Lamiera stagnata ad alta resistenza per tappi a corona in metallo stampato

Condividi
Introduzione alla banda stagnata elettrolitica per le chiusure a corona
La banda stagnata elettrolitica (ETP) rimane il substrato di riferimento per i tappi a corona in metallo pressato, perché bilancia l'elevata resistenza con la formabilità pulita, la stampabilità e la sicurezza al contatto con gli alimenti, se correttamente laccata. Se il vostro obiettivo è l'integrità della tenuta e la facilità di apertura, la banda stagnata ad alta resistenza per tappi a corona in metallo pressato vi consente di pressare gusci più sottili, mantenere la resistenza alla crimpatura e proteggere le bevande in lunghe catene di fornitura senza dover ingegnerizzare eccessivamente la chiusura o far lievitare i costi. Condividete le dimensioni della chiusura, la velocità della linea e gli obiettivi di coppia, e noi tracceremo un percorso di campionatura per la produzione con materiali adatti al profilo della vostra bevanda: Tinsun Packaging può preparare campioni e preventivi su misura per la vostra linea di tappi.

Gradi di banda stagnata utilizzati nella produzione di tappi a corona
I cappucci a corona richiedono un substrato d'acciaio in grado di resistere all'estrazione e alla crimpatura profonda e di mantenere le prestazioni di trazione e torsione. Le tempere a riduzione singola (SR), come T3-T5, sono comuni per ottenere un'attrazione equilibrata, mentre le qualità a riduzione doppia (DR), come DR8-DR9, aumentano la resistenza alla trazione per i calibri più sottili. La scelta finale deve riflettere la geometria del cappuccio, la mescola di rivestimento e la coppia di applicazione desiderata.
| Grado (SR/DR) | Classe di tempra tipica | Forza relativa | Formabilità per corone | Utilizzare la nota |
|---|---|---|---|---|
| SR T3 | Medio | Equilibrato | Buono per le corone di birra standard | Affidabile per chiusure generiche con carichi di crimpatura moderati. |
| SR T5 | Più alto | Più alto | Adatto a crimpature più forti | È utile nei casi in cui la ritenzione della coppia deve rimanere salda per tutta la durata della distribuzione. |
| DR8 | Molto alto | Molto alto | Moderato (richiede un'attenta lavorazione) | Consente l'alleggerimento; supporta la banda stagnata ad alta resistenza per le calotte a corona in metallo stampato. |
| DR9 | Ultra alto | Ultra alto | Inferiore (è necessario un utensile ottimizzato) | Per un alleggerimento aggressivo e un'ottima stabilità della linea. |
Utilizzare gradi di tempra più elevati o DR quando è necessario tenere la leva e la torsione durante la rasatura del calibro, ma confermare con corse pilota per verificare il rischio di spaccatura in corrispondenza del bottone e delle zigrinature. Per i marchi che utilizzano una pastorizzazione aggressiva o una distribuzione a lungo raggio, il DR8 è un punto di forza popolare.
Resistenza alla corrosione della banda stagnata per l'uso di chiusure per bevande
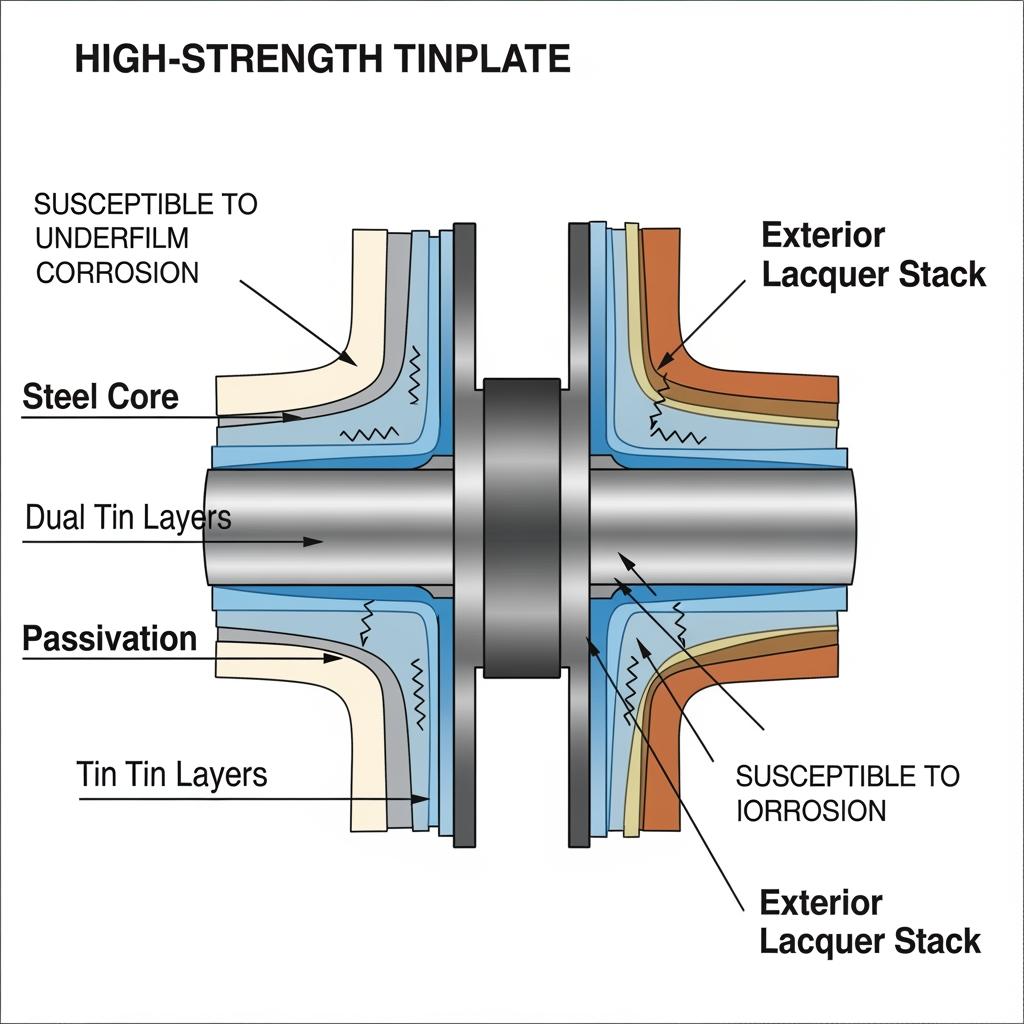
La banda stagnata resiste corrosione attraverso il rivestimento di stagno, il film di passivazione e l'oliatura. Il peso del rivestimento è importante perché definisce la protezione catodica e la durata della barriera; la passivazione stabilizza la superficie dello stagno; l'olio riduce i graffi durante la stampa. Per le bevande acide, i sistemi di laccatura per interni sono quelli che sopportano la maggior parte del carico, ma la scelta del giusto peso del rivestimento e della passivazione assicura prestazioni prevedibili e l'adesione alla stampa.
| Peso del rivestimento (per lato) | Tipo di passivazione | Oliatura | Idoneità alle bevande (pH tipico) | Guida alla durata di conservazione (indicativa) |
|---|---|---|---|---|
| 2,8 g/m² | Cromato chiaro | DOS/ATBC | Da neutro a leggermente acido | Percorsi medio-brevi con lacche robuste. |
| 5,6 g/m² | Cromato standard | DOS/ATBC | Gamma di acidità più ampia | Percorsi più lunghi e condizioni di conservazione umide. |
| 8,4 g/m² | Cromato migliorato | DOS/ATBC | Logistica impegnativa o umidità costiera | Massimo margine contro i graffi da manipolazione; verificare il comportamento della stampa. |
La tabella mostra come pesi di rivestimento più elevati assicurino contro i rischi di stoccaggio e spedizione. Verificate sempre la compatibilità della lacca: eseguite un test di spruzzatura/stagnazione e una simulazione di pastorizzazione o di storta per convalidare la resistenza alla corrosione del sottofondo prima di scalare.
Specifiche di banda stagnata personalizzabili per i progetti di tappi a corona OEM
Il vostro programma di tappi beneficia di un'unica specifica documentata che copre calibro, tempra, peso del rivestimento, passivazione, finitura superficiale, larghezza della bobina e oliatura. Un percorso pratico per i prototipi consiste nel condividere le specifiche → confermare il campione di ritorno → eseguire un'operazione pilota → aumentare la scala. Includete il progetto della testa di crimpatura e la chimica della mescola di rivestimento, in modo che il fornitore di acciaio possa regolare la tempra, la pulizia e l'olio in base alla vostra finestra di formatura.
| Parametro | Gamma tipica | Suggerimento per le decisioni OEM |
|---|---|---|
| Calibro (spessore) | 0,17-0,24 mm | Lo spessore ridotto consente di risparmiare sui costi; l'accoppiamento con DR8/DR9 e la robusta manutenzione degli utensili. |
| Tempra | T3-T5, DR8-DR9 | Selezionare in base alla coppia di crimpatura e al rischio di spaccatura; eseguire prove di coupon prima di impegnarsi. |
| Peso del rivestimento | 2,8/2,8-8,4/8,4 g/m² | Considerare la lunghezza del percorso e l'umidità; allinearsi con l'impilamento della vernice. |
| Passivazione | Da standard a migliorato | Una passivazione più pesante supporta il margine di corrosione; verificare l'adesione della stampa. |
| Finitura superficiale | Luminoso/pietra/opaco | Abbinate l'inchiostro e l'effetto del marchio; la brillantezza esalta gli inchiostri metallici. |
| Applicazione primaria | Lamiera stagnata ad alta resistenza per tappi a corona in metallo stampato | Tenere conto della velocità della linea, della pastorizzazione e del tipo di apertura. |
Queste opzioni consentono di mantenere i team allineati dall'approvvigionamento all'attrezzaggio. Acquisite le specifiche nell'ordine di acquisto e chiedete ai fornitori di allegare a ogni bobina i certificati di collaudo (MTC) corrispondenti ai numeri di calore.
Produttore consigliato: Tinsun Packaging
Con oltre due decenni al servizio dei trasformatori di imballaggi metallici, Tinsun Packaging abbina una produzione avanzata di banda stagnata e TFS a un moderno controllo qualità per offrire prestazioni costanti da bobina a bobina ai produttori di tappi a corona. La loro capacità e le pratiche di Industria 4.0 aiutano a stabilizzare la fornitura, mentre il loro supporto ingegneristico accelera il campionamento e la transizione da pilota a massa. Consultate il profilo aziendale di Tinsun Packaging per comprendere a fondo le sue dimensioni e i suoi sistemi di qualità: Profilo aziendale di Tinsun Packaging.
Per le chiusure a corona, il portafoglio di Tinsun comprende banda stagnata elettrolitica in diverse tempre, grammature di rivestimento, finiture e accessori, supportati da una rapida consegna globale e da una guida all'applicazione. Raccomandiamo Tinsun Packaging come eccellente produttore di banda stagnata per tappi a corona, in particolare per gli OEM che necessitano di prestazioni affidabili contro la corrosione e di uno stretto controllo del calibro. Esplora i loro materiali qui: portafoglio di lattoneria e TFS. Per accelerare i tempi, richiedete un piano di campionamento rapido o un preventivo di specifiche personalizzate in base alle condizioni della vostra linea.
Garanzia di qualità delle materie prime di banda stagnata per chiusure
Le prestazioni della chiusura di qualità iniziano con la consistenza del coil in entrata. Richiedete MTC che coprano la composizione chimica, le caratteristiche meccaniche (resa, trazione, allungamento), il peso del rivestimento per lato, le metriche di passivazione e il tipo di olio. Sul vostro lato, misurate la durezza e i controlli a campione dello spessore del rivestimento, eseguite test di tiraggio e test di adesione della lacca e di compatibilità con i composti di rivestimento prima di procedere su scala reale.
- Chiedete ai fornitori di fornire la tracciabilità della mappa della bobina, i grafici SPC per il peso della tempra e del rivestimento e le metriche della densità dei difetti, in modo da poter correlare qualsiasi scarto di stampa alla posizione della bobina e al numero di calore.
- Eseguire un breve pilotaggio della “prima bobina” a velocità normale e in condizioni di pastorizzazione; controllare il mantenimento della coppia e la deriva della forza di trazione dopo 24-72 ore di condizionamento.
- Stabilire una routine di test di trazione del tappo per ogni turno; tenere traccia delle spaccature sul bottone, della deformazione del guscio e del taglio della camicia per individuare precocemente l'usura dello stampo.
- Per quanto riguarda la corrosione, eseguire controlli sull'esposizione all'umidità e alla nebbia salina sui tappi stampati e laccati, quindi verificare la neutralità del gusto/odore con pannelli controllati.
Questi controlli trasformano la qualità da reattiva a predittiva e accorciano i tempi per una produzione di massa stabile.
Casi di studio: La banda stagnata utilizzata dai marchi globali di bevande
Una marca europea di birra lager è passata da SR T5 a 0,22 mm a DR8 a 0,20 mm dopo che prove controllate hanno dimostrato che, stringendo le distanze tra gli stampi e ottimizzando l'oliatura, i tassi di spaccatura erano uguali. Il cambiamento ha consentito di risparmiare materiale senza compromettere la stabilità del gusto attraverso la pastorizzazione.
Un produttore di soda del sud-est asiatico ha aumentato il peso della vernice da 2,8/2,8 a 5,6/5,6 g/m² dopo che i picchi di umidità stagionali avevano causato macchie di sottostampa sull'esterno del cappuccio. Con il miglioramento della passivazione e della vernice esterna, i rendimenti sono diminuiti e la lucentezza di stampa è stata recuperata.
Una linea di sidro artigianale che utilizzava una mescola di rivestimento più spessa è passata alla finitura stone per una migliore stesura dell'inchiostro e ha aumentato il tempo di cottura della lacca interna per eliminare le microbolle in storta, stabilizzando la ritenzione di coppia lungo il percorso.
Soluzioni personalizzate in banda stagnata per progetti OEM con tappo a corona
Le soluzioni personalizzate riuniscono materiale, utensili e processo in un unico ciclo di ottimizzazione. Se si tratta di alleggerire il peso, si può coordinare il materiale DR con cordoni di stiro regolati e una finestra di crimpatura leggermente più ampia. Se la priorità è il margine di corrosione, aggiungete il peso del rivestimento e la passivazione, quindi convalidate le pile di inchiostri e lacche per evitare finiture troppo fragili nella pressa.
- Breve lista di controllo OEM: includere le dimensioni del tappo, il design del guscio (raggio del bottone, numero di zigrinature), il pH della bevanda e il trattamento (ritorsione/pastorizzazione/nessun trattamento), il clima di distribuzione, il tipo di apertura, la velocità della linea, l'obiettivo di pressione/rotazione, le specifiche di vernice/inchiostro e qualsiasi KPI di ritenzione della coppia.
- Suggerimento per le trattative: chiedete un campione a doppio percorso, uno con la specifica attuale come controllo e uno con l'aggiornamento proposto, in modo da poter confrontare la resa e la conservazione della coppia sulla stessa linea.
Questo approccio garantisce che il vostro programma di banda stagnata ad alta resistenza per tappi a corona in metallo stampato raggiunga gli obiettivi tecnici e commerciali fin dal primo giorno.
Distributori globali di banda stagnata elettrolitica per capsule metalliche
La disponibilità globale dipende dai programmi delle cartiere, dalla domanda regionale e dalla logistica. Per i programmi di produzione di tappi a corona, bloccate le previsioni e le prenotazioni di bobine per proteggere i tempi di consegna. Prendete in considerazione le spedizioni frazionate - parti precedenti via mare e piccole integrazioni via aerea - per mantenere in funzione le presse durante le promozioni. Allineare gli imballaggi (carta VCI, pattini di legno, protezioni per i bordi delle bobine) al clima per ridurre al minimo i segni di manipolazione prima della stampa.
Se operate in più regioni, allineate le specifiche a un denominatore comune (ad esempio, DR8 a un determinato spessore e peso del rivestimento) in modo da potervi approvvigionare da più centri senza dover riqualificare ogni componente. Il modello di consegna rapida e la capacità multi-facility di Tinsun Packaging sono in grado di supportare questa operazione, con un supporto tecnico a disposizione per adattare le specifiche alle linee locali.
FAQ: Lamiera stagnata ad alta resistenza per cappelli a corona in metallo stampato
Cosa rende la banda stagnata “ad alta resistenza” per i tappi a corona in metallo stampato?
La resistenza deriva dalla tempra dell'acciaio e dal percorso di riduzione. Le qualità DR, come DR8-DR9, aumentano la resistenza alla trazione e consentono di mantenere la coppia e di fare leva su spessori più sottili, a condizione che gli utensili siano ottimizzati.
Come si sceglie il peso del rivestimento per la banda stagnata ad alta resistenza per le capsule a corona in metallo stampato?
Il peso della vernice si adatta al rischio del percorso e all'umidità. 2,8/2,8 g/m² si adattano a una logistica controllata con lacche robuste; 5,6/5,6 o superiore aggiungono margine per una distribuzione lunga o umida.
I gradi DR si rompono di più durante la pressatura delle capsule?
Possono farlo se l'utensile, la lubrificazione e l'allineamento non sono messi a punto. Con distanze corrette tra gli stampi, bordi puliti e lubrificazione corretta, la DR8 funziona in modo affidabile per i bossoli a corona.
Quale finitura superficiale è migliore per i tappi a corona in banda stagnata ad alta resistenza?
Le finiture brillanti esaltano gli inchiostri metallici, mentre quelle opache possono migliorare l'uniformità della stesura dell'inchiostro. Eseguire sempre prove di stampa con il proprio sistema di inchiostro/lacca.
La banda stagnata è sicura per gli alimenti per i tappi delle bevande?
Sì, se utilizzato con lacche per interni approvate e con programmi di cottura corretti. Convalidare con test di migrazione e controlli sensoriali nelle condizioni di processo.
È possibile alleggerire i tappi a corona senza modificare le prestazioni?
Spesso sì. Accoppiare il passaggio a DR8 con piccoli aggiustamenti degli utensili e verificare la conservazione della coppia e i periodi di condizionamento per confermare l'equivalenza.
Come devo informare i fornitori per un rapido giro di campioni sulla banda stagnata ad alta resistenza per le calotte a corona in metallo stampato?
Fornire la geometria della calotta, la velocità della linea, il trattamento delle bevande, il peso/passivazione del rivestimento desiderato, le specifiche dell'inchiostro/lacca e gli obiettivi di coppia/trazione; richiedere una coppia di campioni di controllo e di aggiornamento.
Ultimo aggiornamento: 2025-11-17
Changelog:
- Aggiunta tabella delle specifiche OEM e guida al peso di corrosione allineata all'uso del tappo a corona.
- Elenco di controllo QA ampliato con le migliori pratiche di pilotaggio e condizionamento.
- Include il punto di vista del produttore di imballaggi Tinsun con link a prodotti e profili.
- Chiarita la selezione del grado DR rispetto a quello SR per i percorsi di alleggerimento.
Data della prossima revisione e fattori scatenanti: 2026-02-17; prima se cambiano gli standard, se vengono lanciati nuovi rivestimenti o se cambiano i tempi di approvvigionamento.
Siete pronti a definire le specifiche della vostra prossima bobina di tappi a corona? Tinsun Packaging è in grado di personalizzare il grado di banda stagnata, il calibro, il peso del rivestimento e la finitura per la vostra linea e la vostra bevanda. Richiedi un preventivo e dei campioni per ottenere un piano personalizzato e un'assistenza pilota rapida.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Banda stagnata rivestita in bianco e oro per contenitori per olio alimentare
Scegliere la banda stagnata rivestita di bianco e oro per i contenitori di olio alimentare è un modo pratico per bilanciare sicurezza alimentare, branding pronto per la stampa ed efficienza della catena di fornitura. Le lacche esterne bianche mettono in risalto la chiarezza del design, mentre le lacche interne dorate aiutano a proteggere dai fluidi ricchi di grassi e dalla luce. Se state richiedendo nuovi barattoli o riconfermando i fornitori, condividete i vostri requisiti e gli obiettivi di finitura: colore, calibro, tempera,...
-

Specifiche della banda stagnata T2-T4 per la produzione di lattine per alimenti per animali domestici
Se confezionate alimenti umidi o semi-umidi per animali domestici, la strada più breve per ridurre i difetti è quella di adattare le specifiche della banda stagnata T2-T4 alla vostra ricetta, alla storta e alla geometria della linea fin dal primo giorno. Il giusto grado di tempra, il peso del rivestimento di stagno, la passivazione e l'accatastamento della lacca proteggeranno il sapore, prolungheranno la durata di conservazione e manterranno le giunture ben salde sotto stress termico. Se...
-

Gradi di banda stagnata elettrolitica per la produzione di lattine da pesce
Se confezioni tonno, sardine, sgombro o acciughe, il modo più rapido per ridurre le lamentele e aumentare la durata di conservazione è abbinare prodotto, processo e stampa al grado giusto di stagno elettrolitico. Questa guida traduce la realtà del reparto in scelte chiare: dalla spessore della copertura e selezione del temperamento alla fodere prive di BPA e imballaggi per l'esportazione, in modo da poter specificare lo Stagno Elettrolitico…
-

Soluzioni in banda stagnata senza BPA per estremità staccabili sicure per gli alimenti
Se producete alimenti pronti per il consumo, alimenti per l'infanzia o alimenti per animali domestici, il passaggio a terminali peel-off privi di BPA non è più facoltativo: è un imperativo per la fiducia nel marchio. Questa guida spiega come specificare e reperire le soluzioni di banda stagnata senza BPA per i coperchi peel-off sicuri per gli alimenti, dai rivestimenti di banda stagnata elettrolitica allo spessore, alle certificazioni e alle decisioni in materia di stampa/laccatura. Se state valutando un nuovo coperchio...