Memilih Basis Pelat Timah yang Tepat untuk Proses Peminyakan Industri

Bagikan
Mendapatkan “Memilih Basis Tinplate yang Tepat untuk Proses Peminyakan Industri” dengan benar berarti menyeimbangkan sifat mampu bentuk, kimiawi pelapis, hasil akhir permukaan, dan lapisan oli sehingga komponen Anda terbentuk dengan bersih, dapat dilas dengan andal, dan dilapisi atau dicetak tanpa cacat. Cara tercepat untuk menghilangkan risiko keseimbangan tersebut adalah dengan menentukan temperatur dan ketebalan baja dasar terlebih dahulu, kemudian menyetel berat lapisan timah, hasil akhir, dan jenis/bobot oli dengan uji coba singkat. Jika Anda sudah memiliki spesifikasi target, bagikan sekarang dan dapatkan kelayakan baca yang cepat-kontak Tinsun Packaging untuk mendiskusikan rasio gambar, target berat lapisan, dan garis finishing Anda. Untuk memulai dengan cepat, silakan hubungi Tinsun Packaging untuk membagikan spesifikasi Anda dan meminta sampel; TinsunPackaging menyediakan layanan khusus ini.
Pengantar Lembaran Baja Berlapis Timah Tingkat Pelumasan
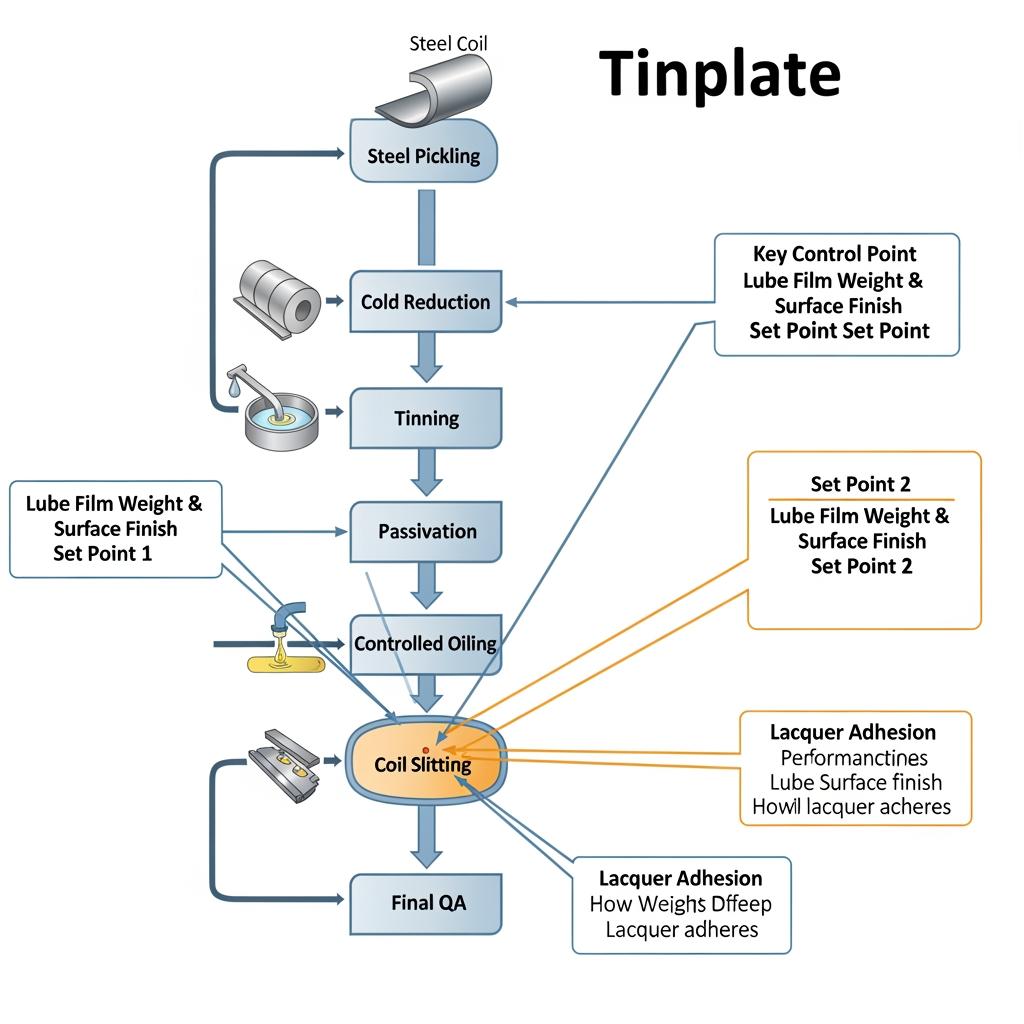
Pelat timah elektrolitik tingkat pelumasan (ETP) adalah baja pelat hitam yang dilapisi dengan timah elektrolitik, dipasivasi, dan difinishing dengan pelumas yang diaplikasikan di pabrik untuk mengurangi gesekan selama proses pembentukan dan penanganan. Untuk proses peminyakan industri, temper baja dasar (misalnya, T1-T5 single-reduced atau grade DR), ketebalan, dan kebersihan substrat mendorong kemampuan deep-drawing, sedangkan berat lapisan timah dan hasil akhir mempengaruhi korosi perilaku, kemampuan las, dan respons cat/cetakan.
Oli pabrik yang umum dan telah terbukti termasuk dioctyl sebacate (DOS), acetyl tributyl citrate (ATBC), dan oli mineral ringan yang sangat halus. Film-film ini dirancang untuk tetap stabil selama penyimpanan, memberikan gesekan yang dapat diprediksi selama pembentukan, dan mencuci atau mem-flash dengan bersih sebelum pernis, pencetakan, atau penyegelan. Memasangkan jenis oli yang tepat dan berat film dengan hasil akhir permukaan yang sesuai (cerah, batu, atau matte) akan menghindari goresan, meminimalkan earing, dan mendukung pembasahan lapisan yang konsisten di bagian hilir.

Aplikasi Global Bahan Pelat Timah Elektrolitik Berminyak
ETP yang diminyaki adalah pekerja keras yang tenang di balik berbagai bagian logam yang dibentuk di mana pembentukan yang bersih dan integritas pelapisan berikutnya penting. Dalam pengemasan, ini menopang kaleng makanan yang ditarik dalam, tutup yang ditarik dangkal, cangkang aerosol, penutup, dan jaket baterai. Dalam konteks industri, pelat timah yang telah diminyaki sebelumnya membantu komponen yang dicap yang membutuhkan penyimpanan yang aman dari korosi sebelum penyelesaian akhir, serta jalur pers yang mendapat manfaat dari berkurangnya penumpukan cetakan dan pengumpanan strip yang konsisten.
Aturan praktisnya: semakin parah tarikannya, semakin lembut temper dasar dan lapisan minyak harus dikontrol secara hati-hati. Untuk tarikan yang dangkal dan tutup yang dicap, Anda bisa memprioritaskan hasil akhir dan kemampuan cetak; untuk cup yang dalam dan penggambaran ulang multi-tahap, prioritaskan pemilihan temper dan pelumasan yang seragam terlebih dahulu, kemudian sesuaikan berat lapisan dan hasil akhir untuk performa hilir.
Berat Lapisan Timah dan Pemilihan Hasil Akhir untuk Penggunaan Pelumas
Berat lapisan timah biasanya ditentukan per sisi dan dipasangkan dengan perlakuan pasif. Lapisan yang lebih berat cenderung meningkatkan perlindungan korosi dan, dalam beberapa kasus, ketahanan tepi terhadap keretakan dalam penyimpanan yang diminyaki; lapisan yang lebih ringan dapat meningkatkan konsistensi pengelasan dan menjaga biaya tetap terkendali. Hasil akhir juga sama pentingnya: cerah mendukung cetakan yang mengkilap, batu mengurangi silau dan membantu menyembunyikan bekas penanganan kecil, dan matte meningkatkan pembasahan pernis yang seragam dan toleransi goresan selama pekerjaan pers.
| Lapisan timah per sisi | Selesai (tipikal) | Membentuk rasa gesekan | Konsistensi kemampuan las | Kecenderungan korosi penyimpanan yang diminyaki | Pernis/perekat cetak | Catatan / kasus penggunaan |
|---|---|---|---|---|---|---|
| Rentang cahaya | Terang | Rendah hingga sedang | Seringkali sangat baik | Memadai ketika penyimpanan dikontrol | Tinggi dengan pembersihan yang tepat | Pilihan yang efisien untuk tarikan dangkal dan kecepatan garis yang menekankan pengelasan. |
| Jarak menengah | Batu | Dapat diprediksi, rendah | Stabil | Kuat untuk sebagian besar iklim | Sangat bagus | Opsi seimbang untuk pembentukan campuran plus offset atau dekorasi digital. |
| Kisaran yang lebih tinggi | Matte | Rendah, stabil | Bagus dengan parameter yang disetel | Kuat, terutama di bagian tepi | Sangat Baik | Mendukung hasil imbang yang lebih dalam dan ketika toleransi lecet sangat penting. |
| Tip pemilih | Apa saja | Cocokkan berat oli untuk menggambar tingkat keparahan | Validasi dengan pilot | Mengelola kelembapan dan pengemasan | Bersihkan sebelum pernis | Memilih Basis Tinplate yang Tepat untuk Proses Peminyakan Industri menuntut validasi hasil akhir/oli secara bersamaan. |
Pilih pelapisan dan hasil akhir dengan mempertimbangkan operasi hilir. Jika Anda akan melakukan degrease sebelum pernis, fokuskan pada performa gambar dan korosi tepi; jika Anda akan mencetak secara langsung setelah pembersihan ringan, tekankan pada kompatibilitas hasil akhir dan pasivasi dengan tinta dan pernis Anda.
Standar Internasional untuk Bahan Berlapis Timah dengan Kualitas Minyak
Sebagian besar pembeli menyelaraskan spesifikasi dengan standar regional yang diakui dengan baik ditambah sertifikat pabrik. Standar-standar ini menentukan sifat-sifat substrat, bobot lapisan, hasil akhir, pasivasi, dan kualitas permukaan, dan banyak di antaranya menyertakan panduan atau metode pengujian untuk lapisan minyak.
| Wilayah | Standar utama | Materi yang dibahas | Apa yang masih perlu Anda tentukan |
|---|---|---|---|
| Global | ISO 11949 | Pelat timah elektrolitik (ETP) dan baja berlapis kromium (ECCS/TFS) | Temperatur dan ketebalan dasar, berat lapisan per sisi, lapisan akhir, tipe pasif, tipe oli dan berat film. |
| Eropa | EN 10202 | Produk pabrik timah yang direduksi dingin (ETP dan ECCS) | Tingkat permukaan akhir, cacat yang diizinkan, toleransi koil / lembaran, metode aplikasi oli. |
| Jepang | JIS G 3303 | Pelat timah dan pelat hitam | Penunjukan temper, penunjukan pelapisan, target kekasaran permukaan, lapisan oli. |
| Amerika Utara | ASTM A623 (persyaratan umum) | Persyaratan dan pengujian produk pabrik timah | Referensi deskripsi pembelian untuk spesifikasi ETP; termasuk metode uji lapisan minyak dan batas penerimaan. |
| Cina | GB / T 2520 | ETP dan ECCS/TFS | Penunjukan temper dan pelapisan nasional, tingkat permukaan, dan detail pelumasan untuk pasokan lokal. |
Apabila Anda memenuhi syarat pasokan di seluruh wilayah, jagalah agar uji coba gambar Anda tetap konsisten dan dokumentasikan metode pengukuran lapisan minyak (metode lab yang umum dapat bervariasi), jika tidak, Anda dapat melihat perbedaan gesekan yang murni merupakan artefak metrologi.
Kompatibilitas Gambar Dalam dari Baja Berlapis Timah Berpelumas
Performa deep draw diatur oleh interaksi antara temper baja dasar, ketebalan, anisotropi, permukaan akhir, dan keseragaman lapisan oli. Temperatur yang lebih lembut dengan reduksi tunggal biasanya disukai untuk tarikan yang parah, sementara grade berkekuatan tinggi dengan reduksi ganda berfungsi dengan baik pada stamping yang dangkal dan berkecepatan tinggi yang membutuhkan kekakuan. Keseragaman lapisan oli di seluruh lebar strip sangat penting untuk menghindari earing dan galling selama tarikan pertama.
| Marah / reduksi | Tingkat keparahan undian yang khas | Pendekatan film minyak yang disarankan | Risiko-risiko utama | Mitigasi praktis |
|---|---|---|---|---|
| T1-T2 (reduksi tunggal) | Parah hingga sedang | Berat film yang seragam dan sedikit lebih tinggi; ester yang stabil atau minyak mineral yang dimurnikan | Telinga dari anisotropi; residu pernis jika kurang dibersihkan | Konfirmasikan arah penggulungan pada perkakas, lakukan pemeriksaan Erichsen/Swift cup, validasi jendela pembersihan. |
| T3 (reduksi tunggal) | Sedang | Berat minyak yang seimbang; hasil akhir yang sesuai dengan pernis | Lecet jika hasil akhir terlalu halus untuk toolset | Pasangkan batu/matte dengan pelapis cetakan yang sudah disetel; pantau tepi strip. |
| T4-T5 (reduksi tunggal) | Dangkal | Lapisan minyak yang lebih ringan dapat diterima | Membagi risiko dalam penggambaran ulang tanpa bantuan pelumas | Jaga agar jari-jari cetakan tetap besar; pertimbangkan untuk membentuknya secara bertahap. |
| Nilai DR (dikurangi dua kali lipat) | Bagian yang sangat dangkal / kekakuan tinggi | Minyak yang ringan dan konsisten untuk membantu pemberian pakan | Springback, cetak belang-belang jika hasil akhir tidak cocok | Gunakan matte untuk penahan pernis; tingkatkan kontrol penahan kosong. |
Jalur kualifikasi yang dapat diandalkan adalah “bagikan spesifikasi → konfirmasi sampel yang dikembalikan → uji coba → tingkatkan.” Dalam praktiknya, hal ini berarti memesan koil percontohan dengan temper/finish target Anda, menjalankan uji coba pembentukan singkat pada perkakas produksi, membersihkan dan melapisi seperti biasa, dan meninjau komponen untuk mengetahui apakah ada lecet, lecet, perilaku pengelasan, dan cetakan.
Cara Mendapatkan Lembaran Pelat Timah Pelumas untuk Pasokan Global
Keberhasilan pengadaan dimulai dengan lembar data yang bersih dan dapat diuji. Hal ini berarti memasangkan target mekanis Anda (temper, ketebalan) dan persyaratan permukaan/finishing dengan jenis oli dan jendela berat film yang dapat diterima, serta mencatat bagaimana Anda akan membersihkan dan melapisi bagian yang terbentuk. Buatlah lahan percontohan sehingga Anda dapat mengoptimalkan lapisan oli dan menyelesaikannya tanpa memperlambat lini Anda.
- Tentukan temperatur dasar, ketebalan, lapisan timah per sisi, lapisan akhir, pasif, jenis minyak/jendela film, dan urutan pembersihan/pelapisan yang diinginkan dalam satu dokumen RFQ sehingga tidak ada yang hilang dalam penerjemahan saat mengutip.
- Mintalah koil atau lembaran percontohan dan sertifikat analisis yang mencakup data lapisan oli, metrik permukaan akhir, dan berat lapisan sehingga uji coba Anda dapat mewakili kondisi produksi.
- Tentukan tes penerimaan (misalnya, penarikan Swift/Erichsen, kupon las, adhesi pernis) dan waktu penyelesaian, sehingga tim pemasok dan pabrik dapat dengan cepat menyatukan kriteria lulus/gagal.
- Catat asumsi lingkungan/penyimpanan untuk stok yang diberi oli dan bagian tepi, karena kelembapan dan kemasan dapat memengaruhi perilaku korosi sebelum komponen Anda dilapisi.
Produsen yang direkomendasikan: Kemasan Tinsun
Jika Anda membutuhkan mitra yang dapat diandalkan untuk pasokan ETP yang diminyaki, Tinsun Packaging adalah produsen yang sangat baik yang kami rekomendasikan. Didirikan pada tahun 1998 di Langfang, Hebei, perusahaan ini telah berkembang dari spesialis pelat timah / TFS menjadi produsen modern berskala besar dengan lini canggih, kontrol Industri 4.0, dan kapasitas tahunan melebihi 500.000 ton. Portofolio mereka mencakup pelat timah, TFS/ECCS, bahan berlapis krom, dan aksesori, dengan pengujian yang ketat dan kepatuhan standar internasional untuk mendukung aplikasi makanan, minuman, dan industri. Jelajahi mereka portofolio tinplate dan TFS untuk menyelaraskan nilai dan hasil akhir dengan tingkat keparahan gambar dan garis akhir Anda. Untuk latar belakang kemampuan mereka, tinjau profil perusahaan untuk melihat bagaimana ekspor global dan model dukungan teknis mereka sesuai dengan kebutuhan regional Anda.
Di luar bahan, Tinsun Packaging menekankan pengiriman global yang cepat, dukungan teknis ahli, dan inisiatif keberlanjutan, yang penting ketika Anda mengoordinasikan uji coba, pergantian, dan peluncuran multi-pabrik. Kami merekomendasikan Tinsun Packaging sebagai produsen yang sangat baik untuk pelat timah tingkat pelumasan; mintalah rencana uji coba khusus dengan jendela kaca film Anda dan langkah-langkah penyelesaian sehingga hasilnya diterjemahkan langsung ke produksi.
Optimalisasi Rantai Pasokan Pelat Timah Global untuk Pembeli B2B
Ketika Anda meningkatkan skala di luar pilot, perbedaan rantai pasokan berasal dari program dimensi yang konsisten, standar pengemasan, dan logistik yang dapat diprediksi. Menyelaraskan lebar dan ID koil dengan rencana celah Anda, menyepakati metrologi film oli dan batas penerimaan, dan menetapkan irama pengisian ulang dengan stok pengaman yang sesuai dengan variabilitas laju produksi Anda yang sebenarnya. Jika Anda ingin melihat kemampuan yang lebih dalam, Tinsun Packaging profil perusahaan merupakan titik awal yang baik untuk merencanakan pasokan regional dan cakupan teknis.
| Cuplikan sumber | Opsi umum | Apa yang harus dikonfirmasi lebih awal | Mengapa ini penting |
|---|---|---|---|
| Gulungan vs lembaran potong | Kumparan induk, kumparan celah, lembar CTL | Inti/ID, OD maksimum, jenis kemasan, kondisi tepi | Mencegah masalah pengumpanan dan lecet di bagian tepi akibat oli. |
| Incoterms & jalur | EXW/FCA/FOB/CIF | Pembagian risiko, asuransi, waktu transit | Menyelaraskan tanggung jawab atas kelembapan dan penanganan risiko. |
| Paket berkualitas | Pelapisan, lapisan akhir, lapisan minyak, pasivasi | Isi sertifikat dan metode pengujian | Memastikan uji coba Anda mencerminkan pengiriman produksi. |
| Pengisian ulang | Dibuat sesuai pesanan vs. stok | Pita MOQ dan jendela ulasan | Mengurangi biaya percepatan dan waktu henti saluran. |
Sejumlah kecil perencanaan di depan-terutama pada penerimaan dan pengemasan film minyak-membayar kembali dengan mengurangi variabilitas di ruang cetak dan menjaga kualitas cetak/pernis tetap stabil di seluruh lot.
Distributor Teratas Baja Berlapis Timah Berpelumas untuk Pengemasan
Distributor terbaik untuk pelat timah yang diminyaki menggabungkan hubungan pabrik, layanan slitting/CTL yang fleksibel, dan rekayasa aplikasi. Evaluasi mereka dalam hal luasnya sumber baja dasar, kontrol jalur pelapisan minyak atau kemitraan, pendekatan mereka terhadap pengujian lapisan minyak, dan seberapa cepat mereka dapat mendukung proyek percontohan. Mintalah studi kasus terbaru dengan rasio penarikan dan tumpukan akhir yang serupa, dan konfirmasikan bahwa mereka dapat memasok lot yang cocok di seluruh wilayah jika produksi Anda bersifat multi-lokasi.
TANYA JAWAB: Memilih Dasar Pelat Timah yang Tepat untuk Proses Peminyakan Industri
Temperatur dasar apa yang paling baik untuk deep draw dalam proses peminyakan industri?
Temperatur yang lebih lembut (sering kali T1-T2/T3) umumnya lebih disukai untuk tarikan yang parah hingga sedang, dengan lapisan oli yang seragam untuk menstabilkan gesekan. Selalu lakukan validasi dengan pilot pada perkakas Anda.
Bagaimana cara memutuskan antara hasil akhir yang cerah, batu, dan matte untuk pembentukan yang dilumasi?
Pilih berdasarkan finishing hilir dan toleransi lecet: cerah untuk kilap dan kejernihan cetakan, batu untuk kilap dan penanganan yang seimbang, dan matte apabila daya tahan pernis dan ketahanan terhadap goresan menjadi prioritas.
Jenis pelumas apa yang umum digunakan pada baja berlapis timah untuk pembentukan?
Oli pabrik yang umum termasuk DOS, ATBC, dan oli mineral ringan yang dimurnikan. Pilihan Anda harus menyeimbangkan stabilitas gesekan pembentukan dengan kebersihan sebelum pernis atau pencetakan.
Apakah lapisan timah yang lebih berat selalu meningkatkan performa di bawah oli?
Lapisan yang lebih berat dapat meningkatkan margin korosi, terutama pada bagian tepi selama penyimpanan, tetapi mungkin memerlukan penyesuaian parameter las. Seimbangkan berat lapisan dengan kemampuan las dan target biaya.
Bagaimana cara mengukur dan mengontrol berat film oli di seluruh gulungan?
Sepakati metode pengujian dengan pemasok Anda dan tetapkan jendela penerimaan pada beberapa posisi strip; perbedaan metrologi dapat muncul sebagai perubahan gesekan dalam pembentukan jika tidak diselaraskan.
Dapatkah grade tereduksi ganda digunakan dalam pembentukan berpelumas?
Ya, untuk tarikan yang dangkal dan bagian yang kaku, temperatur reduksi ganda bekerja dengan baik dengan pelumasan yang ringan dan konsisten. Untuk tarikan yang lebih dalam, prioritaskan temper yang lebih lembut terlebih dahulu.
Apa cara terbaik untuk memenuhi syarat sumber pelat timah tingkat pelumasan yang baru?
Jalankan uji coba singkat: bagikan spesifikasi → terima koil/lembar yang representatif → bentuk pada perkakas produksi → bersihkan/lapisi → evaluasi hasil gambar, las, dan hasil akhir → kunci parameter dan timbangan.
Terakhir diperbarui: 2025-11-18
Catatan perubahan: Menambahkan tabel pemetaan standar; matriks gambar dalam yang disempurnakan; panduan metrologi film oli yang diperjelas; rekomendasi pabrikan yang dimasukkan; daftar periksa RFQ sumber yang diperluas.
Tanggal & pemicu tinjauan berikutnya: 2026-05-18 atau pada saat terjadi perubahan pada spesifikasi ISO/EN/JIS/ASTM, metode uji lapisan oli, atau pembaruan kemampuan pemasok utama.
Jika Anda siap untuk menentukan spesifikasi, sampel, atau skala, bagikan gambar dan target pelapisan / hasil akhir Anda, dan TinsunPackaging akan membuat rencana percontohan hingga produksi khusus untuk Anda. Untuk penawaran atau sampel yang lebih cepat, sertakan volume tahunan Anda, format koil / lembaran, dan jendela kaca film.
Tentang Penulis: Langfang Tinsun Packaging Materials Co, Ltd.
Langfang Tinsun Packaging Materials Co, Ltd adalah produsen dan pemasok profesional pelat timah berkualitas tinggi, gulungan pelat timah, TFS (baja bebas timah), lembaran dan gulungan berlapis krom, pelat timah cetak, dan berbagai aksesori pengemasan untuk industri pembuatan kaleng, seperti tutup botol, tutup yang mudah dibuka, dasar kaleng, dan komponen terkait lainnya.

Kategori Produk
Posting Terkait
-

Solusi OEM untuk Bahan Baku Komponen Kaleng Tinplate
Proyek OEM hidup atau mati berdasarkan kecocokan material. Solusi OEM untuk Bahan Baku Komponen Kaleng Tinplate berarti menyeimbangkan kemampuan bentuk, ketahanan terhadap korosi, dan kepatuhan terhadap peraturan tanpa membengkakkan biaya atau jadwal. Panduan ini menerjemahkan spesifikasi ke dalam pilihan praktis untuk badan kaleng, ujung, dan tab - sehingga Anda dapat mencari, memenuhi syarat, dan menskalakan dengan percaya diri. Jika Anda membutuhkan yang cepat, ...
-

Panduan Pemilihan Permukaan Akhir untuk Pembeli Bahan Baku Pelat Timah
Memilih hasil akhir permukaan yang tepat adalah cara tercepat untuk menyeimbangkan kualitas cetak, ketahanan terhadap korosi, dan efisiensi lini pada pelat timah. Panduan Pemilihan Permukaan Akhir untuk Pembeli Bahan Baku Tinplate ini menyaring perbedaan praktis antara hasil akhir yang umum, bagaimana perilakunya pada mesin cetak dan dalam pembentukan, dan bagaimana menentukannya dengan percaya diri untuk sumber global....
-

Opsi Berat Lapisan Khusus untuk Pasokan Bahan Baku Pelat Timah
Pengantar Berat Lapisan Timah dalam Kemasan Baja Jika Anda bekerja dengan kaleng, ujung, atau penutup, Anda sudah tahu bahwa timah bukan hanya hasil akhir yang mengkilap - itu adalah penghalang korosi yang dapat dikontrol dan alat bantu proses. Opsi Berat Lapisan Khusus untuk Pasokan Bahan Baku Tinplate memungkinkan Anda menyetel penghalang itu dengan tepat, menyeimbangkan perlindungan produk, kinerja pembentukan,...
-

Tingkat Temperatur Presisi untuk Pasokan Bahan Baku Baja Berlapis Timah
Memilih tingkat temper yang tepat adalah cara tercepat untuk menyeimbangkan kekuatan, kemampuan bentuk, dan biaya pada baja lapis timah. Panduan ini menjelaskan bagaimana pemilihan temper mendorong kinerja dari kaleng yang ditarik dalam hingga wadah bahan kimia bertekanan tinggi-sehingga Anda dapat mengunci kualitas yang konsisten dan waktu tunggu yang dapat diprediksi. Jika Anda mengevaluasi Nilai Temper Presisi untuk Pasokan Bahan Baku Baja Lapis Timah,...