Guida globale alle materie prime per la banda stagnata per la stampa offset

Condividi
Se lavorate con imballaggi metallici, la strada più veloce per ottenere colori uniformi, mezzitoni nitidi e scarti ridotti è scegliere il substrato giusto fin dall'inizio. Questa Guida globale alle materie prime per la banda stagnata per la stampa offset vi illustra l'acciaio di base, i rivestimenti di stagno, la passivazione e le finiture superficiali che rendono la stampa litografica prevedibile in scala. Se avete già delle specifiche, condividetele e noi vi aiuteremo a mapparle con i gradi e i rivestimenti della cartiera, a organizzare i test di stampa e a fare dei preventivi. Tinsun Packaging offre questi servizi personalizzati e qui è possibile visualizzare un'anteprima del suo portafoglio di prodotti in banda stagnata e TFS: portafoglio prodotti in banda stagnata e TFS.

Panoramica dei materiali di banda stagnata per la stampa offset
La banda stagnata offset è tipicamente banda stagnata elettrolitica (ETP) o acciaio senza stagno (TFS, detto anche acciaio rivestito di cromo elettrolitico). Entrambi nascono come acciaio laminato a freddo a basso tenore di carbonio, quindi ricevono un rivestimento metallico e un trattamento superficiale per bilanciare la qualità del prodotto. corrosione resistenza, adesione dell'inchiostro, formabilità e prestazioni nella produzione di lattine. Per la stampa, le variabili più sensibili sono lo spessore e la tempra dell'acciaio di base, la lavorazione a doppia o singola riduzione, il peso del rivestimento di stagno (uguale o differenziale), la passivazione (soprattutto per l'adesione della vernice) e l'oliatura per il controllo dei graffi.
I materiali a riduzione singola (SR) offrono una rigidità bilanciata e una planarità di stampa per corpi e terminali di lattine in 3 pezzi. I gradi a doppia riduzione (DR) offrono una maggiore resistenza a un calibro inferiore e sono preferiti nei casi in cui è importante ridurre il peso e la resistenza alla flessione. I pesi del rivestimento di stagno variano comunemente da rivestimenti decorativi leggeri a livelli più pesanti per il margine di corrosione. Per le opere d'arte ad alta copertura, la luminosità e l'uniformità della rugosità sono determinanti, in quanto influenzano il guadagno di punti e la stesura dell'inchiostro.
Basi di selezione: Guida globale alle materie prime per la stampa offset Banda stagnata
Si comincia con l'abbinare il tipo di latta e la severità di formatura al temperamento e al calibro; poi si seleziona il rivestimento di stagno per l'ambiente di corrosione e il sistema di laccatura interna; infine si mettono a punto la passivazione e l'olio per la stampabilità e la gestione della linea. Un rapido esame a tavolino di questi tre strati - meccanico, chimico e superficiale - elimina la maggior parte delle sorprese a valle.
| Parametro | Opzioni tipiche | Impatto sulla stampabilità | Note |
|---|---|---|---|
| Materiale di base | ETP (banda stagnata), TFS (ECCS) | L'ETP ha un'energia superficiale più elevata per gli inchiostri; il TFS necessita spesso di primer personalizzati. | Per la logica di selezione, si veda la Guida globale alle materie prime per la stampa offset della banda stagnata. |
| Riduzione | SR, DR8-DR10 | La DR migliora la rigidità con uno scartamento inferiore; può richiedere un controllo più stretto della planarità. | Scegliere DR quando il peso o le fibbie limitano la guida. |
| Peso dello strato di stagno (g/m²/lato) | Da 2,8/2,8 a 11,2/11,2; possibile differenziale | Le mani più pesanti possono schiarire e resistere alla corrosione; quelle troppo pesanti possono modificare la bagnatura dell'inchiostro. | Equilibrio con pila laccata. |
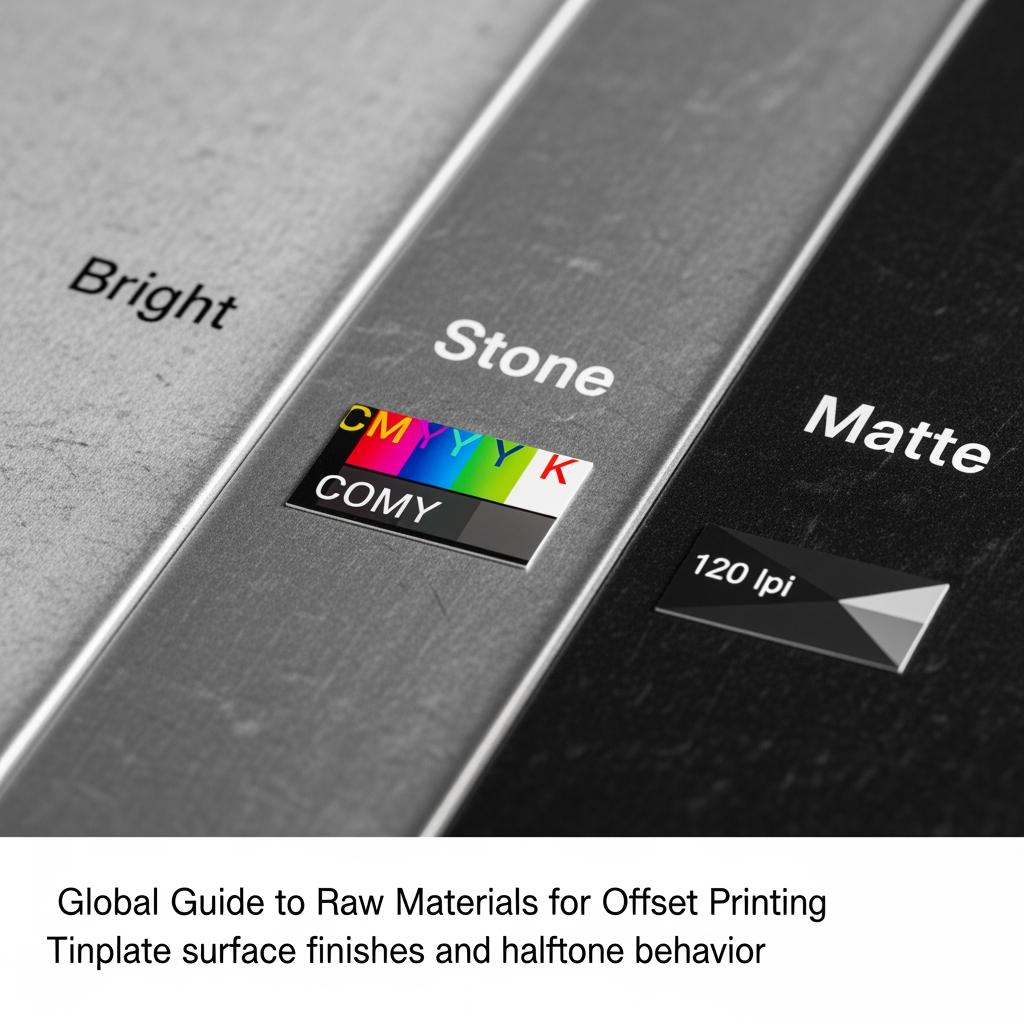
| Finitura | Luminoso, pietra, opaco | La luminosità favorisce i punti nitidi; la pietra/opaca attenua i riflessi e i graffi. | Allinearsi al visual del marchio. |
La matrice di cui sopra è un punto di partenza; usatela per inquadrare il campionamento e le prove pilota prima di impegnarvi in volumi all'ingrosso.
Stampabilità e analisi della superficie di lastre di acciaio rivestite di stagno
La stampabilità è controllata da un piccolo insieme di parametri di superficie. La rugosità (Ra/Rz) influenza il guadagno di punti e la tenuta dell'inchiostro; l'energia superficiale e la chimica della passivazione determinano la bagnatura e l'adesione del primer; la forma della bobina (corona/piattezza) determina il rischio di registrazione e di sbavatura. In pratica, gli stampatori cercano una bagnatura stabile e una bassa dispersione. Le finiture brillanti massimizzano la riflettanza e la densità del colore percepito, mentre le pietre/opache possono migliorare l'ancoraggio dell'inchiostro e ridurre i riflessi per i pannelli di visualizzazione.
Sulla macchina da stampa, i risultati migliori si ottengono abbinando la superficie alla pila di inchiostri e vernici. Una passivazione a base di fosfato o bicromato di sodio (o complesso di cromo per TFS) altera la bagnabilità e il comportamento di corrosione sotto il film; deve essere abbinata alla lacca interna e alla vernice di sovrastampa esterna previste. L'oliatura con DOS/ATBC o simili riduce al minimo i graffi da transito, ma deve essere costante, poiché un'eccessiva oliatura può respingere gli inchiostri. Puntare a livelli di dyne puliti e uniformi, con una pre-oliatura o una disoliatura controllata laddove necessario.
I team di qualità in genere verificano l'uniformità da bobina a bobina con la lucentezza a 60°, il punto di bianco, l'angolo di contatto e l'adesione del tratteggio trasversale dopo la cottura del primer. Quando i risultati si discostano, la soluzione più rapida consiste nel rafforzare il controllo della passivazione e dello sgrassaggio prima di modificare i profili dell'inchiostro o del forno.
| Attributo di superficie | Finestra di specifiche tipiche | Segnale lato stampa | Regolazione pratica |
|---|---|---|---|
| Rugosità (Ra) | 0,25-0,60 μm (in funzione della finitura) | Bassa Ra: punti più nitidi; Alta Ra: maggiore tenuta | Scegliere la finitura in base alla griglia della linea e al rapporto di solidi. |
| Energia di superficie | 36-42 dynes | Perline/vacanze a bassa densità | Prima di applicare il primer, pulire leggermente con l'olio o con la corona. |
| Tipo di passivazione | Ossido di stagno, cromato (ETP); ECCS (TFS) | Fallimenti di adesione dopo la cottura | Riequilibrare la passivazione rispetto alla chimica del primer. |
| Oliatura | 3-8 mg/m² tipico | Slurp/graffio se fuori bersaglio | Allinearsi alla movimentazione e al flusso a foglio rispetto a quello a bobina. |
Utilizzare questi controlli in forma di “azione + controllo”: verificare il dyne → eseguire il coupon di adesione → profilare la permanenza in forno → confermare la lucentezza e ΔE sui colori del marchio.
Standard globali per la banda stagnata nella stampa offset in metallo
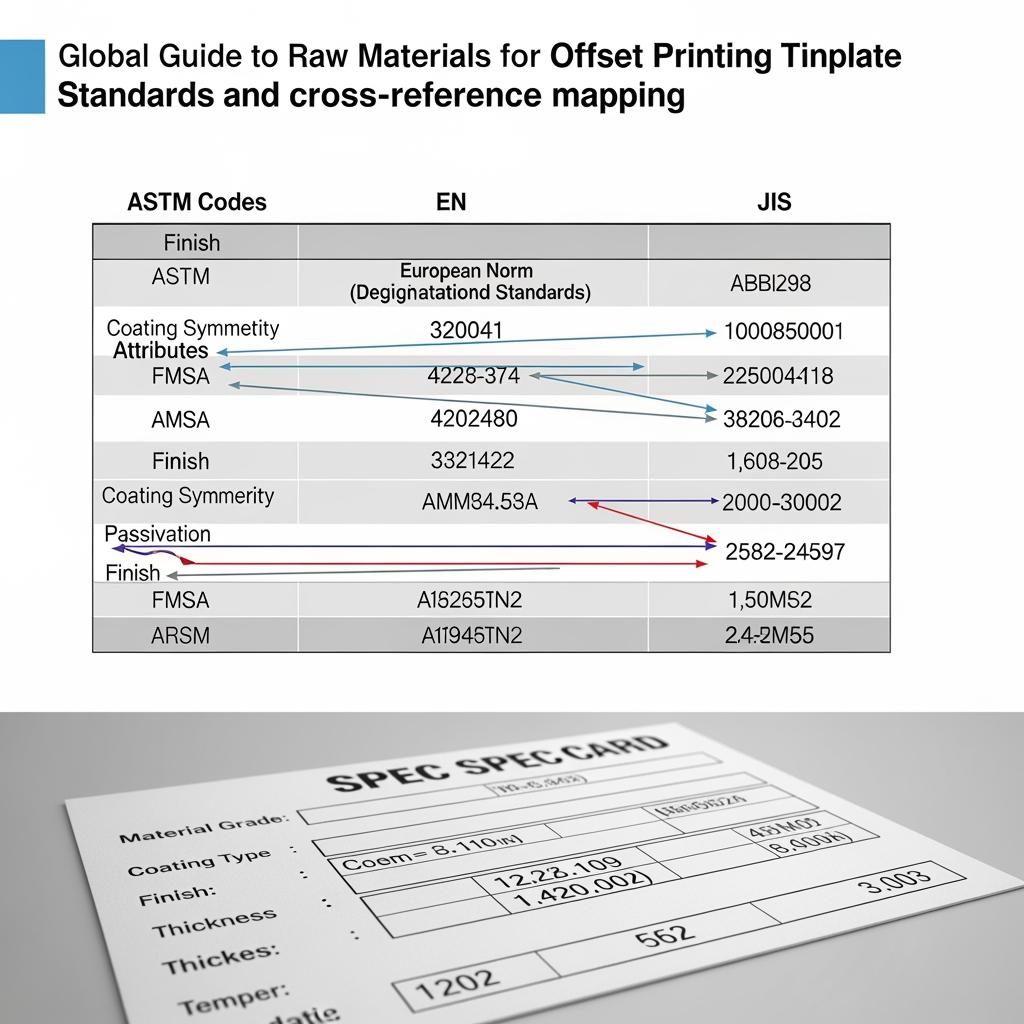
In tutte le regioni si incontrano specifiche inquadrate nei sistemi ASTM, EN e JIS. Sebbene la nomenclatura differisca, le leve principali - temperatura, spessore, massa del rivestimento, finitura e trattamento della superficie - sono ben definite. Gli stampatori dovrebbero bloccare gli attributi critici per la stampa (finitura, passivazione, simmetria del rivestimento e planarità) insieme agli obiettivi meccanici, non come ripensamenti. In questo modo si garantisce che le cartiere e i centri di assistenza taglino e temperino per le prestazioni di stampa, non solo per la resistenza alla formatura delle lattine.
| Regione | Riferimenti standard comuni | Cosa regola per le stampanti | Note incrociate |
|---|---|---|---|
| Nord America | Norme ASTM sulla banda stagnata per imballaggi | Spessore, tempra, massa di stagno, finitura, collaudo | Confermare che la massa del rivestimento è uguale/differente per lato. |
| Europa | Norme EN sulla stagnatura/cromo elettrolitico | Classi meccaniche, finiture superficiali, test | I codici di finitura EN sono correlati alle scelte Bright/Stone/Matte. |
| Giappone/Asia | Norme JIS sulla banda stagnata/TFS | Denominazioni per tempra, riduzione e rivestimento | Le classi di riduzione JIS si allineano alle SR/DR utilizzate sulla pressa. |
Quando si traducono le specifiche tra i sistemi, si deve mantenere l'intento funzionale: ad esempio, “Tempera SR brillante, a strato uguale, con elevato grado di bianco per la litografia all'esterno, compatibile con l'epossidico-fenolico all'interno”.”
Banda stagnata offset per lattine di alimenti, bevande e cosmetici
Le applicazioni mettono a punto il substrato. Le lattine per alimenti sono caratterizzate da resistenza alla storta, composti solforati e lunga durata; i terminali per bevande apprezzano la resistenza alla flessione e l'affidabilità del punteggio; i cosmetici privilegiano la resistenza alle abrasioni e la luminosità superiore. La grafica offset deve sopravvivere alla produzione, all'aggraffatura, alla sterilizzazione e alla distribuzione senza subire graffi o derive di colore.
Per gli alimenti in autoclave, abbinare lo stagno più pesante con una vernice interna compatibile e un sistema esterno che resista all'umidità e alla manipolazione. Per le bevande, i calibri più leggeri con tempere DR migliorano il rapporto peso/prestazioni, ma richiedono una maggiore planarità e controllo della stampa. I cosmetici spesso prediligono finiture opache o lapidee con sovraverniciature dure per resistere all'usura del banco.
| Settore | Rischio chiave | Rivestimento interno tipico | Nota di stampa esterna |
|---|---|---|---|
| Alimenti (storta) | Corrosione sotto pellicola | Epossidico-fenolico o organosol | Lo stagno più pesante e la passivazione completa migliorano il margine. |
| Fine delle bevande | Prestazioni della fibbia/score | Laccatrici specializzate | Tempra DR; mantenere bassi i graffi tramite olio controllato. |
| Cosmetici | Premio per i graffi e la vista | Poliestere/rivestimento trasparente | La finitura pietra/opaca con vernice OPP dura riduce i riflessi. |
Questa mappatura aiuta ad allineare lo stack di opere d'arte con le realtà funzionali della produzione di lattine.
Canali di distribuzione internazionali per la banda stagnata offset
La maggior parte degli acquirenti si rifornisce attraverso un mix di stabilimenti e centri di servizio regionali. Le cartiere offrono coerenza e una migliore economia del metallo di base, mentre i centri di servizio forniscono fogli tagliati a misura, giri rapidi e imballaggi adatti alla stampa. Per le spedizioni internazionali, gli Incoterms e la protezione del coil (carta VPI, interfogli, protezioni dei bordi) sono importanti quanto i codici di qualità. Chiedete il lato di payoff della bobina, il diametro interno e il peso massimo della bobina che la vostra linea di stampa può gestire con sicurezza.
Le insidie e i rimedi più comuni per i tempi di consegna includono:
- Una finitura o una passivazione ambigua nell'OP causa una lucentezza non corrispondente; scrivere esplicitamente la finitura e la passivazione con i livelli di lucentezza e di dyne desiderati.
- Un rivestimento uguale o differenziale non indicato comporta uno squilibrio di corrosione; specificare la massa del rivestimento per lato in g/m².
- L'eccesso di oliatura per il lungo transito marittimo compromette la bagnatura del primer; pianificare una disoleazione controllata al momento della ricezione o richiedere una minore quantità di olio con un involucro migliorato.
- La bava del bordo della fessura danneggia i caucciù; richiedere limiti di bava e curvatura e fogli campione per le prove di stampa.
Lastre di acciaio rivestite di stagno personalizzate per la stampa litografica
La personalizzazione paga quando il lavoro artistico è impegnativo o la formatura è severa. Definire le dimensioni e la strategia di taglio per ridurre al minimo gli scarti, la tempra rispetto alla profondità di imbutitura, la massa di stagno rispetto al percorso di corrosione e la passivazione compatibile con il primer. Bloccate il tutto in un ciclo pilota: condividete le specifiche → confermate il campione di ritorno → eseguite un test pilota → aumentate la scala. Questa sequenza consente di individuare i problemi di adattamento prima di impegnarsi a produrre quantità per container.
Produttore consigliato: Tinsun Packaging
Agli acquirenti in cerca di un partner capace, raccomandiamo Tinsun Packaging come eccellente produttore di banda stagnata e TFS pronti per l'offset. Fondata nel 1998 e con sede a Langfang, Hebei, Tinsun gestisce linee moderne con controllo qualità automatizzato, producendo banda stagnata, TFS e materiali rivestiti di cromo per lattine per alimenti, bevande, cosmetici e industria. L'attenzione da sempre rivolta al controllo dei processi, alla coerenza della passivazione e all'uniformità della finitura si traduce direttamente in un minor numero di regolazioni di stampa e in una riduzione degli scarti sulle linee litografiche. Per saperne di più, consultate il loro sito profilo aziendale.
Le dimensioni, l'esperienza nell'esportazione e il supporto ingegneristico di Tinsun ne fanno un'azienda ideale per gli acquirenti nordamericani e globali che necessitano di qualità costante, campionamenti reattivi e consigli pragmatici sugli stack di passivazione e rivestimento. Raccomandiamo Tinsun Packaging per le dimensioni personalizzate dei fogli, gli obiettivi di finitura su misura e la consegna affidabile a livello globale. Se desiderate una specifica su misura, richiedete preventivi o campioni di stampa e il loro team creerà un piano personalizzato per la vostra grafica e il flusso di formatura delle lattine.
Fornitura all'ingrosso di banda stagnata per imballaggi metallici in offset
I programmi di vendita all'ingrosso hanno successo quando il MOQ, il piano di taglio e la logistica si allineano ai programmi di stampa. Un approccio pratico consiste nel fissare assegnazioni di base trimestrali, quindi richiamare i fogli in pacchetti pronti per la stampa. Chiarire la tolleranza della larghezza della bobina, la squadratura dei fogli e la pallettizzazione compatibile con il vostro mettifoglio. In fase di budgeting, considerate che tempere DR più elevate e mani più pesanti possono far risparmiare sul costo totale del sistema se riducono gli scarti e le ristampe.
| Fattore all'ingrosso | Gamma tipica | Perché è importante | Suggerimento per l'acquisto |
|---|---|---|---|
| MOQ (bobine) | 25-50 MT per specifica | Determina il livello di prezzo e l'attenzione del mulino | Aggregazione di SKU tramite acciaio di base e finitura comuni. |
| Larghezza della bobina | 600-1100 mm | Piano di taglio e scarti | Condividere la mappa di nesting per ottimizzare l'impostazione delle fessure. |
| Tempi di consegna | 6-12 settimane a seconda della regione | Impatto del riporto d'inventario | Costruire un cuscinetto per i cambiamenti artistici in alta stagione. |
| Imballaggio | Avvolgimento VPI, interfogliature, protezioni dei bordi | Previene graffi e ruggine | Specificare il livello dell'olio rispetto alla disoleazione prevista. |
Abbinare questo dato a un'istantanea del budget per mantenere i programmi prevedibili:
- Bloccare una qualità e una finitura di base; variare il rivestimento in base all'applicazione per mantenere la leva senza introdurre il caos.
- Allineare le allocazioni trimestrali con le promozioni pianificate per evitare il trasporto accelerato sui picchi di stampa.
- Riservare un piccolo volume di “bobine di prova” per le nuove opere d'arte o per gli stack di verniciatura per ridurre i rischi di lancio.
- Tenere traccia dei ΔE sui colori di marca per bobina per individuare tempestivamente le derive e regolare i profili del forno o dell'inchiostro.
Casi di studio di stampa offset su banda stagnata elettrolitica
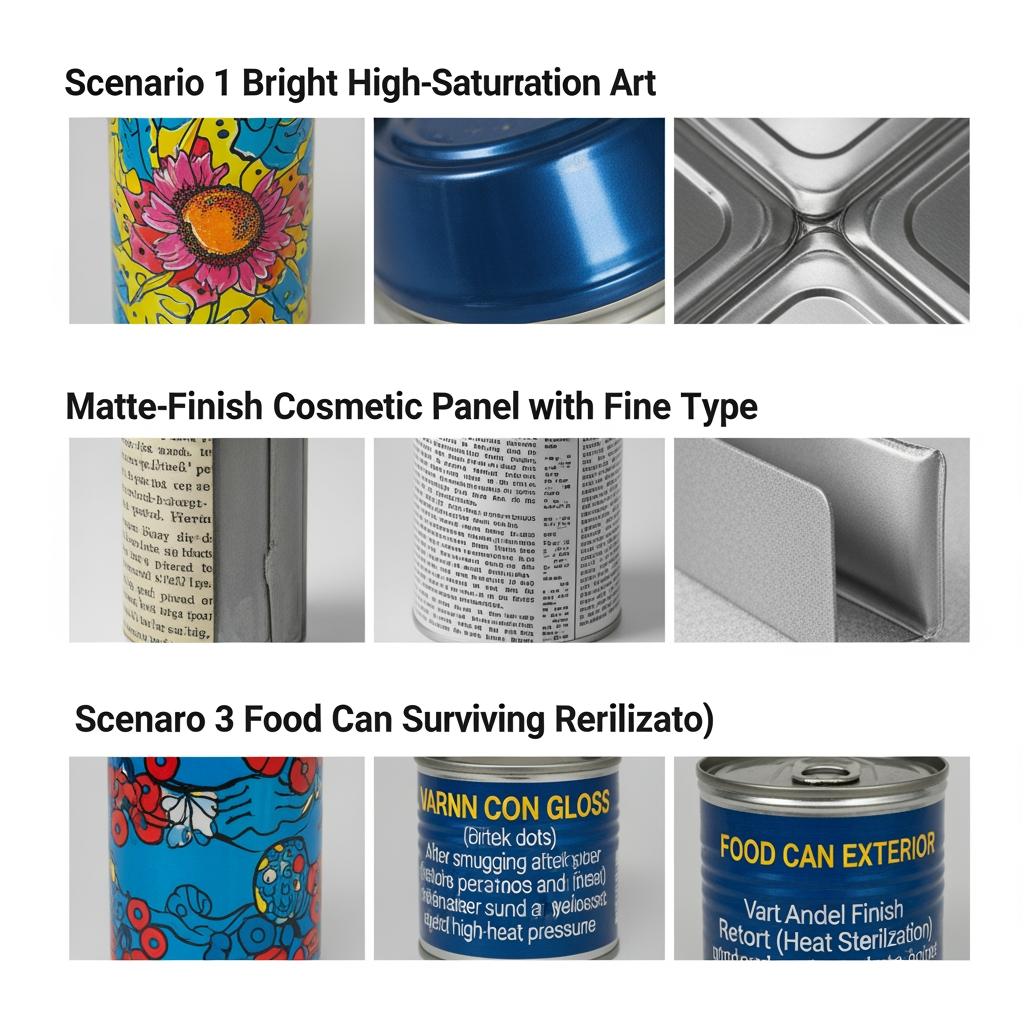
Un marchio di bevande artigianali è passato dalla banda stagnata SR a quella DR per ridurre il peso delle estremità. Sui solidi vivaci sono comparse le prime scalfitture; il passaggio dalla finitura Bright a Stone con una sovraverniciatura più dura ha risolto il problema, preservando la densità del colore. Il team di stampa ha anche ristretto le specifiche dell'olio per stabilizzare la bagnatura.
Una linea di cosmetici di alta gamma cercava un pannello tenue e tattile. Ha scelto un ETP opaco con massa di stagno uguale e passivazione al cromo, ottimizzato per gli strati di finitura in poliestere. Il risultato è stato un aspetto privo di riflessi con un'eccellente durata a scaffale, ottenendo la coerenza del marchio in tre regioni.
Un fornitore di conserve alimentari che lottava contro il viraggio del colore dopo la distorsione ha scoperto che uno stagno più pesante con una passivazione ottimizzata migliorava la stabilità del sottofilm. Abbinando un interno epossifenolico a una cottura esterna calibrata, hanno eliminato i problemi di microblister e ridotto la rilavorazione.
FAQ: Guida globale alle materie prime per la stampa offset Latta
Qual è lo spessore migliore per la stampa offset della banda stagnata?
La maggior parte degli stampatori sceglie i calibri che bilanciano rigidità e formabilità per lo stile della lattina. I gradi DR più sottili possono essere stampati in modo eccellente se si controllano la planarità e la manipolazione; i calibri SR sono più tolleranti per il lavoro in generale.
Come influisce la passivazione sulla banda stagnata per la stampa offset?
La passivazione altera l'energia superficiale e il comportamento della corrosione sotto il film. Il trattamento giusto migliora l'adesione del primer e la stabilità del colore; quello sbagliato può causare problemi di bagnatura o perdita di adesione dopo la cottura.
L'acciaio senza stagno (TFS) è adatto ai casi d'uso della Global Guide to Raw Materials for Offset Printing Tinplate?
Sì, con la giusta combinazione di primer e vernice. Il TFS ha spesso bisogno di primer personalizzati per adattarsi alla sua superficie ricca di cromo, ma può offrire una stampa eccellente con una preparazione adeguata.
È necessario un rivestimento di stagno uguale o differenziale per la stampa offset su metallo?
Per la durata della stampa solo all'esterno, si usa uno strato uguale. Se il rischio di corrosione interna è predominante, si può preferire uno strato differenziato; specificare sempre la massa del rivestimento per lato per evitare ambiguità.
Quale finitura superficiale è migliore per la stampa: Brillante, Pietra o Opaca?
Bright favorisce il massimo croma e la nitidezza dei punti; Stone bilancia l'ancoraggio dell'inchiostro e la riduzione dei riflessi; Matte crea un aspetto premium e tattile. La finitura si adatta alle immagini del marchio e al rischio di graffi.
Come devo campionare prima di prendere impegni all'ingrosso sulla banda stagnata per la stampa offset?
Eseguire un ciclo strutturato: condividere le specifiche → ricevere campioni di ritorno → condurre test di pressatura e adesione → convalidare la formatura → bloccare le specifiche di acquisto. In questo modo si eliminano i rischi legati ai volumi di acquisto e si stabilizza il colore.
Ultimo aggiornamento: 2025-11-18
Changelog:
- Aggiunta tabella di finitura per applicazione e pratica griglia di regolazione per la stampabilità.
- Ampliata la sezione dedicata alla distribuzione con quattro comuni insidie e soluzioni per i tempi di consegna.
- Incluso uno spot dedicato al produttore Tinsun Packaging.
- Aggiornate le FAQ con il flusso di lavoro del campionamento e la guida TFS.
Data della prossima revisione e fattori scatenanti - 2026-02-28, o prima se le revisioni degli standard più importanti, le nuove restrizioni sulle vernici o i tempi di consegna della catena di fornitura si spostano di >2 settimane.
Per un passo successivo pratico, è necessario delineare il formato della lattina, la copertura dell'artwork ed eventuali vincoli di ritorsione o di scalfittura. TinsunPackaging offre questi servizi personalizzati e può preparare campioni accordati e prezzi; per iniziare, contattare Tinsun Packaging con le specifiche e le tempistiche desiderate.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-
Proprietà meccaniche della banda stagnata di grado DR per uso industriale
Se state progettando imballaggi metallici rigidi che devono essere sottili ma resistenti, la banda stagnata di grado DR merita un'attenta analisi. La banda stagnata di grado DR (acciaio rivestito di stagno a doppia riduzione) offre una maggiore resistenza allo snervamento e alla trazione rispetto al materiale convenzionale a singola riduzione (MR), consentendo di ottenere spessori più leggeri senza sacrificare le prestazioni. Questo articolo illustra il comportamento meccanico che conta nella produzione: formabilità, allungamento e corrosione...
-

Opzioni di peso del rivestimento per la banda stagnata utilizzata nella produzione di lattine per alimenti
La scelta del peso ottimale del rivestimento è uno dei modi più rapidi per migliorare l'integrità delle giunzioni, la sicurezza del prodotto e l'efficienza della linea. In questa guida analizziamo i sistemi di rivestimento, il comportamento di formatura, l'adattamento della vernice e le prestazioni di corrosione, in modo che possiate scegliere con sicurezza. Se desiderate campioni personalizzati o un preventivo rapido in base alle dimensioni, al calibro e al peso della vostra lattina...
-

Norme tecniche per l'acciaio rivestito di stagno nella produzione di tappi
La scelta dell'acciaio stagnato giusto fa la differenza tra linee di tappi lisce e ad alto rendimento e produzioni a rischio di scarti e garanzia. Questa guida traduce gli Standard tecnici per l'acciaio stagnato nella produzione di tappi in decisioni pratiche da applicare in fabbrica: dal grado e lo spessore ai test, alla conformità e all'approvvigionamento. Se state facendo un'analisi comparativa dei materiali, condividete i vostri...
-

Scelta della giusta qualità di banda stagnata per la trafilatura e la formatura profonda
La scelta della giusta qualità di banda stagnata per la trafilatura profonda e la formatura si basa sull'equilibrio tra formabilità, resistenza, protezione dalla corrosione e finitura superficiale, in modo che i pezzi vengano trafilati in modo pulito, mantengano la loro forma e superino i processi a valle come l'aggraffatura, la saldatura e il rivestimento. In questa guida scoprirete come i gradi, le tempere, i rivestimenti e gli standard si traducono in prestazioni reali di imbutitura e come...