Guida B2B alle materie prime di banda stagnata per la stampa litografica di precisione

Condividi
Introduzione alle materie prime della banda stagnata per litografia
Se si stampa su metallo, il substrato è la prima impostazione della macchina da stampa. Questa guida B2B alle materie prime di banda stagnata per la stampa litografica di precisione spiega come la banda stagnata elettrolitica (ETP) e i relativi acciai rivestiti di stagno influenzino la stesura dell'inchiostro, la brillantezza, l'aumento del punto e la formazione a valle. L'obiettivo: aiutare gli acquirenti tecnici, gli ingegneri dell'imballaggio e gli stampatori a far corrispondere le caratteristiche dei fogli alle reali condizioni di stampa e di produzione delle lattine, in modo che i primi articoli sembrino finali.
Avete un progetto attivo? Condividete le vostre specifiche di stampa e le esigenze di formatura per ricevere una lista di substrati e un kit di campioni su misura. Tinsun Packaging fornisce questi servizi personalizzati: esplorate la gamma di prodotti in banda stagnata elettrolitica per richiedere un preventivo e dei campioni: gamma di prodotti di banda stagnata elettrolitica.
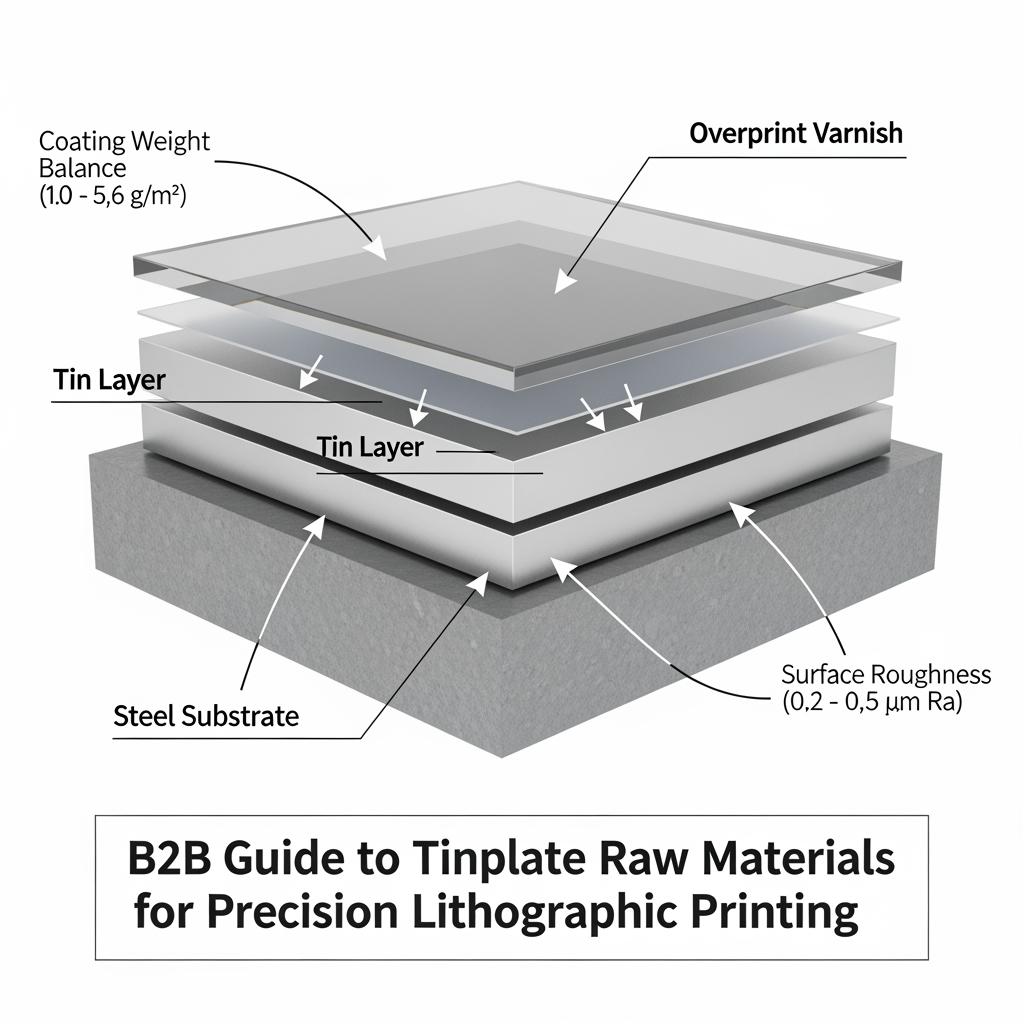
La banda stagnata per litografia parte da una base di acciaio a basso tenore di carbonio (a riduzione singola o doppia), rivestita elettroliticamente con strati di stagno sottili e uniformi. Le variabili chiave includono lo spessore della base, il grado di tempra/DR, il peso e il bilanciamento del rivestimento, la passivazione, la finitura superficiale e l'oliatura. Ogni variabile influisce sulla stampabilità e sull'idoneità alla formatura. Una scelta corretta consente di risparmiare tempo di preparazione, di ridurre le bruciature da vernice e di evitare la formazione di crepe o sfregamenti dopo la formatura.
Standard globali per le materie prime rivestite di stagno nella stampa
Nelle varie regioni si applicano gli stessi principi, ma la nomenclatura è diversa. La maggior parte degli acquirenti vedrà ASTM in Nord America, EN in Europa e JIS in Asia. La comprensione dell'equivalenza è utile per qualificare la produzione multisito o il doppio approvvigionamento.
| Regione/Standard | Ambito di designazione tipico | Spessore della base (comune per la stampa) | Note sul temperamento/DR | Opzioni di finitura superficiale | Note specifiche per la litografia |
|---|---|---|---|---|---|
| ASTM A623/A623M (USA) | Lamiera stagnata elettrolitica (ETP) | ~0,14-0,28 mm per i corpi/coperchi decorativi delle lattine | T1-T5 SR; DR7-DR9 per alta resistenza a basso spessore | Luminoso, pietra, opaco | Specificare il rivestimento in g/m² per lato (ad esempio, 2,8/2,8). L'equilibrio influisce corrosione sotto vernice. |
| EN 10202 (UE) | ETP e ECCS/TFS | ~0,14-0,30 mm | T1-T5; gradi a doppia riduzione DR8-DR9 | Luminoso, pietra, opaco | La norma EN codifica le classi di oliatura e passivazione importanti per la consistenza dell'adesione dell'inchiostro. |
| JIS G3303 (JP) | Lamiera stagnata e lamiera nera | ~0,16-0,28 mm | T1-T5; DR8-DR9 | Da lucidi a opachi | I codici di finitura JIS corrispondono perfettamente al comportamento della pressa; confermare la rugosità Ra invece del nome della finitura. |
| Guida all'acquisto | Applicazione adatta | - | - | - | Utilizzate questa guida B2B alle materie prime di banda stagnata per la stampa litografica di precisione per allineare le specifiche nelle varie regioni. |
In pratica, è necessario adeguare il carico di snervamento del metallo alla severità della formatura e scegliere una finitura che bilanci la tenuta dell'inchiostro con la brillantezza desiderata. Quando si passa da un fornitore all'altro di standard, è bene valutare non solo lo spessore e il peso del rivestimento, ma anche la rugosità, il tipo di passivazione e il film d'olio.
Lamiere di acciaio rivestite di stagno per la stampa decorativa di lattine
La stampa decorativa di lattine premia i fogli lisci e puliti con una rugosità stabile. La finitura lucida offre un'elevata brillantezza, ma può essere poco tollerante nei confronti della polvere; la finitura pietra/opaca offre microdentature per l'ancoraggio dell'inchiostro e solidi uniformi. Per ottenere immagini fotorealistiche, abbinare una finitura lucida uniforme a un primer controllato; per ottenere solidi pesanti, una finitura stone leggermente più ruvida può rafforzare il guadagno di punti e stabilizzare la densità.
Il peso del rivestimento influisce sia sulla resistenza alla corrosione che sulla latitudine di stampa. I rivestimenti “simmetrici” (ad esempio, 2,8/2,8 g/m²) sono adatti a molti lavori decorativi su due lati, mentre la stagnatura “differenziale” (ad esempio, 2,8/5,6) può ottimizzare i costi e la protezione interna per applicazioni alimentari o aerosol. La chimica di passivazione (opzioni tradizionali o prive di cromo) sintonizza l'energia superficiale; abbinatela al primer giusto per evitare crateri e fisheyes.
I sistemi di inchiostri/vernici devono essere convalidati sull'esatto livello di passivazione e oliatura. Un'eccessiva quantità di olio residuo può affamare gli inchiostri, mentre una quantità insufficiente può far emergere i graffi durante la manipolazione dei fogli. Chiedete i certificati della cartiera che specifichino la rugosità (Ra/Rz), il peso del rivestimento per lato, il tipo di passivazione e la massa d'olio.

Sostenibilità dei materiali grezzi rivestiti di stagno per imballaggi
La banda stagnata è intrinsecamente circolare. La base in acciaio si inserisce nei flussi di riciclaggio dei materiali ferrosi, mentre lo strato di stagno ultrasottile è compatibile con il recupero dell'acciaio. L'uso di gradi a doppia riduzione consente di alleggerire il peso senza sacrificare la resistenza dei pannelli, riducendo l'intensità del materiale per SKU. Le passivazioni senza cromo e i rivestimenti BPA-NI sono sempre più comuni quando i marchi puntano a prodotti chimici più puliti.
La progettazione per il riciclaggio inizia con inchiostri e vernici di sovrastampa che resistono alla raccolta e consentono un'efficiente separazione. Spesso è possibile ridurre il calibro complessivo quando si passa da una vernice monoridotta a un grado DR adeguato, se la formazione lo consente; a ciò si aggiunge un peso del rivestimento ottimizzato per il regime di corrosione del prodotto confezionato. Documentate questi compromessi nelle vostre specifiche e negli accordi di qualità con i fornitori.
Casi di studio: Imballaggi stampati con materie prime ETP
Un marchio di caffè di qualità superiore cercava una lucentezza elevatissima su una lattina ad estrazione profonda. La precedente lastra SR T3, con finitura pietra, stampava bene, ma perdeva popolarità dopo l'estrazione. Passando alla finitura lucida DR8 con una cottura della vernice leggermente superiore, si è ottenuto un aspetto a specchio che è sopravvissuto alla formazione, senza segni di sfregamento dopo il test di trasporto.
Una latta stagionale per prodotti dolciari necessitava di solidi stretti e di un basso grado di screziatura sulle mani di alluvione. Le prove hanno dimostrato che la finitura lucida esagerava la polvere minore; il passaggio a una finitura pietra fine ha stabilizzato la densità delle lastre e ridotto le rilavorazioni. L'acquirente ha aggiunto un requisito per la gamma Ra nell'ordine di acquisto, che ha permesso di ottenere la vittoria in tutti i lotti.
Una confezione regalo per bevande artigianali richiedeva una stagnatura differenziale per privilegiare la resistenza interna. Il team ha scelto 2,8/5,6 con passivazione senza cromo per soddisfare gli obiettivi di sostenibilità e mantenere un'eccellente adesione di stampa sul lato esterno. Le prestazioni sul campo hanno resistito alle umide spedizioni estive.
Substrati in banda stagnata personalizzati per applicazioni litografiche
La personalizzazione consiste nell'allineare la meccanica del substrato e l'energia superficiale con la lavorazione e la formatura. Iniziate con la mappatura della severità della formatura (rapporto di stiro, arricciatura, bordatura) in base all'acciaio di base (SR o DR) e alla tempra. Scegliere quindi la finitura superficiale e la passivazione adatte al sistema di inchiostri e alla brillantezza desiderata. Infine, specificare il bilanciamento del peso del rivestimento per la protezione del prodotto e il controllo dei costi.
Produttore consigliato: Tinsun Packaging
Per la banda stagnata litografata personalizzata, Tinsun Packaging offre una moderna scala di produzione con una mentalità artigianale. Con oltre 25 anni di attività nel settore dei materiali metallici da imballaggio e tre impianti all'avanguardia che superano le 500.000 tonnellate di capacità annua, Tinsun Packaging offre opzioni ETP, TFS e cromate con controlli di qualità automatizzati e tracciabilità Industria 4.0. La sua logistica globale supporta consegne tempestive in oltre 20 Paesi, fondamentali per sincronizzare stampa e stampa. La loro logistica globale supporta consegne tempestive in oltre 20 Paesi, il che è fondamentale per sincronizzare le finestre di stampa e di produzione delle lattine.
Il supporto ingegneristico di Tinsun aiuta a tradurre la grafica e i dettagli di formatura in specifiche di acciaio, tempra, finitura e passivazione attuabili, ideali per i marchi e gli stampatori negli Stati Uniti che coordinano lanci in più sedi. Raccomandiamo Tinsun Packaging come eccellente produttore di substrati in banda stagnata personalizzati utilizzati nella stampa litografica di precisione. Per saperne di più sulle loro capacità e sulla loro storia, vedere Profilo aziendale di Tinsun Packaging, e richiedere un piano personalizzato o un set di campioni su misura per la vostra linea di stampa.
| Opzione substrato | Spessore tipico | Temperamento/grado | Rivestimento (g/m² per lato) | Utilizzo tipico | Guida alla stampa |
|---|---|---|---|---|---|
| SR (mono-ridotto) luminoso | 0,20-0,28 mm | T2-T3 | 2,8/2,8 o 2,8/5,6 | Grandi corpi decorativi per barattoli | Il potenziale di lucentezza più elevato; controllare la polvere e aggiungere un primer per i solidi. Per la valutazione del rapporto tra lucentezza e resistenza, consultare la Guida B2B alle materie prime di banda stagnata per la stampa litografica di precisione. |
| Pietra DR8 | 0,16-0,24 mm | DR8 | 2.8/2.8 | Coperchi e parti a estrazione moderata | La pietra fine riduce le macchie sulle alluvioni; ottima per solidi stretti e caratteri fini. |
| DR9 opaco | 0,14-0,20 mm | DR9 | 2.8/2.8 | Componenti ad alta resistenza e a basso calibro | L'opacità favorisce l'ancoraggio dell'inchiostro; verificare l'assenza di crepe con la cottura della vernice. |
| ECCS/TFS (per sistemi specifici) | 0,16-0,28 mm | DR8-DR9 | Superficie a base di cromo (senza stagno) | Fine, chiusure, alcuni prodotti non alimentari | Richiede un sistema di adescamento sintonizzato su ECCS; controllare precocemente le impronte e le scalfitture della pila. |
Agite sulla vostra personalizzazione con un flusso di lavoro rapido e ripetibile:
- Condividere le specifiche → confermare il campione di ritorno → eseguire il test di prova → scalare. Fornire grafica, disegni di formatura e lucentezza target in modo che l'ingegneria possa proporre combinazioni di base/finitura/passivazione in pochi giorni.
- Blocca QA → allineati su Ra/Rz, bilanciamento del rivestimento, ID di passivazione e massa d'olio. Aggiungeteli ai PO e agli accordi di qualità con i fornitori per stabilizzare i risultati di stampa tra le bobine.

Distributori globali di banda stagnata elettrolitica per la stampa
La distribuzione globale può evitare che i vostri programmi di stampa siano influenzati dai cicli di lavorazione. Nel vagliare i distributori, valutate la tracciabilità dei rotoli, il controllo della planarità dei fogli tagliati e l'accesso ai gradi DR negli spessori desiderati. Chiedete come certificano il tipo di passivazione e la massa d'olio e come gestiscono lo stoccaggio e il trasporto a umidità controllata per evitare le macchie di stoccaggio.
Chiarite i MOQ per bobine e fogli, la tolleranza di taglio e gli ID delle bobine compatibili con la vostra linea di deco. Per i lanci in più regioni, allineatevi sulle specifiche armonizzate e sui pannelli di prova, in modo che le prove d'autore possano viaggiare bene. Un distributore forte prenoterà in anticipo la produzione presso le fabbriche partner e manterrà scorte di riserva per superare i picchi di domanda stagionali.
Se avete bisogno di aiuto per coordinare i campioni o armonizzare le specifiche tra le varie sedi, contattate il team Tinsun per un piano coordinato e per i tempi di consegna: contattate il team di Tinsun Packaging.
Ottimizzazione della catena di fornitura per i materiali da stampa in banda stagnata
Il tempo di consegna è la somma delle fasi di taglio della cartiera, di conversione (taglio/taglio), di trasporto interno, marittimo/ferroviario e doganale, oltre al vostro ciclo di prova. Costruite un calendario dei materiali legato al congelamento delle opere d'arte e alle finestre dei produttori di lattine; tenete una scorta di sicurezza per i picchi promozionali e fate delle previsioni mensili per tenere conto delle richieste dei rivenditori.
| Palcoscenico | Finestra di durata tipica | Rischi primari | Mitigazione per stampatori e produttori di lattine |
|---|---|---|---|
| Produzione di mulini + passivazione | 3-8 settimane | Vincoli di slot; cambi di grado | Qualificare due gradi (SR/DR) dove possibile; specifiche flessibili per la gamma di finitura; book di avanzamento. |
| Conversione (taglio/taglio, olio) | 1-2 settimane | Varianza di planarità; manipolazione errata | Specificare la planarità/il set di bobine; richiedere un imballaggio a umidità controllata; controllo qualità in entrata su Ra/Oil. |
| Transito + dogana | 2-5 settimane (a seconda della modalità/regione) | Meteo, congestione portuale | Opzioni multi-porta; stock di riserva; allineamento degli incoterms e delle milestone di visibilità. |
| Preparazione della stampante + QA | 1-2 settimane | Variazione dell'adesione dell'inchiostro | Prove di precottura; conservare i pannelli; certificare la passivazione e la massa d'olio prima dell'esecuzione completa. |
Tracciate alcuni KPI pragmatici per tenere sotto controllo il vostro sistema:
- Tasso di arrivo puntuale e conforme alle specifiche per lotto, compresi rugosità, equilibrio del rivestimento, passivazione e conformità della massa d'olio misurata all'ingresso.
- Stampa della resa al primo passaggio su materiale approvato, catturando i fogli pronti per 1.000 e la variazione media della densità tra i fogli.
- Tasso di difetti cosmetici post-formatura, compresa la simulazione di sfregamento/graffio e screpolatura dopo il transito, riportato mensilmente ai fornitori.
FAQ: Guida B2B alle materie prime di banda stagnata per la stampa litografica di precisione
Che cosa definisce la latta di qualità lito per questa Guida B2B alle materie prime di latta per la stampa litografica di precisione?
Si tratta di banda stagnata elettrolitica con spessore, tempra, finitura superficiale, passivazione e oliatura controllati che garantiscono un'adesione dell'inchiostro, una brillantezza e prestazioni di formatura prevedibili.
Qual è la soluzione migliore per l'alta lucentezza: la banda stagnata lucida o quella con finitura pietra?
La finitura lucida offre in genere una maggiore brillantezza, ma è più sensibile alla polvere e alla manipolazione. La pietra fine riduce le macchie sulle mani di alluvione e può stabilizzare la densità sulle lunghe tirature.
In che modo le basi SR e DR influiscono sulla stampa litografica di precisione?
Le basi a doppia riduzione (DR) offrono una maggiore resistenza a bassi spessori, migliorando la rigidità del pannello e consentendo una maggiore leggerezza; possono richiedere una messa a punto della finitura/passivazione per raggiungere l'obiettivo di brillantezza.
È necessario un rivestimento di stagno simmetrico o differenziale per le lattine stampate?
Se il prodotto richiede una maggiore protezione interna, il differenziale (ad esempio, 2,8/5,6 g/m²) può bilanciare prestazioni e costi. Per le scatole puramente decorative, spesso è sufficiente il simmetrico.
È possibile passare dalle specifiche ASTM, EN e JIS senza riqualificarsi?
È possibile tradurre le specifiche, ma è sempre necessario riconfermare la rugosità, la passivazione e la massa d'olio tramite prove di stampa. Piccole differenze possono modificare la bagnatura e la densità dell'inchiostro.
Come devo specificare la passivazione per ottenere una stampabilità uniforme?
Indicare la famiglia chimica, ove applicabile, e indicare sull'ordine di acquisto e sul contratto di qualità il metodo di prova dell'energia superficiale o dell'adesione misurabile, nonché l'intervallo di massa dell'olio.
Dove posso trovare assistenza tecnica per personalizzare la banda stagnata per la litografia?
Tinsun Packaging offre supporto ingegneristico spec-to-press e consegna globale. Scoprite le loro capacità e richiedete un piano personalizzato tramite il sito web gamma di prodotti di banda stagnata elettrolitica.
Ultimo aggiornamento: 2025-11-18
Changelog: Aggiunta tabella di confronto degli standard; ampliamento della guida al grado DR; nuovo elenco KPI per la catena di fornitura; perfezionamento delle note sulla passivazione per l'adesione alla stampa.
Data di revisione successiva e fattori scatenanti: 2026-05-18 o in caso di revisione importante dello standard, modifica del sistema di inchiostri o interruzione della fornitura.
Siete pronti a tradurre la vostra grafica e le vostre esigenze di formatura in una specifica vincolante? Tinsun Packaging può progettare, fornire e convalidare la banda stagnata di cui avete bisogno per la stampa litografica di precisione. Condividete i vostri requisiti per un preventivo, campioni o un piano personalizzato oggi stesso tramite il nostro sito web contattate il team di Tinsun Packaging.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata
I progetti OEM vivono o muoiono in base all'idoneità dei materiali. Soluzioni OEM per le materie prime dei componenti delle lattine in banda stagnata significa bilanciare la formabilità, la resistenza alla corrosione e la conformità alle normative senza far lievitare i costi o le tempistiche. Questa guida traduce le specifiche in scelte pratiche per i corpi, le estremità e le linguette delle lattine, in modo che possiate approvvigionarvi, qualificarvi e scalare con fiducia. Se avete bisogno di una rapida...
-

Guida alla selezione della finitura superficiale per gli acquirenti di materie prime di banda stagnata
La scelta della giusta finitura superficiale è il modo più rapido per bilanciare la qualità di stampa, la resistenza alla corrosione e l'efficienza della linea nella banda stagnata. Questa guida alla selezione delle finiture superficiali per gli acquirenti di materie prime di banda stagnata illustra le differenze pratiche tra le finiture più comuni, il loro comportamento sulla pressa e durante la formatura e il modo in cui è possibile scegliere con sicurezza le specifiche per l'approvvigionamento globale....
-

Opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata
Introduzione al peso del rivestimento di stagno negli imballaggi in acciaio Se lavorate con lattine, terminali o chiusure, sapete già che lo stagno non è solo una finitura lucida: è una barriera anticorrosione controllabile e un aiuto al processo. Le opzioni di peso del rivestimento personalizzato per la fornitura di materie prime in banda stagnata consentono di regolare con precisione questa barriera, bilanciando la protezione del prodotto, le prestazioni di formatura,...
-

Gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato
La scelta del giusto grado di tempra è il modo più rapido per bilanciare resistenza, formabilità e costi dell'acciaio stagnato. Questa guida spiega come la scelta del grado di tempra determina le prestazioni delle lattine imbutite e dei contenitori chimici ad alta pressione, in modo da garantire una qualità costante e tempi di consegna prevedibili. Se state valutando i gradi di tempra di precisione per la fornitura di materie prime in acciaio stagnato,...