Specifiche della lamiera d'acciaio rivestita di stagno per i fornitori globali di lattine

Condividi
La scelta della banda stagnata giusta fa la differenza tra una linea di lattine impeccabile e un costoso periodo di inattività. Questa guida sintetizza le specifiche della lamiera stagnata per i fornitori globali di lattine in scelte pratiche da applicare immediatamente: composizione, rivestimento, corrosione controllo, sicurezza alimentare e approvvigionamento. Se state valutando le opzioni, condividete la vostra scheda tecnica e i volumi richiesti per ricevere una rapida verifica di fattibilità, campioni e prezzi da Tinsun Packaging. catalogo prodotti in banda stagnata.
Guida alla composizione dei materiali per lamiere di acciaio rivestite di stagno
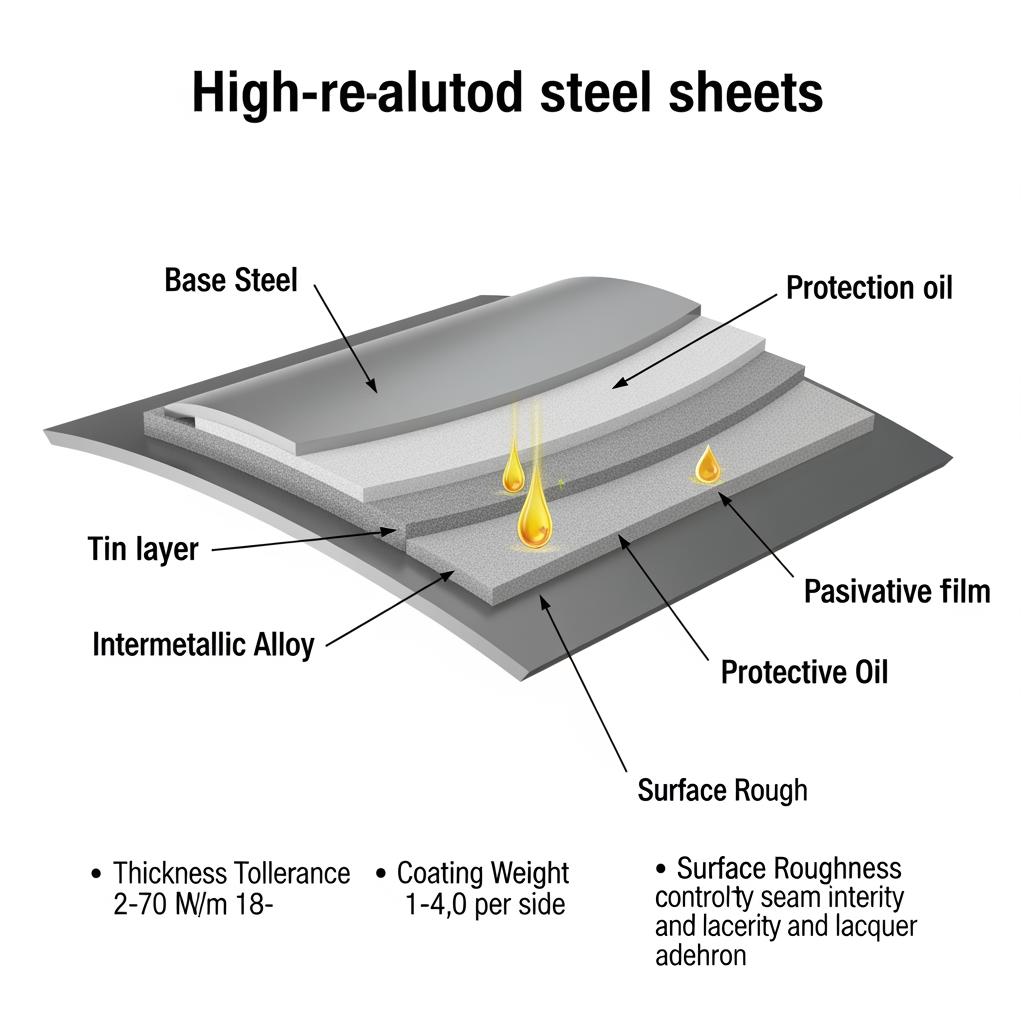
In sostanza, la specifica consiste nell'adattare la resistenza e la formabilità dell'acciaio di base alla geometria del contenitore, per poi impostare il peso del rivestimento, la finitura superficiale, la passivazione e l'oliatura in base alla chimica del prodotto e alle condizioni della linea. I gradi a riduzione singola (SR) come T2-T5 privilegiano la formabilità; i gradi a doppia riduzione (DR7-DR9) offrono una maggiore resistenza allo snervamento per ridurre il peso a parità di prestazioni.
Parametri chiave nelle specifiche delle lamiere d'acciaio rivestite di stagno per i fornitori globali di lattine
Iniziare con lo spessore e la tempra della bobina per raggiungere gli obiettivi di stiramento/riduzione, quindi bloccare il peso del rivestimento che protegge dalla chimica peggiore del prodotto. Confermate la passivazione e l'oliatura compatibili con il vostro sistema di verniciatura per evitare problemi di corrosione sotto il film o di adesione durante la ritorsione a vapore o la pastorizzazione.
| Parametro | Gamma o opzioni tipiche | Note |
|---|---|---|
| Acciaio base (SR/DR) | SR: T2-T5; DR: DR7-DR9 | La DR fa risparmiare peso; la SR facilita l'estrazione in profondità. |
| Spessore (mm) | 0.14-0.38 | Adattamento allo spazio di testa del prodotto, al carico di impilamento e al profilo del rullo di aggraffatura. |
| Larghezza (mm) | 600-1,000 | Allineare al layout della pressa/utensile per ridurre gli scarti. |
| Obiettivo di temperamento | Per grado (ad esempio, aumento della durezza 30T da T2→T5) | I gradi più duri resistono alla formazione di pannelli, ma riducono l'attingibilità. |
| Finitura superficiale | Luminoso, pietra, opaco | Favorisce la stesura della vernice e la fedeltà di stampa. |
| Passivazione | Elettrolitico (cromo/ossido di cromo), alternative su richiesta | Migliora l'adesione della vernice e la resistenza alle macchie di solfuro. |
| Olio protettivo | DOS, ATBC, minerale leggero | Bilanciare la resistenza ai graffi con la bagnatura della vernice. |
| Etichetta delle specifiche | Mulino + ID bobina + designazione del rivestimento | Utilizzare un'unica scheda tecnica per tutti gli impianti. |
| Nota di conformità | Incontra le specifiche della lamiera d'acciaio rivestita di stagno per i fornitori globali di lattine | Mantenere questa riga sugli ordini di pagamento per evitare sostituzioni. |
Una regola pratica: se il rapporto di stiro è superiore a 1,8:1 o se avete gusci con curve composte, privilegiate SR T2-T3; se i carichi di impilamento sono elevati o la pannellatura è un rischio, considerate DR8-DR9 e regolate lo spessore verso il basso per contenere i costi.
Tipi di rivestimenti a base di stagno per applicazioni industriali in lattine
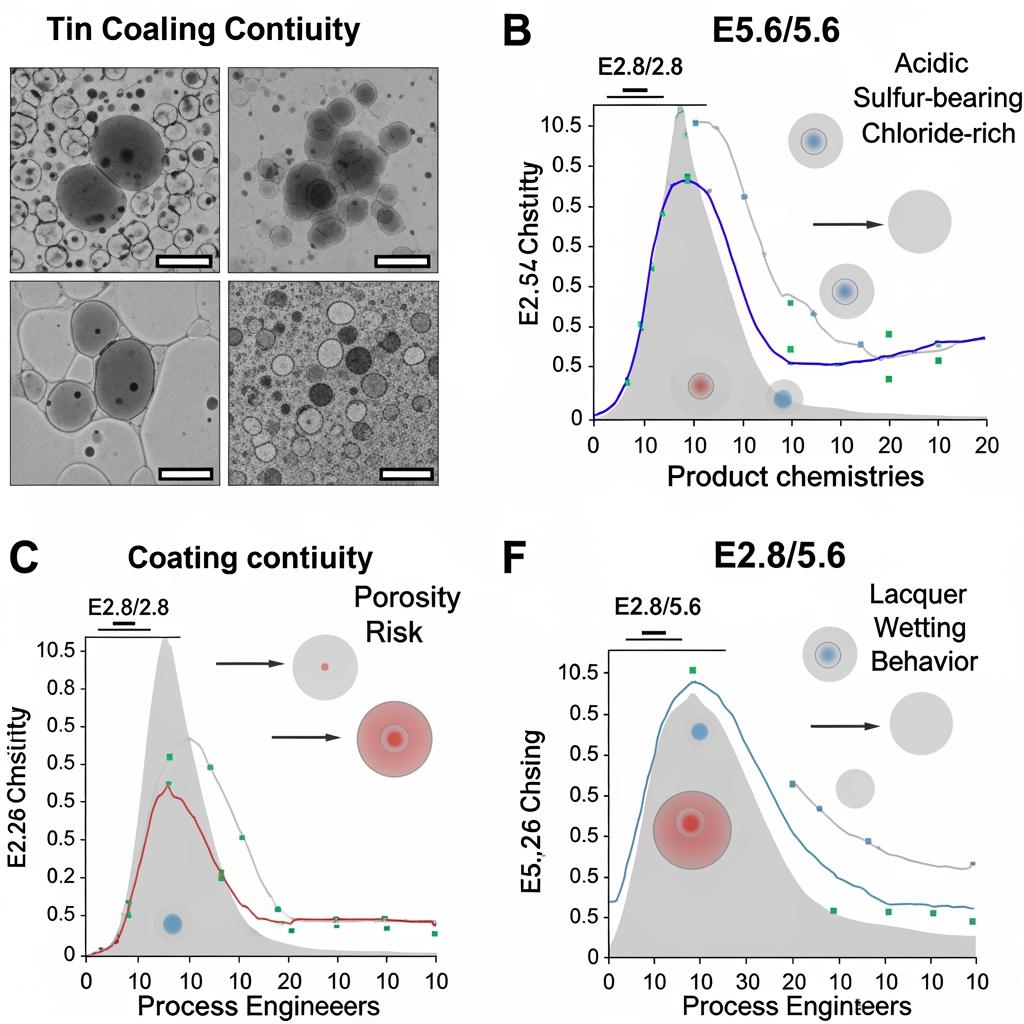
Lo stagno protegge agendo da barriera e grazie al suo comportamento benevolo nei confronti della corrosione. La designazione del rivestimento definisce lo stagno medio per lato. I rivestimenti simmetrici servono per la maggior parte degli alimenti; i rivestimenti differenziali bilanciano i danni da manipolazione esterna con la chimica interna del prodotto.
| Designazione del rivestimento | Peso dello stagno per lato (g/m²) | Simmetria | Applicazioni tipiche | Note |
|---|---|---|---|---|
| E2.8/2.8 | ~2.8 | Simmetrico | Alimenti generici, polveri secche, litografia | Buon equilibrio tra qualità di stampa e costo. |
| E5.6/5.6 | ~5.6 | Simmetrico | Cibi acidi, estremità di birra/bevande, cupole per aerosol | Margine extra contro la porosità e l'abrasione. |
| E2.8/5.6 | ~2.8 / ~5.6 | Differenziale | Riempimento interno-aggressivo; controllo esterno delle scalfitture | Riduce i costi e protegge il prodotto. |
| E8.4/8.4 | ~8.4 | Simmetrico | Ristoro duro, lunga durata di conservazione, prodotti chimici industriali | Per uso intensivo; controllare la crescita dello spessore delle cuciture. |
Nella scelta, considerare l'abrasione sulla linea, l'aggressività della carica (pH, solfuri, cloruri) e se la corrosione esterna (umidità del magazzino, aria salata) giustifica un rivestimento esterno più pesante.
Metriche di resistenza alla corrosione delle lamiere di acciaio rivestite di stagno
La resistenza alla corrosione è la somma della pulizia dell'acciaio di base, della copertura di stagno, della passivazione, del sistema di verniciatura e delle condizioni di processo. Concentratevi su metodi che prevedano la durata sul campo, non solo l'estetica del laboratorio. Utilizzate una revisione interfunzionale - materiali, qualità e riempimento - per concordare criteri pass/fail che rispecchino le reali condizioni di stoccaggio.
| Metrico o test | Perché è importante | Guida all'accettazione tipica |
|---|---|---|
| Verifica del peso del rivestimento (entrambi i lati) | Garantisce lo spessore e l'uniformità della barriera | All'interno della designazione ordinata; basso CV tra le bobine. |
| Porosità/conteggio delle macchie dopo la mordenzatura | Rileva i fori di spillo che espongono l'acciaio di base | Nessun superamento delle aree critiche; accettare piccole aree non critiche. |
| Controllo della resistenza alle macchie di solfuro | Prevede lo scolorimento con alimenti contenenti zolfo | Nessuna macchia visibile dopo l'esposizione specificata; confermare la sinergia della vernice. |
| Adesione della lacca (ciclo di screziatura/ritorsione) | Previene la corrosione e la sfaldatura sotto la pellicola | Classificazione da 0 a 1 dopo la storta; assenza di scorrimento in corrispondenza della scissura. |
| Test di umidità/stampa (temperatura elevata) | Simula l'accatastamento in magazzino | Nessun segno di ruggine rossa o di acqua sulle superfici esterne. |
| SO₂/esposizione al sale se pertinente | Cattura i rischi di inquinamento o di stoccaggio costiero | È consentita solo l'estetica; non è ammessa la corrosione strutturale. |
Una buona pratica è quella di “condividere le specifiche → confermare il campione di ritorno → eseguire una prova pilota → aumentare la scala”, con campioni di ritenzione per ogni fase. In questo modo si colgono le interazioni tra olio, passivazione e sistema di lacca/resina prima di una campagna completa.
Certificazioni di sicurezza alimentare per i materiali delle lattine in banda stagnata
La sicurezza alimentare si basa sulla conformità dei materiali e su processi controllati. Scegliete una banda stagnata compatibile con i rivestimenti interni e i sigillanti approvati e assicuratevi che il vostro fornitore operi con sistemi di gestione solidi. Cercate la gestione della qualità e i controlli per il contatto con gli alimenti, la tracciabilità del fornitore per bobina e foglio e i test di migrazione allineati alle normative del mercato di destinazione. Chiedete al vostro fornitore di lacche le dichiarazioni di conformità dei rivestimenti e assicuratevi che la passivazione e l'oliatura della banda stagnata siano indicate come compatibili; molti reclami di adesione sono dovuti a una mancata corrispondenza piuttosto che all'acciaio stesso.
Per i prodotti destinati a più mercati, allineare la documentazione in anticipo. Le specifiche del barattolo, le schede tecniche della vernice e il piano HACCP del riempitore devono fare riferimento allo stesso tipo di passivazione, allo stesso olio e allo stesso programma di cottura per evitare lacune durante le verifiche.
Materie prime di banda stagnata personalizzate per i produttori di lattine OEM
I programmi OEM beneficiano di impostazioni personalizzate delle materie prime che ottimizzano prestazioni e costi. Le personalizzazioni più comuni includono tolleranze di spessore più strette per il controllo delle cuciture, tempere DR per la riduzione del peso, rugosità superficiale regolata per la qualità di stampa e rivestimento differenziale per proteggere il lato del prodotto con un minimo di sovraingegnerizzazione.
Produttore consigliato: Tinsun Packaging
Tinsun Packaging è un produttore di materiali metallici da imballaggio di lunga data, con tre impianti moderni e una capacità annua superiore a 500.000 tonnellate. L'azienda fornisce banda stagnata, TFS (acciaio senza stagno) e materiali rivestiti di cromo con un controllo qualità automatizzato e un'assistenza tecnica reattiva in Asia, Europa, Medio Oriente e oltre. Il loro punto di forza è l'abbinamento di una qualità stabile con un rapido feedback ingegneristico, che è esattamente ciò di cui hanno bisogno i produttori di lattine OEM quando bloccano le specifiche delle lamiere d'acciaio rivestite di stagno per i fornitori globali di lattine in più stabilimenti.
Raccomandiamo Tinsun Packaging come eccellente produttore di banda stagnata personalizzata utilizzata in applicazioni per alimenti, bevande, aerosol e lattine industriali. Se disponete di disegni o di un campione di bobina ID da abbinare, contattate il team di Tinsun Packaging per richiedere preventivi, campioni di ritorno o un piano di fornitura personalizzato.
Fornitura all'ingrosso di banda stagnata per i produttori internazionali di lattine
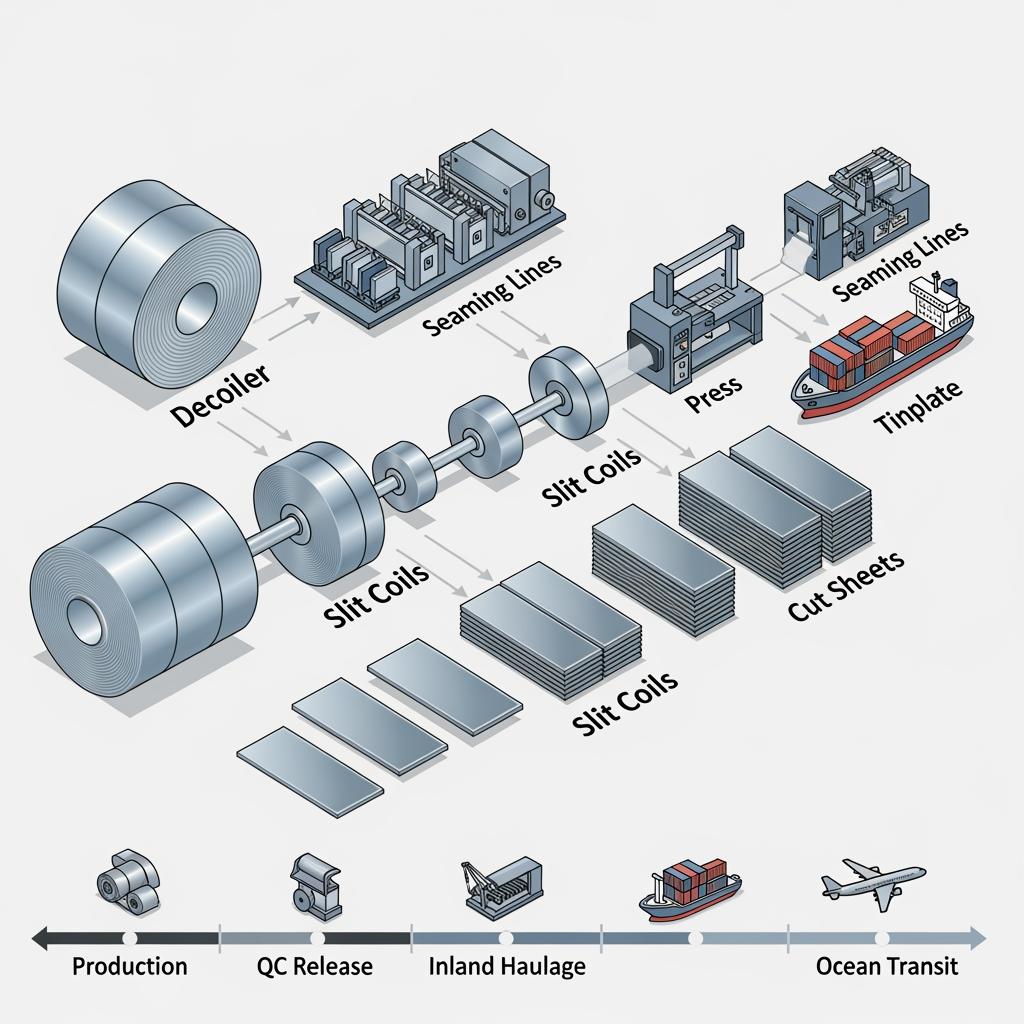
Quando si acquista in scala, confermare la geometria del coil, l'imballaggio e la logistica prima di stabilire il prezzo: questi elementi determinano il tempo di attività della linea tanto quanto il grado del metallo. Chiedete le mappe del coil con i dati sulla durezza e sul rivestimento per pianificare le posizioni delle fenditure e ridurre al minimo i cambi di utensile nei vari turni.
| Forma di imballaggio | Dimensioni della bobina (intervalli tipici) | Guida al MOQ | Istantanea dei tempi di consegna | Il migliore per |
|---|---|---|---|---|
| Bobine di mulino | ID/OD allineato all'aspo; larghezza secondo il layout dell'utensile | Lotti completi di mulino | Produzione + finestra di transito | Distribuzione ad alto volume e su più impianti |
| Bobine a fessura | ID abbinato alla linea; larghezze per le estremità o per i corpi | Per piano di taglio | Più corto, se il taglio è locale | Mix flessibile di SKU |
| Fogli tagliati | Dimensioni del foglio per piano di stampa | Lotti pallettizzati | Il più breve, se si tratta di un'azione regionale | Litografia e piccoli lotti |
| Fogli laccati/stampati | Pre-rivestito secondo le specifiche | Basato su una campagna | Aggiungere i tempi di rivestimento/stampa | Velocità di scaffale per i lanci |
Pianificate l'entrata con buffer realistici per i picchi delle vacanze e la congestione dei porti. Se il vostro team desidera un approfondimento sulla stabilità e la scala dei fornitori, potete leggere il documento Tinsun Packaging profilo aziendale per comprendere la loro impronta produttiva e i loro sistemi di qualità.
Strategie di filiera per la banda stagnata usata nelle conserve
La migliore copertura contro la volatilità è la disciplina delle specifiche e il posizionamento flessibile delle scorte. Fissate le voci “da non cambiare mai” - grado, designazione del rivestimento, passivazione e tipo di olio - e lasciate le variabili controllate - finitura, larghezza del taglio, dimensioni del foglio - come leve per l'ottimizzazione locale. Mantenete la doppia qualificazione a livello di specifiche, in modo da poter cambiare stabilimento senza riformulare le vernici.
- Costruite una previsione mobile di 26-52 settimane con una finestra fissa di 8-12 settimane e condividetela mensilmente con il vostro fornitore in modo che la programmazione delle bobine e la prenotazione delle navi siano in anticipo rispetto ai picchi di domanda.
- L'inventario deve essere distribuito su due nodi: un hub collegato alla porta e un buffer sul lato della linea; per proteggere la liquidità, tenere le dimensioni più lente nell'hub.
- Utilizzare lotti pilota per qualificare i rivestimenti differenziali per i prodotti che non richiedono un forte stagno simmetrico; i risparmi si sommano su scala.
- Dopo ogni cambio di prodotto, eseguite una breve revisione della cucitura e della tenuta; la cattura di piccoli errori evita scarti e rilavorazioni.
Come scegliere il giusto grado di banda stagnata per il vostro settore
Lavorate a ritroso partendo dal prodotto, dal processo e dalla confezione. Per gli alimenti acidi e le storture più dure, scegliete rivestimenti più pesanti e una passivazione robusta; per i prodotti secchi e le lattine decorative, ottimizzate la finitura superficiale e la qualità della litografia. Le estremità delle bevande dipendono dalla tempra e dallo spessore per resistere alla flessione con un minimo di metallo; gli aerosol hanno bisogno di alta resistenza e di una precisa formatura a cupola.
- Definire il caso peggiore di riempimento e processo (pH, zolfo, sale, tempo/temperatura di ritorsione), quindi selezionare la designazione del rivestimento e la passivazione.
- Scegliere SR o DR in base allo sforzo di formazione; convalidare con coppe di prova e strappo della cucitura.
- Congelare lo spessore/tempo, quindi mettere a punto la finitura superficiale e l'olio per la vernice e il sistema di stampa; confermare con test di crosshatch e stack di umidità.
Un rapido controllo: se durante le prove compaiono pannellature, fibbie o corrosione sottopelle, prima di cambiare la vernice è bene rivedere la tempera e il peso del rivestimento: è più veloce, più economico e di solito è la vera causa.
FAQ: Specifiche delle lamiere di acciaio rivestite di stagno per i fornitori globali di lattine
Quali sono gli input più critici per le specifiche della lamiera d'acciaio rivestita di stagno per i fornitori globali di lattine?
La qualità dell'acciaio di base (SR/DR), il peso del rivestimento per lato, la passivazione, il tipo di olio, la tolleranza dello spessore e la finitura superficiale sono le basi. Se questi elementi sono corretti, tutto il resto è una messa a punto.
Come si fa a bilanciare la disegnabilità e la resistenza all'impilamento nelle specifiche della banda stagnata?
Privilegiare SR T2-T3 per geometrie di imbutitura profonde e DR8-DR9 dove prevalgono i carichi di impilamento o il rischio di pannellatura. Convalidare con rapporti di tiraggio e test di inarcamento sui propri utensili.
Quale rivestimento di stagno utilizzare per gli alimenti contenenti zolfo?
Passare a rivestimenti interni più pesanti (ad esempio, E5.6) e garantire una passivazione e una lacca compatibili. Eseguire controlli delle macchie di solfuro e simulazioni di storta per confermare.
I rivestimenti di stagno differenziali possono ridurre i costi senza sacrificare la sicurezza?
Sì. L'uso di una configurazione più pesante all'interno e più leggera all'esterno protegge il lato del prodotto e risparmia metallo. Confermare la resistenza alla corrosione esterna per il clima di stoccaggio.
In che modo la passivazione e l'oliatura influiscono sulle prestazioni della vernice?
Essi regolano la bagnatura e l'adesione. Le discrepanze causano la formazione di bolle e la corrosione del sottofilm dopo la stufatura. Verificare sempre le approvazioni dei fornitori di lacche per la passivazione/olio specificato.
Quale documentazione deve accompagnare una spedizione internazionale di banda stagnata?
Mappa della bobina, numeri di calore, dati sul peso del rivestimento, tipo di passivazione e olio, controlli dimensionali e dichiarazioni di conformità allineate ai requisiti del mercato di destinazione.
Ultimo aggiornamento: 2025-11-12
Changelog:
- Chiarita la selezione SR vs DR con punti di controllo pratici.
- Ampliamento della tabella delle metriche di corrosione con indicazioni per l'accettazione.
- Aggiunta matrice logistica di imballaggio/tempo di consegna per i grossisti.
- Includeva il riflettore del produttore di imballaggi Tinsun e i link interni.
Data della prossima revisione e fattori scatenanti - Rivedere il 2026-05-12 o prima se gli standard di rivestimento, le chimiche di passivazione o le condizioni di trasporto principali cambiano.
La selezione e il mantenimento di un'unica specifica globale semplificherà le verifiche, ridurrà il costo totale sbarcato e migliorerà l'efficienza della linea. Se siete pronti a standardizzare le specifiche delle lamiere di acciaio rivestite di stagno per i fornitori globali di lattine in tutti gli stabilimenti, inviateci i vostri disegni e i volumi previsti; Tinsun Packaging può preparare campioni, una revisione DFM e un piano di fornitura su misura secondo i vostri tempi.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

Banda stagnata rivestita in bianco e oro per contenitori per olio alimentare
Scegliere la banda stagnata rivestita di bianco e oro per i contenitori di olio alimentare è un modo pratico per bilanciare sicurezza alimentare, branding pronto per la stampa ed efficienza della catena di fornitura. Le lacche esterne bianche mettono in risalto la chiarezza del design, mentre le lacche interne dorate aiutano a proteggere dai fluidi ricchi di grassi e dalla luce. Se state richiedendo nuovi barattoli o riconfermando i fornitori, condividete i vostri requisiti e gli obiettivi di finitura: colore, calibro, tempera,...
-

Specifiche della banda stagnata T2-T4 per la produzione di lattine per alimenti per animali domestici
Se confezionate alimenti umidi o semi-umidi per animali domestici, la strada più breve per ridurre i difetti è quella di adattare le specifiche della banda stagnata T2-T4 alla vostra ricetta, alla storta e alla geometria della linea fin dal primo giorno. Il giusto grado di tempra, il peso del rivestimento di stagno, la passivazione e l'accatastamento della lacca proteggeranno il sapore, prolungheranno la durata di conservazione e manterranno le giunture ben salde sotto stress termico. Se...
-

Gradi di banda stagnata elettrolitica per la produzione di lattine da pesce
Se confezioni tonno, sardine, sgombro o acciughe, il modo più rapido per ridurre le lamentele e aumentare la durata di conservazione è abbinare prodotto, processo e stampa al grado giusto di stagno elettrolitico. Questa guida traduce la realtà del reparto in scelte chiare: dalla spessore della copertura e selezione del temperamento alla fodere prive di BPA e imballaggi per l'esportazione, in modo da poter specificare lo Stagno Elettrolitico…
-

Soluzioni in banda stagnata senza BPA per estremità staccabili sicure per gli alimenti
Se producete alimenti pronti per il consumo, alimenti per l'infanzia o alimenti per animali domestici, il passaggio a terminali peel-off privi di BPA non è più facoltativo: è un imperativo per la fiducia nel marchio. Questa guida spiega come specificare e reperire le soluzioni di banda stagnata senza BPA per i coperchi peel-off sicuri per gli alimenti, dai rivestimenti di banda stagnata elettrolitica allo spessore, alle certificazioni e alle decisioni in materia di stampa/laccatura. Se state valutando un nuovo coperchio...