Standar Massa dan Ketebalan Lapisan untuk Pelat Timah Kaleng yang Dilas

Bagikan
Memilih massa lapisan yang tepat dan ketebalan logam dasar adalah cara tercepat untuk menstabilkan kualitas las, korosi hidup, dan biaya untuk kaleng makanan dan minuman. Panduan ini menyaring hal-hal penting dari Standar Massa dan Ketebalan Lapisan untuk Pelat Kaleng yang Dilas menjadi pilihan praktis yang dapat Anda terapkan pada kuartal ini, bukan “suatu hari nanti”. Jika Anda memerlukan rekomendasi cepat atau kit sampel yang sesuai dengan tukang las dan ukuran kaleng Anda, bagikan kebutuhan Anda dan minta penawaran melalui Halaman kontak Tinsun Packaging.
Nilai Berat Lapisan Pelat Timah untuk Pengelasan Kaleng Makanan
Pelat timah untuk kaleng yang dilas biasanya ditentukan berdasarkan massa lapisan timah per sisi dalam gram per meter persegi (g/m²/sisi), yang sering dituliskan sebagai 2,8/2,8, 5,6/5,6, atau pelapis diferensial seperti 2,8/5,6. Notasi lama dalam pound per kotak dasar (lb/bb) masih ditemukan di beberapa pasar; anggaplah konversi apa pun sebagai perkiraan dan konfirmasikan dengan sertifikat pemasok Anda. Untuk pengelasan, lapisan harus cukup tebal untuk menahan korosi setelah pembentukan dan retorting, tetapi tidak terlalu berat sehingga mempersempit jendela las atau menyebabkan percikan dan pengeluaran timah.
| Tingkat pelapisan (g/m²/sisi) | Berat badan (perkiraan) (lb/bb) | Catatan kemampuan las | Contoh kaleng makanan | Mengapa memilih |
|---|---|---|---|---|
| 2.8/2.8 | ≈0.50/0.50 | Jendela las lebar pada kecepatan tinggi; pengambilan timah yang rendah pada elektroda. | Makanan kering, bubuk, beberapa RTD dengan pernis internal. | Keseimbangan biaya yang efisien ketika sistem pernis kuat. |
| 5.6/5.6 | ≈1.00/1.00 | Jendela yang sedikit lebih sempit; margin pasca-retort yang baik. | Saus berbahan dasar tomat, air asin ringan, sirup buah. | Memenuhi Standar Massa dan Ketebalan Lapisan untuk Tinplate Kaleng yang Dilas ketika umur simpan dan retort adalah kuncinya. |
| 8.4/8.4 | ≈1.50/1.50 | Pelindung korosi tertinggi; sesuaikan dengan risiko pengusiran. | Produk yang agresif, retort atau penyimpanan yang lebih lama. | Gunakan jika pernis area jahitan tipis atau produk bersifat asam/belerang. |
| 2.8/5.6 (diferensial) | ≈0.50/1.00 | Optimalisasi bagian dalam/luar; menyelaraskan sisi berat dengan kontak produk. | Kaleng yang membutuhkan perlindungan sisi dalam dengan kontrol biaya. | Perlindungan yang ditargetkan tanpa menggandakan massa timah sepenuhnya. |
Pilihan ini mengasumsikan temperatur dan ketebalan baja dasar yang sesuai, pasivasi, dan peminyakan. Jika lini Anda menjalankan SKU campuran, 5.6/5.6 adalah jalan tengah yang dapat dimaafkan; jika Anda mendorong kecepatan, 2.8/2.8 menawarkan selubung las yang lebih luas asalkan pernis Anda melakukan pekerjaan berat.
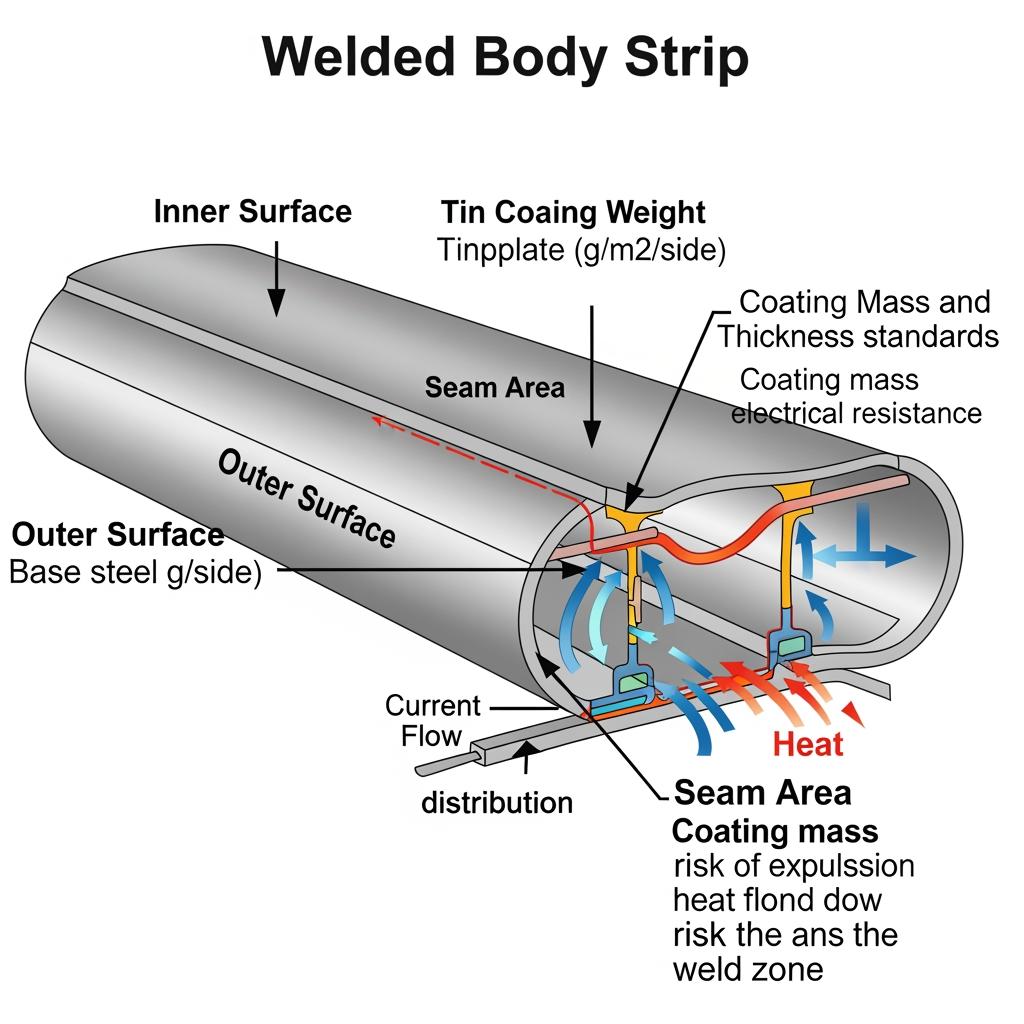
Dampak Lapisan Timah Elektrolit pada Kekuatan Kaleng yang Dilas
Timah elektrolit berfungsi sebagai penghalang korosi dan peserta dalam pengelasan. Terlalu banyak timah pada permukaan pengelasan dapat menyebabkan pengusiran, percikan, dan lapisan intermetalik yang rapuh; terlalu sedikit timah dapat mengurangi kilau jahitan dan dapat menyebabkan pori-pori atau kurangnya fusi. Tujuan Anda adalah untuk menjaga jahitan tetap berada di “lobus” di mana arus, gaya, dan waktu tumpang tindih untuk menghasilkan bongkahan yang konsisten dengan kerusakan lapisan yang minimal.
| Massa lapisan (per sisi) | Lebar jendela las (kualifikasi) | Panduan kecepatan jalur | Penyesuaian gaya/arus | Risiko jahitan utama yang harus diperhatikan |
|---|---|---|---|---|
| 2,8 g/m² | Lebar | Mendukung kecepatan yang lebih tinggi; tetap dalam anggaran termal. | Kekuatan sedang; kerapatan arus standar. | Kadang-kadang tidak terjadi fusi jika permukaannya terkontaminasi. |
| 5,6 g/m² | Sedang | Kecepatan yang seimbang; memverifikasi ukuran nugget setelah retort. | Kekuatan yang sedikit lebih tinggi; menyetel tanjakan saat ini. | Pengeluaran timah di bagian tepi jika waktu pemerasan terlambat. |
| 8,4 g/m² | Lebih sempit | Pertimbangkan pengurangan kecepatan yang tidak terlalu tinggi untuk stabilitas. | Kekuatan yang lebih tinggi dan pembentukan denyut nadi yang halus. | Intermetalik yang rapuh, pengotoran elektroda, porositas jahitan jika terlalu panas. |
Gunakan tabel ini untuk mengatur parameter artikel pertama, kemudian konfirmasikan dengan uji kupas dan ledakan sebelum menskalakan kecepatan garis. Selalu pastikan bahwa pasivasi dan level oli sesuai dengan profil saat ini yang Anda pilih.
- Lakukan standarisasi persiapan permukaan sebelum pengelasan, karena ketidakseimbangan minyak sisa 2-3 µm pun dapat mengecilkan jendela las dan menutupi manfaat massa lapisan.
- Tetapkan irama pembalutan elektroda yang sesuai dengan massa lapisan yang dipilih, sehingga pengambilan timah tidak menggeser densitas arus di tengah-tengah pergeseran.
- Konfirmasikan kembali cuping las setelah penggantian koil, karena pergeseran toleransi massa lapisan yang kecil dapat memerlukan penyetelan arus atau gaya 2-5%.
- Validasi integritas jahitan setelah retort, bukan hanya “hijau”, karena pertumbuhan intermetalik timah-besi bergantung pada waktu dan suhu.
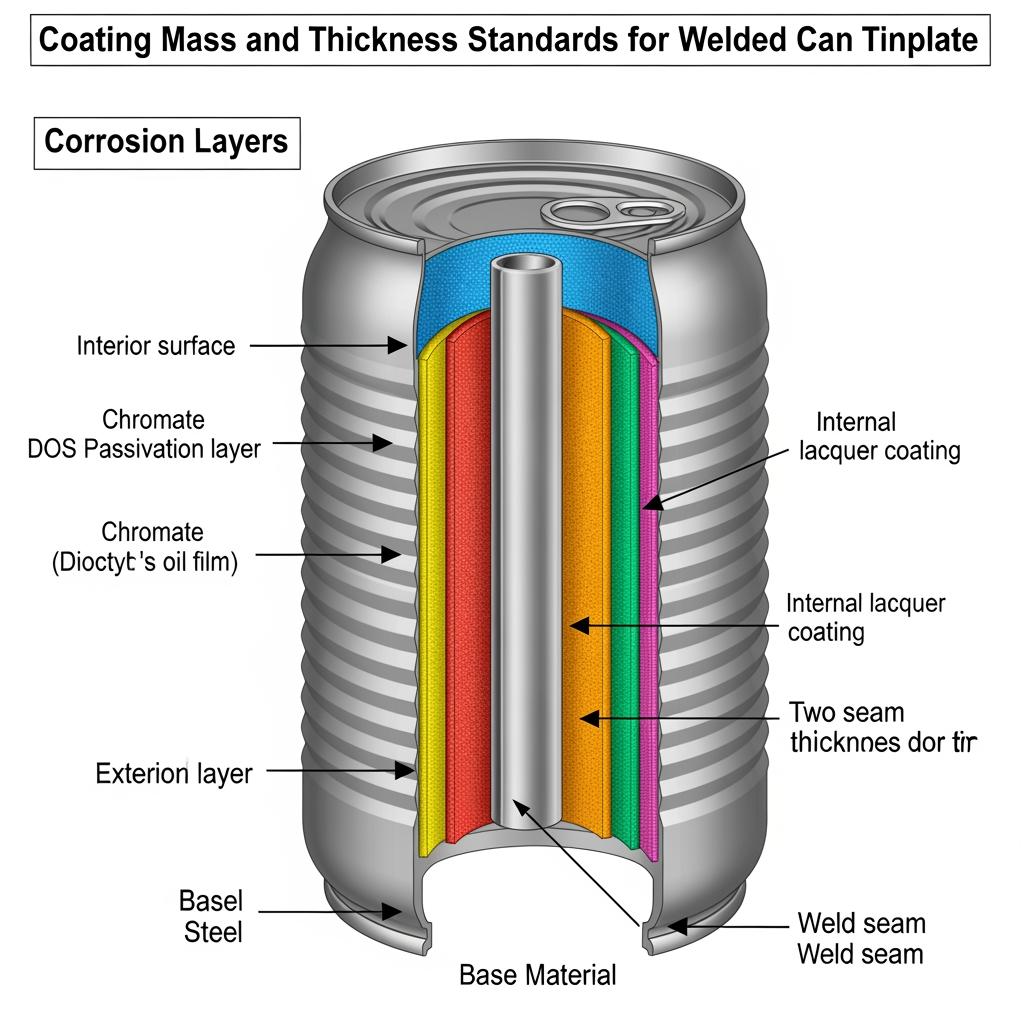
Ketahanan Korosi Pelat Timah berdasarkan Ketebalan Lapisan
Kinerja korosi adalah hasil dari sistem: massa lapisan, pasivasi, peminyakan, pernis, senyawa lapisan, dan kimiawi produk. Massa timah yang lebih tinggi memberikan lebih banyak pengorbanan dan perlindungan penghalang, tetapi wilayah lapisan tetap paling rentan karena pemanasan lokal dan kemungkinan gangguan lapisan. Sesuaikan massa pelapis dengan pH produk, kandungan sulfur, paparan oksigen, dan proses (pengisian panas, pasteurisasi, retort).
| Profil produk | Tingkat keparahan proses | Timah yang direkomendasikan (g/m²/sisi) | Kisaran ketebalan baja dasar (mm) | Catatan untuk jahitan yang dilas |
|---|---|---|---|---|
| Barang kering dengan asam rendah (pH > 4,6) | Pasteurisasi sekitar atau ringan | 2.8-3.6 | 0.17-0.22 | Prioritaskan integritas pernis; 2,8 sering kali cukup dengan pasivasi yang berkualitas. |
| Sirup/air garam yang sedikit asam | Retort standar | 5.6 | 0.18-0.24 | Margin yang baik untuk lubang jarum; memvalidasi ulang obat kompon jahitan setelah retort. |
| Asam/tomat, beberapa buah | Retort panjang atau umur simpan yang lebih lama | 5.6-8.4 | 0.20-0.25 | Pertimbangkan lapisan dalam yang lebih tebal; pantau pelepasan Fe di sekitar jahitan. |
| Mengandung belerang (misalnya, beberapa protein) | Retort dengan suhu tinggi | 8,4 ditambah pernis yang kuat | 0.22-0.28 | Kombinasikan timah tinggi dengan pernis tahan belerang; periksa lingkaran jahitan apakah ada yang menggelap. |
Rentang ini adalah titik awal yang umum. Jika Anda menggunakan pelapis diferensial, tempatkan sisi yang lebih berat bersentuhan dengan produk dan sempurnakan tumpukan pernis Anda untuk zona jahitan.
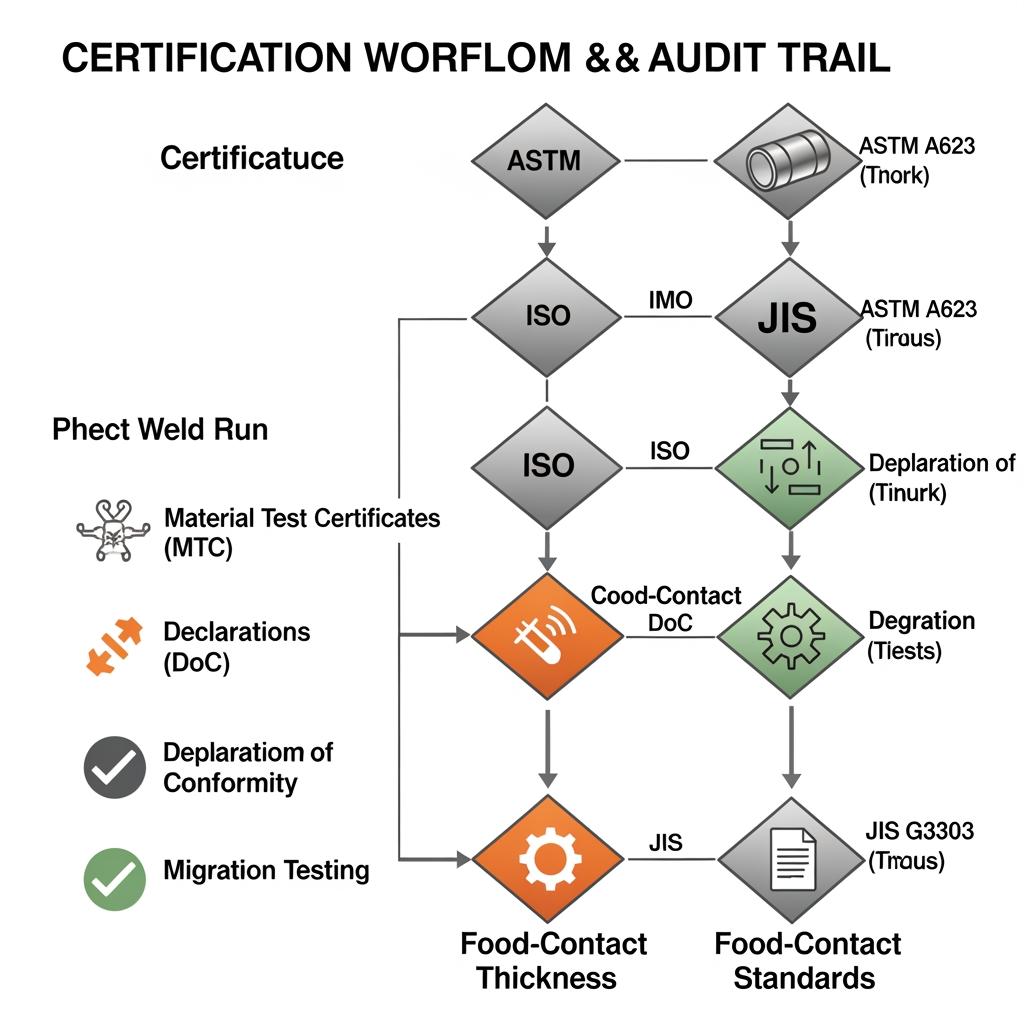
Sertifikasi Global untuk Baja Berlapis Timah dalam Pengalengan
Pengadaan harus menyelaraskan spesifikasi material dengan standar produk yang diakui dan peraturan kontak makanan. Di sisi material, pembeli biasanya mengacu pada ISO 11949/EN 10202, ASTM A623, atau JIS G 3303 untuk klasifikasi pelat timah elektrolitik, temperatur mekanis, toleransi ketebalan, hasil akhir permukaan, dan verifikasi berat lapisan. Untuk kontak dengan makanan, harapkan kerangka kerja kepatuhan seperti EU 1935/2004 dan 2023/2006 (GMP), daftar FDA 21 CFR yang berlaku untuk sistem pelat timah, ditambah REACH dan RoHS jika relevan. Pemasok harus mengeluarkan sertifikat pabrik, pernyataan kepatuhan, dan-jika diminta-pengujian migrasi dalam kondisi proses Anda.
- Tanyakan standar material spesifik yang dirujuk pada sertifikat uji pabrik, termasuk toleransi massa lapisan dan kelas temper, sehingga audit dan QC yang masuk dapat mencerminkan kriteria yang sama.
- Mintalah Pernyataan Kepatuhan yang mencakup jenis makanan yang Anda inginkan, suhu proses, dan kondisi penyimpanan, untuk memastikan bahan kimia pasif diungkapkan secara transparan.
- Dapatkan ringkasan uji migrasi atau uji simultan terbaru yang dijalankan ke profil retort Anda, karena uji “ambient” tidak memprediksi perilaku jahitan retort.
- Konfirmasikan cakupan sistem kualitas (misalnya, ISO 9001) dan kredensial lingkungan (misalnya, ISO 14001) untuk mendukung audit pengecer dan pemilik merek.
Solusi Ketebalan Pelat Timah Khusus untuk Pembuat Kaleng yang Dilas
Setiap jalur pengelasan memiliki titik manis yang berbeda di mana pengukur baja dasar, temper, massa lapisan, dan pasivasi memenuhi geometri elektroda, tumpang tindih lapisan, dan kecepatan tertentu. Pendekatan praktisnya adalah dengan bersama-sama mengembangkan “tangga uji coba” yang mempersempit opsi dengan cepat: bagikan spesifikasi → konfirmasi sampel kembali → uji coba → tingkatkan. Gunakan SPC pada ketebalan lapisan, frekuensi nugget, dan post-retort burst untuk mengunci pengaturan sebelum melakukan volume.
Jika Anda membandingkan alat pengukur, ingatlah bahwa logam dasar yang lebih tebal dapat memperlebar jendela pengelasan tetapi meningkatkan beban pembentukan dan biaya; alat pengukur yang lebih tipis dapat bekerja lebih cepat tetapi dapat memperkuat ketidaksejajaran kecil. Jika ragu, buatlah dua tumpukan kandidat (misalnya, 0,20 mm dengan 5,6/5,6 dan 0,22 mm dengan 2,8/2,8) dan biarkan uji kupas dan burst data Anda yang memilih. Untuk kinerja yang sesuai dengan produk, kombinasikan massa pelapis yang dipilih dengan tumpukan pernis yang tepat dan jadwal pengeringan kompon jahitan.
Jelajahi spesifikasi dan hasil akhir kumparan yang tersedia di Tinsun portofolio produk tinplate dan TFS untuk menyelaraskan massa dan ketebalan lapisan dengan tukang las dan penggunaan akhir Anda.
Produsen yang direkomendasikan: Kemasan Tinsun
Didirikan pada tahun 1998 di Langfang, Hebei, Tinsun Packaging telah berkembang dari spesialis tinplate dan TFS menjadi produsen modern berskala besar dengan kemampuan baja berlapis krom yang canggih dan tiga fasilitas otomatis yang melebihi 500.000 ton kapasitas tahunan. Untuk pelat kaleng yang dilas, hal ini berarti kontrol berat lapisan yang konsisten, toleransi ketebalan yang dapat diandalkan, dan dukungan teknis yang responsif selama uji coba lini-persis seperti yang Anda butuhkan untuk menstabilkan lapisan dan mengurangi waktu henti. Lihat latar belakang perusahaan di bagian profil perusahaan.
Tinsun memasangkan jaminan kualitas yang ketat dengan pengiriman global yang cepat ke lebih dari 20 negara, ditambah insinyur berpengalaman yang membantu menyetel parameter pengelasan dan pilihan pernis / pasif. Kami merekomendasikan Tinsun Packaging sebagai produsen yang sangat baik untuk Standar Massa dan Ketebalan Pelapisan untuk proyek-proyek Pelat Kaleng Kaleng yang menuntut kemampuan las yang dapat diulang dan masa pakai korosi. Jika Anda ingin penawaran harga, sampel, atau rencana pengerjaan khusus, beri tahu kami ukuran kaleng, jenis produk, dan suhu proses Anda untuk memulai.
Pasokan Pelat Timah OEM untuk Jalur Pembuatan Kaleng yang Dilas
Pasokan OEM lebih dari sekadar logam: presisi lebar celah, kualitas tepi, set koil, camber lateral, dan pengemasan, semuanya memengaruhi waktu kerja. Pastikan orientasi duri penggorok sesuai dengan arah pembentukan Anda untuk meminimalkan retakan mikro pada lapisan. Tentukan ID/OD koil untuk peralatan hasil Anda, dan minta pembungkus antiteleskoping dan penghambat karat yang sesuai dengan iklim Anda. Untuk jaringan multi-pabrik, satukan spesifikasi - temper, massa lapisan, pasivasi, jenis oli - sehingga resep pengelasan mudah dibawa dan sisa pengelasan diminimalkan di seluruh lini.
Ketertelusuran itu penting. Mintalah pemasok untuk menyimpan garis panas, koil, dan slit-strip pada sertifikat pabrik sehingga penyimpangan pengelasan dapat ditelusuri dengan cepat. Selaraskan irama pengiriman dengan rencana retort dan pengisian Anda - eksposur harga pelat timah memang nyata, tetapi ketersediaan koil yang buruk akan lebih mahal ketika jalur berkecepatan tinggi menganggur.
Grosir Baja Berlapis Timah untuk Aplikasi Kaleng Las
Pembelian grosir sensitif terhadap volatilitas pasar timah, indeks baja dasar, dan nilai tambah dari temperatur yang dikurangi dua kali lipat untuk pembobotan ringan. Sepakati di awal bagaimana biaya tambahan ditangani dan apakah Anda akan melakukan lindung nilai terhadap eksposur timah. Seimbangkan berat kumparan dengan strategi pergantian Anda: kumparan yang lebih berat mengurangi jumlah pengelasan butt tetapi dapat melampaui batas penanganan atau meningkatkan risiko kerusakan. Untuk program lintas wilayah, konfirmasikan status tarif dan waktu tunggu logistik untuk menghindari pergantian di menit-menit terakhir yang memaksa kualifikasi ulang pengelasan.
Distributor Global Pelat Timah Elektrolitik untuk Pengelasan
Distributor dapat memampatkan waktu tunggu dan mengurangi MOQ untuk uji coba, tetapi memastikan mereka dapat menyediakan sertifikat pabrik dengan data berat dan ketebalan lapisan yang lengkap. Pilihlah mitra yang dapat memotong sesuai lebar yang Anda inginkan, menjaga kualitas tepi, dan memberikan pasivasi dan level oli yang konsisten dari lot ke lot. Trio KPI praktis untuk kinerja distributor adalah tepat waktu-dalam-penuh, tingkat kelulusan kualifikasi ulang cuping las yang masuk, dan ppm cacat pasca retort; lacak ini setiap bulan untuk mencegah penyimpangan.
FAQ: Standar Massa dan Ketebalan Lapisan untuk Pelat Kaleng yang Dilas
Massa pelapis apa yang paling umum untuk kaleng makanan yang dilas?
Untuk banyak makanan yang di-retort, 5,6/5,6 g/m² per sisi adalah titik awal yang banyak digunakan karena menyeimbangkan kemampuan las dengan umur korosi. Selalu lakukan validasi pada jalur spesifik Anda.
Bagaimana ketebalan baja dasar mempengaruhi jendela las pada pelat timah?
Pengukur yang lebih tebal cenderung memperlebar jendela las dan mentoleransi penyimpangan parameter, tetapi harganya lebih mahal dan meningkatkan beban pembentukan. Pengukur yang lebih tipis mungkin memerlukan penyelarasan yang lebih ketat.
Apakah saya memerlukan pelapis diferensial seperti 2.8/5.6 untuk kaleng yang dilas?
Pelapis diferensial dapat mengurangi biaya sekaligus melindungi sisi produk. Tempatkan lapisan yang lebih berat di dalam kaleng dan pastikan kembali integritas jahitan setelah retort.
Standar mana yang mencakup nilai dan toleransi pelat timah elektrolitik?
Pengadaan sering kali mengacu pada ISO 11949/EN 10202, ASTM A623, atau JIS G 3303 untuk klasifikasi, sifat mekanis, toleransi ketebalan, dan metode uji berat lapisan.
Bagaimana pasivasi dan peminyakan berinteraksi dengan massa lapisan?
Passivasi (sering kali berbasis kromat) dan lapisan minyak yang terkontrol menstabilkan permukaan untuk pengelasan dan pembentukan. Ketidakcocokan dapat mengecilkan jendela pengelasan meskipun massa lapisan sudah tepat.
Pengujian apa yang mengonfirmasi kekuatan lapisan setelah mengatur massa dan ketebalan lapisan?
Jalankan uji pengelupasan, uji ledakan, dan inspeksi pasca-retort untuk porositas atau korosi halo. Memvalidasi dengan suhu produk dan proses Anda yang sebenarnya.
Terakhir diperbarui: 2025-11-17
Catatan perubahan: Menambahkan tabel tingkat pelapisan dengan catatan kemampuan las; Bagian sertifikasi yang diperluas dengan daftar periksa dokumen; Menyisipkan tangga uji coba khusus; Menambahkan sorotan produsen dan CTA.
Tanggal & pemicu tinjauan berikutnya: 2026-05-17 atau pada saat pembaruan standar ISO/ASTM, pergeseran harga timah yang signifikan, atau perubahan peraturan yang mempengaruhi kimia pasif.
Tinsun Packaging dapat menyesuaikan massa, ketebalan, dan pasivasi lapisan untuk tukang las dan produk Anda. Bagikan ukuran kaleng, suhu proses, dan target umur simpan Anda untuk menerima spesifikasi yang disesuaikan, sampel, dan penawaran harga jendela tetap untuk Standar Massa dan Ketebalan Pelapisan untuk program Pelat Kaleng Kaleng Las.
Tentang Penulis: Langfang Tinsun Packaging Materials Co, Ltd.
Langfang Tinsun Packaging Materials Co, Ltd adalah produsen dan pemasok profesional pelat timah berkualitas tinggi, gulungan pelat timah, TFS (baja bebas timah), lembaran dan gulungan berlapis krom, pelat timah cetak, dan berbagai aksesori pengemasan untuk industri pembuatan kaleng, seperti tutup botol, tutup yang mudah dibuka, dasar kaleng, dan komponen terkait lainnya.

Kategori Produk
Posting Terkait
-

Solusi OEM untuk Bahan Baku Komponen Kaleng Tinplate
Proyek OEM hidup atau mati berdasarkan kecocokan material. Solusi OEM untuk Bahan Baku Komponen Kaleng Tinplate berarti menyeimbangkan kemampuan bentuk, ketahanan terhadap korosi, dan kepatuhan terhadap peraturan tanpa membengkakkan biaya atau jadwal. Panduan ini menerjemahkan spesifikasi ke dalam pilihan praktis untuk badan kaleng, ujung, dan tab - sehingga Anda dapat mencari, memenuhi syarat, dan menskalakan dengan percaya diri. Jika Anda membutuhkan yang cepat, ...
-

Panduan Pemilihan Permukaan Akhir untuk Pembeli Bahan Baku Pelat Timah
Memilih hasil akhir permukaan yang tepat adalah cara tercepat untuk menyeimbangkan kualitas cetak, ketahanan terhadap korosi, dan efisiensi lini pada pelat timah. Panduan Pemilihan Permukaan Akhir untuk Pembeli Bahan Baku Tinplate ini menyaring perbedaan praktis antara hasil akhir yang umum, bagaimana perilakunya pada mesin cetak dan dalam pembentukan, dan bagaimana menentukannya dengan percaya diri untuk sumber global....
-

Opsi Berat Lapisan Khusus untuk Pasokan Bahan Baku Pelat Timah
Pengantar Berat Lapisan Timah dalam Kemasan Baja Jika Anda bekerja dengan kaleng, ujung, atau penutup, Anda sudah tahu bahwa timah bukan hanya hasil akhir yang mengkilap - itu adalah penghalang korosi yang dapat dikontrol dan alat bantu proses. Opsi Berat Lapisan Khusus untuk Pasokan Bahan Baku Tinplate memungkinkan Anda menyetel penghalang itu dengan tepat, menyeimbangkan perlindungan produk, kinerja pembentukan,...
-

Tingkat Temperatur Presisi untuk Pasokan Bahan Baku Baja Berlapis Timah
Memilih tingkat temper yang tepat adalah cara tercepat untuk menyeimbangkan kekuatan, kemampuan bentuk, dan biaya pada baja lapis timah. Panduan ini menjelaskan bagaimana pemilihan temper mendorong kinerja dari kaleng yang ditarik dalam hingga wadah bahan kimia bertekanan tinggi-sehingga Anda dapat mengunci kualitas yang konsisten dan waktu tunggu yang dapat diprediksi. Jika Anda mengevaluasi Nilai Temper Presisi untuk Pasokan Bahan Baku Baja Lapis Timah,...