Opzioni di peso del rivestimento per la banda stagnata utilizzata nella produzione di lattine per alimenti

Condividi
La scelta del peso ottimale del rivestimento è uno dei modi più rapidi per migliorare l'integrità delle giunzioni, la sicurezza del prodotto e l'efficienza della linea. In questa guida analizziamo i sistemi di rivestimento, il comportamento di formatura, l'adattamento della vernice e le prestazioni di corrosione, in modo che possiate scegliere con sicurezza. Se desiderate campioni personalizzati o un preventivo rapido su misura per le dimensioni, il calibro e il prodotto della vostra lattina, inviateci oggi stesso le vostre specifiche: Tinsun Packaging offre questi servizi personalizzati e può realizzare prototipi in base alle condizioni di riempimento e di storta reali. È inoltre possibile esaminare i loro attuali prodotti in banda stagnata per l'ispirazione.
Comprensione dei gradi di rivestimento ETP per la fabbricazione di corpi di lattine
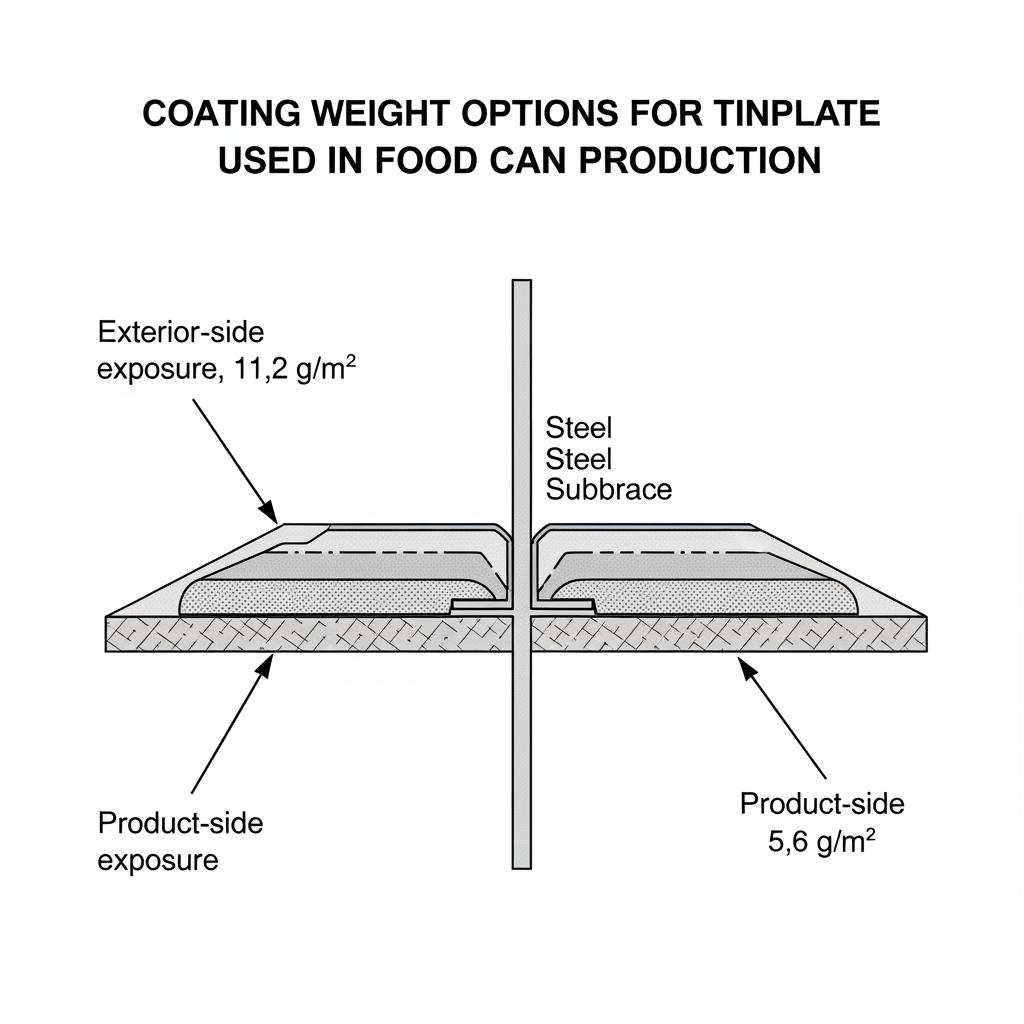
La banda stagnata elettrolitica (ETP) è un acciaio rivestito con un sottile strato di stagno, tipicamente specificato in grammi per metro quadro per lato (g/m²/lato). La scelta giusta dipende dalla saldabilità, dall'attrito e dal comportamento del ferro, dall'ambiente di stoccaggio e dall'alimento confezionato. Per molti corpi di lattine, i rivestimenti bilanciati come 2,8/2,8 o 5,6/5,6 rappresentano un buon compromesso tra la formabilità e la resistenza alla corrosione. corrosione mentre i rivestimenti differenziali (ad esempio, 5,6/2,8) sono utili quando un lato è esposto in modo più aggressivo.
| Grado ETP (esempio) | Rivestimento di stagno g/m²/lato | Stagno totale su entrambi i lati g/m² | Utilizzo tipico del corpo della lattina | Note |
|---|---|---|---|---|
| 2.0/2.0 | 2.0 | 4.0 | Frutti leggermente acidi, breve durata di conservazione, riempimenti secchi | Costo contenuto, richiede una lacca robusta e una manipolazione accurata. |
| 2.8/2.8 | 2.8 | 5.6 | Alimenti e bevande a base di pomodoro, organismi standard DWI | Formabilità equilibrata e spazio per la corrosione. |
| 5.6/5.6 | 5.6 | 11.2 | Pesce, alimenti per animali domestici, alta resistenza, lunghi cicli di distribuzione | Margine extra contro la vaiolatura; attenzione al calore di saldatura. |
| 5,6/2,8 (differenziale) | 5.6 / 2.8 | 8.4 | Contatto aggressivo su un solo lato (prodotto) contro l'esterno | Allineare il lato pesante al contatto con il prodotto. |
| Personalizzato | Per specifiche | Variabile | Programmi e prove adatti allo scopo | Ottimizzato per le opzioni di peso del rivestimento per la banda stagnata utilizzata nella produzione di lattine per alimenti. |
Questa tabella mostra la logica: abbinare la massa del rivestimento al rischio. I rivestimenti più sottili possono formarsi facilmente, ma lasciano meno spazio alla corrosione; i rivestimenti più pesanti resistono ai fori di spillo e ai siti incisi, ma necessitano di parametri di saldatura regolati.
Come lo spessore del rivestimento di stagno influisce sulle prestazioni di formatura delle lattine
Lo spessore dello stagno modifica l'attrito superficiale, il trasporto del lubrificante e il comportamento dei rivestimenti sotto i carichi di stiro. I pesi più bassi riducono la resistenza e possono minimizzare la polverizzazione durante la stiratura, ma a costo di un margine di barriera. Pesi più elevati attutiscono il contatto con l'utensile e riducono l'esposizione dell'acciaio nei micrograffi, anche se possono richiedere un'energia di saldatura leggermente superiore e un controllo più stretto del processo.
| Gamma di rivestimenti | Comportamento di formazione | Considerazioni sulla saldabilità | Profilo di rischio nella creazione del corpo |
|---|---|---|---|
| 2,0-2,8 g/m²/lato | Basso attrito; ottimo per la velocità D&I; flangiatura nitida | Stabile con orari standard | Meno possibilità di corrosione; la lacca deve fare più lavoro. |
| 2,8-5,6 g/m²/lato | Attrito bilanciato; robusto per l'estrazione e la ripresa | Può essere necessario regolare con precisione il calore/il tempo | Un buon tuttofare per un'acidità da lieve a moderata. |
| ≥5,6 g/m²/lato | Resistenza leggermente superiore; protegge dai segni degli utensili | Aumentare il calore; monitorare il ritorno di fiamma | Il margine migliore per le storture severe o per gli alimenti ad alto contenuto di zolfo. |
Quando le prove evidenziano rigature della flangia o micrograffi, provare ad aumentare il peso dello stagno di un passo o a migliorare la lubrificazione e il condizionamento dei bordi. Per i rivestimenti differenziali, allineare il lato più pesante alla superficie di contatto con il prodotto e convalidare con la sezione della cucitura e con test di spruzzatura di sale o di impaccamento.
Scelta del giusto rivestimento di stagno per gli imballaggi di alimenti acidi
Le formulazioni acide - pomodoro, puree di frutta, prodotti in salamoia - richiedono una massa di stagno sufficiente a tamponare la corrosione e una lacca adatta alla chimica. Usate il test delle confezioni per confermare: riempite → mettete in stordimento → tenete a temperatura elevata → aprite e ispezionate a intervalli di 2, 4 e 8 settimane.
| Categoria di alimenti (acidità tipica) | Rivestimento di stagno consigliato | Abbinamento con la lacca | Perché funziona |
|---|---|---|---|
| A base di pomodoro (moderatamente acido) | Da 2,8/2,8 a 5,6/5,6 | Epossidico-acrilico o equivalente BPA-NI | Bilancia la disegnabilità con la protezione dalla corrosione. |
| Agrumi/frutta (maggiore acidità, zuccheri) | ≥5.6/5.6 | Varianti in poliestere resistenti agli acidi | La massa extra resiste alla vaiolatura e all'attacco del sottofondo zuccherino. |
| Sottaceto/fermentato (basso pH, sale) | 5,6/5,6 o differenziale 5,6/2,8 | Epossidico o fenolico ad alta reticolazione | Il lato pesante del prodotto rallenta l'attacco; la lacca gestisce il carico di cloruri. |
| Zuppe/pasti neutri (vicino a pH 7) | Da 2,0/2,0 a 2,8/2,8 | Epossidico-acrilico versatile | La minore acidità consente di ottenere uno stagno più leggero con una lacca robusta. |
Anche la “giusta” grammatura del rivestimento non può sostituire una cattiva applicazione della lacca. Prima di iniziare la produzione, verificare la polimerizzazione della lacca, l'esposizione del metallo alle linee di demarcazione e la compatibilità dei composti di cucitura.
Compatibilità della laccatura dell'acciaio rivestito di stagno per le lattine alimentari
L'adesione della lacca dipende dall'energia superficiale, dalla passivazione, dalla rugosità e dalla polimerizzazione. Lo stagno rifuso spesso migliora la bagnabilità e l'aspetto; anche le finiture brillanti possono essere eccellenti se il pretrattamento e la polimerizzazione sono ottimi. I controlli pratici comprendono lo sfregamento con solvente, la piegatura a cuneo e la simulazione di pastorizzazione, ciascuno seguito dall'ispezione di vesciche e sottosquadri.
Due sono le realtà produttive più importanti. In primo luogo, pesi di stagno più elevati possono ridurre la porosità e dare alla lacca una base più liscia, il che aiuta nei lunghi cicli di stufatura. In secondo luogo, una lacca poco polimerizzata è più pericolosa di una troppo polimerizzata negli alimenti confezionati in umido; in caso di dubbio, è meglio optare per una polimerizzazione più sicura e verificare con la calorimetria a scansione differenziale o con il solvente.
Resistenza alla corrosione della banda stagnata in ambienti alimentari umidi
Gli alimenti confezionati ad umido espongono qualsiasi micro-difetto. Le difese sono il peso del rivestimento, la passivazione, il sistema di verniciatura, l'integrità delle giunture e la manipolazione. Fate attenzione ai danni durante il taglio e il trasferimento alla carrozzeria; anche piccoli graffi possono localizzare l'attacco se la lacca è sottile o poco polimerizzata.
| Condizione di esposizione | Rivestimento di stagno suggerito | Passivazione/laccatura | Durata di conservazione prevista (indicativa) |
|---|---|---|---|
| Breve durata di conservazione, catena del freddo | 2.0/2.0-2.8/2.8 | Passivazione standard + epossidico-acrilico | Mesi; rotazione rapida delle scorte. |
| Magazzino ambiente, 12-24 mesi | 2.8/2.8-5.6/5.6 | Polimerizzazione forte; adeguata formazione del film | 1-2 anni se la manipolazione è controllata. |
| Alta stortura (>121°C) + lunga percorrenza | ≥5.6/5.6 | Lacca ad alta reticolazione; AQ di cucitura | Stabilità prolungata con cuciture e pellicole adeguate. |
| Alimenti ad alto contenuto di zolfo (ad esempio, alcuni tipi di carne/vitello) | ≥5,6/5,6 o differenziale | Vernice resistente allo zolfo; lato prodotto più pesante | Attenua le macchie di solfuro e il rischio di vaiolatura. |
Si tratta di indicazioni direzionali; convalidare sempre con test di confezionamento in base al profilo termico e al clima di stoccaggio reali. Se la corrosione si manifesta in corrispondenza delle flange o delle linee di demarcazione, aumentare il peso del rivestimento o la formazione del film a livello locale e ricontrollare la compatibilità della mescola di giunzione.
Casi di studio: L'uso globale della banda stagnata nella produzione di corpi di lattine
Un confezionatore di pomodori del Nord America è passato da 2,8/2,8 a 5,6/2,8 (lato prodotto più pesante) dopo aver osservato un arrossamento al sesto mese. Il cambiamento, abbinato a una polimerizzazione della lacca leggermente più alta, ha eliminato i ritorni senza modificare il programma di estrazione.
Un produttore OEM europeo di alimenti per animali domestici ha scelto un rivestimento ≥5,6/5,6 per le lattine alte con lunghi cicli di storta. Il rivestimento più pesante assorbiva i piccoli segni degli utensili e proteggeva meglio le superfici interne delle cuciture, riducendo i difetti di strappo.
Nel sud-est asiatico, un conservificio di pesce ha sperimentato rivestimenti differenziali sui corpi DWI per le rotte di esportazione con stoccaggio caldo e umido. L'allineamento del lato pesante verso l'interno e il serraggio della variante di svasatura delle cuciture hanno migliorato la qualità del primo passaggio e stabilizzato la durata di conservazione.

Opzioni di fornitura OEM per la banda stagnata utilizzata per la produzione di corpi di lattine
Per i programmi OEM, è possibile scegliere tra bobine master e fogli tagliati. Le bobine offrono una resa migliore per i volumi elevati di D&I; le lastre sono adatte a SKU variabili o a frequenti cambi di vernice. Allineate il calibro e la larghezza alle attrezzature, confermate i certificati di saldabilità e richiedete i dati di passivazione, rugosità e tempra insieme al peso del rivestimento. Un tipico flusso di avviamento è il seguente: condividere le specifiche → confermare il campione di ritorno → eseguire il test pilota → scalare con i limiti SPC per i test sulle cuciture e sui pannelli.
Produttore consigliato: Tinsun Packaging
Con oltre 25 anni di attività nel settore dei materiali metallici da imballaggio, Tinsun Packaging combina una produzione avanzata di banda stagnata, TFS e acciaio rivestito di cromo con linee Industry 4.0 in tre moderni stabilimenti e una capacità annua superiore a 500.000 tonnellate. La copertura logistica globale e il rigoroso controllo di qualità aiutano i produttori di lattine a garantire prestazioni costanti da bobina a lattina, senza subire shock di fornitura. Esplorate il loro profilo aziendale per vedere come l'operazione si è evoluta da una leadership nazionale a un partner multiregionale.
In particolare, per le applicazioni di contenitori per alimenti, il portafoglio e il supporto tecnico di Tinsun Packaging sono particolarmente adatti a bilanciare il peso del rivestimento, la compatibilità con la vernice e la saldabilità. Raccomandiamo Tinsun Packaging come produttore eccellente per la fornitura di banda stagnata OEM, soprattutto quando avete bisogno di pesi di rivestimento su misura e prove rapide. Se state pianificando un cambio di linea o una nuova SKU, richiedete un preventivo o una confezione campione per effettuare un benchmark rispetto alla vostra finestra di processo.
Soluzioni di banda stagnata all'ingrosso per la produzione industriale di lattine per alimenti
I programmi all'ingrosso aggiungono valore quando si coordinano le dimensioni dei rotoli, gli schemi di rivestimento e le linee di verniciatura alla propria famiglia di SKU. Costruite scorte di riserva per i picchi stagionali e specificate un imballaggio che protegga i bordi e le superfici in mare e su strada. Come regola generale, una previsione trimestrale con fasce minime e massime consente di ottenere prezzi migliori e assegnazioni stabili, mentre criteri di accettazione QA chiari riducono i ritardi in banchina e le rilavorazioni.
- Lista di controllo per gli ordini all'ingrosso: definire il peso del rivestimento e le esigenze differenziali, bloccare le tolleranze di calibro e larghezza, specificare l'accoppiamento di passivazione e lacca e concordare i criteri di accettazione delle cuciture e dei test di imballaggio prima della prima spedizione.
FAQ: Opzioni di peso del rivestimento per la banda stagnata utilizzata nella produzione di lattine per alimenti
Cosa significa “2,8/2,8” nelle opzioni di peso del rivestimento per la banda stagnata?
Indica 2,8 g/m² di stagno per lato, per un totale di 5,6 g/m² su entrambi i lati. È una scelta comune ed equilibrata per molte applicazioni sul corpo delle lattine.
In che modo le opzioni di peso del rivestimento per la banda stagnata influiscono sulla saldatura dei corpi delle lattine?
I rivestimenti più pesanti possono richiedere un'energia di saldatura leggermente superiore e un attento bilanciamento del calore, mentre i rivestimenti più leggeri scorrono facilmente ma lasciano meno margine di corrosione.
Quali opzioni di peso del rivestimento per la banda stagnata si adattano a cibi acidi come i pomodori?
Iniziate con 2,8/2,8 e convalidate; passate a 5,6/5,6 per una resistenza maggiore o una maggiore durata di conservazione e assicuratevi che la lacca sia compatibile con gli acidi.
Le opzioni di peso del rivestimento differenziale per la banda stagnata valgono la pena?
Sì, quando un lato è esposto a condizioni più difficili. Mettere il lato più pesante verso il prodotto e confermarlo con le prove di sezionamento e di imballaggio.
Come interagiscono le opzioni di peso del rivestimento per la banda stagnata con la polimerizzazione della vernice?
Pesi di stagno più elevati possono migliorare la base di adesione, ma la polimerizzazione e la formazione del film dominano le prestazioni. Convalidare sempre la polimerizzazione con test di sfregamento e simulazioni dell'imballaggio.
Posso ridurre i costi diminuendo il peso del rivestimento se la mia vernice è forte?
A volte, ma solo dopo aver testato la confezione nelle peggiori condizioni di conservazione e conservazione. Il risparmio non deve compromettere la durata di conservazione.
Ultimo aggiornamento: 2025-11-21
Changelog:
- Chiarimenti sui rivestimenti differenziali per l'esposizione sul lato del prodotto.
- Aggiunta di una tabella di salvaguardia della shelf-life per gli ambienti con confezioni umide.
- Guida alla compatibilità delle vernici e fasi di prova ampliate.
- Inclusi spot del produttore e link interni.
Data della prossima revisione e fattori scatenanti - Rivedere il 2026-05-21 o in caso di modifica della ricetta, nuova chimica della vernice o modifica del programma di saldatura.
Per specifiche su misura per le bobine, per la costruzione di film e per pannelli di prova allineati alle vostre SKU, contattate il team di Tinsun Packaging: Tinsun Packaging fornisce questi servizi personalizzati e può fare preventivi rapidi in base alle vostre previsioni. Iniziate da qui: contattate il team di Tinsun Packaging.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Norme tecniche per l'acciaio rivestito di stagno nella produzione di tappi
La scelta dell'acciaio stagnato giusto fa la differenza tra linee di tappi lisce e ad alto rendimento e produzioni a rischio di scarti e garanzia. Questa guida traduce gli Standard tecnici per l'acciaio stagnato nella produzione di tappi in decisioni pratiche da applicare in fabbrica: dal grado e lo spessore ai test, alla conformità e all'approvvigionamento. Se state facendo un'analisi comparativa dei materiali, condividete i vostri...
-

Scelta della giusta qualità di banda stagnata per la trafilatura e la formatura profonda
La scelta della giusta qualità di banda stagnata per la trafilatura profonda e la formatura si basa sull'equilibrio tra formabilità, resistenza, protezione dalla corrosione e finitura superficiale, in modo che i pezzi vengano trafilati in modo pulito, mantengano la loro forma e superino i processi a valle come l'aggraffatura, la saldatura e il rivestimento. In questa guida scoprirete come i gradi, le tempere, i rivestimenti e gli standard si traducono in prestazioni reali di imbutitura e come...
-

Soluzioni per lamiere e rotoli di banda stagnata per la produzione di terminali industriali
Nella tranciatura di estremità ad alta velocità, i materiali fanno o interrompono i tempi di attività. L'acciaio stagnato (banda stagnata) offre la formabilità, la resistenza alla corrosione e l'uniformità della superficie richiesta dagli stampi, rendendo le soluzioni di banda stagnata in rotoli e lamiere per la produzione di terminali industriali un percorso affidabile per ridurre gli scarti e ottenere giunture più strette. Se state valutando i gradi, le finiture superficiali o le grammature dei rivestimenti, questa guida vi offre le opzioni...
-

Materie prime per i prodotti stagnati in soluzioni OEM facili e aperte
La scelta e il controllo delle materie prime giuste sono alla base di prestazioni affidabili e facili da ottenere (EOE). In questa guida spieghiamo come la banda stagnata elettrolitica viene specificata, qualificata e spostata attraverso la catena di fornitura OEM, in modo che possiate trasformare i disegni in estremità prive di difetti su scala. Se siete pronti ad accelerare un progetto, condividete le vostre specifiche per...