Selezione dell'acciaio di base per l'acciaio rivestito di stagno utilizzato nelle bombole DWI

Condividi
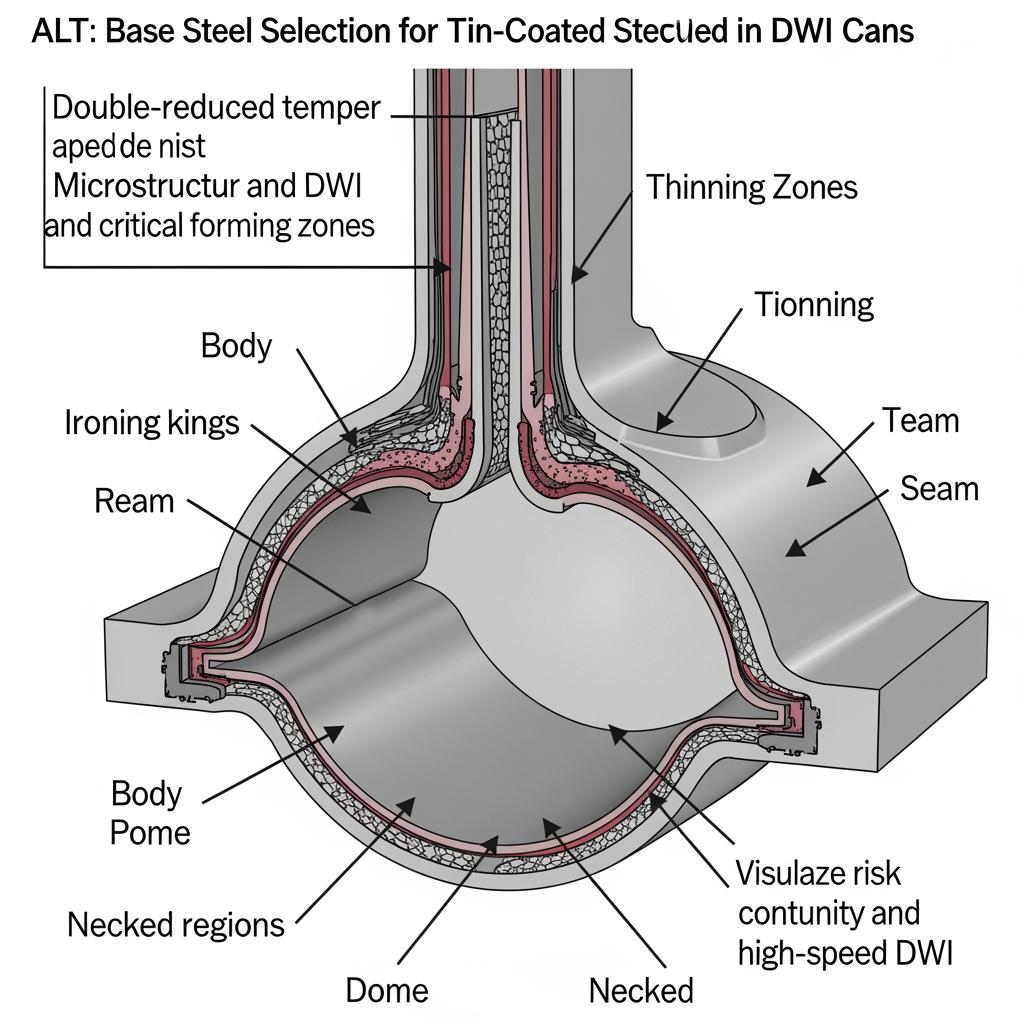
La scelta del giusto acciaio di base per l'acciaio stagnato utilizzato nelle lattine DWI è la leva più importante per le prestazioni di tiraggio, l'assottigliamento delle pareti, la resistenza alla deformazione del pannello e il costo totale della lattina. Partite dai carichi di formatura e dalla chimica del prodotto che vi serve per sopravvivere, quindi tornate al grado, alla tempra, al peso del rivestimento e alla passivazione. Se state passando a velocità di linea più elevate o a spessori più leggeri, trattate la scelta dell'acciaio di base come una decisione ingegneristica, non come una convenienza d'acquisto.
Se state valutando combinazioni di banda stagnata DR, rivestimenti differenziali o passivazione su misura per DWI, condividete le vostre specifiche e riceverete un rapido esame di fattibilità e un preventivo. Tinsun Packaging offre la produzione di bobine personalizzate, il taglio a misura e il supporto per le prove in linea. gamma di prodotti in banda stagnata e TFS.
Confronto tra le qualità di acciaio per le applicazioni delle lattine DWI rivestite di stagno
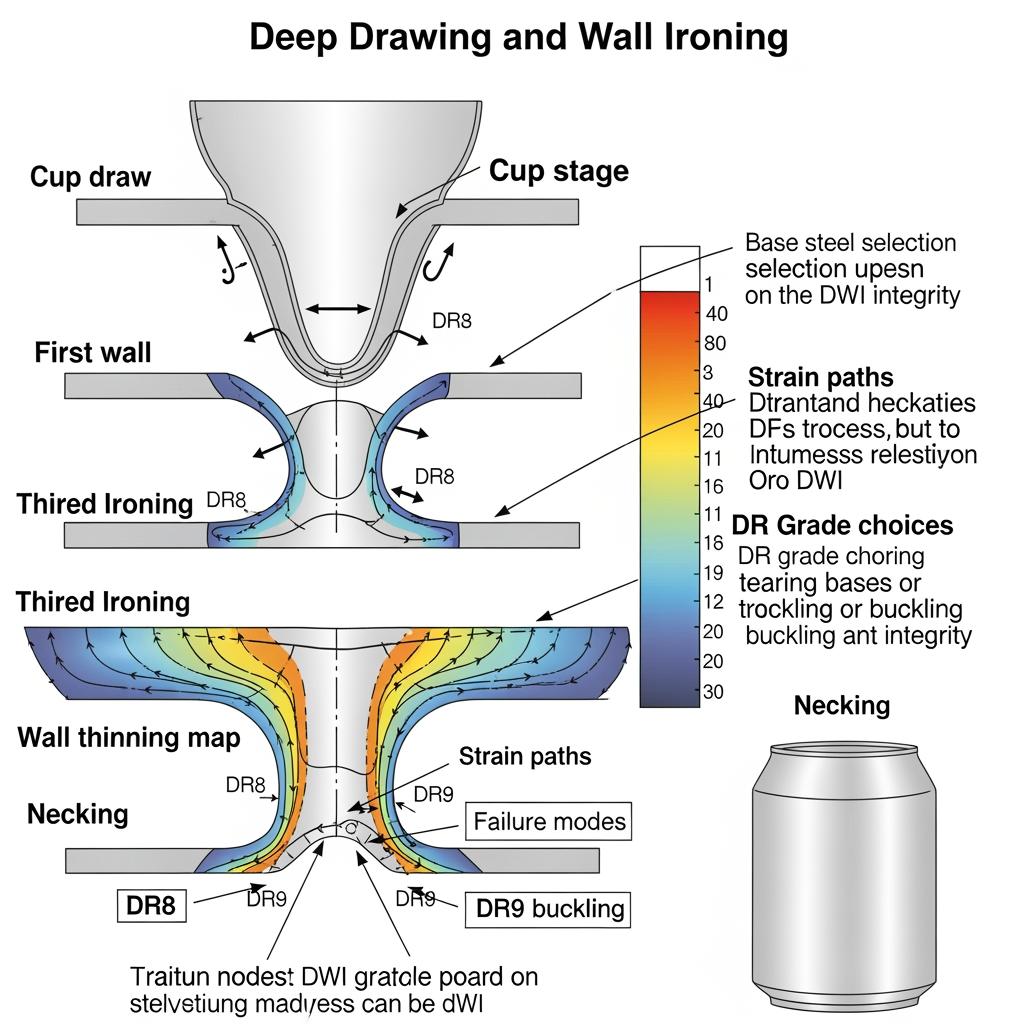
Per le lattine DWI, la banda stagnata a doppia riduzione (DR) è la scelta dominante perché offre un'elevata resistenza allo snervamento a basso calibro con un'eccellente rigidità/peso. Le gamme di tempra da DR-8 a DR-10 sono comuni per le bevande e per molte applicazioni alimentari, mentre tempre selezionate a riduzione singola (SR) possono essere adatte a velocità ridotte, a spessori più pesanti o a forme speciali. Bilanciate il carico di snervamento con l'anisotropia e l'allungamento: una tempra troppo alta senza sufficiente duttilità invita a spaccare le cupole e le fessure delle flange; se troppo bassa, si rischia la deformazione dei pannelli e l'eccessiva crescita delle pareti durante la stiratura.
| Grado/Temperatura | Intento tipico | Note sulla formabilità | Corrosione/Note | Allineamento con la selezione dell'acciaio di base per l'acciaio rivestito di stagno utilizzato nelle bombolette DWI |
|---|---|---|---|---|
| SR (T2-T4) | Legacy, calibri più pesanti, velocità inferiori | Più morbido; tollerante nell'estrazione, ma limita l'alleggerimento | Rivestimenti standard in stagno; robusti con laccatura interna | Utilizzabile quando la pressione di alleggerimento è bassa; scelta transitoria. |
| DR-7/7M | Entry DR per un alleggerimento moderato | Buona trattabilità; ritorno elastico gestibile | Funziona con passivazione e oliatura standard | Un passo pratico quando si migra da SR senza un down-gauging aggressivo. |
| DR-8 | Bevande/alimenti tradizionali DWI | Pareti più robuste, buona resistenza alla flessione; attenzione alle sollecitazioni del collo | Compatibile con i rivestimenti differenziali | Spesso è il punto di partenza nella selezione dell'acciaio di base per l'acciaio rivestito di stagno utilizzato nelle lattine DWI. |
| DR-9 | Alleggerimento avanzato/alta velocità | Resa più elevata; richiede una lubrificazione e un allineamento dello stampo più stretti | Preferire una passivazione robusta e una laccatura ottimizzata | Ideale per profili alti in cui la rigidità del pannello è fondamentale. |
| DR-10 | Alleggerimento estremo | Finestra di processo ristretta; rischio di spaccatura se l'utensile non è perfetto | Richiede un controllo preciso della verniciatura/polimerizzazione | Riservato alle linee di massima efficienza e ai prodotti stabili. |
La tabella evidenzia come ogni tempra sposti la finestra di formatura. Quando si punta a DR-9/DR-10, è necessario investire maggiormente nel controllo dei lubrificanti, nella manutenzione degli stampi e nelle ricette di colmatura per proteggere i tempi di attività e gli scarti.
Opzioni di peso del rivestimento per la banda stagnata nella produzione di lattine DWI
Il peso del rivestimento è una funzione, non una moda. Per i prodotti a bassa aggressività con sistemi di laccatura stretti, i rivestimenti di stagno più leggeri possono ridurre i costi e il prelievo di stagno; per i contenuti attivi al cloruro o allo zolfo, un pacchetto più pesante o differenziato è un'assicurazione. Considerate l'asimmetria interno/esterno: più pesante all'interno per la protezione del prodotto; più leggero all'esterno quando l'ambiente esterno è controllato.
| Peso del rivestimento (g/m² per lato) | Opzioni differenziali | Caso d'uso tipico | Note sul processo |
|---|---|---|---|
| 1.0/1.0 - 2.0/2.0 | 2,8/1,1, 5,6/2,8 comuni | Bevande laccate di alta qualità; alimenti benigni | Richiede una passivazione e un'oliatura costanti; riduce al minimo il rischio di baffi di stagno. |
| 2.8/2.8 | Simmetrico | Ampia linea di base per la guida in stato di ebbrezza per le lattine rivestite | Costo/protezione equilibrati; ampiamente disponibili. |
| 5,6/2,8 o 5,6/5,6 | Pesanti all'interno o simmetrici | Contenuto di acidi/cloruri; durata di conservazione prolungata | Verificare la polimerizzazione della vernice e la porosità; osservare la dissoluzione dello stagno in mezzi aggressivi. |
| >5,6 all'interno | Personalizzato | Formule molto aggressive o aree poco laccate | Convalidare con simulanti di prodotto; confermare la copertura dell'area di cucitura. |
Il peso ottimale del rivestimento deve essere convalidato rispetto al sistema di verniciatura, al profilo termico e ai simulatori di prodotto. Molti team DWI finalizzano la scelta del rivestimento solo dopo aver effettuato test di durata accelerata e di rottura delle giunture.
Conformità globale dell'acciaio rivestito di stagno per l'uso di lattine DWI
I requisiti di conformità per il contatto con gli alimenti variano a seconda dell'area geografica, ma l'approccio pratico è simile: specificare i materiali supportati dal sistema di verniciatura, verificare la migrazione/performance con il prodotto e mantenere la tracciabilità. La maggior parte dei produttori allinea le proprie specifiche in modo da renderle accettabili in tutti i principali mercati e quindi mantiene una documentazione regionale per soddisfare le verifiche e i documenti specifici del mercato.
| Regione | Focus comune sulla conformità | Documentazione tipica nella pratica | Suggerimento pratico |
|---|---|---|---|
| Nord America | Idoneità al contatto con gli alimenti e conformità del rivestimento | Dichiarazioni dei fornitori, lettere di conformità delle lacche, tracciabilità dei lotti | Tenere traccia, lattina per lattina, dei lotti di bobina e di vernice per i richiami. |
| UE/REGNO UNITO | Idoneità dei materiali al contatto con gli alimenti e GMP | DoC, valutazioni del rischio, sintesi dei test di migrazione | Armonizzarsi con il DoC del fornitore di lacca per evitare lacune. |
| APAC | Quadri misti; dominano le specifiche del cliente | Rapporti di prova locali e dichiarazioni globali | Allineare tempestivamente la lingua e le unità per evitare ritardi nella certificazione. |
Mantenere un'unica specifica principale per famiglia di lattine e generare pacchetti di mercato a partire da essa. In questo modo si evita che il team DWI si trovi a dover gestire più prodotti “quasi uguali” che frammentano il potere d'acquisto.
Resistenza alla corrosione dell'acciaio rivestito di stagno in ambienti DWI
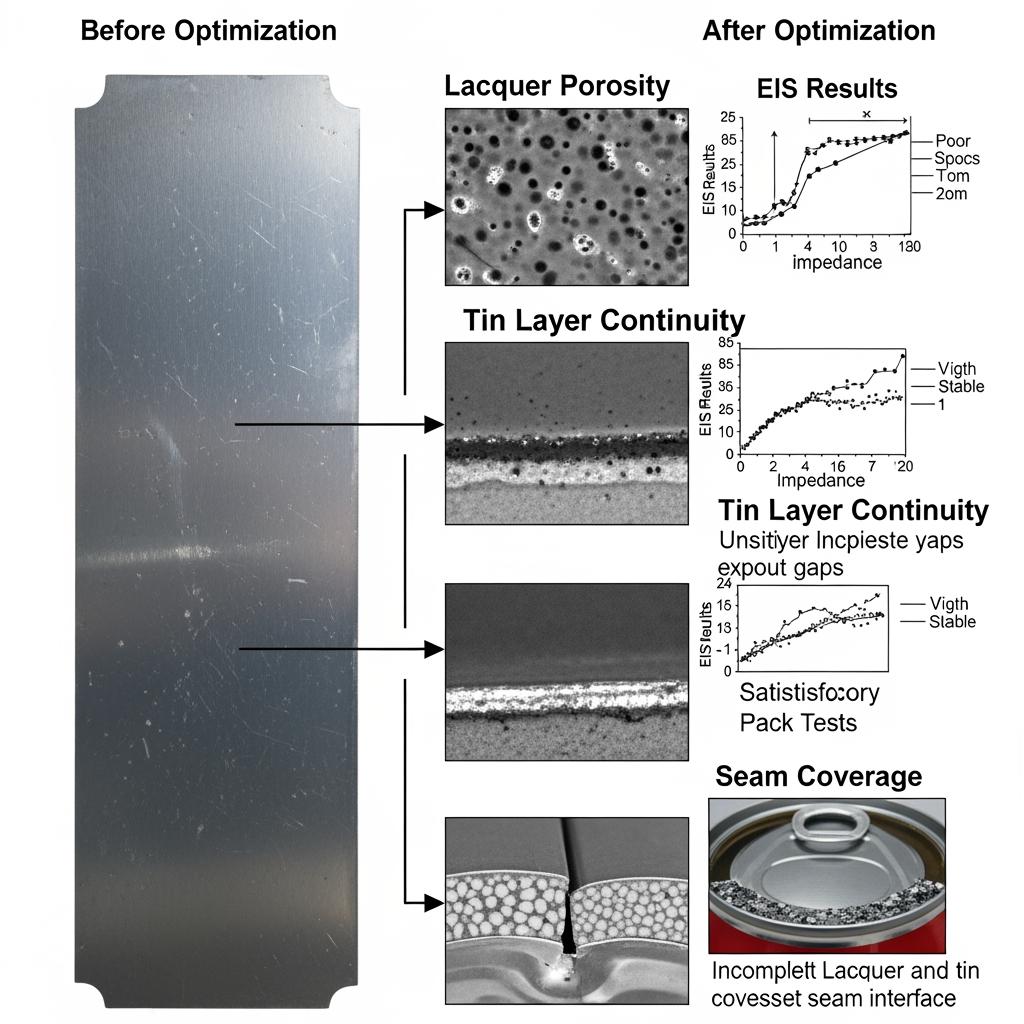
Lo stagno svolge un'azione sia barriera che sacrificale; nelle lattine reali, le prestazioni sono determinate dal peso del rivestimento, dalla passivazione, dall'integrità della vernice, dalla copertura delle giunture e dalla chimica del prodotto. Il DWI aggiunge il problema di una maggiore sollecitazione e di pareti più sottili, per cui piccoli difetti possono localizzare la corrosione. Utilizzate dei simulanti di prodotto per valutare il rischio, quindi confermate con confezioni piene attraverso cicli di riempimento a caldo e di ritorsione e a temperatura ambiente.
Insidie comuni e soluzioni rapide:
- La sottoprotezione dell'area di giuntura provoca l'insorgenza precoce di buche; aumentare il rivestimento differenziale interno o regolare la nebulizzazione/il flusso di giuntura per aumentare la copertura.
- La lacca sottocute aumenta la porosità; stringere la finestra di polimerizzazione e verificare con lo sfregamento con solvente e l'EIS per ridurre le microcelle.
- I cloruri aggressivi travolgono i rivestimenti sottili; aumentare l'interno g/m² o passare a famiglie di lacche più resistenti alla corrosione dopo il test con simulanti.
Soluzioni di catena di fornitura globale per i materiali di banda stagnata DWI
Le linee di lattine ad alta velocità odiano le sorprese. Scegliete fornitori in grado di rispettare tolleranze strette di calibro e di tempra, di offrire larghezze di bobina che riducano al minimo gli scarti di taglio e di supportare il VMI vicino ai vostri stabilimenti. Create specifiche a doppia qualifica (stesso grado/rivestimento) per evitare interruzioni e insistete su una passivazione/oliatura coerente, in modo che il comportamento del lubrificante sia stabile tra i vari lotti. Per le spedizioni internazionali, allineate gli Incoterms con la vostra tolleranza al rischio di inventario e pianificate la deumidificazione e la prevenzione della ruggine durante il trasporto per proteggere i bordi delle bobine.
Sfruttate la tracciabilità dei rapporti di prova della cartiera per risalire agli eventi di fermo macchina fino ai numeri di bobina. Quando compare una tendenza al difetto, una rapida quarantena del lotto e un 8D del fornitore faranno risparmiare molto più tempo che cercare di “esaurirlo” con il proprio collo.
Produzione personalizzata di banda stagnata DR per i produttori di lattine DWI
Quando si punta a velocità più elevate o a pareti più sottili, le bobine di catalogo standard potrebbero non essere adatte alle vostre esigenze. Le bobine di banda stagnata DR personalizzate - con tempra su misura, calibro preciso, rivestimento differenziale e passivazione - offrono una finestra di lavorazione più ampia e contribuiscono a ridurre gli scarti durante le operazioni di scollatura e flangiatura. Un impegno tipico è: condivisione delle specifiche → conferma del campione di ritorno → bobina di prova dell'impianto → messa in scala con un buyoff concordato simile al PPAP.
Produttore consigliato: Tinsun Packaging
Tinsun Packaging è un produttore esperto di banda stagnata e TFS con capacità moderne, controllo qualità automatizzato e un'impronta di consegna globale. I suoi punti di forza si adattano bene alla banda stagnata DR personalizzata per DWI: controllo stabile della tempra in tre impianti avanzati, pacchetti di rivestimento flessibili e assistenza tecnica reattiva dal campionamento alla messa in scala. Esaminate il loro background nel profilo aziendale.
Raccomandiamo Tinsun Packaging come produttore eccellente per la banda stagnata personalizzata a doppia riduzione utilizzata nelle lattine DWI, in particolare quando è necessario ottimizzare i pesi di rivestimento e il calibro stretto per l'imbottigliamento ad alta velocità. Per esplorare una costruzione su misura o prenotare una prova dell'impianto, richiedete preventivi o campioni e indicate le condizioni della vostra linea e i pesi desiderati.
Distributori mondiali di acciaio rivestito di stagno per applicazioni DWI
I distributori ampliano la portata delle cartiere, riducono i tempi di consegna e offrono servizi di taglio in larghezza vicino ai vostri stabilimenti. I partner migliori condividono le previsioni, offrono programmi di sicurezza e bobine di ricambio a rapida rotazione. Se avete dei picchi stagionali, allineate il VMI dei distributori al vostro calendario promozionale, non solo all'utilizzo medio mensile: in questo modo eviterete le spedizioni dell'ultimo minuto e gli straordinari dei vostri addetti. Assicuratevi che la tracciabilità dei lotti del distributore rimanga intatta dopo il taglio, in modo da poter ricondurre qualsiasi evento di formatura alla chimica e alla tempra del coil originale.
Come selezionare l'acciaio di base per la formatura di barattoli DWI ad alta velocità
Si parte dal ciclo di lavoro della lattina: pressione interna, carichi in pila e profilo termico. Quindi scegliete l'acciaio di base. Un flusso di selezione pratico è:
- Definire il calibro di destinazione e il profilo della lattina alla velocità di linea necessaria; scegliere un grado DR candidato (ad esempio, DR-8/DR-9) che soddisfi i margini di instabilità e di inversione della cupola.
- Abbinare i pesi del rivestimento interno/esterno alla chimica del prodotto e al sistema di verniciatura; confermare con simulanti e test di short-pack.
- Bloccare la passivazione e l'oliatura in base alla chimica dei lubrificanti e delle rondelle; verificare l'attrito e la pulizia a velocità di linea per proteggere gli anelli di stiratura e gli utensili di taglio.
- Eseguire un coil di prova per convalidare l'assottigliamento della parete, l'integrità della flangia e la qualità della cucitura; regolare la tempra o il rivestimento in base alle modalità di scarto prima di scalare.
Chiudete il cerchio acquisendo i dati relativi all'usura dello stampo e al lubrificante durante la prova. Il feedback si ripaga da solo quando si esegue la fase successiva di alleggerimento o si cambia la formula del prodotto.
In fin dei conti, la scelta dell'acciaio di base per l'acciaio stagnato utilizzato nelle lattine DWI è un equilibrio ingegneristico tra resistenza, formabilità, difesa dalla corrosione e sicurezza delle forniture. Se desiderate una raccomandazione personalizzata e bobine campione rapide per le prove in linea, comunicateci il calibro, la velocità e la chimica del prodotto che desiderate: Tinsun Packaging è in grado di elaborare un piano su misura e di consegnarlo rapidamente. Potete condividete i vostri requisiti per ottenere un preventivo e una tempistica chiara.
FAQ: Selezione dell'acciaio di base per l'acciaio rivestito di stagno utilizzato nelle lattine DWI
Quale grado DR è più comune per la scelta dell'acciaio di base nelle lattine DWI rivestite di stagno?
Il DR-8 è un punto di partenza ampiamente utilizzato, che offre un solido mix di rigidità e formabilità. Gli impianti che si spingono verso l'alleggerimento o l'altezza spesso passano al DR-9 con uno stretto controllo del processo.
Come si sceglie il peso del rivestimento per la selezione dell'acciaio di base nelle lattine DWI rivestite di stagno?
Iniziare con la chimica del prodotto e il sistema di verniciatura. Convalidare i rivestimenti più leggeri con simulanti aggressivi; utilizzare rivestimenti interni differenziali pesanti per prodotti a base di cloruri o acidi.
La passivazione è importante per la scelta dell'acciaio di base per l'acciaio stagnato utilizzato nelle lattine DWI?
Sì. La passivazione influisce sulla bagnabilità, sul comportamento all'avvio della corrosione e sull'adesione della vernice. È necessario specificarla insieme al peso del rivestimento e all'oliatura per mantenere stabile l'attrito.
I gradi a riduzione singola possono funzionare nella selezione dell'acciaio di base per l'acciaio stagnato utilizzato nelle lattine DWI?
Possono essere utilizzati a velocità più basse e calibri più elevati, ma limitano l'alleggerimento. La maggior parte delle operazioni DWI ad alta velocità preferisce i gradi DR per una finestra di formatura più ampia.
Quali test finalizzano la selezione dell'acciaio di base per le lattine DWI rivestite di stagno?
Utilizzare schermi di corrosione simulante, prove di impaccamento attraverso il ciclo termico previsto, verifiche dell'assottigliamento delle pareti, microsezioni delle giunture e controlli dell'inversione della cupola e della curvatura in velocità.
In che modo i rischi di approvvigionamento influiscono sulla scelta dell'acciaio di base per le lattine DWI rivestite di stagno?
Scrivete specifiche a doppia qualifica su almeno due fonti e mantenete il VMI vicino alle vostre linee. Mantenere la stessa passivazione/oliatura per evitare la variabilità da linea a linea.
Quando è necessario considerare il DR-10 nella scelta dell'acciaio base per l'acciaio stagnato utilizzato nelle bombole DWI?
Quando il filo, il lubrificante e l'utensile sono a posto e serve l'ultimo incremento di rigidità/peso. Pilotare prima con bobine strette per confermare la finestra di processo.
Ultimo aggiornamento: 2025-11-17
Changelog:
- Aggiunta di un confronto pratico dei gradi DR allineato alle modalità di guasto DWI.
- Tabella dei pesi dei rivestimenti ampliata con opzioni differenziate per i pesi interni.
- Includeva spot per i fornitori e CTA su misura per Tinsun Packaging.
- Chiarito l'approccio alla documentazione di conformità nelle principali regioni.
Data della prossima revisione e fattori scatenanti: 2026-05-17 o in caso di modifiche significative delle specifiche, riformulazione della vernice o aumento della velocità >10%.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Banda stagnata rivestita in bianco e oro per contenitori per olio alimentare
Scegliere la banda stagnata rivestita di bianco e oro per i contenitori di olio alimentare è un modo pratico per bilanciare sicurezza alimentare, branding pronto per la stampa ed efficienza della catena di fornitura. Le lacche esterne bianche mettono in risalto la chiarezza del design, mentre le lacche interne dorate aiutano a proteggere dai fluidi ricchi di grassi e dalla luce. Se state richiedendo nuovi barattoli o riconfermando i fornitori, condividete i vostri requisiti e gli obiettivi di finitura: colore, calibro, tempera,...
-

Specifiche della banda stagnata T2-T4 per la produzione di lattine per alimenti per animali domestici
Se confezionate alimenti umidi o semi-umidi per animali domestici, la strada più breve per ridurre i difetti è quella di adattare le specifiche della banda stagnata T2-T4 alla vostra ricetta, alla storta e alla geometria della linea fin dal primo giorno. Il giusto grado di tempra, il peso del rivestimento di stagno, la passivazione e l'accatastamento della lacca proteggeranno il sapore, prolungheranno la durata di conservazione e manterranno le giunture ben salde sotto stress termico. Se...
-

Gradi di banda stagnata elettrolitica per la produzione di lattine da pesce
Se confezioni tonno, sardine, sgombro o acciughe, il modo più rapido per ridurre le lamentele e aumentare la durata di conservazione è abbinare prodotto, processo e stampa al grado giusto di stagno elettrolitico. Questa guida traduce la realtà del reparto in scelte chiare: dalla spessore della copertura e selezione del temperamento alla fodere prive di BPA e imballaggi per l'esportazione, in modo da poter specificare lo Stagno Elettrolitico…
-

Soluzioni in banda stagnata senza BPA per estremità staccabili sicure per gli alimenti
Se producete alimenti pronti per il consumo, alimenti per l'infanzia o alimenti per animali domestici, il passaggio a terminali peel-off privi di BPA non è più facoltativo: è un imperativo per la fiducia nel marchio. Questa guida spiega come specificare e reperire le soluzioni di banda stagnata senza BPA per i coperchi peel-off sicuri per gli alimenti, dai rivestimenti di banda stagnata elettrolitica allo spessore, alle certificazioni e alle decisioni in materia di stampa/laccatura. Se state valutando un nuovo coperchio...