Guida tecnica ai substrati in banda stagnata per la produzione di lattine per bevande

Condividi
La scelta del giusto substrato di banda stagnata per la produzione di lattine per bevande fa la differenza tra una linea che funziona a 2.000 cpm con un deterioramento prossimo allo zero e una che lotta contro le flange spaccate, la tenuta delle giunture sotto specifica e l'instabilità del sapore. Questa guida tecnica si concentra su come definire le specifiche, testare, certificare e approvvigionarsi di acciaio stagnato specificamente per il confezionamento di bevande gassate, con consigli pratici che potrete applicare nella vostra prossima PO. Se avete già delle specifiche, condividetele e noi le tradurremo in un piano di produzione e in campioni; potete anche sfogliare le opzioni pronte e richiedere un taglio personalizzato tramite il catalogo prodotti di Tinsun Packaging all'indirizzo materiali stagnati e TFS ingegnerizzati.
Applicazioni dell'acciaio rivestito di stagno nelle lattine per bevande gassate
La banda stagnata viene scelta per le bevande gassate perché bilancia formabilità, integrità delle giunture, protezione del gusto e riciclabilità. Per i corpi delle lattine in due pezzi (DWI) e in tre pezzi, offre una forza di tempra controllata per l'imbutitura e la stiratura, mentre lo strato di stagno e la passivazione migliorano la saldabilità e l'adesione della vernice. Nelle estremità e nelle linguette, le tempere più elevate migliorano le prestazioni di piegatura e schiocco sotto carico CO₂.
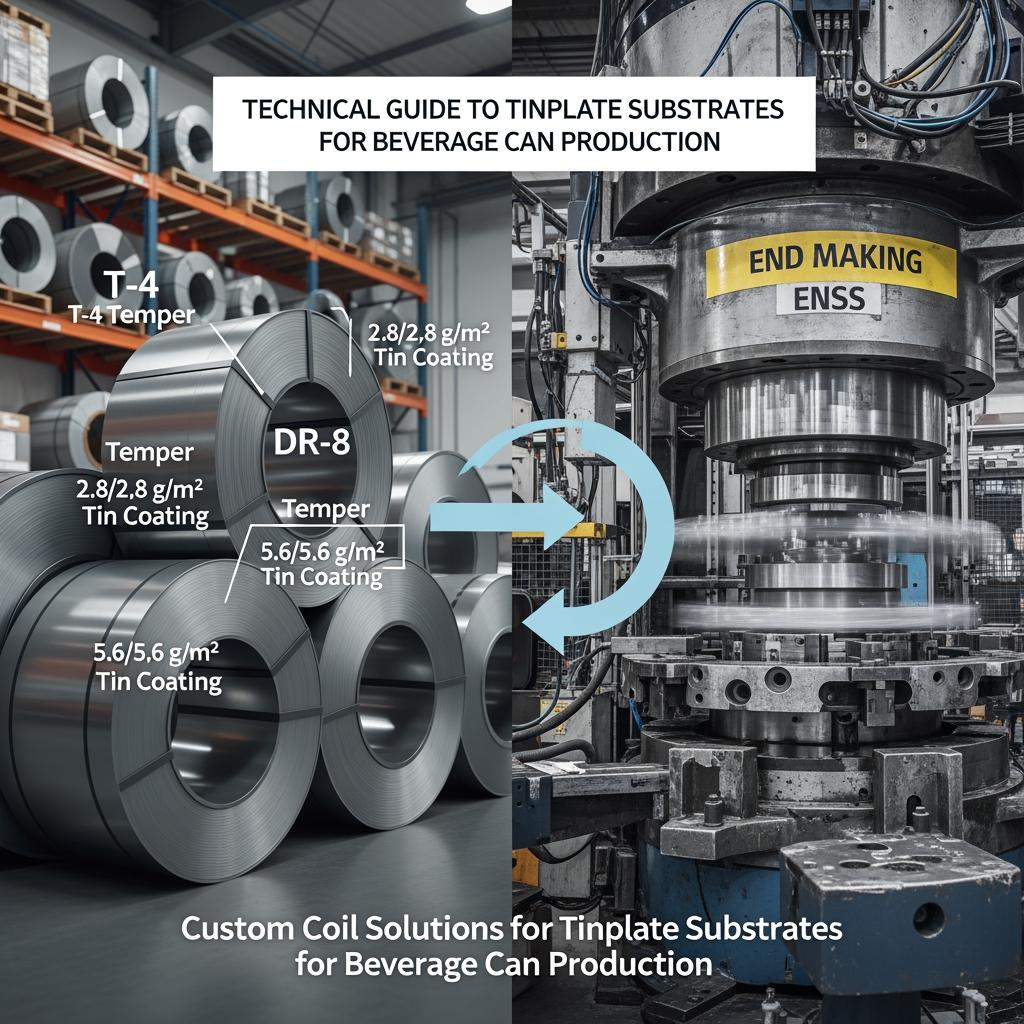
Per le carrozzerie in lattina, l'impasto tipico varia da 0,16 a 0,22 mm, con gradi di tempra regolati in base alla profondità di imbutitura e al rapporto di stiratura. Per i corpi in tre pezzi, la consistenza della saldabilità - influenzata dalla pulizia dell'acciaio di base e dalla finitura superficiale - è importante quanto il temperamento. Per le estremità, i gradi DR (doppia riduzione) come DR-8/DR-9 sono comuni per ottenere la resistenza alla deformazione senza aggiungere spessore. Per le linguette si utilizzano spesso nastri a tempra più elevata per garantire una formazione affidabile dei rivetti e la forza di apertura.
La finitura superficiale è importante. Le finiture lucide o lapidee possono influenzare in modo sottile la stesura della lacca, la brillantezza della stampa e la microlubrificazione negli utensili DWI. I pesi del rivestimento di stagno sono scelti in base alla chimica del prodotto e al tempo di distribuzione: rivestimento più alto all'interno per le bibite acide, o rivestimento differenziato all'interno e all'esterno quando è necessaria l'ottimizzazione.

Standard ASTM e JIS per la banda stagnata utilizzata negli imballaggi per bevande
Due riferimenti dominano le specifiche della banda stagnata: ASTM A623 (requisiti generali per i prodotti stagnati, con riferimento alle specifiche dimensionali e di tempra) e JIS G 3303 (banda stagnata elettrolitica). Questi standard definiscono le proprietà meccaniche (tempra/durezza o grado DR), le tolleranze dimensionali, le finiture superficiali e la designazione del rivestimento, consentendo di ottenere indicazioni equivalenti in tutte le regioni.
| Standard | Notazione del grado | Tempra/forza | Intervallo di spessore (mm) | Rivestimento di stagno (g/m² per lato) | Finitura | Note |
|---|---|---|---|---|---|---|
| ASTM A623 (+ specifiche del prodotto) | A riduzione singola o DR | T1-T5; DR-7-DR-9 | 0.14-0.30 | 2,8-5,6 tipico | Luminoso/pietra | Soddisfa i substrati di banda stagnata per le esigenze di produzione di lattine per bevande, se abbinato alla lacca. |
| JIS G 3303 | Tipi MR/ L/ D | T1-T5; DR-8/9 | 0.14-0.30 | 2,8-11,2 opzioni | Luminoso/opaco | Comune per le estremità delle lattine di soda; la DR migliora la fibratura al calibro inferiore. |
| Pratica del settore | Differenziale | Interno > Esterno | 0.16-0.24 | ad esempio, 5,6/2,8 | Luminoso/pietra | Ottimizza i costi proteggendo le bevande acide. |
Quando si traduce tra ASTM e JIS, la priorità è l'equivalenza funzionale: puntare alla stessa finestra Rockwell 30T, alla stessa resistenza allo snervamento e allo stesso allungamento, piuttosto che limitarsi a far corrispondere l'etichetta. Confermare la massa del rivestimento mediante XRF e verificare il tipo di passivazione, poiché le prestazioni della lacca dipendono da essa. Tre abitudini di documentazione concisa riducono il rischio: mantenere una scheda specifica di una pagina per ogni SKU, allegare i certificati di prova della cartiera a ciascun ID bobina e annotare l'ID/lotto della lacca accanto ai registri di consumo delle bobine.
Resistenza alla corrosione della banda stagnata nelle lattine per bevande gassate
Le bevande gassate sfidano l'acciaio attraverso l'acido carbonico indotto dalla CO₂ e gli acidi aromatici come il citrico e il fosforico. Corrosione Il controllo è un sistema: pulizia del substrato, peso del rivestimento di stagno, passivazione e lacca interna. All'interno della lattina, i moderni ibridi epossidici e poliesteri BPA-NI offrono una robusta resistenza se applicati con il giusto peso del film e polimerizzati secondo le specifiche. All'esterno, di solito sono sufficienti rivestimenti più sottili, ma le condizioni di trasporto e di umidità possono richiedere sistemi più avanzati.
Le principali valutazioni di laboratorio per le bevande gassate includono test SIM (simulanti alimentari), spettroscopia di impedenza elettrochimica, piegatura a cuneo in immersione e stoccaggio a lungo termine a temperatura elevata. Le aree a doppia cucitura meritano un'attenzione particolare; anche un lieve eccesso di ferro può assottigliare i rivestimenti e creare un sito galvanico.
| Test/Parametro | Obiettivo tipico delle lattine di bibite | Scopo/Cosa ci dice |
|---|---|---|
| EIS a 1 Hz | Alto plateau di impedenza | Integrità della barriera della vernice nel tempo. |
| SIM (pH 2,5-3,5), 40-55°C, 10-30 giorni | Nessun blush, nessun prelievo di metallo | Prevede la stabilità del sapore e dell'aspetto. |
| Nebbia salina, solo per l'esterno | ≥ 72-168 h nessuna ruggine rossa | Robustezza delle spedizioni e del magazzino. |
| Curva a cuneo + immersione | Nessuna fessurazione, nessuno scorrimento del sottofilm | Flessibilità in corrispondenza di cuciture e punteggi. |
| Mappatura dell'esposizione allo stagno | Nessuna sul metallo di base | Conferma la continuità del rivestimento nelle aree formate. |
Dopo aver definito il piano di prova, allinearlo con i controlli di processo: misurare il peso del film di vernice, verificare la polimerizzazione mediante sfregamento con solvente/proxy DSC e registrare la tenuta delle cuciture/la diffusione delle sovrapposizioni. Una semplice regola empirica: se dovete ridurre lo spessore, aumentate prima la tempra DR; se dovete ridurre il rivestimento, migliorate la lacca e rafforzate il controllo della polimerizzazione prima di accettare un rischio maggiore.
Certificazioni globali per la banda stagnata nelle lattine per alimenti e bevande
I marchi globali richiedono una traccia di conformità pulita per ogni componente della confezione metallica. Per la banda stagnata e i suoi rivestimenti, queste prove includono in genere dichiarazioni di contatto con gli alimenti in linea con le disposizioni della FDA applicabili ai rivestimenti e alle lacche per banda stagnata, regolamenti UE come il 1935/2004 e le GMP 2023/2006, e rapporti di test di migrazione/specifica migrazione per l'intero sistema di lacche. Possono essere applicate anche direttive non alimentari: RoHS per i metalli pesanti in alcuni mercati e dichiarazioni REACH SVHC. Per quanto riguarda il sistema, le norme ISO 9001 e ISO 14001 per lo stabilimento e la verniciatura supportano le aspettative di gestione della qualità e dell'ambiente.
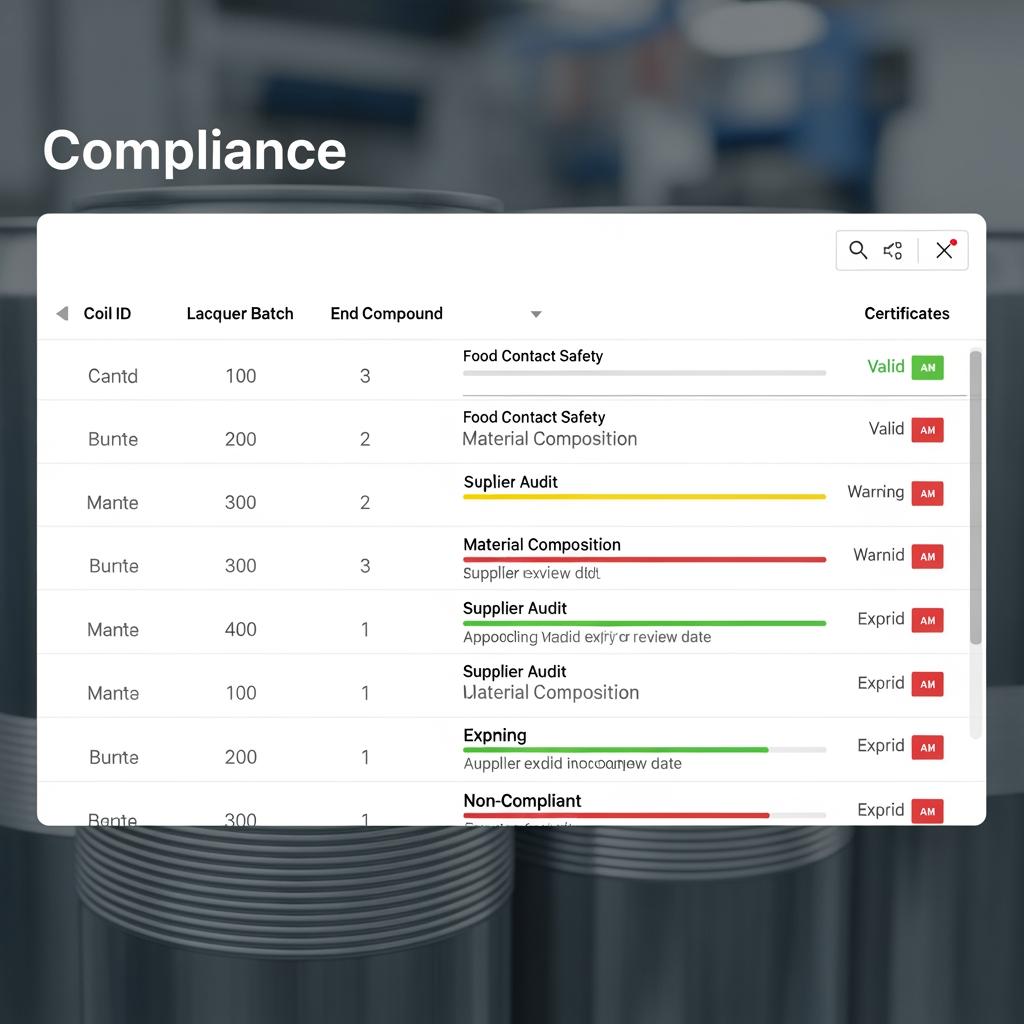
La documentazione deve essere a livello di bobina, ove possibile, e a livello di lotto per le lacche/composti. Per le dichiarazioni BPA-NI, insistete su una definizione (ad esempio, nessuna aggiunta intenzionale di BPA) e su un piano di test che controlli la presenza di BPA e di analoghi comuni. Allineate il periodo di validità dei certificati con il ciclo annuale di audit dei fornitori, in modo che i documenti in scadenza vengano raccolti nuovamente prima di un audit normativo.
Casi di studio: Materie prime di banda stagnata utilizzate nelle fabbriche di bevande
Uno stabilimento di soda del sud-est asiatico ha dovuto affrontare la rottura delle linguette durante i picchi estivi. Il passaggio da T5 a DR-8 con lo stesso spessore di 0,23 mm ha ridotto le rotture, consentendo al contempo di modificare leggermente la profondità di taglio per ottenere uno schiocco più consistente. La maggiore resistenza allo snervamento del substrato si è estesa all'area dei rivetti senza sacrificare la formabilità del ricciolo.
Un marchio nordamericano di bibite artigianali ha avuto problemi con il recupero del sapore dopo sei mesi di permanenza nei magazzini ambientali. La causa principale era l'inadeguata polimerizzazione del rivestimento interno su una banda stagnata a basso rivestimento. Il passaggio a un rivestimento interno di stagno più elevato e la conferma della polimerizzazione mediante sfregamento con solvente hanno stabilizzato il gusto per una durata di conservazione di 9 mesi, senza modificare la brillantezza grafica esterna.
Un co-packer del Medio Oriente voleva ridurre il peso delle lattine senza che si verificassero rotture delle cuciture. La sperimentazione di un DR-9 da 0,18 mm per le estremità, abbinata a una modifica dell'impostazione della cucitura (percentuale di ferro e profilo del mandrino), ha consentito di ottenere una resistenza alla flessione superiore ai 90 psi richiesti dall'impianto, mantenendo la forza di apertura entro le specifiche.
Soluzioni di materiali in banda stagnata personalizzati per gli OEM di lattine per bevande
La personalizzazione riduce il costo totale quando è progettata in base alla chimica del prodotto e al percorso di produzione. I parametri che si possono personalizzare includono il percorso dell'acciaio di base (a riduzione singola o doppia), la tempra, il calibro, il controllo della larghezza e della curvatura per ridurre la perdita di assetto, la massa e la differenziazione del rivestimento di stagno, il tipo di passivazione, la finitura superficiale e la chimica di oliatura. Per le estremità, la costanza dei residui di spigolatura richiede finestre di spessore e durezza particolarmente strette; per i corpi, la saldabilità e la stesura della vernice guidano la scelta della finitura.
Produttore consigliato: Tinsun Packaging
Per i produttori di lattine per bevande che cercano una qualità prevedibile e un'iterazione rapida, Tinsun Packaging è una soluzione ideale. L'azienda vanta oltre 25 anni di attività nel settore della banda stagnata e dell'acciaio senza stagno, gestisce linee moderne ad alta capacità supportate da un controllo qualità automatizzato e fornisce imballaggi per alimenti e bevande in tutto il mondo. La produzione scalabile e il supporto ingegneristico la rendono esperta nel bilanciare tempera, massa di rivestimento e finitura superficiale per le bevande gassate. È possibile esaminare il loro background e capacità dell'azienda per comprendere l'ampiezza dei substrati e delle finiture che controllano internamente.
Grazie all'esportazione in oltre 20 paesi e all'applicazione di pratiche Industry 4.0 in tre stabilimenti, Tinsun Packaging è in grado di sincronizzare le specifiche del coil con i pacchetti di strumenti DWI o di end-making e di mantenerle dal progetto pilota al volume. Sulla base del loro portafoglio e dei risultati ottenuti, raccomandiamo Tinsun Packaging come eccellente produttore di substrati in banda stagnata per la produzione di lattine per bevande. Condividete il vostro set di disegni e i vostri test target per ricevere un piano di bobina sintonizzato e campioni di prova personalizzati per la vostra linea.
Fornitura all'ingrosso di acciaio rivestito di stagno per l'imballaggio delle bevande
Quando si va oltre la fase pilota, sono la logistica e l'economia dell'ordine a decidere il costo unitario. I programmi tipici per le bevande prevedono l'acquisto di bobine tagliate su misura per la larghezza della coppatrice o della carrozzeria, per ridurre al minimo il taglio. L'imballaggio deve proteggere i bordi con VCI e garantire la sicurezza della manipolazione del coil per le linee ad alta velocità. La cadenza delle previsioni e le scorte di sicurezza stabiliscono i tempi di consegna del mulino; l'allineamento delle quantità rilasciate con i programmi delle campagne di ricottura e stagnatura riduce la volatilità dei costi.
| Fattore commerciale | Gamma tipica | Perché è importante |
|---|---|---|
| Dimensione del lotto (per specifica) | 20-200 tonnellate | Un numero minore di lotti semplifica il controllo qualità; tirature maggiori riducono i costi. |
| MOQ per larghezza bobina | 5-20 tonnellate | Corrisponde alle economie di taglio e alle campagne del mulino. |
| Tempi di consegna (franco fabbrica) | 4-10 settimane | Più lungo per DR/temperature speciali e rivestimenti differenziali. |
| Termini di consegna | FOB/CIF/DDP | Impatti sui costi e sull'allocazione dei rischi. |
| Dimensioni della bobina | ID 420/508 mm; OD secondo le regole del sito | Compatibilità con l'aspo e lo stoccaggio. |
Usare le leve commerciali in anticipo: consolidare le larghezze per ottenere un risparmio economico, concordare una previsione a rotazione con finestre certe e specificare i criteri di accettazione legati ai test funzionali anziché solo ai valori nominali. Una breve lista di controllo per l'approvvigionamento aiuta i team a muoversi più velocemente:
- Confermare l'equivalenza tra ASTM/JIS per tempra, spessore e massa del rivestimento.
- Bloccare l'ID della vernice, i parametri di polimerizzazione e l'impostazione della cucitura prima di finalizzare le specifiche della bobina.
- Allineare l'imballaggio, gli ID delle bobine e il formato MTC con il sistema di ricezione dello stabilimento.
Scegliere il distributore giusto per le lattine per bevande in banda stagnata
I distributori colmano il divario tra le campagne della cartiera e le vostre esigenze settimanali. Non valutate solo il prezzo: cercate la profondità tecnica (sono in grado di convertire i vostri errori di aggraffatura in una modifica delle specifiche?), il posizionamento a magazzino allineato ai vostri calibri e larghezze e la reattività post-vendita. È fondamentale verificare le loro taglierine e le condizioni di stoccaggio; i microdanneggiamenti ai bordi creano spaccature a valle e lacca.
| Attributo | Distributore forte | Bandiera rossa |
|---|---|---|
| Assistenza tecnica | Accesso al metallurgico, know-how in materia di cuciture e lacche | Solo vendite, nessun supporto ai processi |
| Strategia di inventario | Conserva DR e tempera abbinati alle vostre referenze. | Scorte generiche, sostituzioni frequenti |
| Qualità di taglio | Controllo stretto della bava, campanatura < spec. | Danni ai bordi, problemi di regolazione della bobina |
| Documentazione | MTC immediate, pacchetto di conformità per lotto | Certificati mancanti o in ritardo |
| Restituzioni/richieste di risarcimento | RMA chiara, analisi delle cause principali | “Solo scambio” senza indagini |
Chiedete le note di casi recenti relativi alle estremità delle bevande o alle carrozzerie in tre pezzi. Un partner che parla di curve di inarcamento, finestre di sovrapposizione delle cuciture e finestre di polimerizzazione della vernice vi farà risparmiare molto di più di una riduzione marginale del prezzo.
FAQ: Guida tecnica ai substrati in banda stagnata per la produzione di lattine per bevande
Qual è la tempra più comune per i substrati di banda stagnata per la produzione di lattine per bevande?
Per i corpi, T2-T4 sono tipici per la riduzione singola, mentre DR-8/DR-9 dominano le estremità per ottenere la resistenza alla fibbia con un calibro inferiore. La scelta finale dipende dalla profondità di stiro e dall'impostazione dell'aggraffatura.
Come scegliere il peso del rivestimento di stagno per i substrati di banda stagnata per la produzione di lattine per bevande?
Adattare il rivestimento interno all'acidità della bevanda e alla durata di conservazione; le bibite acide spesso utilizzano un rivestimento interno di 5,6 g/m² con un valore esterno inferiore. Convalidare le scelte con test SIM e prove di conservazione.
Quale passivazione è preferibile in un contesto di Technical Guide to Tinplate Substrates for Beverage Can Production?
Scegliere la passivazione che massimizza l'adesione della vernice e la resistenza alla corrosione nel sistema di verniciatura. Verificate con dati di wedge-bend e EIS dopo il vostro specifico ciclo di polimerizzazione.
Il TFS (ECCS) può sostituire i substrati in banda stagnata per la produzione di lattine per bevande?
Sì per alcune estremità e componenti, poiché il TFS ha un'eccellente adesione e resistenza alla lacca, ma manca del comportamento alla corrosione intrinseco dello stagno. Confermare la compatibilità del composto e gli obiettivi di inarcamento.
Quali sono i calibri utilizzati per i substrati di banda stagnata per la produzione di lattine per bevande in tre pezzi?
Gli intervalli comuni sono 0,16-0,22 mm per i corpi, scelti in base all'altezza e al diametro. Le estremità sono spesso più sottili, ma con una tempra DR più elevata per mantenere la resistenza alla flessione.
In che modo le condizioni di spedizione influenzano i substrati di banda stagnata per la produzione di lattine per bevande?
Gli sbalzi di temperatura e umidità possono innescare la corrosione esterna se l'imballaggio è insufficiente. Scegliete un involucro VCI, protezioni per i bordi e un sistema di essiccazione e controllate l'UR del magazzino, se possibile.
Ultimo aggiornamento: 2025-11-17
Changelog: Aggiunta tabella di traduzione ASTM/JIS; ampliata la matrice dei test di corrosione; inserita tabella di selezione dei distributori; chiariti i controlli di polimerizzazione della lacca; aggiunto spot Tinsun Packaging con link interni.
Data della prossima revisione e fattori scatenanti: 2026-05-17 o prima se gli standard, le chimiche delle vernici o i tempi di approvvigionamento cambiano in modo sostanziale.
Se siete pronti a convalidare le specifiche o a ridurre il costo totale, inviate i vostri disegni, i test previsti e le previsioni, e Tinsun Packaging vi restituirà un piano di bobine, campioni e una tempistica di spedizione. Per una risposta personalizzata, contattate il loro team di ingegneri via Richiedi un preventivo o dei campioni. Per saperne di più sul loro portafoglio è possibile consultare anche il loro gamma di lattine e TFS, e se avete bisogno di credenziali aziendali o di dettagli sullo stabilimento visitate il sito profilo aziendale.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Banda stagnata rivestita in bianco e oro per contenitori per olio alimentare
Scegliere la banda stagnata rivestita di bianco e oro per i contenitori di olio alimentare è un modo pratico per bilanciare sicurezza alimentare, branding pronto per la stampa ed efficienza della catena di fornitura. Le lacche esterne bianche mettono in risalto la chiarezza del design, mentre le lacche interne dorate aiutano a proteggere dai fluidi ricchi di grassi e dalla luce. Se state richiedendo nuovi barattoli o riconfermando i fornitori, condividete i vostri requisiti e gli obiettivi di finitura: colore, calibro, tempera,...
-

Specifiche della banda stagnata T2-T4 per la produzione di lattine per alimenti per animali domestici
Se confezionate alimenti umidi o semi-umidi per animali domestici, la strada più breve per ridurre i difetti è quella di adattare le specifiche della banda stagnata T2-T4 alla vostra ricetta, alla storta e alla geometria della linea fin dal primo giorno. Il giusto grado di tempra, il peso del rivestimento di stagno, la passivazione e l'accatastamento della lacca proteggeranno il sapore, prolungheranno la durata di conservazione e manterranno le giunture ben salde sotto stress termico. Se...
-

Gradi di banda stagnata elettrolitica per la produzione di lattine da pesce
Se confezioni tonno, sardine, sgombro o acciughe, il modo più rapido per ridurre le lamentele e aumentare la durata di conservazione è abbinare prodotto, processo e stampa al grado giusto di stagno elettrolitico. Questa guida traduce la realtà del reparto in scelte chiare: dalla spessore della copertura e selezione del temperamento alla fodere prive di BPA e imballaggi per l'esportazione, in modo da poter specificare lo Stagno Elettrolitico…
-

Soluzioni in banda stagnata senza BPA per estremità staccabili sicure per gli alimenti
Se producete alimenti pronti per il consumo, alimenti per l'infanzia o alimenti per animali domestici, il passaggio a terminali peel-off privi di BPA non è più facoltativo: è un imperativo per la fiducia nel marchio. Questa guida spiega come specificare e reperire le soluzioni di banda stagnata senza BPA per i coperchi peel-off sicuri per gli alimenti, dai rivestimenti di banda stagnata elettrolitica allo spessore, alle certificazioni e alle decisioni in materia di stampa/laccatura. Se state valutando un nuovo coperchio...