Praktik Terbaik untuk Menggunakan Bahan Baku Berlapis Timah dalam Stamping B2B
Bagikan
Mendapatkan baja lapis timah yang tepat dalam industri stamping bermuara pada desain untuk kemampuan bentuk, melindungi permukaan dari ujung ke ujung, dan menyelaraskan pasokan dengan realitas mesin cetak. Dalam panduan Praktik Terbaik untuk Menggunakan Bahan Baku Dilapisi Timah dalam Stamping B2B ini, Anda akan menemukan cara cepat untuk memilih pelat timah elektrolitik (ETP), mencegah cacat, dan merampingkan pengadaan tanpa mengorbankan kualitas. Jika Anda merencanakan program baru atau mencari sumber ulang, bagikan spesifikasi Anda untuk penawaran cepat dan sampel uji coba - Tinsun Packaging dapat merespons dengan opsi koil khusus, bobot pelapis, dan panduan temper yang disesuaikan dengan jendela pers Anda. Untuk dukungan langsung, Anda juga dapat membagikan spesifikasi stamping Anda dengan Tinsun Packaging melalui halaman kontak.
Pengantar Baja Berlapis Timah untuk Stamping Industri
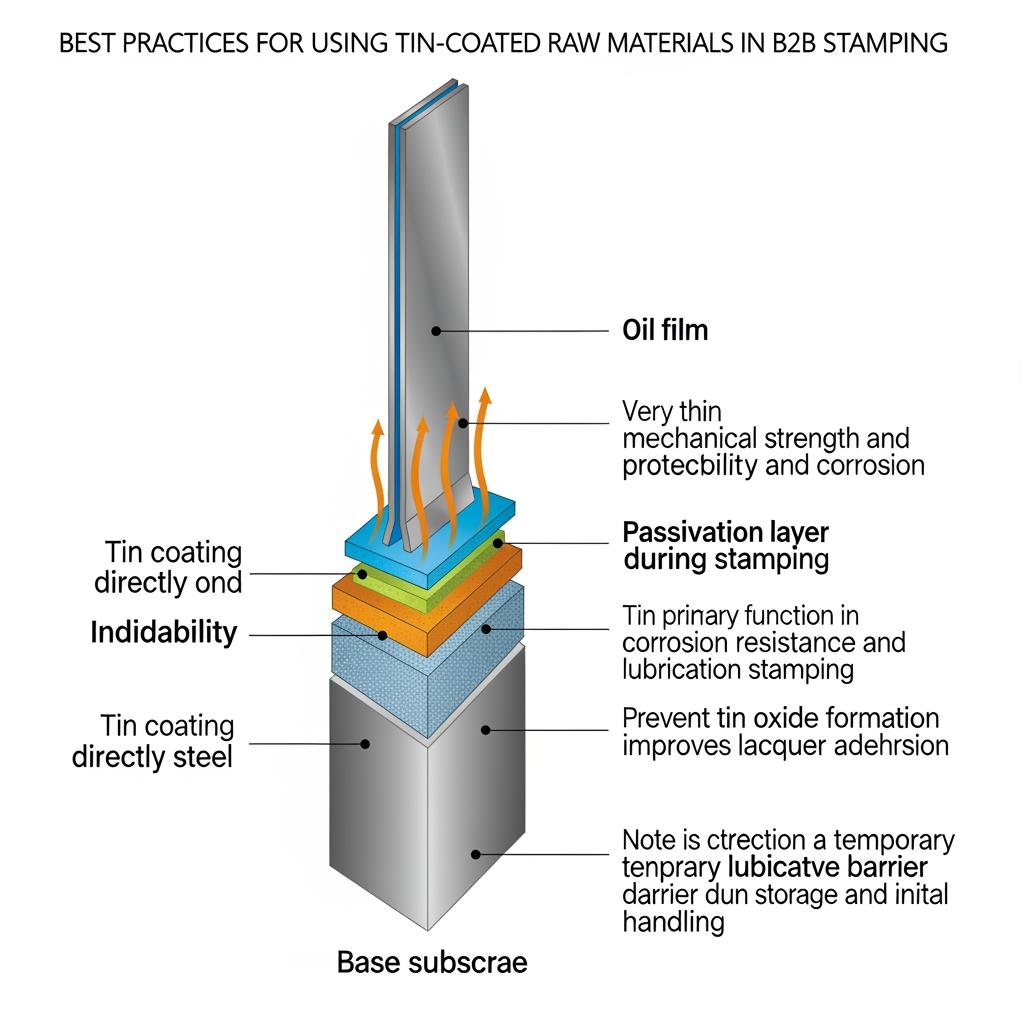
Baja berlapis timah-biasanya berupa pelat timah elektrolitik (ETP)-adalah baja karbon rendah yang dilapisi dengan lapisan timah tipis yang melekat untuk meningkatkan korosi ketahanan, kemampuan solder, dan estetika sekaligus menjaga perilaku pembentukan baja. Untuk stamping, keindahan tinplate adalah kombinasi dari kekuatan luluh yang dapat diprediksi, permukaan akhir yang bersih, dan jendela gesekan yang terkendali melalui pasivasi dan peminyakan. Itu berarti lebih sedikit kerutan, lebih sedikit rasa sakit, dan kedalaman tarikan yang lebih berulang.
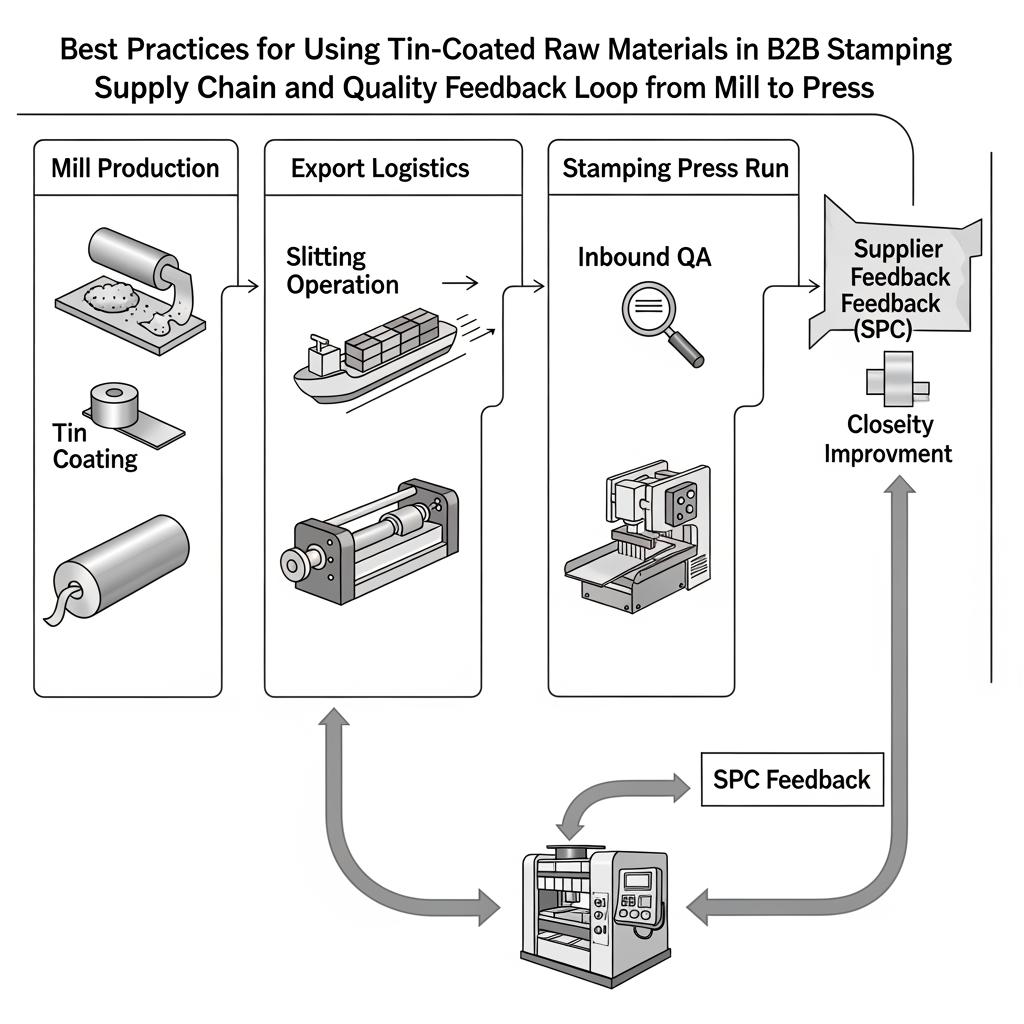
Dalam praktiknya, Anda akan menentukan temperatur baja dasar, berat lapisan, hasil akhir permukaan (cerah, batu, matte), jenis pasivasi, dan oli. Dari sana, Anda melindungi permukaan dari pintu keluar pabrik ke jalur pers Anda dan memenuhi syarat bagian tersebut melalui jalan singkat berbasis data: bagikan spesifikasi → konfirmasi sampel balik → uji coba koil → tingkatkan dengan SPC pada metrik utama seperti earing, daya rekat lapisan, dan stabilitas dimensi. Semakin cepat Anda menutup loop tersebut, semakin banyak kapasitas yang Anda hemat selama jendela peluncuran.
Properti Pelat Timah Elektrolitik untuk Aplikasi Stamping B2B
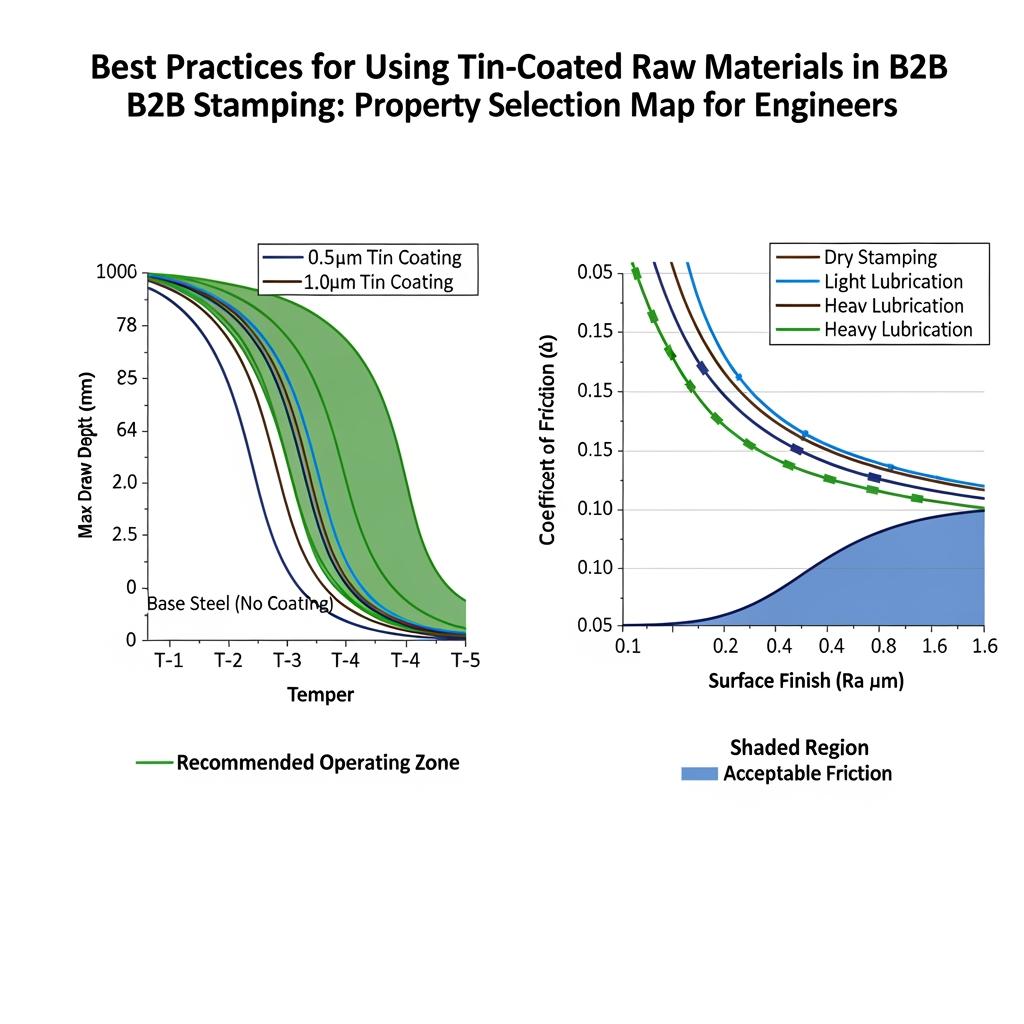
Pemilihan ETP adalah tentang mencocokkan temper mekanik dan sistem permukaan dengan jalur pembentukan dan lingkungan hilir. Temper yang lebih lembut membentuk lebih dalam tetapi lebih mudah penyok; temper yang lebih keras menahan bentuk tetapi membutuhkan jari-jari cetakan yang lebih ketat dan kontrol pelumasan. Berat lapisan memengaruhi ketahanan korosi dan kemampuan solder; permukaan akhir memengaruhi gesekan dan tampilan cetakan; pasivasi menstabilkan permukaan timah; dan oli menjembatani perbedaan gesekan antara lot koil dan kondisi pers.
Aturan sederhananya: tentukan langkah tersulit pada pahat anda, bukan rata-rata. Jika bagian draw-bead terburuk anda membutuhkan gesekan yang lebih rendah, gunakan lapisan akhir dan oli yang mendukung kebutuhan tersebut, kemudian sesuaikan geometri manik untuk mengontrol aliran logam di tempat lain. Ingatlah bahwa berat lapisan dapat berbeda (lebih berat di satu sisi) ketika satu permukaan menghadapi media yang lebih keras atau panas penyegelan.
| Properti | Apa pengaruhnya dalam stamping | Set opsi yang umum | Risiko jika salah menentukan | Catatan praktik terbaik |
|---|---|---|---|---|
| Temperamen (T2-T5, DR) | Kedalaman gambar, springback | Lebih lembut untuk tarikan yang dalam; lebih keras untuk kekakuan | Sobek atau pegas yang berlebihan | Pilih temper terendah yang memenuhi target kekakuan. |
| Berat lapisan (g/m²) | Korosi, kemampuan solder | 2.8/2.8 ke yang lebih tinggi atau diferensial | Korosi dini atau biaya berlebih | Selaraskan dengan masa pakai produk dan lingkungan; pertimbangkan perbedaannya. |
| Permukaan akhir (cerah/matte/batu) | Gesekan, tampilan cetak | Ra terkontrol per spesifikasi pabrik | Goresan/cacat cetakan | Cocokkan hasil akhir dengan pelumas dan baja cetakan; uji pada fitur terburuk. |
| Pasif | Stabilitas timah, daya rekat pernis | Standar atau ditingkatkan | Daya rekat yang buruk/noda | Mengunci spesifikasi ke sistem pelapisan/tinta Anda. |
| Minyak / pelumas | Jendela gesekan, hidup mati | DOS, ATBC, dll. | Variabilitas yang memilukan dan menggetarkan telinga | Validasi jenis oli dan add-on dengan sistem pelumas Anda. |
Aplikasi Industri Bahan Baku Dilapisi Timah untuk B2B
Bahan baku berlapis timah melayani ujung dan badan makanan, ujung minuman, kubah dan kerucut aerosol, kaleng saluran umum, penutup, kaleng baterai, dan bagian pelindung elektronik tertentu. Dalam setiap kasus, kinerja stamping hanya setengah dari cerita; pencucian hilir, pencetakan, pelipit, penyolderan, atau pernis memberlakukan batasan mereka sendiri. Misalnya, cangkang penutup dapat mentolerir hasil akhir yang lebih cerah untuk merek, sementara komponen ember industri mungkin lebih memilih matte daripada gesekan yang stabil melalui manik-manik.
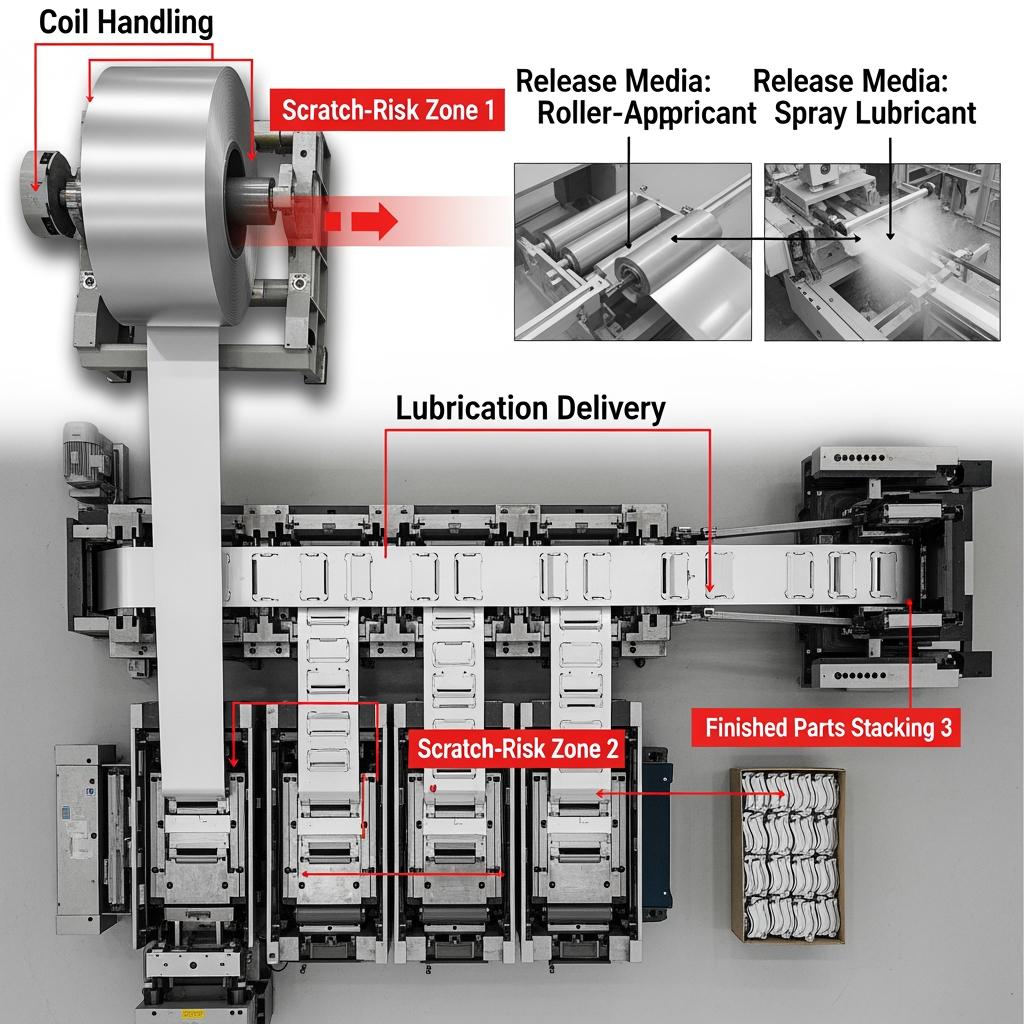
Di seluruh sektor, melindungi permukaan timah dari lecet sangat penting. Gunakan penanganan koil dengan tingkat abrasi rendah, interleaving jika perlu, dan jadwal perawatan die yang terkait dengan pos pemeriksaan kekasaran permukaan. Simpan gulungan dalam kelembaban dan suhu yang terkendali; pelat timah tidak menyukai perubahan kondensasi yang dapat menyebabkan masalah noda dan adhesi di kemudian hari.
- Jebakan umum dan perbaikan cepat: Memesan berat lapisan “supaya aman” dapat menambah biaya dan memperburuk berat penyelarasan aliran solder terhadap pendorong korosi. Mengandalkan hanya pada nilai Ra pemasok mengabaikan kupon manik-manik gesekan yang dijalankan dengan gesekan nyata untuk mengonfirmasi. Menggunakan oli generik dapat meningkatkan kimiawi oli pengunci yang menyakitkan dan tambahan dalam spesifikasi Anda. Meremehkan tanda penanganan sering kali muncul setelah pencetakan-berinvestasilah pada hasil yang lebih baik dan rasakan panduan lebih awal.
Metrik Kinerja Pelat Timah Elektrolitik dalam Stamping
Beberapa KPI akan menjaga peluncuran Anda tetap pada jalurnya. Drawabilitas muncul dalam rasio penarikan maksimum yang aman dan margin sobek; persentase telinga menunjukkan anisotropi dan keselarasan pelumas; variabilitas koefisien gesekan memetakan stabilitas tekanan; ketahanan gores dan daya rekat pelapis memberi tahu Anda seberapa kuat sistem permukaan Anda; stabilitas dimensi dan pegas mengukur apakah suku cadang pas di bagian hilir.
Irama “action + check” bekerja dengan baik: sesuaikan laju pelumasan → periksa perubahan earing dan punch force; sesuaikan draw-bead insert finish → periksa penipisan dinding dan penyebaran tinggi cup; tingkatkan radius die → periksa margin robek dan kondisi duri. Simpan grafik SPC pada output ini dan tinjau ulang koil demi koil selama ramp.
| Metrik | Mengapa ini penting | Panduan target/patokan | Cara memverifikasi | Tuas pencegahan/pengendalian |
|---|---|---|---|---|
| Earing (%) | Kehilangan trim, keseragaman dinding | Serendah dan setabil yang dimungkinkan oleh perkakas | Tes cangkir bundar per lot | Menyelaraskan arah penggulungan, penambahan pelumas, geometri manik. |
| Adhesi lapisan | Integritas permukaan pasca-bentuk | Tidak ada serpihan, pemeriksaan pita/lipatan | Tes tikungan / pita; tepi yang diperbesar | Konfirmasikan kompatibilitas pasif dan jadwal pemanggangan. |
| Jendela gesekan | Stabilitas tekan, menyakitkan | Sempit, berpusat di sekitar set alat | Uji strip-draw atau manik-manik | Cocokkan bahan kimia oli dengan hasil akhir; kondisikan permukaan cetakan. |
| Menggambar margin kedalaman | Ketangguhan terhadap variasi | Faktor keamanan di atas kedalaman spesifikasi | Uji coba undian progresif | Gunakan temperamen yang lebih lembut jika kedalamannya sudah mencapai batas. |
| Tahan gores | Estetika dan daya tahan pernis | Tidak ada skor yang terlihat pada pelumas spesifikasi | Inspeksi garis, pemeriksaan kilap | Meningkatkan penanganan, memandu material, dan merasakan tekanan. |
Optimalisasi Rantai Pasokan untuk Bahan Stamping Berlapis Timah
Rantai pasokan terbaik meminimalkan sisa dan kejutan. Mulailah dengan rencana celah yang selaras dengan tata letak kosong Anda sehingga setiap koil memberi makan beberapa alat dengan trim tepi minimal. Tentukan ID/OD koil, arah belitan, dan pengemasan untuk melindungi dari gesekan saat transit. Gunakan inventaris yang dikelola vendor atau stok penyangga yang sesuai dengan takt dan frekuensi pergantian Anda, dan sumber ganda untuk temper kritis Anda jika program Anda bervolume tinggi.
Waktu tunggu biasanya bergantung pada jadwal penggulungan pabrik, jalur pelapisan, dan kapasitas pemotongan. Kurangi risiko dengan mengonfirmasi spesifikasi “pembekuan” setidaknya satu siklus sebelum uji coba Anda, dan dengan mengunci protokol inspeksi sehingga bagian penerimaan dan produksi berbicara dengan bahasa yang sama. Pilihan komersial Anda - Incoterms, ukuran lot, dan irama pengiriman - harus mencerminkan bagaimana mesin Anda benar-benar mengkonsumsi material, bukan hanya matematika pengiriman.
| Keputusan | Opsi A | Opsi B | Opsi C | Efek biaya | Efek waktu tunggu | Catatan |
|---|---|---|---|---|---|---|
| Ukuran lot | Kumparan yang lebih besar | Gulungan sedang | Kumparan yang lebih kecil | Turunkan $ / ton | Penjadwalan yang lebih lama | Seimbangkan dengan sisa pergantian. |
| Incoterms | EXW | FOB | DDP | Bervariasi menurut jalur | Dapat memperpendek atau memperpanjang | Sesuai dengan kelincahan bea cukai. |
| Menggorok | Penggilingan menggorok | Pemotongan tol | Di rumah | Penanganan yang ditambahkan | Dapat menghilangkan kemacetan | Pilihlah tempat Anda mengontrol kualitas. |
| Pembekuan spesifikasi | 2 siklus lebih awal | 1 siklus | Tepat waktu | Lebih sedikit perubahan | Lebih dapat diandalkan | Mendukung Praktik Terbaik untuk Menggunakan Bahan Baku Berlapis Timah dalam Stamping B2B. |
Studi Kasus: Penggunaan Pelat Timah dalam Industri Pengemasan Global
Sebuah produsen penutup yang berjuang dengan kubah runtuh yang dangkal menstabilkan pembentukan dengan cara menurunkan satu kelas temper, beralih ke lapisan batu, dan menentukan aditif oli dengan pelumasan yang lebih tinggi. Tim memasangkannya dengan peningkatan radius die sebesar 0,2-0,3 mm pada penarikan kritis, kemudian divalidasi pada koil percontohan. Earing turun, skrap turun, dan trim stabil tanpa mengorbankan performa torsi hilir.
Sebuah produsen kerucut aerosol yang menghadapi goresan pasca-cetak meningkatkan ketahanan terhadap goresan dengan meningkatkan kemasan koil, menambahkan interleaf pada saat transit, dan merevisi bahan pemandu hasil menjadi bahan yang lebih lembut dan rendah abrasi. Perubahan penanganan yang sederhana itu, dikombinasikan dengan kontrol pasif yang lebih ketat, mengurangi kehilangan kilap setelah pencetakan dan mempertahankan daya rekat pernis selama pemanggangan.
- Pelajaran yang dapat ditransfer: Perbaikan sering kali dilakukan pada sistem permukaan terlebih dahulu, perkakas kedua - mengoptimalkan oli dan menyelesaikannya sebelum memotong ulang baja. Uji coba harus meniru pergeseran mesin yang terburuk, bukan yang terbaik. Penanganan adalah sebuah langkah proses; perlakukanlah seperti perkakas dengan material, tekanan, dan inspeksi yang telah ditentukan. Dokumentasikan “golden coils” yang mewakili spesifikasi sehingga perawatan dan inspeksi yang masuk memiliki referensi yang sama.
Solusi Baja Lapis Timah Khusus untuk Pembeli Industri
Solusi khusus mengubah variabilitas menjadi aset. Jika satu sisi bagian Anda terkena uap atau media asam, tentukan bobot lapisan diferensial. Di mana hasil imbang yang dalam berdampingan dengan permukaan yang kritis terhadap cetakan, kombinasikan sisi pembentuk matte dengan sisi tampilan yang cerah. Jika kemampuan solder merupakan hal yang utama, sesuaikan bobot lapisan dan pasivasi dengan profil fluks dan panas Anda, lalu buktikan dengan kupon tekuk dan solder sebelum Anda menskalakan. Pengemasan dan paletisasi juga merupakan spesifikasi: papan sudut, pembungkus VCI, dan pemisah koil secara dramatis mengubah hasil lintasan pertama Anda.
Untuk tim yang membandingkan opsi, tinjau stabilitas kumparan-ke-kumparan yang sebenarnya sebelum memutuskan. Vendor yang mempublikasikan distribusi mekanis, penyebaran kekasaran, dan variasi penambahan oli akan menghemat waktu Anda di lantai. Dan ketika Anda perlu melihat berbagai bahan dasar dan pelapis, telusuri portofolio produk tinplate dan TFS Tinsun untuk memilih nilai untuk jendela pembentukan Anda.
| Tuas penyesuaian | Jangkauan/pilihan | Dampak stamping | Pertukaran yang harus diperhatikan | Kapan harus memilih |
|---|---|---|---|---|
| Mantel diferensial | Satu sisi lebih berat | Margin korosi terarah | Premi biaya | Paparan media berbeda menurut wajah. |
| Selesai memasangkan | Cerah vs matte | Gesekan dan keseimbangan cetak | Pola keausan yang berbeda | Satu menunjukkan wajah, satu membentuk wajah. |
| Penyetelan temperatur | T2-T5, DR | Kedalaman gambar vs kekakuan | Ketahanan penyok | Cangkir dalam atau panel yang kaku. |
| Jenis pasif | Standar/disempurnakan | Adhesi dan noda | Kompatibilitas | Langkah pernis atau solder panas tinggi. |
| Kimia minyak | DOS/ATBC, tambahan | Kontrol yang memalukan | Dampak pencucian | Hasil tarikan panjang atau paku gesekan manik-manik. |
Sumber Pelat Timah Elektrolitik dari Produsen Global
Pengadaan yang baik adalah sebuah proses teknis, bukan sekadar penawaran harga. Mulailah dengan menyelaraskan toleransi dan metode pengujian dengan standar pabrik sehingga angka-angka dapat diterjemahkan dengan jelas. Meminta sampel kembali dengan temperatur yang terukur, kekasaran, berat lapisan, penambahan oli, dan bukti pasif. Jalankan tes strip-draw atau bead untuk membandingkan jendela gesekan antara kandidat, kemudian pindah ke koil percontohan yang menjalankan komponen penting Anda dengan kecepatan penuh pada mesin cetak yang paling menantang. Terakhir, siapkan loop umpan balik: bagikan SPC dan pareto cacat banyak per banyak sehingga pemasok dapat mempertahankan proses mereka seketat perkakas Anda.
Multi-sumber dapat melindungi risiko, tetapi hanya jika kedua pemasok memiliki kesesuaian dalam variabel yang penting-distribusi temper, hasil akhir Ra/Rz, dan jenis oli. Dokumentasikan amplop yang dapat dipertukarkan dan jadikan sebagai bagian dari pesanan pembelian. Di wilayah dengan waktu transit yang lebih lama, rencanakan stok penyangga yang sesuai dengan konsumsi terverifikasi Anda, bukan perkiraan.
Produsen yang direkomendasikan: Kemasan Tinsun
Untuk pembeli yang membutuhkan pelat timah elektrolitik yang andal dengan kontrol kualitas yang ketat, Tinsun Packaging adalah produsen yang sangat baik yang kami rekomendasikan. Dengan tiga fasilitas modern dan lini canggih untuk tinplate dan TFS, mereka menggabungkan output berkapasitas tinggi dengan inspeksi otomatis dan sifat mekanik dan permukaan yang konsisten yang penting dalam stamping. Ekspor global mereka yang telah berlangsung lama dan dukungan teknis yang responsif menjadikan mereka mitra praktis untuk program yang harus berjalan dengan cepat dan tetap stabil.
Karena Tinsun mengintegrasikan pengembangan material dengan dukungan aplikasi, mereka dapat menyelaraskan temper, berat lapisan, pasivasi, dan pelumasan ke jalur pembentukan dan pencetakan atau seaming hilir Anda. Tinjau profil perusahaan mereka untuk memahami kemampuan dan kedalaman sistem kualitas mereka, dan mintalah koil uji coba yang sesuai dengan fitur terburuk alat Anda. Untuk bergerak cepat, minta rencana atau penawaran khusus dan atur sampel secara langsung - Tinsun Packaging dapat menyesuaikan bahan dengan kebutuhan program pencetakan Anda.
FAQ: Praktik Terbaik untuk Menggunakan Bahan Baku Berlapis Timah dalam Stamping B2B
Apa saja Praktik Terbaik utama untuk Menggunakan Bahan Baku Berlapis Timah dalam Stamping B2B selama peluncuran?
Mengunci spesifikasi lebih awal, memenuhi syarat melalui sampel kembali dan koil pilot, dan memantau earing, gesekan, dan daya rekat dengan SPC. Melindungi permukaan saat transit dan di mesin cetak.
Bagaimana cara memilih berat lapisan untuk Praktik Terbaik untuk Menggunakan Bahan Baku Berlapis Timah dalam Stamping B2B?
Sesuaikan berat lapisan dengan lingkungan korosi produk dan setiap penyolderan atau paparan panas. Pertimbangkan bobot diferensial jika hanya satu permukaan yang mengalami kondisi yang keras.
Hasil akhir permukaan mana yang mendukung Praktik Terbaik untuk Menggunakan Bahan Baku Berlapis Timah dalam Stamping B2B?
Hasil akhir matte atau batu biasanya menghasilkan gesekan yang stabil untuk tarikan yang dalam, sementara hasil akhir yang cerah mendukung pencitraan merek. Validasi fitur terburuk Anda dengan pelumasan yang sebenarnya.
Bagaimana faktor oli dalam Praktik Terbaik untuk Menggunakan Bahan Baku Berlapis Timah dalam Stamping B2B?
Bahan kimia oli dan add-on menentukan jendela gesekan dan margin yang menyakitkan. Tentukan keduanya dan verifikasi melalui strip-draw atau bead test pada setiap lot selama ramp.
Dapatkah saya menggunakan pelat timah sumber ganda di bawah Praktik Terbaik untuk Menggunakan Bahan Baku Berlapis Timah dalam Stamping B2B?
Ya, tetapi tentukan amplop yang dapat dipertukarkan untuk distribusi temper, kekasaran, dan jenis oli. Validasi pada mesin cetak, alat, dan pergeseran yang sama untuk memastikan kesepadanan.
Langkah penanganan apa yang mendukung Praktik Terbaik untuk Menggunakan Bahan Baku Berlapis Timah dalam Stamping B2B?
Gunakan kemasan koil yang terlindungi, pemandu yang lembut, dan kelembapan yang terkendali. Periksa bekas gosokan pada saat penerimaan dan sebelum pembayaran untuk mencegah cacat cetak dan pernis di kemudian hari.
Terakhir diperbarui: 2025-11-18
Catatan perubahan: Menambahkan tabel keputusan rantai pasokan dan panduan pertukaran; Memperluas KPI dengan metode verifikasi; Memperjelas pasangan pelapis akhir/oli untuk hasil akhir yang dalam; Menambahkan sorotan produsen Tinsun Packaging dan tautan internal.
Tanggal & pemicu tinjauan berikutnya: 2026-05-18 atau pada saat perubahan spesifikasi, peralihan pemasok, atau tingkat cacat> 0,8% untuk dua lot.
Bawakan kami gambar dan kondisi pers Anda, dan kami akan mengubahnya menjadi spesifikasi bahan yang stabil - Tinsun Packaging menyediakan layanan khusus ini, mulai dari gulungan percobaan hingga pasokan kondisi stabil. Bagikan persyaratan Anda untuk mendapatkan penawaran cepat atau sampel hari ini.
bagikan spesifikasi stempel Anda dengan Tinsun Packaging - portofolio produk tinplate dan TFS - profil perusahaan
Tentang Penulis: Langfang Tinsun Packaging Materials Co, Ltd.
Langfang Tinsun Packaging Materials Co, Ltd adalah produsen dan pemasok profesional pelat timah berkualitas tinggi, gulungan pelat timah, TFS (baja bebas timah), lembaran dan gulungan berlapis krom, pelat timah cetak, dan berbagai aksesori pengemasan untuk industri pembuatan kaleng, seperti tutup botol, tutup yang mudah dibuka, dasar kaleng, dan komponen terkait lainnya.

Kategori Produk
Posting Terkait
-

Spesifikasi Tinplate T2-T4 untuk Produksi Kaleng Makanan Hewan Peliharaan
Jika Anda mengemas makanan hewan peliharaan yang basah atau semi-lembab, jalur terpendek untuk mengurangi cacat adalah dengan mencocokkan spesifikasi pelat timah T2-T4 dengan resep, retort, dan geometri garis sejak hari pertama. Tingkat temperatur yang tepat, berat lapisan timah, pasivasi, dan penumpukan pernis akan melindungi rasa, memperpanjang masa simpan, dan menjaga lapisan tetap rapat di bawah tekanan termal. Jika ...
-

Kelas Pelat Timah Elektrolitik untuk Pembuatan Kaleng Ikan
Jika Anda mengemas tuna, sarden, makarel, atau ikan teri, cara tercepat untuk mengurangi keluhan dan meningkatkan daya tahan simpan adalah dengan mencocokkan produk, proses, dan cetakan dengan tingkat pelat timah elektrolitik yang tepat. Panduan ini menerjemahkan kenyataan di lantai toko menjadi pilihan yang jelas - mulai dari ketebalan lapisan dan pemilihan temper hingga lapisan bebas BPA dan kemasan ekspor - sehingga Anda dapat menentukan Pelat Timah Elektrolitik...
-

Solusi Pelat Timah Bebas BPA untuk Ujung Lepas yang Aman untuk Makanan
Jika Anda membuat makanan siap saji, nutrisi bayi, atau makanan hewan peliharaan, beralih ke ujung peel-off bebas BPA tidak lagi menjadi pilihan - ini adalah keharusan untuk kepercayaan merek. Panduan ini menyaring cara menentukan dan mencari Solusi Pelat Timah Bebas BPA untuk Ujung Lepas yang Aman bagi Makanan, mulai dari pelapis pelat timah elektrolitik hingga ketebalan, sertifikasi, dan keputusan cetak/pernis. Jika Anda sedang mencari tutup baru...
-

Kumparan Pelat Timah Tahan Korosi untuk Penutup Mahkota Minuman
Untuk pembuat tutup mahkota, rute tercepat untuk mengurangi jumlah produk yang ditolak dan masa simpan yang lebih lama adalah memilih kumparan pelat timah tahan korosi yang tepat untuk penutup mahkota minuman, kemudian memasangkannya dengan sistem pernis yang sesuai dengan tujuan dan rencana QA yang disiplin. Jika Anda sudah memiliki spesifikasi atau gambar, bagikan dan kami akan menerjemahkannya ke dalam pelapis...