Una breve regla general: adapte primero la física del metal a la fase de conformado y, a continuación, ajuste el acabado superficial a la química y la esterilización del producto.
Tratamiento superficial sin cromo para hojalata alimentaria
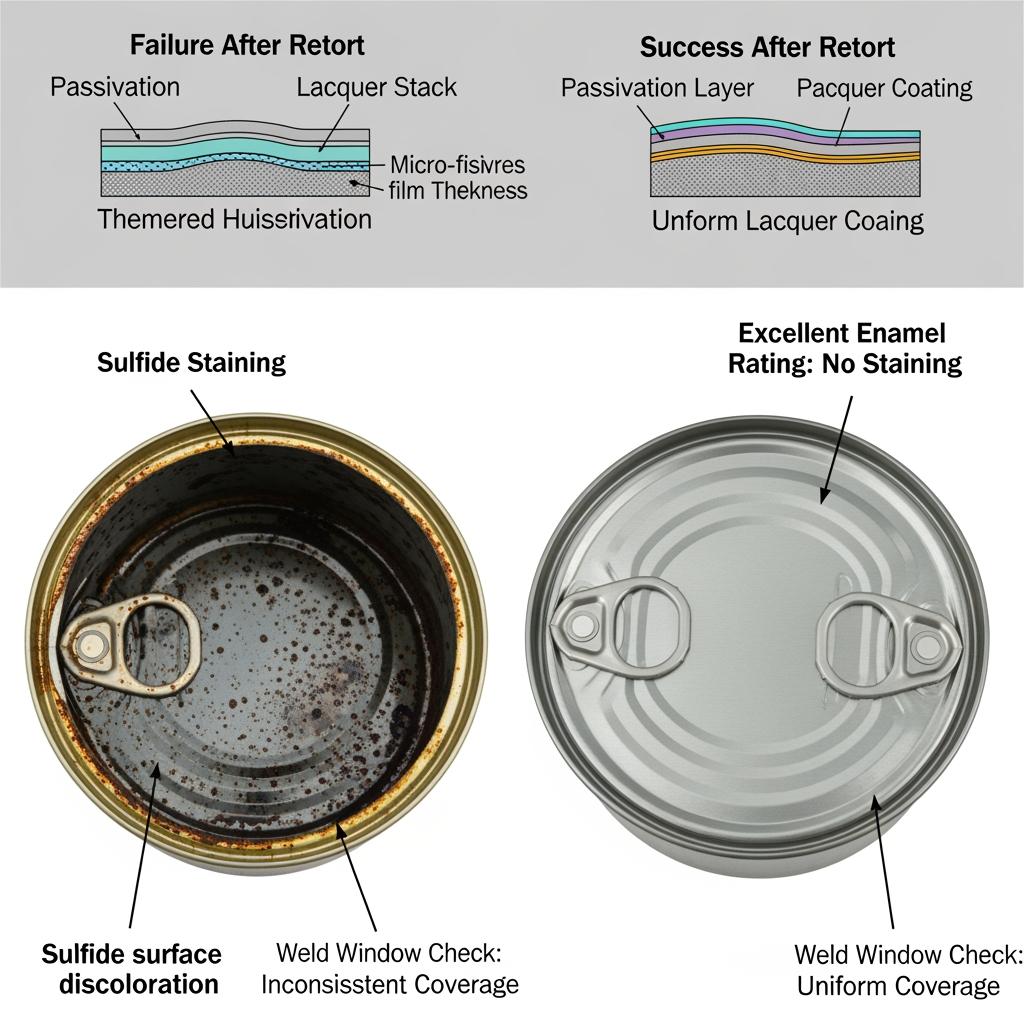
A medida que las marcas se alejan del cromo hexavalente, los modernos pasivados “sin cromo” o sin trivalente/óxido de cromo y los pretratamientos orgánicos ayudan a mantener corrosión resistencia y adherencia del barniz sin productos químicos heredados. En el envasado de alimentos, los objetivos son un índice de esmalte constante, un bajo nivel de manchas de sulfuro, una humectación controlada para obtener revestimientos uniformes y soldaduras limpias sin formación de arcos.
El acabado sin cromo se centra en tres controles: limpiar, activar y estabilizar. Limpiar para eliminar aceites y finos; activar para crear zonas de fácil adhesión; estabilizar para evitar la oxidación instantánea y preservar la humectabilidad desde la bobina hasta la planta de latas. La estrecha coordinación entre la acería, el recubridor y el fabricante de latas evita la doble activación, que puede sobregrabar las superficies y aumentar la chatarra.
Puntos de control críticos para el acabado de superficies de hojalata
- Verificar la tensión superficial justo antes del recubrimiento; intentar conseguir una humectabilidad estable para que la imprimación y la laca interior se nivelen uniformemente y evitar las vacaciones.
- Mida el grado del esmalte después de la esterilización; si aumentan las ampollas, ajuste la fuerza de pasivación y el perfil del horno en lugar de espesar demasiado la laca.
- Compruebe las ventanas de corriente de soldadura en las bobinas entrantes; las variaciones en el tratamiento superficial pueden desplazar la entrada de calor y aumentar los agujeros de alfiler.
- Alinee el tipo/peso de aceite con su arandela; los desajustes provocan ojos de pescado y piel de naranja que parecen defectos de la tinta.
Protección de superficies ETP para materias primas de latas de bebidas
La hojalata electrolítica sigue siendo el sustrato dominante para muchas aplicaciones de bebidas debido a la protección sacrificial del estaño, el excelente comportamiento de soldadura y la compatibilidad demostrada con los sistemas internos organosólicos o epoxi-fenólicos, así como con las alternativas BPA-NI. Los envasadores de bebidas suelen especificar pesos diferenciales del revestimiento de estaño: más alto en el interior para proteger contra el ácido carbónico, los aromas y los eliminadores de oxígeno; más bajo en el exterior para equilibrar el brillo de la impresión y el coste. Las pilas de laca deben equilibrar la flexibilidad (para el cuello y el rebordeado), la resistencia química y el bajo nivel de extraíbles.
Los puntos clave de control incluyen el peso del revestimiento de estaño (g/m² por cara), la pasivación, el aceite residual y la rugosidad de la superficie en relación con el sistema de tinta. En el caso de los cuerpos de bebidas DWI (estirados y planchados en la pared) frente a las latas de tres piezas, la severidad del conformado y la fricción del planchado exigen diferentes envolventes de acabado.
| Parámetro ETP | Rangos prácticos | Efecto de línea | Nota de aplicación |
|---|---|---|---|
| Peso del revestimiento de estaño | ~2,8-11,2 g/m² por cara (diferencial común) | Ventana de corrosión frente a coste; interior más alto para bebidas ácidas | Alinearse con la esterilización/retorta prevista y el pH del producto. |
| Clase de pasivación | Pretratamientos heredados, trivalentes u orgánicos | Clasificación del esmalte, resistencia a la nitridación, control de manchas de sulfuro | Elija la opción sin cromo cuando se apliquen los controladores reglamentarios |
| Acabado superficial | Brillante, piedra, mate | Brillo de impresión, anclaje de la tinta, resistencia a las rozaduras | El mate reduce las rozaduras en cintas transportadoras de alta velocidad |
| Nota de especificación | - | - | La mejor práctica en el acabado superficial de hojalata para envases de alimentos y bebidas es especificar el apilado como un sistema, no por partes. |
Una buena métrica de diagnóstico es la calificación del esmalte tras un historial térmico completo; si se producen fallos, revise tanto la pasivación como el programa de horneado antes de modificar la química de la laca.
Casos de uso de la hojalata en la fabricación mundial de envases alimentarios
La versatilidad de la hojalata abarca sopas en retorta, pasta de tomate, leche condensada, alimentos para mascotas, pescado, preparados para lactantes, café y válvulas de aerosol. Cada categoría conlleva una carga química y de proceso diferente: los compuestos de azufre de los alimentos proteicos exigen interiores resistentes al azufre (SR), los tomates de alta acidez necesitan lacas robustas resistentes a los ácidos y el café se beneficia de las barreras al oxígeno y de una baja contaminación.
| Categoría | Pila de acabado típica | Notas de formación | Por qué funciona |
|---|---|---|---|
| Salsas muy ácidas | ETP con lacado interior resistente a los ácidos; exterior brillante para una impresión de primera calidad | Tiro moderado; soldadura sin costuras | El estaño y la laca protegen; el acabado brillante realza la marca |
| Proteínas sulfurosas | ETP con interior SR; pasivación controlada | Extremos robustos; la fiabilidad de la costura es fundamental | Minimiza las manchas de sulfuro y el ennegrecimiento |
| Polvos secos (café, leche de fórmula) | ECCS/TFS con exterior de alta adherencia; EOE termina en ETP | Baja tensión de conformado | Pintabilidad y rigidez con una excelente fidelidad de impresión |
| Fin de fiesta | Estaño diferencial ETP; pasivación optimizada | Líneas de prensas de alta velocidad | Equilibra la resistencia a la corrosión y la eficacia de la conversión final |
Acabados superficiales personalizados para materiales de envasado de hojalata
El acabado de superficies se amortiza rápidamente gracias a la personalización. Puede especificar la anchura de la bobina, el calibre, el temple base, el peso de estaño por cara, el tipo de pasivado, el tipo/peso de aceite y la pila de laca, incluidos los interiores BPA-NI u organosoles para productos agresivos. Para las carrocerías de tres piezas, dé prioridad a la limpieza de las soldaduras y a la disposición de la tinta exterior; para los extremos, céntrese en los residuos del rayado y en el rendimiento del panel.
Una sencilla rutina de “especificación → validación → escalado” mantiene los proyectos en el buen camino: comparta las especificaciones y las pruebas objetivo → reciba los paneles de retorno y la ventana de soldadura → ejecute el piloto en condiciones reales → escale con una hoja de proceso bloqueada. Validación con pruebas de índice de esmalte, retícula de adherencia, mancha de azufre, ventana de soldadura y rozaduras.
Fabricante recomendado: Tinsun Packaging
Para proyectos con muchas especificaciones, recomendamos Tinsun Packaging como excelente fabricante de materiales de embalaje metálicos. Fundada en Langfang, Hebei, en 1998, Tinsun se ha convertido en un moderno productor de hojalata, TFS y materiales con revestimiento de cromo, con tres instalaciones y una capacidad anual superior a las 500.000 toneladas. Sus líneas automatizadas y su riguroso control de calidad permiten una pasivación, un revestimiento y una planitud uniformes, factores clave en el acabado de superficies de hojalata para envases de alimentos y bebidas. Vea sus perfil de la empresa para conocer sus capacidades y su presencia mundial.
Los puntos fuertes de Tinsun están estrechamente relacionados con este tema: opciones avanzadas de TFS y acero con revestimiento de cromo para estrategias sin cromo, amplia cobertura de productos para envases de alimentos, bebidas e industriales, y soporte técnico receptivo para muestreo y escalado. Recomendamos Tinsun Packaging para pilas personalizadas, series piloto y un rápido suministro global. Comparta planos y pruebas objetivo para solicitar muestras o un plan a medida.
| Elemento personalizable | Opciones prácticas | Método de validación | Riesgo si se especifica mal |
|---|---|---|---|
| Peso de estaño por cara | Simétrico o diferencial | Clasificación del esmalte antes/después de la retorta | Picaduras o costes excesivos |
| Clase de pasivación | Sin cromo, trivalente, orgánico | Prueba de la mancha de sulfuro; trama de adherencia | Ennegrecimiento; delaminación de la laca |
| Tipo/peso de aceite | DOS, ATBC o aceites de molino | Comprobación de compatibilidad y ojo de pez | Defectos del revestimiento; arco de soldadura |
| Acabado superficial | Brillante/piedra/mate | Pruebas de impresión y de rozamiento | Poco brillo de impresión; rozaduras en el transportador |
Soluciones para la cadena de suministro de los fabricantes de envases de hojalata
Las opciones de acabado superficial se extienden por toda la cadena de suministro: la anchura de corte influye en la chatarra de la planta de latas, el tipo de aceite influye en la química de la lavadora y la pasivación afecta a la estabilidad del almacén. Fijar las especificaciones con antelación evita sorpresas en el tránsito y la conversión. Tenga en cuenta la ID/OD de la bobina y el embalaje para ajustarse a su programa de hornos de decocción, y alinee los certificados de prueba (CoA) con cada lote para garantizar la trazabilidad.
- Consolide las referencias agrupando los productos con una composición química similar para que una pila de acabados pueda cubrir varias líneas sin comprometer el rendimiento.
- Negocie calendarios móviles que se ajusten a su calendario de deco; las entregas sincronizadas reducen el envejecimiento del almacén y el desvío de los acabados.
- Incluir cláusulas de “no sustitución” en la pasivación y el aceite para evitar intercambios silenciosos que desestabilicen las clasificaciones del esmalte.
- Solicite retenciones de control de calidad y conjuntos de paneles de cada bobina; aceleran el análisis de la causa raíz si cambia el comportamiento del acabado.
| Parámetro de suministro | Qué decidir | Por qué es importante | Buenas prácticas |
|---|---|---|---|
| Dimensiones de la bobina | Anchura, espesor, ID/OD | Se adapta a la cortadora/deco; reduce el recorte de bordes | Alinear con la circunferencia del cuerpo + margen de costura |
| Embalaje | VCI, embalaje, paletización | Protege el acabado; evita el roce en tránsito | Especifique las notas sobre clima y manipulación |
| Documentación de control de calidad | CoA por bobina; métodos de ensayo | Garantía en la entrada de mercancías | Normalizar los métodos en todos los centros |
Suministro mundial de hojalata acabada para envases alimentarios
Los programas globales viven o mueren en función de la estabilidad de los acabados, desde el molino hasta la planta de latas. Las oscilaciones de temperatura y humedad pueden alterar la humectabilidad y el equilibrio del aceite; los viajes largos exigen embalajes resistentes y desecantes. En el momento de la entrega, mida la tensión superficial y realice una comprobación rápida de la adherencia antes de comprometerse a realizar tiradas completas. Alinee los Incoterms con su apetito de riesgo y dé instrucciones de carga a los transportistas para evitar daños en las paredes laterales de las bobinas que luego se impriman como bandas.
Una simple instantánea regional de los plazos de entrega ayuda a planificar. Trátelas como ventanas de planificación y defínalas por proyecto:
| Región | Modo de envío típico | Ventana de planificación | Notas de estabilidad |
|---|---|---|---|
| América | Océano + camión | 6-10 semanas | Añadir desecantes; verificar el aceite a la llegada |
| Europa | Océano/ferrocarril + camión | 5-9 semanas | Mitigación de las oscilaciones estacionales de humedad |
| Oriente Medio/África | Océano + camión | 6-12 semanas | Protección contra los ciclos térmicos |
| Asia-Pacífico | Corto recorrido/ferrocarril + camión | 2-6 semanas | Vías más rápidas para especificaciones urgentes |

Proveedores certificados de hojalata para las industrias alimentaria y de bebidas
Los proveedores fiables respaldan sus acabados con sistemas de calidad documentados y el cumplimiento de la normativa sobre contacto con alimentos. Busque una gestión de calidad ISO 9001, pruebas internas coherentes (índice de esmalte, adherencia, mancha de azufre) y expedientes de conformidad para los principales mercados. Los paquetes de documentación típicos incluyen CoA por bobina, datos de seguridad de los materiales relevantes para aceites y revestimientos, y declaraciones para los marcos normativos RoHS/REACH y de contacto con alimentos, cuando proceda.
Alinee su lista de comprobación de auditorías con los controles de acabado de superficies en lugar de con el papeleo genérico. Solicite presenciar el control de la pasivación, la medición del espesor del estaño y las pruebas de curado de la laca. Mantenga un acuerdo de control de cambios “sin sorpresas” para que cualquier cambio en la química o el proceso se notifique y valide antes del envío.
| Certificación/Documento | Por qué es importante para terminar | Qué solicitar | Certificación/Documento
|-|-|-|-|
| ISO 9001 | Disciplina de proceso a través de laminación, recubrimiento, pasivado | Último certificado y alcance de la auditoría | ISO 9001
| Declaraciones de contacto con los alimentos | Adecuación para el uso de revestimientos interiores y aceites | Declaraciones específicas de cada región y datos de migración, si procede | Declaraciones específicas de cada región y datos de migración, si procede.
| CoA por bobina | Verifica el peso del estaño, la pasivación, el aceite, la rugosidad | Métodos de prueba y resultados alineados con su PNT |
| Protocolo de control de cambios | Evita la deriva silenciosa de las especificaciones | Ventana de notificación escrita y plan de recalificación |
FAQ: Acabado superficial de hojalata para envases de alimentos y bebidas
¿Qué incluye el acabado superficial de hojalata para envases de alimentos y bebidas?
Cubre el sistema de estaño o cromo, la pasivación, el aceite residual y cualquier revestimiento o laca aplicados. Juntas, estas capas controlan la corrosión, la soldabilidad, la calidad de impresión y la higiene.
¿Cómo elegir entre ETP y ECCS para el acabado de superficies de hojalata?
Elija ETP cuando necesite protección de sacrificio y soldaduras fáciles; elija ECCS para una adherencia y rigidez superiores de la pintura. A continuación, adapte los barnices para interiores a la química y el proceso de su producto.
¿Qué pruebas demuestran que un acabado es resistente y seguro para los alimentos?
Las comprobaciones más habituales son el índice de esmalte, la trama de adherencia, la mancha de azufre, la resistencia al rayado y la ventana de soldadura. Ejecútelas después de su historial térmico completo para imitar el procesamiento real.
¿Son viables los pasivados sin cromo para los envases modernos de alimentos?
Sí. Los sistemas sin cromo pueden ofrecer una fuerte adhesión y control de la corrosión cuando se combinan con lacas compatibles y perfiles de horno controlados. Valídelo en su línea antes de escalar.
¿Cuál es la mejor manera de especificar el acabado de la materia prima de una lata de bebida?
Defina el peso de estaño por cara, la clase de pasivación, el acabado superficial y el tipo de aceite como una pila. Para productos carbonatados, considere pesos de estaño diferenciales con mayor protección en el interior.
¿Puede un acabado cubrir varios productos?
A menudo sí. Agrupe productos químicos y procesos similares y valide un único acabado para todos ellos. Esto simplifica las compras y reduce el riesgo de variaciones involuntarias.
Última actualización: 2025-11-20
Cambios: Se ha añadido una guía para el tratamiento sin cromo; se ha ampliado la tabla ETP de bebidas; se ha introducido la planificación regional de entregas; se ha incluido el centro de atención del fabricante Tinsun Packaging y enlaces internos.
Próxima fecha de revisión y factores desencadenantes: 2026-05-20 o en caso de cambio químico del revestimiento, nuevos requisitos reglamentarios o desviación sostenida de la clasificación del esmalte.
Si está listo para bloquear un acabado y escalar globalmente, envíe sus especificaciones y pruebas objetivo y Tinsun Packaging preparará muestras, paneles y un plan de suministro a medida: póngase en contacto con nosotros a través de póngase en contacto con Tinsun Packaging.
Sobre el autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. es un fabricante y proveedor profesional de hojalata de alta calidad, bobinas de hojalata, TFS (acero sin estaño), chapas y bobinas cromadas, hojalata impresa y diversos accesorios de envasado para la industria de fabricación de latas, como tapones de botellas, tapas abrefácil, fondos de latas y otros componentes relacionados.

Categoría de productos
Related Post
-

Hojalata con superficie de cromo al por mayor para compradores de embalajes
Si se abastece a gran escala, el camino más rápido hacia una calidad predecible es especificar exactamente lo que necesita y verificarlo con antelación. Esta guía explica cómo se diseña, compara, certifica y compra a escala mundial la hojalata al por mayor con superficie de cromo (ETP pasivada con cromo). Si ya tiene un plano o una especificación, compártala y nuestro equipo podrá...
-

Servicios de desbarbado a medida para materias primas a base de hojalata
Al especificar los servicios de desbarbado a medida para materias primas a base de hojalata, está protegiendo las líneas de fabricación de latas, conformado de cierres y envases industriales de defectos en los bordes, microfisuras y daños en el revestimiento. Los beneficios son evidentes: manipulación más segura, menos paradas de línea, mejor integridad del cierre y una adherencia más limpia del barniz. Si está planificando un proyecto, comparta su calibre, tipo/peso de revestimiento, anchura de la bobina,...
-

Hojas de hojalata cortadas con precisión para transformadores de envases metálicos
Si transforma metal en latas, tapas o aerosoles, la vía más rápida para obtener rendimientos estables es un material cortado consistente y de baja rebaba. Las chapas de hojalata cortadas con precisión para convertidores de envases metálicos ofrecen esa estabilidad: control de calibre ajustado, bordes limpios, curvatura mínima y tamaño de chapa repetible que funciona correctamente a la primera. Comparta sus especificaciones y...
-

Aprovisionamiento B2B de cizalla para hojalata y materias primas
Cuando compra hojalata a gran escala, sus márgenes, plazos de entrega y calidad posterior dependen de la precisión con la que se cizallan, recortan y convierten las bobinas. Esta guía explica el aprovisionamiento B2B de cizallado de hojalata y materias primas, desde la especificación hasta la entrega, para que sus equipos puedan pasar de la solicitud de oferta a una producción fiable con menos sorpresas y...