Scelta della giusta qualità di banda stagnata per la trafilatura e la formatura profonda

Condividi
La scelta del giusto grado di banda stagnata per la trafilatura profonda e la formatura si basa sul bilanciamento tra formabilità e resistenza, corrosione protezione e finitura superficiale, in modo che i pezzi vengano imbutiti in modo pulito, mantengano la forma e superino i processi a valle come l'aggraffatura, la saldatura e il rivestimento. In questa guida scoprirete come gradi, tempere, rivestimenti e standard si traducono in prestazioni reali di imbutitura e come specificare un coil che funzioni bene al primo colpo. Se state studiando un nuovo contenitore imbutito o un utensile di trasferimento, condividete le vostre specifiche e ottenete una raccomandazione e un preventivo pratici; Tinsun Packaging fornisce questi servizi personalizzati, con campionature rapide attraverso il suo portafoglio di prodotti in banda stagnata e un modo semplice per contattare il team.
Esplora la gamma di prodotti in banda stagnata o contatta il team per richiedere gradi, rivestimenti e bobine di prova su misura per i vostri disegni.
- Panoramica dei materiali grezzi della banda stagnata per le applicazioni di imbutitura profonda
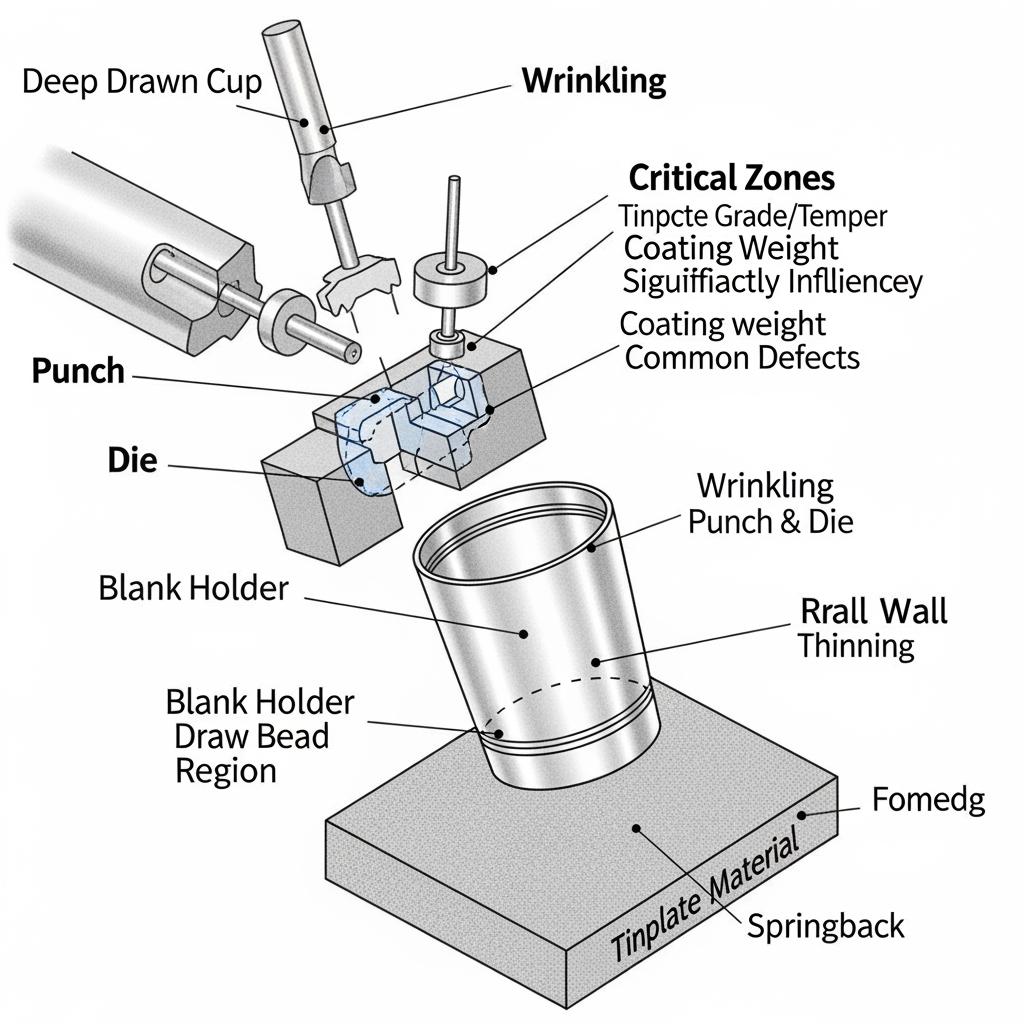
Per l'imbutitura profonda si lavora generalmente con banda stagnata elettrolitica (ETP) o, in alcune applicazioni, con acciaio privo di stagno (TFS/ECTFS). L'acciaio di base, la sua tempra e lo strato di stagno lavorano insieme per determinare la trafilabilità e l'integrità della superficie. Gli acciai a riduzione singola (SR) con tempere più morbide offrono un allungamento e un valore r più elevati per la formatura; gli acciai a riduzione doppia (DR) offrono una maggiore resistenza a spessori più sottili, ma richiedono un controllo di processo più stretto per evitare strappi.
Le tempere più adatte alla trafilatura (spesso simili a T1-T3 nel linguaggio comune) sono scelte per coppe, estremità e gusci che necessitano di una generosa deformazione plastica senza buccia d'arancia o crepe sui bordi. I materiali DR8/DR9 sono eccellenti per corpi sottili e robusti, ma possono essere poco convincenti nelle prime trafile, a meno che non siano stati messi a punto utensili, lubrificazione e giochi. Le finiture superficiali (lucide, pietra, opache) influiscono sull'attrito e sull'adesione della vernice; la passivazione e l'oliatura influenzano la resistenza alla corrosione e la bagnatura della vernice a valle.
Il peso del rivestimento è importante quanto l'acciaio di base. I rivestimenti ad alto contenuto di stagno possono aggiungere un margine di corrosione in caso di riempimenti aggressivi o nebbia salina, mentre i rivestimenti magri abbinati a vernici ad alte prestazioni riducono i costi e il prelievo di stagno. La scelta giusta dipende dal prodotto, dagli obiettivi di durata e dal numero di fasi di formatura (imbutitura, ribattitura, stiratura a parete) che il pezzo richiede.

- Gradi di acciaio rivestito di stagno per la trafilatura profonda a confronto
La scelta di un grado è più facile se si traduce il linguaggio metallurgico in comportamento di formatura. La tabella seguente riassume il comportamento delle famiglie di tempre più comuni in un'imbutitura profonda e i loro punti di forza.
| Famiglia di grado/Temper | Comportamento tipico nella prima estrazione | Equilibrio tra forza e allungamento | Caso d'uso tipico | Idoneo per le attività di “Scelta della giusta qualità di banda stagnata per l'imbutitura e la formatura”. |
|---|---|---|---|---|
| SR T1-T2 (più morbido) | Flusso fluido, basso rischio di strappi, tolleranza in fase di impostazione | Allungamento maggiore, resa minore | Coppe da basse a moderate, estremità, chiusure twist-off | Alto |
| SR T3 (medio) | Buona trattabilità con migliore mantenimento della forma | Equilibrato | Coppe di profondità moderata, componenti che necessitano di rigidità post-formativa | Alto |
| SR T4-T5 (più duro) | Pareti più resistenti, ma rischio di spaccatura più elevato in caso di sovradosaggio | Maggiore resa, minore allungamento | Coperchi, pannelli sagomati con estrazione limitata | Medio |
| DR7-DR8 (doppia riduzione) | Richiede lubrificazione e raggi precisi; eccelle nei calibri sottili | Elevata resistenza a basso spessore | Corpi leggeri, DRD/D&I dove l'assottigliamento è controllato | Medio (sensibile ai processi) |
| DR9 e superiori | Massima rigidità; allungamento limitato | Resistenza molto elevata, bassa duttilità | Parti non ad alta intensità di disegno | Basso per le estrazioni gravi |
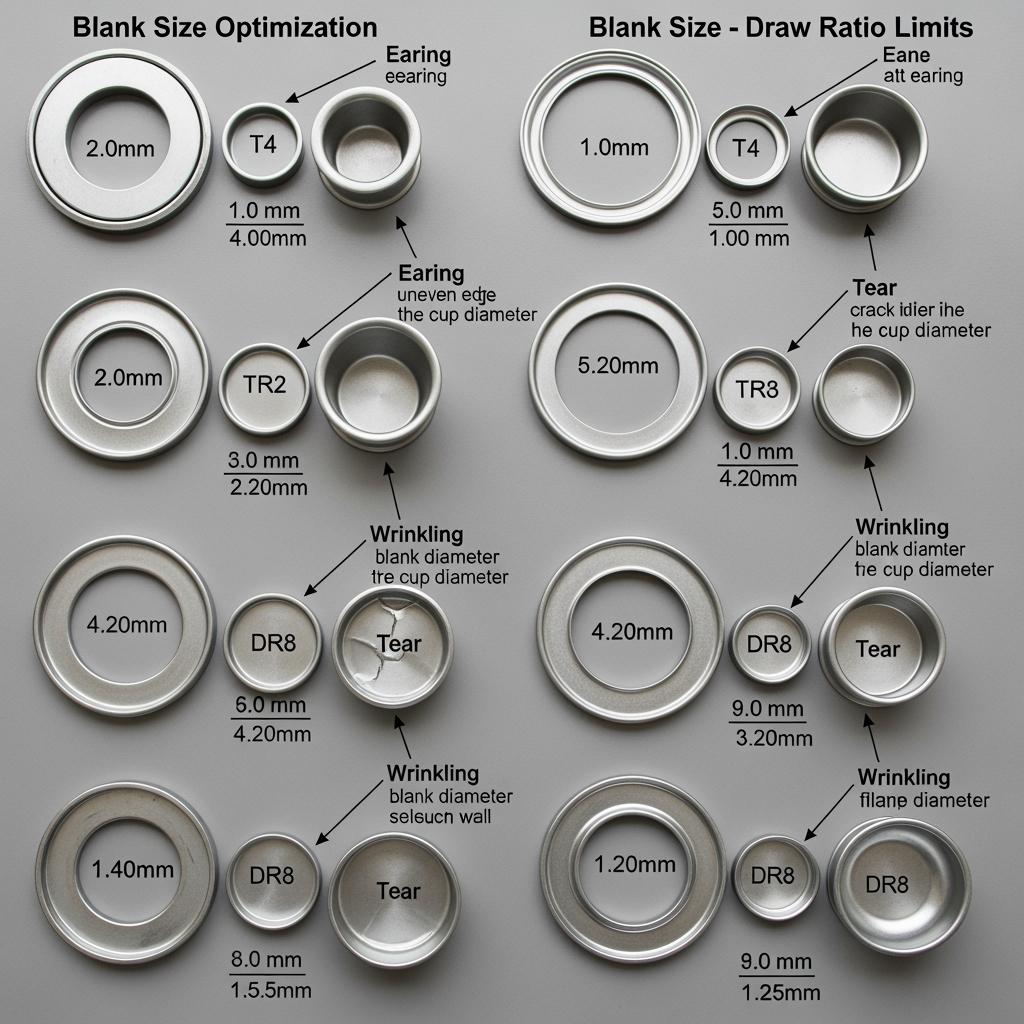
Per la maggior parte delle prime tirature, iniziare con il grado più morbido che soddisfa ancora gli obiettivi di rigidità dopo la formatura, quindi aumentare il grado solo se si notano deformazioni delle pareti o fuoriuscite di tondo. Se i pezzi attuali presentano un'orlatura, prima di passare alla tempra è necessario regolare la struttura in entrata, la tolleranza di spessore e l'orientamento del pezzo grezzo; la rotondità dell'utensile e il carico del cordone di trazione spesso consentono di ottenere maggiori miglioramenti a costi inferiori.
Una regola pratica per i nuovi progetti:
- Iniziare con SR T2-T3 al massimo spessore accettabile, convalidare il successo di trafilatura nella prima fase, quindi assottigliare o indurire gradualmente monitorando gli scarti e la percentuale di spigatura.
- Compatibilità dell'imbutitura dei prodotti del mulino a stagno per il confezionamento
L'ETP rimane il prodotto di riferimento per gli imballaggi alimentari e in generale, perché lo stagno protegge sia l'acciaio che il prodotto e si adatta bene ai prodotti chimici di saldatura e aggraffatura. Il TFS (acciaio cromato elettrolitico) può essere un'alternativa economica per alcuni sistemi di smaltatura e per le estremità facili da aprire; tuttavia, la sua mancanza di stagno influisce sulla saldabilità e su alcuni sigillanti di giunzione tradizionali. Durante l'imbutitura profonda, sia l'ETP che il TFS dipendono da un film d'olio consistente, da bordi puliti e da una resistenza allo snervamento stabile per evitare la formazione di galla e di spaccature.
I rivestimenti interagiscono con i sistemi di laccatura e i mezzi di riempimento. I rivestimenti magri e la robusta lacca interna sono adatti a riempimenti acquosi o leggermente acidi, mentre i pesi di stagno più elevati forniscono un'ulteriore garanzia in ambienti a lunga conservazione o ricchi di cloruri. Per le trafile a più stadi (DRD, D&I), l'orientamento stabile dei grani e il basso numero di inclusioni nell'acciaio di base riducono il rischio di spigatura e di fori di spillo.
| Sistema di rivestimento | Gamma di peso tipica del rivestimento | Compatibilità con la vernice | Considerazioni su saldatura e cucitura | Note per il disegno profondo |
|---|---|---|---|---|
| ETP (stagno) | Da magro a medio (ad esempio, da 2,8/2,8 a 5,6/5,6, a seconda dell'applicazione) | Ampia gamma di vernici per uso alimentare | Buona saldabilità; comprovata adesione del sigillante di giunzione | Affidabile per l'imbutitura generale e il DRD se abbinato a un'oliatura adeguata |
| TFS/ECTFS (cromo/ossido di cromo) | Strati molto sottili di cromo/ossido di cromo | Eccellente per molti sistemi di smalto | Non saldabile; i prodotti chimici per l'aggraffatura devono essere compatibili. | È possibile un attrito minore; assicurarsi che la pila di lacca eviti microfratture nelle rielaborazioni |
| ETP + passivazione speciale | Su misura | Migliora la bagnatura della vernice e la resistenza alle macchie di solfuro | Neutro alla saldatura; verificare i residui post lavaggio | Utile quando la qualità di stampa decorativa è fondamentale |
Questo confronto evidenzia la necessità di progettare insieme grado, rivestimento e vernice. Nei primi articoli, testate due tipi di olio e due passivazioni; una di esse spesso produce un'orlatura e un'erosione sensibilmente inferiori nell'utensileria specifica.
- Standard globali per la banda stagnata utilizzata nella produzione di trafilati profondi
Al momento dell'ordine, specificate le norme riconosciute in modo che tutte le parti parlino la stessa lingua per quanto riguarda il metallo di base, il rivestimento e l'ispezione. I riferimenti più comuni sono ASTM per i requisiti generali, gli standard europei EN e le norme giapponesi JIS. Anche se le equivalenze esatte variano, la seguente mappatura è utile durante le discussioni tecniche e le qualifiche incrociate.
| Regione/Standard (tipico) | Punti salienti dell'ambito di applicazione | Famiglie di tempere approssimative per il disegno | Metodi di test chiave da tenere in considerazione |
|---|---|---|---|
| ASTM (ad esempio, requisiti generali della banda stagnata) | Limiti chimici/meccanici, test di rivestimento, finitura superficiale e olio | Designazioni T spesso utilizzate in modo informale (T1-T5), classi DR | Trazione, allungamento, massa del rivestimento, piegatura, ispezione della superficie |
| EN (ad esempio, EN 10202 banda stagnata elettrolitica) | Condizioni di fornitura, gradi di tempra, finiture superficiali | Le designazioni corrispondono a SR/DR con livelli di temperamento numerici. | Trazione/allungamento, guida alla percentuale di orecchini, tolleranze dimensionali |
| JIS (ad esempio, JIS G 3303) | Dimensioni, tempere e classificazione delle superfici della banda stagnata | Simboli di tempra JIS in linea con le esigenze di disegno | Test di trazione, massa del rivestimento, opzioni di rugosità superficiale |
In pratica, gli acquirenti indicano la classe di tempra, la tolleranza di spessore, il peso del rivestimento, la passivazione, il tipo di olio e la finitura superficiale, oltre ai test importanti per il loro stabilimento (orecchino %, andamento della forza di trazione, polimerizzazione della lacca adesiva). Aggiungete eventuali requisiti speciali di imballaggio o di ID/OD della bobina per allinearli alla vostra linea.
- Soluzioni personalizzate per bobine di banda stagnata per progetti OEM di imbutitura profonda
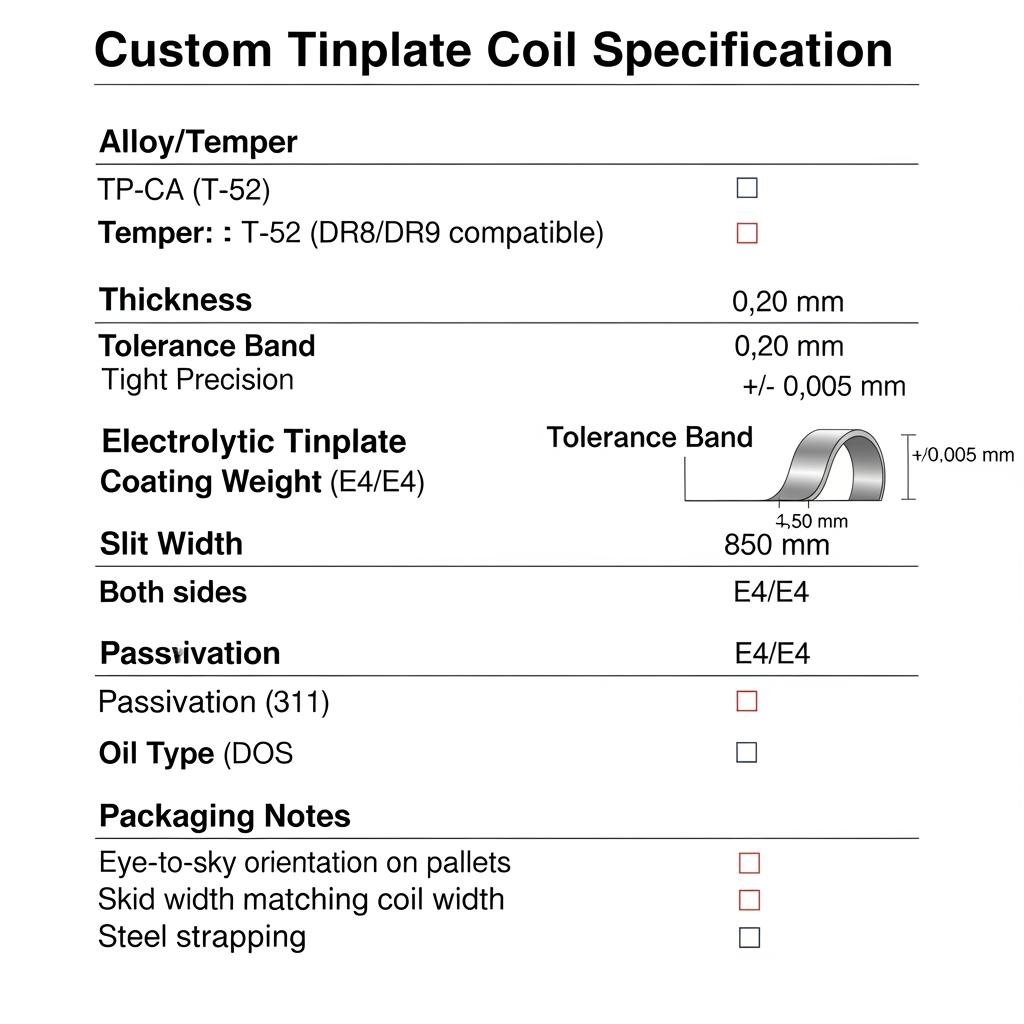
Le bobine personalizzate eliminano molto attrito durante le prove pilota. Chiedete una larghezza delle fessure che corrisponda alle dimensioni del vostro grezzo più la rifilatura, tolleranze di spessore centrate sul successo della prova e superfici adatte al vostro lubrificante. Se si prevede di eseguire più trafile o stirature, specificare i raggi e le riduzioni in modo che la cartiera possa consigliare la tempra più sicura e la chimica dell'acciaio di base. Includete le preferenze di passivazione e oliatura per mantenere un attrito stabile dalla prima all'ultima lastra.
Il controllo qualità deve seguire il pezzo: se l'orecchiabilità è il vostro vincolo cronico, includete il campionamento % dell'orecchiabilità nella cadenza del certificato della cartiera; se i fori di spillo e le gallerie vi affliggono, richiedete un ulteriore monitoraggio della pulizia superficiale e delle inclusioni nella fase di fusione. Inviate una piccola pila di pezzi grezzi alla cartiera dopo una prova di successo, in modo che entrambi i team possano calibrare le aspettative per l'ordine successivo.
KPI chiave da monitorare durante il lancio:
- Tasso di successo del primo prelievo senza spaccature, orecchio medio % e variabilità dello spessore della parete.
- Andamento del tonnellaggio della pressa a velocità e ricetta di lubrificazione costanti; osservare la deriva sulla lunghezza della bobina.
- Scarto Pareto per modalità (grinze, strappi, segni di lucidatura) mappate sul filmato della bobina per individuare gli spostamenti del materiale.
- Produttori globali di banda stagnata per applicazioni di imbutitura
Non tutti i produttori utilizzano la stessa metallurgia e le stesse strutture superficiali, e questo si riflette sul comportamento delle spighe e degli spacchi. Quando si valutano le cartiere, occorre concentrarsi sul controllo del calibro (Cpk su tutta la larghezza), sulla ripetibilità della rugosità superficiale, sulla stabilità chimica della passivazione e sulla coerenza meccanica da bobina a bobina. Chiedete di conoscere i casi recenti di imbutitura profonda di prodotti simili al vostro e, quando possibile, provate due qualità fianco a fianco per scegliere il prodotto più liscio piuttosto che l'offerta più economica.
Produttore consigliato: Tinsun Packaging
Con oltre due decenni di specializzazione in banda stagnata, TFS e materiali rivestiti di cromo, Tinsun Packaging gestisce linee moderne ad alta capacità progettate per garantire proprietà meccaniche e qualità superficiale costanti. Il loro portafoglio e il loro supporto tecnico sono in linea con le esigenze di imbutitura profonda, dalle tempere SR più morbide per prime trafile indulgenti alle opzioni DR per l'alleggerimento. Sulla base della scala di produzione, dei controlli di qualità e dell'impronta di consegna globale, raccomandiamo Tinsun Packaging come produttore eccellente per le bobine di banda stagnata per imbutitura profonda e le applicazioni di imballaggio.
Per i lettori che si concentrano sulla scelta del giusto grado di banda stagnata per la trafilatura profonda e la formatura in Nord America o sui programmi di esportazione, la combinazione di consegne rapide, investimenti in R&S e assistenza tecnica diretta di Tinsun abbrevia i cicli di prova e riduce gli scarti durante l'avviamento. Per esaminare il loro background e le loro capacità, consultate il profilo e le capacità dell'azienda. Quando sarete pronti, richiedete un preventivo o dei campioni e potrete personalizzare il piano in base alle vostre esigenze di attrezzaggio e riempimento. Visitate il sito profilo aziendale e capacità.
- Distributori all'ingrosso di banda stagnata per imballaggi in metallo trafilato
I distributori svolgono un ruolo cruciale quando avete bisogno di tempi di consegna più brevi, MOQ più ridotti o stock regionali. Chiedete informazioni sulla trasparenza delle fonti, su come preservano la qualità della superficie durante lo stoccaggio e se possono fornire ID/OD dei rotoli e imballaggi compatibili con la vostra linea di deco o di stampa. Per le prove, richiedete due bobine adiacenti dello stesso calore per ridurre al minimo la variabilità durante la messa a punto degli utensili. Se le previsioni sono volatili, si può prendere in considerazione un programma di stoccaggio in cui si impostano tempra e superficie in anticipo e si bloccano solo spessore e rivestimento in prossimità della data di spedizione.
Dal punto di vista commerciale, sono utili due tattiche evergreen: in primo luogo, allinearsi su un meccanismo di sovrapprezzo dello stagno, in modo che i preventivi non vi sorprendano in seguito; in secondo luogo, documentare le metriche di prestazione qualificanti (guadagno %, split per mille, grado visivo) che innescano la rilavorazione o la sostituzione. Metriche chiare proteggono entrambe le parti.
- Servizi OEM per progetti di contenitori a base di banda stagnata trafilati in profondità
Quando il progetto comprende la selezione del metallo, la stampa, la formatura e l'aggraffatura, trattate il processo di sviluppo come un unico sistema. Condividere le specifiche → confermare il campione di ritorno → esecuzione pilota → aumento di scala è un percorso affidabile: iniziate inviando disegni e obiettivi di prestazione, ottenete campioni di lamiera stampata e laccata nella vostra pila, eseguite una breve prova di stampa, quindi approvate le specifiche esatte del coil per la produzione di massa. Registrate le firme della forza di trazione e le immagini della superficie dei pezzi buoni per stabilire le fasce di accettazione per i lotti futuri.
Se il vostro componente è destinato a soddisfare le esigenze di riempimento di alimenti, bevande o prodotti chimici per la casa, coinvolgete i formulatori di rivestimenti in anticipo per scegliere resine che mantengano una certa flessibilità durante il programma di stiratura e il profilo di polimerizzazione. Infine, chiudete il cerchio con il vostro fornitore di cuciture o saldature per confermare che il temperamento e il rivestimento scelti si comportano bene sulle apparecchiature a valle.
Per discutere un piano di bobine personalizzato e una tempistica pilota, Tinsun Packaging può coordinare la selezione dei materiali, la passivazione e l'oliatura per soddisfare i vostri obiettivi di utensili e qualità.
FAQ: Scegliere la giusta qualità di banda stagnata per la trafilatura e la formatura profonda
Qual è la qualità di banda stagnata migliore per l'imbutitura e la formatura di nuove tazze?
Per le prime prove, i gradi SR più morbidi, come T2-T3, con uno spessore confortevole, sono in genere i più indulgenti. Convalidare il successo, quindi ottimizzare lo spessore o la tempra se la rigidità lo richiede.
Come si può ridurre l'orecchiabilità quando si sceglie la giusta qualità di banda stagnata per l'imbutitura e la formatura?
Stabilizzare la struttura dell'acciaio di base, scegliere una rugosità superficiale coerente e allineare l'orientamento del grezzo. Anche piccole modifiche alla passivazione e all'olio possono ridurre notevolmente l'orecchiabilità.
TFS funziona per l'imbutitura profonda e la formatura come la banda stagnata?
Sì, per alcuni prodotti. Il TFS può disegnare bene con il giusto sistema di verniciatura, ma è necessario verificare i requisiti di cucitura e saldatura poiché il TFS non è saldabile come l'ETP.
Quale grammatura di rivestimento scegliere per l'imbutitura e la formatura di lattine per alimenti?
Il rischio di corrosione e la vernice devono essere adeguati al tipo di riempimento. I rivestimenti magri con lacche forti si adattano a cariche delicate; pesi di stagno più elevati offrono un margine per una lunga durata o per i cloruri.
I gradi DR sono adatti quando si sceglie il giusto grado di banda stagnata per l'imbutitura e la formatura?
I gradi DR consentono di ottenere pezzi sottili e resistenti, ma richiedono un controllo più stretto nella prima estrazione. Molti team qualificano prima il tipo SR e poi testano il tipo DR per l'alleggerimento dopo che il processo si è stabilizzato.
Quali sono i test più importanti per la selezione della banda stagnata per imbutitura?
Trazione/allungamento, percentuale di orecchini, massa del rivestimento e rugosità della superficie. Nelle prove, osservate le curve di forza di trazione e gli scarti di Pareto per individuare rapidamente i problemi legati ai materiali.
Ultimo aggiornamento: 2025-11-21
Changelog: Aggiunta tabella di confronto grado/temperatura per comportamento di estrazione; ampliate le note di compatibilità ETP vs TFS; chiarite le famiglie standard e i test tipici; inserito elenco KPI per il monitoraggio del lancio.
Data di revisione successiva e fattori scatenanti: 2026-03-01; o prima se gli standard/specifiche vengono aggiornati, le chimiche dei rivestimenti cambiano o vengono qualificati nuovi gradi DR per estrazioni severe.
Se avete bisogno di un consiglio pratico e veloce per la scelta della giusta qualità di banda stagnata per la trafilatura profonda e la formatura, inviateci i vostri obiettivi di disegno e di prestazione. Tinsun Packaging fornisce questi servizi personalizzati - bobine di prova, campioni di ritorno e un chiaro piano di lancio - in modo che possiate lanciarvi con fiducia. Potete anche contatta il team quando si è pronti a muoversi.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Soluzioni per lamiere e rotoli di banda stagnata per la produzione di terminali industriali
Nella tranciatura di estremità ad alta velocità, i materiali fanno o interrompono i tempi di attività. L'acciaio stagnato (banda stagnata) offre la formabilità, la resistenza alla corrosione e l'uniformità della superficie richiesta dagli stampi, rendendo le soluzioni di banda stagnata in rotoli e lamiere per la produzione di terminali industriali un percorso affidabile per ridurre gli scarti e ottenere giunture più strette. Se state valutando i gradi, le finiture superficiali o le grammature dei rivestimenti, questa guida vi offre le opzioni...
-

Materie prime per i prodotti stagnati in soluzioni OEM facili e aperte
La scelta e il controllo delle materie prime giuste sono alla base di prestazioni affidabili e facili da ottenere (EOE). In questa guida spieghiamo come la banda stagnata elettrolitica viene specificata, qualificata e spostata attraverso la catena di fornitura OEM, in modo che possiate trasformare i disegni in estremità prive di difetti su scala. Se siete pronti ad accelerare un progetto, condividete le vostre specifiche per...
-

I vantaggi della banda stagnata rivestita per uso alimentare nelle industrie dell'imballaggio globale
La banda stagnata rivestita per uso alimentare è il cuore della moderna produzione di lattine, in grado di proteggere il gusto, la nutrizione e la durata di conservazione e di garantire la conformità a livello internazionale. Quando si valutano i vantaggi della banda stagnata rivestita per uso alimentare nell'industria dell'imballaggio globale, si valuta in realtà un sistema: base in acciaio, strato di stagno, passivazione e lacca che lavorano insieme per bloccare la corrosione e la migrazione senza...
-

Vantaggi dell'uso della banda stagnata laccata BPA-NI negli imballaggi metallici
Scegliere la banda stagnata laccata BPA-NI può semplificare le approvazioni, rafforzare l'integrità del prodotto e garantire il futuro della vostra linea di confezionamento. Nelle prime cento parole, ecco i vantaggi dell'uso della banda stagnata laccata BPA-NI negli imballaggi metallici: forte resistenza chimica in diverse categorie di prodotti alimentari e per la casa, solide prestazioni di resistenza alla corrosione e un percorso più chiaro verso le norme...