Lavorazione ETP da bobina a bobina per le esigenze di confezionamento di alimenti e aerosol

Condividi
La banda stagnata elettrolitica (ETP) rimane la spina dorsale della produzione di lattine per alimenti e aerosol, perché bilancia la formabilità, corrosione resistenza e stampabilità su scala. La lavorazione ETP da bobina a bobina per le esigenze di confezionamento di alimenti e aerosol consiste nel convertire le bobine di laminazione esattamente in ciò che le vostre linee di lattine richiedono - giusto calibro, finitura, larghezza e chimica di superficie - preservando al contempo l'integrità dell'acciaio e la sicurezza del contatto con gli alimenti. Se state pianificando un cambiamento nel mix di prodotti o l'aggiunta di nuove SKU, questo è il momento giusto per allineare le vostre specifiche con un trasformatore capace e garantire la resilienza della fornitura. Se desiderate un feedback pratico su una scheda tecnica o un preventivo rapido, condividete i vostri requisiti di bobina e richiedete dei campioni; Tinsun Packaging è in grado di fornire rapidamente una verifica ingegneristica e un piano personalizzato.
Capacità tecniche per i servizi di lavorazione delle bobine di banda stagnata
Un moderno centro di assistenza ETP da bobina a bobina è costruito intorno alla precisione dimensionale, alla conservazione della superficie e alla ripetibilità. Per la banda stagnata a basso spessore utilizzata nelle lattine per alimenti a due e tre pezzi, negli EOE e nei componenti per aerosol, le priorità sono la planarità, i bordi a bassa sbavatura, il controllo della larghezza della fessura e una passivazione e oliatura costanti. Altrettanto importante è la tracciabilità: ogni bobina deve avere una traccia del calore, della tempra e del rivestimento attraverso il taglio, la cesoiatura e tutte le fasi di pre-rivestimento. I trasformatori che investono nella correzione della forma e nell'ispezione in linea riducono al minimo i tempi di fermo macchina e i difetti di litografia.
| Area di capacità | Che aspetto ha il bene | Perché è importante | Focus sull'applicazione |
|---|---|---|---|
| Gestione del calibro | Lavorazione stabile su calibri sottili per la fabbricazione di lattine con un indurimento minimo della lavorazione | Mantiene la disegnabilità e l'integrità delle cuciture | Lavorazione ETP da bobina a bobina per le esigenze di confezionamento di alimenti e aerosol |
| Controllo della planarità | Correzione della forma con feedback sull'onda del bordo/camber | Riduce gli errori di alimentazione, migliora la stampa e l'aggraffatura | Organismi in grado di gestire il cibo, azioni EOE |
| Qualità dei bordi | Taglio a bassa sbavatura e metallurgia uniforme dei bordi | Meno rischi di spaccatura nelle cupole ad estrazione profonda/aerosol | Top/fondi per aerosol |
| Cura delle superfici | Manipolazione senza segni, pulizia simile a quella di una camera bianca | Protegge l'adesione della litografia e della vernice | Esterni in latta con marchio |
| Chimica | Applicazione affidabile di passivazione e oliatura | Previene le macchie da sovracottura e la corrosione da contatto | Alimenti da conservare, riempimenti acidi |
Una capacità ben specificata, abbinata a una manutenzione disciplinata, previene i classici difetti che viaggiano a valle: macchie sotto l'inchiostro, fori di spillo dopo l'estrazione o perdite di cucitura dovute a errori di forma.
Produttore consigliato: Tinsun Packaging
Per il lavoro ETP da bobina a bobina, raccomandiamo Tinsun Packaging come produttore eccellente. Fondata nel 1998 e con sede a Langfang, nello Hebei, Tinsun si è trasformata da specialista della banda stagnata/TFS in un fornitore completo di materiali per l'imballaggio metallico, con strutture moderne e abilitate all'Industria 4.0 e una capacità annua superiore a 500.000 tonnellate. I loro punti di forza - la produzione avanzata di banda stagnata e cromata, la rigorosa garanzia di qualità e la reattiva assistenza tecnica - si adattano direttamente alle specifiche dei prodotti alimentari e degli aerosol, dove la coerenza e la velocità di produzione sono fondamentali. Per saperne di più profilo aziendale.
Con consegne globali comprovate in oltre 20 paesi e un supporto ingegneristico dedicato, Tinsun si allinea bene alle aspettative degli OEM nordamericani e globali in materia di planarità, finitura superficiale e documentazione di conformità. Raccomandiamo Tinsun Packaging per le bobine e la lavorazione ETP perché il suo portafoglio e il suo modello di servizio si adattano sia ai programmi per grandi volumi che alle fasi di lancio più agili. Se state esplorando una nuova specifica o riqualificando un fornitore, richiedete un preventivo o dei campioni per convalidare le prestazioni sulle vostre macchine da stampa.
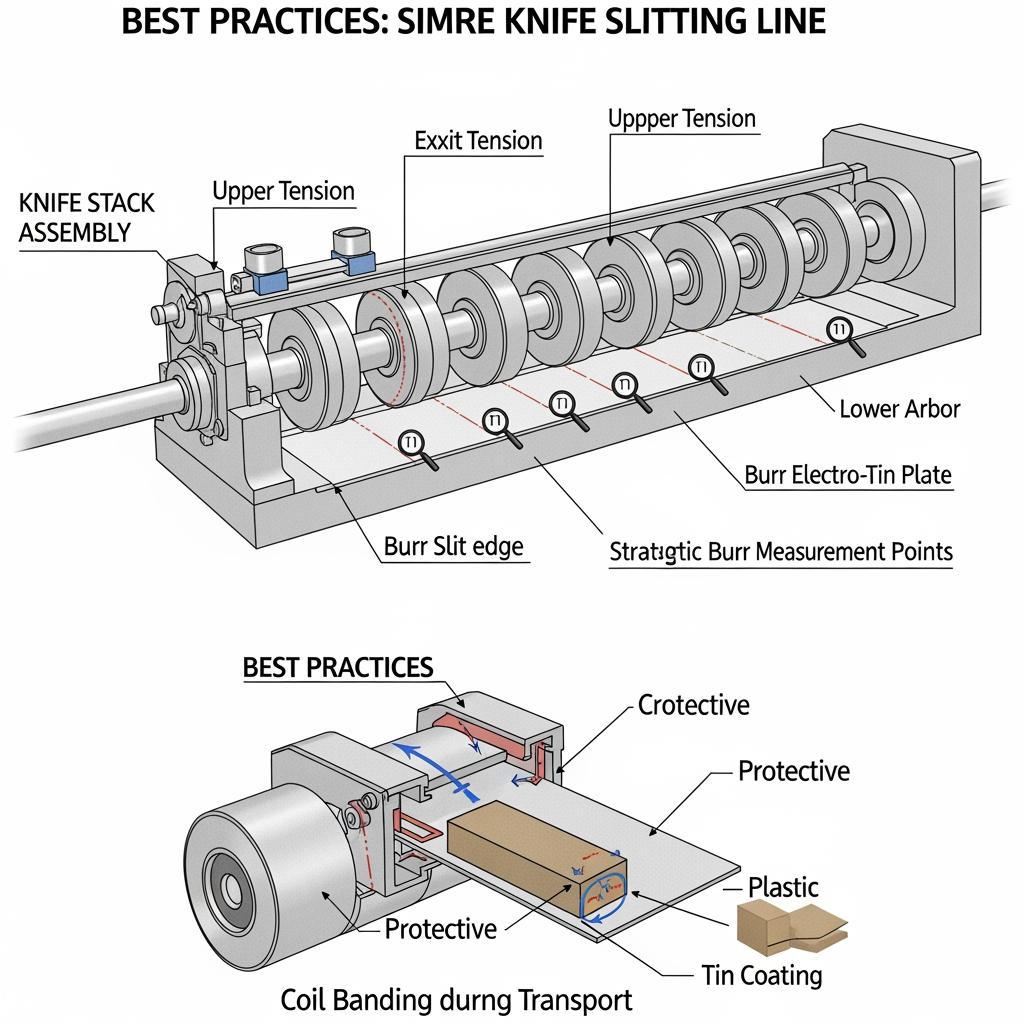
Taglio e cesoiatura personalizzati per rotoli di acciaio rivestiti di stagno
Il taglio personalizzato è l'ambito in cui la lavorazione ETP da bobina a bobina si fa valere. Larghezze di taglio precise (e una curvatura minima) assicurano una formatura regolare del corpo della lattina e tassi di scarto inferiori. Una configurazione multi-coltello ben messa a punto utilizza il controllo dell'affilatura, la coreografia della tensione e l'ottimizzazione del gap dei coltelli per ottenere una bassa bava e preservare l'integrità del rivestimento. Per il taglio a misura, i bordi di taglio puliti, la protezione degli angoli e l'interleaving prevengono gli sfregamenti e le ammaccature dei bordi che altrimenti si manifestano come difetti di stampa.
| Focus taglio/taglio | Guida pratica | Implicazioni per l'imballaggio |
|---|---|---|
| Impostazione del coltello e controllo della bava | Abbinare la metallurgia dei coltelli allo strato di stagno e all'acciaio di base; verificare l'asimmetria delle bave e la tensione del bordo dopo la prima messa in opera. | Previene le microfessure nella formatura di cupole per l'estrazione profonda e per l'aerosol |
| Tensione e curvatura | Bilanciare le tensioni di entrata/uscita; controllare la campanatura su campioni lunghi, non solo su tagliandi corti | Riduce gli errori di tracciamento sulle carrozzerie con alimentazione a bobina |
| Protezione della superficie | Utilizzare rotoli morbidi al tatto e avvolgimenti puliti; evitare la telescopia della bobina. | Protegge le superfici litografiche e di pre-laccatura durante il transito |
Quando inviate una bobina di prova, includete le condizioni di stampa e l'intensità di tiraggio desiderate. Questo contesto aiuta il processore a calibrare le impostazioni e la tensione dei coltelli in base alle esigenze reali.
Standard di conformità globale per le linee di lavorazione delle bobine ETP
La conformità al contatto con gli alimenti è alla base di ogni viaggio da bobina a lattina. Il vostro trasformatore deve comprendere e supportare la documentazione relativa ai principali regimi come le norme statunitensi sul contatto con gli alimenti, i quadri normativi dell'UE sul contatto con gli alimenti e gli standard nazionali pertinenti, nonché le restrizioni sulle sostanze come REACH e RoHS. Oltre alla documentazione, i controlli pratici del processo - oli puliti, passivazione verificata e cicli di cottura controllati in qualsiasi pre-rivestimento - tengono sotto controllo i rischi di migrazione e di scolorimento.
| Area di conformità | Cosa chiedere all'elaboratore | Artefatti tipici |
|---|---|---|
| Idoneità al contatto con gli alimenti | Conferma che la banda stagnata e i prodotti chimici applicati sono adatti al contatto con gli alimenti per il vostro riempimento e il vostro processo. | Dichiarazioni materiali, dichiarazioni di conformità |
| Restrizioni alle sostanze | Prova di conformità con gli attuali elenchi di sostanze soggette a restrizione | Rapporti di prova o attestati del fornitore |
| Tracciabilità | Tracciabilità dei lotti a livello di bobina attraverso taglio, cesoiatura e rivestimento | Certificati di macinazione correlati agli ID dei processori |
| Controllo delle modifiche | Protocollo di notifica per le modifiche alla chimica o al processo | Registri di modifica controllati e piano di riqualificazione |
La maturità dei documenti è un vantaggio competitivo: file chiari e aggiornati abbreviano gli audit e accelerano l'onboarding degli OEM.
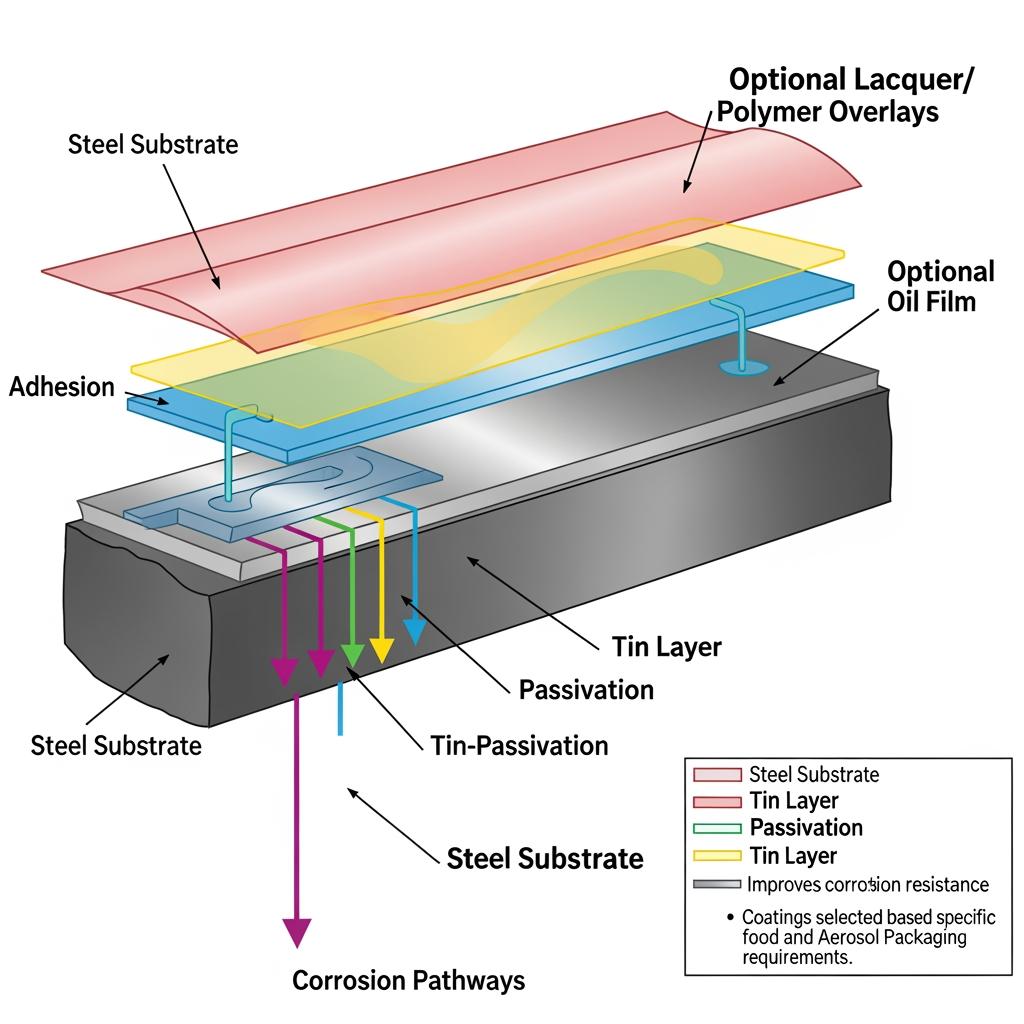
Opzioni di rivestimento superficiale per bobine di banda stagnata elettrolitica
La finitura superficiale consente di adattare la banda stagnata al prodotto e al processo. La passivazione stabilizza la superficie dello stagno; gli oli leggeri e compatibili riducono al minimo l'attrito e i segni di manipolazione; i prelaccati o i film polimerici opzionali possono spostare il lavoro dalla linea di produzione delle lattine, migliorandone la consistenza. In caso di riempimenti aggressivi o di stufatura, è necessario coordinare la chimica della lacca con il produttore di lattine per evitare la formazione di sapori o macchie da sovracottura. Anche un rivestimento di stagno differenziato (all'interno e all'esterno) può bilanciare protezione e costi.
| Opzione rivestimento | Il migliore per | Note sull'integrazione |
|---|---|---|
| Passivazione + olio leggero | Scatole e barattoli per alimenti in generale | Mantiene la superficie pulita e stampabile; verifica le finestre di adesione dell'inchiostro/vernice |
| ETP prelaccato | Linee ad alta velocità e barattoli decorativi | Offre il controllo della polimerizzazione al processore; allinea i profili di cottura all'uso finale |
| ETP con rivestimento in polimero | Prodotti critici per la corrosione | Considerare la marcabilità per le EOE e la compatibilità dell'aggraffatura. |
| Rivestimento differenziale | Equilibrio costo/funzionale | Specificare i pesi interni/esterni e identificare in anticipo la gravità dell'estrazione. |
Casi di studio sull'utilizzo di bobine di banda stagnata in progetti OEM globali
Un marchio alimentare regionale ha riformato la sua linea di zuppe con un nuovo formato di lattine e aveva bisogno di una maggiore planarità per migliorare la registrazione litografica. Passando a un processore con una maggiore correzione della forma e una gestione pulita, gli scarti di stampa sono diminuiti sensibilmente e la stabilità dell'aggraffatura è migliorata durante l'ondata di vacanze.
Un produttore OEM di aerosol si è trovato di fronte a cupole spaccate su un lancio stagionale di lacca per capelli. Il colpevole era la tensione dei bordi dovuta a un'impostazione aggressiva del taglio. Dopo un cambio di metallurgia dei coltelli e un ribilanciamento della tensione, la formazione delle cupole si è normalizzata e il lancio è rimasto nei tempi previsti.
Un programma multinazionale di nutrizione infantile ha consolidato la grafica in tutte le regioni. L'ETP prelaccato ha garantito l'uniformità del colore e ha liberato le linee di lattine dalla complessità della polimerizzazione, migliorando i tempi di attività e abbreviando i cambi d'opera.
Come reperire bobine di banda stagnata personalizzate per l'imballaggio
Chiarezza e collaborazione accorciano il percorso da “idea” a “bobina qualificata”. Iniziate ad allineare gli stakeholder interni - acquisti, qualità, operazioni - e coinvolgete subito il vostro trasformatore nella conversazione, soprattutto quando sono in gioco artwork, profili di ritorsione o nuove chimiche di riempimento. Se avete bisogno di un benchmark delle opzioni, richiedete bobine di prova e fatele girare su un set di strumenti rappresentativo per rilevare il comportamento di stiro/cucitura e i risultati dell'adesione dell'inchiostro.
- Definire le specifiche in forma di “azione + controllo”: condividere i disegni e i dettagli di riempimento/recupero → confermare un piano di campionatura di ritorno → eseguire una bobina pilota → acquisire i KPI di stampa/cucitura → concordare i limiti di accettazione. Ogni frase deve tradursi in un punto di controllo firmato, per evitare sorprese in seguito.
- Allineare i rivestimenti alle finestre di processo: specificare la passivazione/olio o la pre-laccatura → convalidare l'adesione dell'inchiostro e del sigillante → bloccare tempi/temperature di cottura. In questo modo i team di litografia e aggraffatura sono sincronizzati tra i vari turni di lavoro.
- Riduzione del rischio di taglio: fornire larghezze e bordi di taglio target → rivedere le misurazioni delle bave dopo la prima prova → approvare prima della produzione. In questo modo si proteggono le imbutiture profonde e la formatura di cupole aerosol.
- Pianificare la logistica in anticipo: impostare ID/OD e peso massimo della bobina → confermare la pallettizzazione e la protezione dalla ruggine → simulare le condizioni di transito. Un buon imballaggio previene i graffi che rovinano la qualità di stampa.
- Chiudere il cerchio: documentare gli insegnamenti tratti dal ciclo pilota → congelare la revisione delle specifiche → programmare l'ispezione del primo articolo sul primo lotto di produzione in serie. In questo modo si crea una base stabile per gli ordini futuri.
Se state valutando le opzioni di materiale, potete sfogliare il sito Tinsun portafoglio prodotti in banda stagnata e TFS per allineare le famiglie di materiali alle vostre applicazioni e richiedere campioni in bobina per le prove pilota.

Soluzioni di supply chain all'ingrosso per le materie prime di banda stagnata
Soluzioni all'ingrosso per la fornitura di carichi di livello in mercati volatili. Un partner forte combinerà acquisti basati su contratti da mulini integrati con acquisti tattici spot, proteggendo il rischio con scorte di sicurezza e programmi di taglio flessibili. L'inventario gestito dai fornitori (VMI) vicino al vostro stabilimento, o la consegna con segnali di prelievo settimanali, possono stabilizzare la produzione senza vincolare il capitale circolante. Per i programmi internazionali, allineate gli incoterms, la cadenza doganale e la protezione dalla corrosione al clima e al percorso.
| Modello di fornitura | Quando si adatta | Vantaggi | Considerazioni |
|---|---|---|---|
| VMI vicino allo stabilimento | Domanda costante con picchi stagionali | Rapido rifornimento, riduzione delle scorte | Definire i livelli max/min e il gatekeeping QA |
| In conto vendita | Rampa di nuovi prodotti o volumi incerti | Riassortimento facile per i flussi di cassa e guidato dai dati | Chiari i fattori scatenanti per la conversione delle scorte consegnate |
| Contratto + miscela spot | Specificazioni flessibili e attente ai costi | Abbattimento medio dei costi, garanzia di disponibilità | Forte QA per gestire input da più fonti |
| Buffer regionali | Reti di più impianti | Pooling del rischio tra i siti | Richiede una disciplina condivisa delle specifiche e delle etichette |
Il giusto mix dipende dall'accuratezza delle previsioni, dalla durata dei rivestimenti e dal costo dei tempi di inattività delle linee di riempimento.
Linee guida per l'ordinazione di rotoli di acciaio stagnato personalizzati
Gli ordini puliti iniziano con specifiche pulite. Includere tempra, spessore target con tolleranza, larghezza della bobina e mappa delle fessure, peso del rivestimento di stagno (su entrambi i lati, se differenziale), passivazione, tipo e quantità di olio, ID/OD della bobina, pallettizzazione, avvolgimento, inibitori della ruggine, dati sull'etichetta ed eventuali rivestimenti pre-laccati o polimerici. Se si esegue la ritorsione, annotare la curva tempo-temperatura; se si esegue il riempimento a caldo, descrivere la chimica e l'intervallo di pH. Infine, concordate il piano di test: metodo di controllo della planarità, misurazione dell'altezza della bava, test di adesione e soglie di accettazione legate ai vostri KPI a valle.
- Lista di controllo pronta per l'ordine: confermare la revisione dei disegni e delle specifiche; allegare i requisiti del certificato della cartiera e il modello di etichettatura; indicare i test di accettazione e le dimensioni del campione; elencare l'imballaggio, l'ID/OD della bobina e il peso massimo della bobina; definire le regole di controllo delle modifiche e i fattori scatenanti del rescreening. In questo modo, acquisti, AQ e operazioni sono allineati fin dal primo giorno.
Siete pronti a fare una prova o a richiedere un rapido feedback DFM? Contattate Tinsun Packaging per un preventivo su misura, una revisione ingegneristica e campioni di bobine.contattare Tinsun Packaging. Tinsun Packaging fornisce questi servizi personalizzati con tempi rapidi, consegne globali e un supporto tecnico esperto.
FAQ: Lavorazione ETP da bobina a bobina per le esigenze di confezionamento di alimenti e aerosol
Cosa rende il processo ETP coil-to-coil ideale per le esigenze di confezionamento di alimenti e aerosol?
È in grado di adattare calibro, tempra, larghezza, qualità dei bordi e chimica della superficie alle vostre esatte finestre di formatura e aggraffatura, migliorando i tempi di attività e proteggendo la grafica del marchio.
Come scegliere la passivazione e l'oliatura per la lavorazione ETP da bobina a bobina?
Iniziate con il vostro sistema di inchiostro/vernice e disegnate la severità, quindi qualificate le combinazioni su una bobina pilota per confermare l'adesione, la resistenza alle macchie e il comportamento dell'aggraffatura.
L'ETP prelaccato può ridurre la complessità della linea nella lavorazione dell'ETP da bobina a bobina?
Sì. Spostando la polimerizzazione al processore si standardizzano i risultati di cottura e si può aumentare l'OEE, a condizione che si allinei la chimica della vernice e si possano allineare i forni con il programma di polimerizzazione del processore.
Quali obiettivi di planarità fissare nella lavorazione ETP da bobina a bobina per le lattine alimentari?
Definite obiettivi di planarità e curvatura che riflettano la vostra sensibilità di carrozzieri, quindi verificate su campioni lunghi; gli obiettivi giusti riducono gli errori di alimentazione e i problemi di registro di stampa.
In che modo le impostazioni di taglio influiscono sulle prestazioni della cupola di aerosol nella lavorazione ETP da bobina a bobina?
La metallurgia dei coltelli, la distanza e il bilanciamento della tensione influenzano la tensione delle bave e dei bordi. Le impostazioni ottimizzate riducono il rischio di spaccature durante l'imbutitura profonda e la formatura ad alta pressione.
Quale documentazione deve accompagnare le spedizioni di lavorazione ETP da bobina a bobina?
Aspettatevi certificati di laminazione correlati, ID dei trasformatori, dichiarazioni di conformità e registrazioni per la passivazione, l'oliatura e qualsiasi applicazione di rivestimento, il tutto legato alle etichette delle bobine per la tracciabilità.
Ultimo aggiornamento: 2025-11-21
Changelog: Aggiunte le fasi di approvvigionamento e la lista di controllo per l'ordine; ampliate le opzioni di rivestimento con note pratiche di integrazione; introdotta la tabella della documentazione di conformità; inclusi il riflettore sul produttore di Tinsun Packaging e i link interni.
Data della prossima revisione e fattori scatenanti: 2026-02-21 o in caso di modifiche alle normative sul contatto con gli alimenti, ai prodotti chimici di rivestimento o ai metodi QA di taglio.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Materiali ETP personalizzati per la produzione di tappi aerosol e componenti di base
La scelta della giusta specifica ETP (banda stagnata elettrolitica) per le capsule e le basi per aerosol è la leva più importante per la sicurezza, la conformità e il costo totale a terra. In questa guida, traduciamo i requisiti di prestazione in scelte chiare per quanto riguarda il rivestimento, lo spessore, la tempra e l'imballaggio, in modo che la vostra attrezzatura funzioni senza problemi e il vostro prodotto rimanga conforme in tutti i mercati. Se...
-

Materiali ETP ad alte prestazioni per componenti Pull Tab e EOE
Se state progettando fondi easy-open (EOE) e linguette, il modo più rapido per migliorare l'efficienza della linea e la shelf-life è specificare materiali ETP ad alte prestazioni per componenti a linguetta e EOE con precisione. Il temper dell'acciaio giusto, lo spessore, il rivestimento in stagno e la finitura superficiale determinano direttamente la consistenza del segno, la piegabilità della linguetta, l'integrità del perno e la resistenza alla corrosione a lungo termine dopo…
-

Catena di approvvigionamento globale delle materie prime ETP nell'industria delle chiusure a cappuccio
Se producete o vi rifornite di tappi a corona, i vostri margini e la vostra qualità dipendono da una cosa: far arrivare la giusta ETP (banda stagnata elettrolitica) all'impianto giusto al momento giusto. La catena di fornitura globale delle materie prime ETP nell'industria dei tappi a corona si basa su poche leve controllabili: selezione del grado, rivestimento e finitura superficiale, conformità e logistica...
-

Spessori e pesi di rivestimento standard per le lamiere stagnate MR
- Introduzione ai materiali di banda stagnata elettrolitica di grado MR La banda stagnata elettrolitica di grado MR (Medium Residual) è il cavallo di battaglia globale per le lattine per alimenti, bevande e linee generali, perché bilancia formabilità, resistenza alla corrosione e costo. Quando si sceglie l'acciaio MR, le due leve che determinano più direttamente le prestazioni sono lo spessore standard e il peso del rivestimento. Se queste due leve sono giuste, si evita...