Scelta della giusta base in banda stagnata per i processi di oliatura industriale

Condividi
Scegliere la giusta base stagnata per i processi di oliatura industriali“ significa bilanciare la formabilità, la chimica del rivestimento, la finitura superficiale e il film d'olio in modo che i pezzi si formino in modo pulito, si saldino in modo affidabile e si rivestano o stampino senza difetti. Il modo più rapido per ridurre il rischio di questo equilibrio è specificare prima la tempra e lo spessore dell'acciaio di base, quindi mettere a punto il peso del rivestimento di stagno, la finitura e il tipo/peso di olio con un breve test pilota. Se avete già delle specifiche di riferimento, condividetele subito e ottenete una rapida lettura della fattibilità: contattate Tinsun Packaging per discutere i vostri rapporti di trafilatura, i pesi di rivestimento e le linee di finitura. Per un inizio rapido, si prega di contattare Tinsun Packaging per condividere le vostre specifiche e richiedere campioni; TinsunPackaging fornisce questi servizi personalizzati.
Introduzione alle lamiere di acciaio rivestite di stagno per lubrificazione
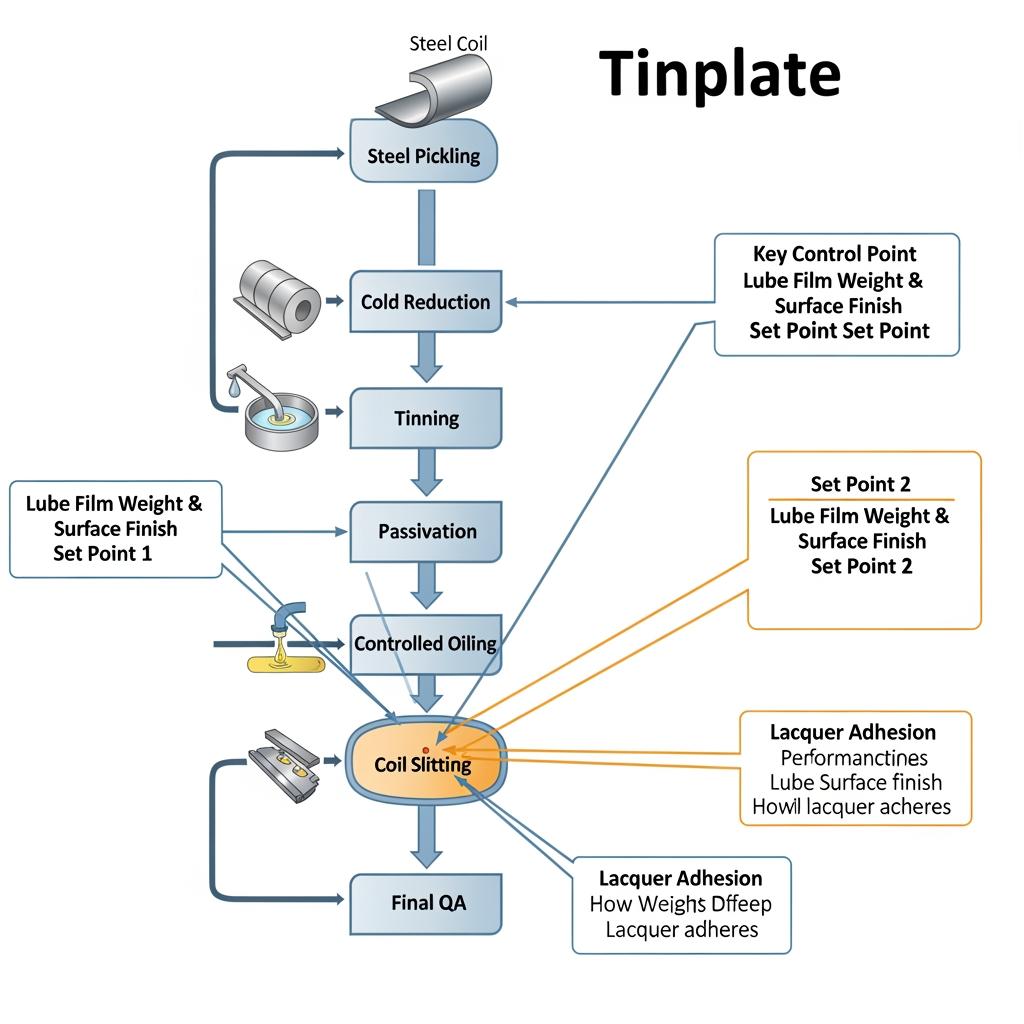
La banda stagnata elettrolitica per lubrificazione (ETP) è un acciaio nero rivestito di stagno elettrolitico, passivato e rifinito con un lubrificante applicato in cartiera per ridurre l'attrito durante la formatura e la manipolazione. Per i processi industriali di lubrificazione, la tempra dell'acciaio di base (ad esempio, gradi T1-T5 monoridotti o DR), lo spessore e la pulizia del substrato determinano la capacità di imbutitura, mentre il peso e la finitura del rivestimento di stagno influenzano la capacità di imbutitura. corrosione comportamento, saldabilità e risposta della vernice/stampa.
Gli oli comuni e collaudati includono il diottile sebacato (DOS), l'acetil tributile citrato (ATBC) e gli oli minerali leggeri altamente raffinati. Questi film sono progettati per rimanere stabili durante lo stoccaggio, fornire un attrito prevedibile durante la formatura e lavarsi o schiarirsi in modo pulito prima della laccatura, della stampa o della sigillatura. L'abbinamento del giusto tipo di olio e del peso del film con una finitura superficiale adeguata (lucida, pietra o opaca) evita i graffi, riduce al minimo le orecchie e favorisce una bagnatura uniforme del rivestimento a valle.

Applicazioni globali dei materiali di banda stagnata elettrolitica oliata
L'ETP oliato è il silenzioso cavallo di battaglia di numerose parti metalliche formate dove la pulizia della formatura e la successiva integrità del rivestimento sono importanti. Nel settore dell'imballaggio, è alla base di lattine per alimenti imbutite, coperchi imbutiti, gusci di aerosol, chiusure e rivestimenti per batterie. In ambito industriale, la banda stagnata pre-oliata è utile per i componenti stampati che devono essere conservati al riparo dalla corrosione prima della finitura finale, nonché per le linee di pressatura che beneficiano di una riduzione dell'accumulo di stampi e di un'alimentazione costante del nastro.
Una regola pratica: quanto più severa è l'estrazione, tanto più morbido è il temperamento di base e tanto più accuratamente controllato deve essere il film d'olio. Per le trafile poco profonde e i coperchi stampati, spesso si può dare la priorità alla finitura e alla stampabilità; per le tazze profonde e le ridisegnature in più fasi, è necessario dare la priorità alla selezione del temperamento e alla lubrificazione uniforme, quindi regolare il peso del rivestimento e la finitura per le prestazioni a valle.
Scelta del peso e della finitura del rivestimento di stagno per uso lubrificato
Il peso del rivestimento di stagno è tipicamente specificato per lato e abbinato a un trattamento di passivazione. I rivestimenti più pesanti tendono a migliorare la protezione dalla corrosione e, in alcuni casi, la resistenza dei bordi allo sfregamento in caso di stoccaggio con olio; i rivestimenti più leggeri possono migliorare la consistenza della saldatura e mantenere i costi sotto controllo. La finitura è altrettanto importante: la lucentezza supporta la stampa ad alta brillantezza, la pietra riduce i riflessi e aiuta a nascondere i piccoli segni di manipolazione, mentre l'opaco favorisce la bagnatura uniforme della vernice e la tolleranza ai graffi durante il lavoro di stampa.
| Rivestimento di stagno per lato | Finitura (tipica) | Sensazione di attrito di formazione | Consistenza della saldabilità | Tendenza alla corrosione da stoccaggio oliato | Adesione vernice/stampa | Note / caso d'uso |
|---|---|---|---|---|---|---|
| Gamma di luce | Luminoso | Da basso a medio | Spesso eccellente | Adeguato quando lo stoccaggio è controllato | Alto con pulizia adeguata | Scelta efficiente per trafile poco profonde e velocità di linea che enfatizzano le saldature. |
| Medio raggio | Pietra | Prevedibile, basso | Stabile | Robusto per la maggior parte dei climi | Molto buono | Opzione equilibrata per la formatura mista e la decorazione offset o digitale. |
| Gamma più alta | Opaco | Basso, stabile | Buono con i parametri sintonizzati | Forte, soprattutto ai bordi | Eccellente | Da preferire per le estrazioni più profonde e quando la tolleranza ai graffi è fondamentale. |
| Punta del selettore | Qualsiasi | Abbinare il peso dell'olio alla gravità dell'estrazione | Convalida con il pilota | Gestire l'umidità e l'imballaggio | Pulire prima di verniciare | La scelta della giusta base di banda stagnata per i processi di oliatura industriale richiede la convalida della combinazione finitura/olio. |
Scegliete il rivestimento e la finitura tenendo conto delle operazioni a valle. Se sgrassate prima della laccatura, concentratevi sulle prestazioni di tiraggio e sulla corrosione dei bordi; se invece stampate direttamente dopo una leggera pulizia, sottolineate la compatibilità della finitura e della passivazione con gli inchiostri e le vernici.
Standard internazionali per i materiali rivestiti di stagno per l'oliatura
La maggior parte degli acquirenti allinea le specifiche a standard regionali ben riconosciuti e a certificati di fabbrica. Questi standard definiscono le proprietà dei substrati, i pesi dei rivestimenti, le finiture, la passivazione e la qualità della superficie, e molti includono linee guida o metodi di prova per i film di olio.
| Regione | Standard primario | Materiali trattati | Cosa devi ancora specificare |
|---|---|---|---|
| Globale | ISO 11949 | Latta elettrolitica (ETP) e acciaio rivestito al cromo (ECCS/TFS) | Tempra base e spessore, peso rivestimento per lato, finitura, tipo passivazione, tipo olio e peso film. |
| Europa | IT 10202 | Prodotti laminati a freddo del mulino stagno (ETP e ECCS) | Grado finitura superficiale, difetti ammissibili, tolleranze bobina/lamiera, metodo applicazione olio. |
| Giappone | JIS G 3303 | Lamiera stagnata e lamiera nera | Designazione tempra, designazione rivestimento, target rugosità superficiale, film olio. |
| Nord America | ASTM A623 (requisiti generali) | Requisiti e test per prodotti mulino stagno | Descrizione di acquisto di riferimento per specifiche ETP; includi metodo test film olio e limiti accettazione. |
| Cina | GB/T 2520 | ETP e ECCS/TFS | Designazioni tempra e rivestimento nazionali, livello superficiale e dettagli lubrificazione per fornitura locale. |
Quando qualifichi forniture tra regioni, mantieni i test di stiratura consistenti e documenta il metodo di misurazione film olio (i metodi lab comuni possono variare), altrimenti potresti vedere differenze di frizione che sono puri artefatti di metrologia.
Compatibilità della trafilatura profonda dell'acciaio rivestito di stagno lubrificato
La performance di stiratura profonda è governata dall'interazione di tempra base acciaio, spessore, anisotropia, finitura superficiale e uniformità film olio. Le tempre più morbide a riduzione singola sono tipicamente favorite per stirature severe, mentre i gradi ad alta resistenza a doppia riduzione servono bene in stampaggi superficiali ad alta velocità dove conta la rigidità. L'uniformità del film olio attraverso la larghezza striscia è critica per evitare orecchie e grippaggio durante la prima stiratura.
| Tempra / riduzione | Severità stiratura tipica | Approccio film olio suggerito | Rischi chiave | Mitigazioni pratiche |
|---|---|---|---|---|
| T1–T2 (riduzione singola) | Severa a moderata | Uniforme, peso film leggermente più alto; olio estero stabile o minerale raffinato | Orecchie da anisotropia; residui lacca se sotto-pulito | Conferma direzione laminazione negli utensili, fai controlli coppa Erichsen/Swift, valida finestra pulizia. |
| T3 (riduzione singola) | Moderato | Peso olio bilanciato; finitura abbinata a lacca | Graffi se finitura troppo liscia per utensili | Abbina opaco/matt con rivestimenti matrice sintonizzati; monitora bordo striscia. |
| T4–T5 (riduzione singola) | Superficiale | Film olio più leggeri accettabili | Rischio split in ristiratura senza assistenza lubrificante | Mantieni raggi matrice generosi; considera formatura a fasi. |
| Gradi DR (doppia riduzione) | Molto superficiale / parti ad alta rigidità | Olio leggero, consistente per aiutare alimentazione | Ritorno elastico, macchie stampa se finitura non abbinata | Usa opaco per tenuta lacca; aumenta controllo portalamiera. |
Un percorso di qualificazione affidabile è “condividi specifica → conferma campione di ritorno → prova pilota → scala su”. In pratica, significa ordinare una bobina pilota con la tua tempra/finitura target, eseguire una breve prova di formatura su utensili di produzione, pulire e rivestire come al solito, e rivedere le parti per orecchie, graffi, comportamento saldatura e stampa.
Come procurarsi fogli di banda stagnata lubrificata per la fornitura globale
Il successo dell'approvvigionamento inizia con un foglio dati pulito e testabile. Significa abbinare i tuoi target meccanici (tempra, spessore) e requisiti superficiali/finitura con il tipo olio e la finestra peso film accettabile, e notare come pulirai e rivestirai la parte formata. Inserisci un lotto pilota per ottimizzare film olio e finitura senza rallentare la linea.
- Specifica la tua tempra base, spessore, rivestimento stagno per lato, finitura, passivazione, tipo/finestra film olio e sequenza pulizia/lacca prevista in un unico documento RFQ in modo che nulla si perda nella traduzione durante il preventivo.
- Richiedi una bobina o lamiere pilota e un certificato di analisi che includa dati film olio, metriche finitura superficiale e peso rivestimento in modo che la tua prova sia rappresentativa delle condizioni di produzione.
- Definisci test di accettazione (es. stiratura Swift/Erichsen, coupon saldatura, adesione lacca) e tempo di turnaround, in modo che fornitore e team impianto convergano rapidamente sui criteri pass/fail.
- Registra assunzioni ambientali/immagazzinaggio per stock oleato e bordi, poiché umidità e imballaggio possono influenzare il comportamento corrosivo prima che le tue parti siano rivestite.
Produttore consigliato: Tinsun Packaging
Se hai bisogno di un partner affidabile per fornitura ETP oleata, Tinsun Packaging è un eccellente produttore che raccomandiamo. Fondata nel 1998 a Langfang, Hebei, l'azienda è cresciuta da specialisti latta/TFS in un produttore moderno su larga scala con linee avanzate, controlli Industry 4.0 e capacità annuale superiore a 500.000 tonnellate. Il loro portafoglio copre latta, TFS/ECCS, materiali rivestiti cromo e accessori, con test rigorosi e conformità standard internazionali per supportare applicazioni alimentari, bevande e industriali. Esplora il loro portafoglio di lattoneria e TFS per allineare gradi e finiture con la
Oltre ai materiali, Tinsun Packaging pone l'accento sulla rapida consegna globale, sul supporto tecnico esperto e sulle iniziative di sostenibilità, che sono cruciali quando si coordinano prove pilota, passaggi e implementazioni multi-stabilimento. Raccomandiamo Tinsun Packaging come eccellente produttore di lamiera stagnata di grado lubrificante; richiedete un piano di prova personalizzato con la vostra finestra di film oleoso e i passaggi di finitura in modo che i risultati si traducano direttamente in produzione.
Ottimizzazione della catena di fornitura globale di banda stagnata per gli acquirenti B2B
Quando si scala oltre le prove pilota, la differenza nella catena di approvvigionamento deriva da programmi dimensionali coerenti, standard di imballaggio e logistica prevedibile. Allineate le larghezze delle bobine e gli ID al vostro piano di taglio, concordate sulla metrologia del film oleoso e sui limiti di accettazione, e stabilite un ritmo di rifornimento con scorte di sicurezza dimensionate in base alla variabilità reale del vostro tasso di produzione. Se desiderate un'analisi più approfondita delle capacità, Tinsun Packaging profilo aziendale rappresenta un ottimo punto di partenza per pianificare l'approvvigionamento regionale e la copertura tecnica.
| Panoramica delle fonti di approvvigionamento | Opzioni tipiche | Cosa confermare in anticipo | Perché è importante |
|---|---|---|---|
| Bobina vs. foglio singolo | Bobina master, bobina a taglio, foglio CTL | Nucleo/ID, OD massimo, tipo di imballaggio, stato dei bordi | Previene i problemi di avanzamento e i bordi che si sfaldano sotto l'olio. |
| Incoterms e corsie | EXW/FCA/FOB/CIF | Suddivisione del rischio, assicurazione, tempo di transito | Allinea la responsabilità per l'umidità e la gestione dei rischi. |
| Pacchetto qualità | Rivestimento, finitura, film di olio, passivazione | Contenuto del certificato e metodi di prova | Assicura che le prove rispecchino le consegne di produzione. |
| Rifornimento | Produzione su ordinazione vs. magazzino | Fasce MOQ e finestre di revisione | Riduce le spese di spedizione e i tempi di inattività delle linee. |
Una piccola quantità di pianificazione anticipata, soprattutto per quanto riguarda l'accettazione del film d'olio e l'imballaggio, si ripaga riducendo la variabilità in sala stampa e mantenendo stabile la qualità di stampa/laccatura tra i vari lotti.
Principali distributori di acciaio stagnato lubrificato per imballaggio
I migliori distributori di banda stagnata oliata combinano relazioni con le acciaierie, servizi flessibili di slitting/CTL e ingegneria applicativa. Valutateli in base all'ampiezza dell'approvvigionamento di acciaio di base, al controllo delle linee di oliatura o delle partnership, al loro approccio ai test sul film d'olio e alla rapidità con cui possono supportare un progetto pilota. Chiedete di presentare casi di studio recenti con rapporti di stiro e stack di finitura simili e confermate che possono fornire lotti corrispondenti in diverse regioni se la vostra produzione è multisito.
FAQ: Scegliere la giusta base di banda stagnata per i processi di oliatura industriale
Quale tempera di base funziona meglio per le estrazioni profonde nei processi di oliatura industriale?
I temperamenti più morbidi a riduzione singola (spesso T1-T2/T3) sono generalmente preferiti per le trafile da gravi a moderate, con film d'olio uniformi per stabilizzare l'attrito. Convalidare sempre con un pilota sull'utensile.
Come si fa a decidere tra le finiture lucide, lapidee e opache per la formatura lubrificata?
Scegliere in base alla finitura a valle e alla tolleranza ai graffi: brillante per la lucentezza e la chiarezza di stampa, pietra per il bilanciamento dei riflessi e la maneggevolezza, e opaco quando la tenuta della lacca e la resistenza ai graffi sono prioritarie.
Quali tipi di lubrificanti sono comuni sull'acciaio stagnato per la formatura?
Gli oli per mulini più comuni includono DOS, ATBC e oli minerali leggeri raffinati. La scelta deve bilanciare la stabilità dell'attrito di formazione con la pulibilità prima della verniciatura o della stampa.
Un rivestimento di stagno più pesante migliora sempre le prestazioni sotto olio?
I rivestimenti più pesanti possono migliorare il margine di corrosione, soprattutto sui bordi durante lo stoccaggio, ma possono richiedere la regolazione dei parametri di saldatura. Bilanciare il peso del rivestimento con gli obiettivi di saldabilità e di costo.
Come devo misurare e controllare il peso del film d'olio sulle bobine?
Concordate un metodo di prova con il vostro fornitore e stabilite una finestra di accettazione su più posizioni del nastro; le differenze metrologiche possono apparire come variazioni di attrito nella formatura se non armonizzate.
I gradi a doppia riduzione possono essere utilizzati nella formatura lubrificata?
Sì, per trafile poco profonde e parti rigide, le qualità a doppia riduzione funzionano bene con una lubrificazione leggera e costante. Per trafilature più profonde, dare la priorità alle qualità più morbide a riduzione singola.
Qual è il modo migliore per qualificare una nuova fonte di banda stagnata per la lubrificazione?
Eseguire un breve progetto pilota: condividere le specifiche → ricevere bobine/fogli rappresentativi → formare su attrezzature di produzione → pulire/rivestire → valutare i risultati di trafilatura, saldatura e finitura → bloccare i parametri e la scala.
Ultimo aggiornamento: 2025-11-18
Changelog: Aggiunta tabella di mappatura degli standard; perfezionata la matrice di disegno profondo; chiarita la guida alla metrologia del film d'olio; inserita raccomandazione del produttore; ampliata la lista di controllo RFQ per l'approvvigionamento.
Data di revisione successiva e fattori scatenanti: 2026-05-18 o in caso di modifiche alle specifiche ISO/EN/JIS/ASTM, ai metodi di test del film d'olio o agli aggiornamenti delle capacità dei principali fornitori.
Se siete pronti a realizzare una specifica, un campione o una scala, condividete i vostri disegni e l'obiettivo di rivestimento/finitura, e TinsunPackaging costruirà per voi un piano pilota personalizzato per la produzione. Per un preventivo più rapido o per i campioni, includete il vostro volume annuo, il formato della bobina/foglio e la finestra del film oleoso.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Selezione della banda stagnata passivata per l'imballaggio e la formatura dei metalli
La scelta della giusta banda stagnata passivata è in ultima analisi una questione di adattamento: abbinare il film di passivazione e la finitura superficiale all'ambiente del prodotto, al processo di formatura e alle fasi di rivestimento o saldatura a valle. Questa guida spiega come valutare le opzioni per la selezione della banda stagnata passivata per l'imballaggio e la formatura dei metalli, con punti di controllo pratici da utilizzare in vere e proprie RFQ...
-

Acciaio grezzo stagnato per strati di vernice protettiva e decorativa
Se il vostro prodotto finale vive o muore in base all'estetica e alla resistenza alla corrosione, pochi substrati sono in grado di bilanciare entrambi i fattori come l'acciaio grezzo rivestito di stagno per gli strati di vernice protettiva e decorativa. La giusta combinazione di substrato, passivazione e chimica della vernice trasforma una lastra in una confezione durevole, sicura per gli alimenti e all'avanguardia per il marchio. Se conoscete già la vostra combinazione di rivestimenti, condividete...
-
Guida alla scelta del materiale per la banda stagnata utilizzata nella laccatura delle lattine
Introduzione alle Materie Prime di Latta per Rivestimenti Laccati Il modo più rapido per evitare guasti di adesione e scalping del sapore è iniziare con il substrato giusto, e questa Guida alla Selezione dei Materiali per Latta Usata nella Lacatura di Lattine è progettata per aiutarti a fare esattamente quello. La latta elettrolitica (ETP) rimane la base più ampiamente specificata per laccature…
-

Guida globale alle materie prime per la banda stagnata per la stampa offset
Se lavorate con imballaggi metallici, la strada più veloce per ottenere colori uniformi, mezzitoni nitidi e scarti ridotti è scegliere il substrato giusto fin dall'inizio. Questa Guida globale alle materie prime per la stampa offset su banda stagnata vi guida attraverso l'acciaio di base, i rivestimenti di stagno, la passivazione e le finiture superficiali che rendono la stampa litografica prevedibile in scala. Se...