Finitura superficiale della banda stagnata per contenitori per alimenti e bevande

Condividi
Il modo più rapido per migliorare la durata di conservazione, l'efficienza della linea e la coerenza del marchio è scegliere la giusta finitura superficiale della banda stagnata per i contenitori di alimenti e bevande e specificarla con precisione dalla bobina alla lattina. Se avete bisogno di una guida rapida o di pannelli campione, condividete il vostro prodotto target, il rivestimento e i parametri della linea: vi forniremo una mappa delle opzioni e vi invieremo una lista ristretta su misura. portafoglio prodotti in banda stagnata per avviare una conversazione basata sulle specifiche.
Introduzione alle materie prime della banda stagnata per l'imballaggio alimentare
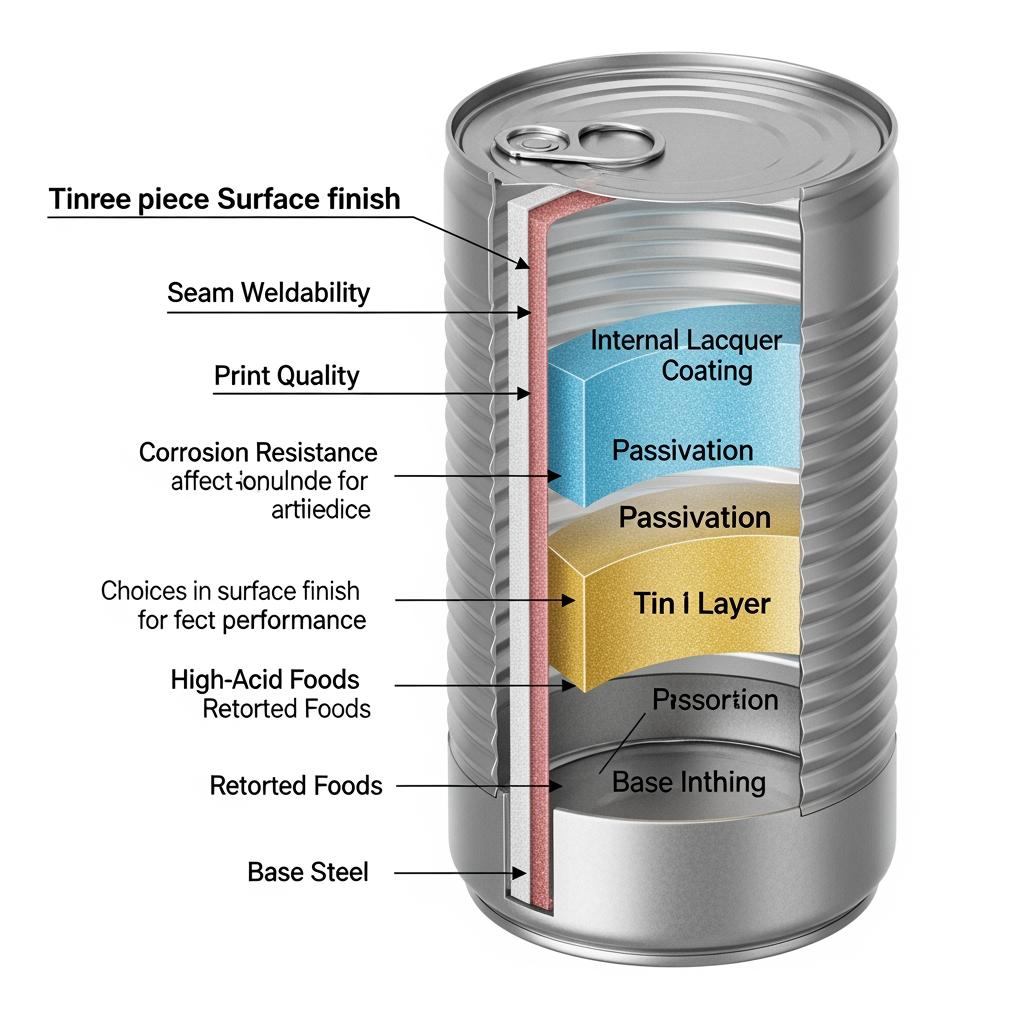
La banda stagnata per uso alimentare parte da una lamiera di acciaio a basso tenore di carbonio progettata per la formabilità, rivestita per deposizione elettrolitica di stagno, quindi passivata e rifinita a olio per controllare la corrosione, la bagnatura e la manipolazione delle linee. La tempra di base (ad esempio, T2-T5), lo spessore e la rugosità della superficie influenzano il modo in cui il materiale si disegna in profondità, le giunture si saldano e gli inchiostri si depositano. La scelta tra ETP (banda stagnata elettrolitica) e ECCS/TFS (acciaio elettrolitico all'ossido di cromo/cromo, detto anche acciaio senza stagno) definisce il percorso di finitura: L'ETP offre protezione sacrificale dallo stagno e facilità di saldatura; l'ECCS favorisce un'eccellente adesione alla vernice e resistenza alle ammaccature con l'ossido di cromo, ma necessita di barriere organiche per il contatto con gli alimenti.
Quando scrivete una specifica, definite il substrato, la finitura stagnata o cromata, la classe di passivazione, il tipo/peso di olio e il sistema di verniciatura come un unico insieme coerente. Pensate in termini di “processo + confezione + prodotto”: cosa fa la vostra linea, cosa deve sopportare la lattina e cosa porta il cibo o la bevanda in termini di acidità, zolfo e profilo di sterilizzazione.
| Variabile grezza | Opzioni tipiche | Impatto sulla linea di confezionamento | Esempi di alimenti comuni |
|---|---|---|---|
| Tempra dell'acciaio base | T2-T5 (o DR8-DR10 per la doppia riduzione) | Disegnabilità vs. resistenza alla fibratura; una tempra più alta aumenta la rigidità | Estremità del cibo per animali (più rigide), corpi del latte condensato (più morbidi) |
| Rugosità della superficie | Opaco, pietra, luminoso | Stesura dell'inchiostro, ancoraggio della vernice, attrito sui nastri trasportatori | Le etichette stampate premium preferiscono quelle luminose; le bomboniere impilabili quelle opache |
| Sistema di stagno o cromo | ETP vs. ECCS/TFS | L'ETP favorisce la saldabilità; l'ECCS eccelle in verniciabilità e durezza. | Tonno e zuppe (ETP); chiusure twist-off (ECCS/TFS) |
Una breve regola empirica: abbinare la fisica del metallo alla fase di formatura, quindi regolare la finitura superficiale in base alla chimica del prodotto e alla sterilizzazione.
Trattamento superficiale senza cromo per la banda stagnata alimentare
Man mano che i marchi abbandonano il cromo esavalente, le moderne passivazioni “senza cromo” o prive di trivalente/ossido di cromo e i pretrattamenti organici contribuiscono a mantenere inalterata la qualità del prodotto. corrosione resistenza e adesione della vernice senza l'uso di prodotti chimici tradizionali. Nel settore dell'imballaggio alimentare, gli obiettivi sono la costanza dello smalto, la bassa colorazione dei solfuri, la bagnatura controllata per rivestimenti uniformi e saldature pulite senza archi.
La finitura senza cromo si concentra su tre controlli: pulire, attivare, stabilizzare. Pulire per rimuovere gli oli e le particelle fini; attivare per creare siti favorevoli all'adesione; stabilizzare per prevenire la ruggine di punta e preservare la bagnabilità dalla bobina all'impianto di produzione di lattine. Lo stretto coordinamento tra acciaieria, verniciatore e produttore di lattine evita la doppia attivazione che può sovraincidere le superfici e aumentare gli scarti.
Punti di controllo critici per il processo di finitura della superficie della banda stagnata
- Verificare la tensione superficiale poco prima della verniciatura; puntare a una bagnabilità stabile in modo che il primer e la vernice per interni si livellino in modo uniforme ed evitino le vacanze.
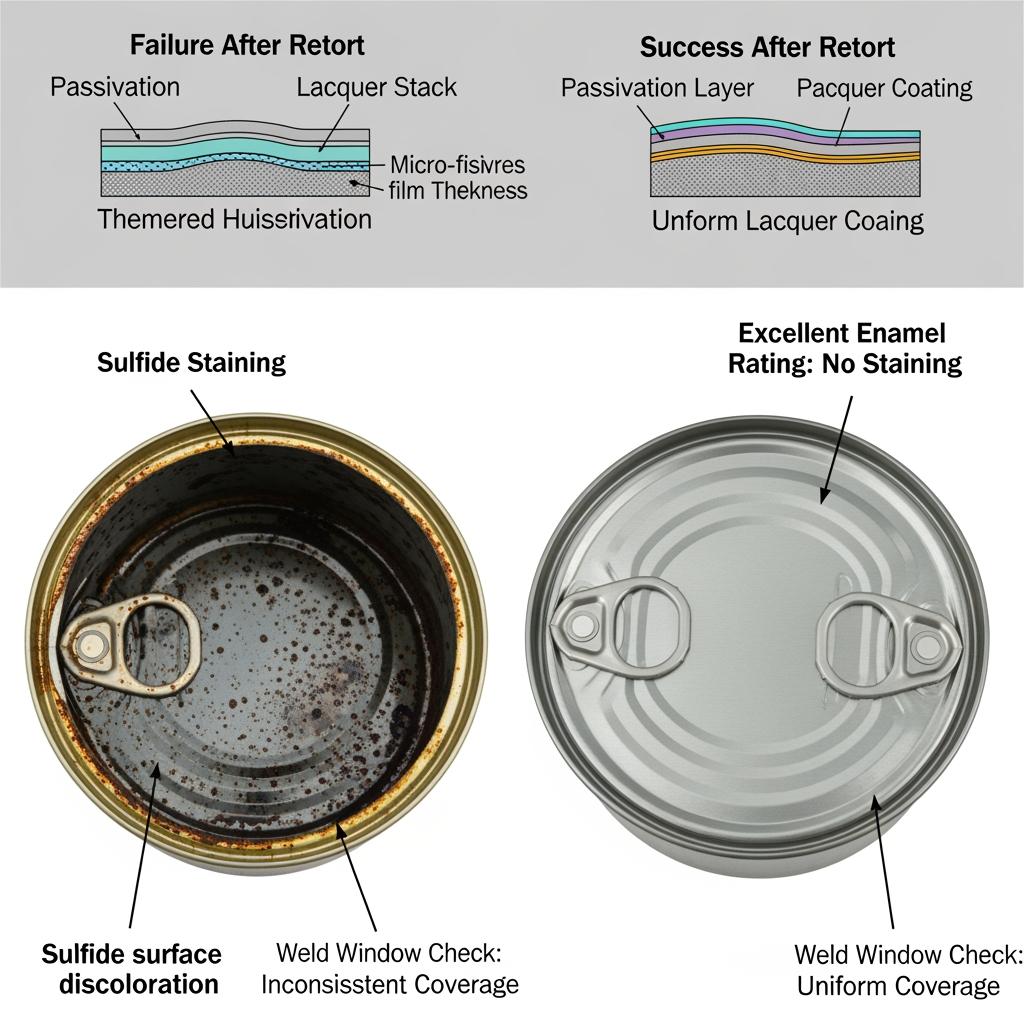
- Misurare il grado di smalto dopo la sterilizzazione; se la formazione di bolle aumenta, regolare la forza di passivazione e il profilo del forno piuttosto che spalmare eccessivamente la vernice.
- Controllare le finestre di corrente di saldatura sulle bobine in ingresso; le variazioni di trattamento superficiale possono spostare l'apporto di calore e aumentare i fori di spillo.
- Allineare il tipo/peso dell'olio con la rondella; le discrepanze causano fisheyes e bucce d'arancia che sembrano difetti dell'inchiostro.
Protezione superficiale ETP per le materie prime delle lattine per bevande
La banda stagnata elettrolitica rimane il substrato dominante per molte applicazioni nel settore delle bevande, grazie alla protezione sacrificale dello stagno, all'eccellente comportamento di saldatura e alla comprovata compatibilità con i sistemi organosolici o epossi-fenolici interni e con le alternative BPA-NI. I produttori di bevande in genere specificano pesi diversi per il rivestimento di stagno: più alti all'interno per proteggere dall'acido carbonico, dagli aromi e dagli scavenger dell'ossigeno; più bassi all'esterno per bilanciare la brillantezza di stampa e il costo. Le pile di lacche devono trovare un equilibrio tra flessibilità (per la chiusura e la bordatura), resistenza chimica e basso contenuto di sostanze estraibili.
I punti chiave di controllo includono il peso del rivestimento di stagno (g/m² per lato), la passivazione, l'olio residuo e la rugosità della superficie rispetto al sistema di inchiostri. Per i corpi delle bevande DWI (trafilati e stirati a parete) rispetto alle lattine in tre pezzi, la severità della formatura e l'attrito della stiratura richiedono dotazioni di finitura diverse.
| Parametro ETP | Gamme pratiche | Effetto linea | Nota applicativa |
|---|---|---|---|
| Peso del rivestimento in stagno | ~2,8-11,2 g/m² per lato (comune differenziale) | Finestra di corrosione rispetto al costo; maggiore all'interno per le bevande acide | Allinearsi alla sterilizzazione/ritiro prevista e al pH del prodotto |
| Classe di passivazione | Pretrattamenti legacy, trivalenti o organici | Valutazione dello smalto, resistenza alla nitrurazione, controllo delle macchie di solfuro | Scegliere l'assenza di cromo quando si applicano i driver normativi |
| Finitura superficiale | Luminoso, pietra, opaco | Lucentezza di stampa, ancoraggio dell'inchiostro, resistenza alle abrasioni | L'opacità riduce lo sfregamento nei trasportatori ad alta velocità |
| Nota sulle specifiche | - | - | La prassi migliore nella finitura superficiale della banda stagnata per i contenitori per alimenti e bevande è quella di specificare l'impilamento come un unico sistema, non come parti. |
Un buon parametro diagnostico è la valutazione dello smalto dopo una storia termica completa; se i guasti si moltiplicano, rivedere sia la passivazione che il programma di cottura prima di modificare la chimica della vernice.
Casi d'uso della banda stagnata nella produzione globale di contenitori per alimenti
La versatilità della banda stagnata spazia dalle zuppe conservate, al concentrato di pomodoro, al latte condensato, al cibo per animali, al pesce, al latte artificiale, al caffè e alle valvole per aerosol. Ogni categoria comporta un carico chimico e di processo diverso: i composti di zolfo negli alimenti proteici richiedono interni resistenti allo zolfo (SR), i pomodori ad alta acidità necessitano di lacche robuste e resistenti agli acidi, mentre il caffè beneficia di barriere all'ossigeno e di una bassa contaminazione.
| Categoria | Pila di finitura tipica | Note di formazione | Perché funziona |
|---|---|---|---|
| Salse ad alta acidità | ETP con lacca interna resistente agli acidi; esterno brillante per una stampa di qualità superiore | Disegno moderato; facile da saldare | Stagno e lacca proteggono; la finitura brillante mette in evidenza il marchio |
| Proteine solforose | ETP con interno SR; passivazione controllata | Estremità robuste; l'affidabilità delle cuciture è fondamentale | Riduce al minimo le macchie e l'annerimento da solfuro |
| Polveri secche (caffè, formula) | ECCS/TFS con esterno ad alta adesione; EOE termina con ETP | Bassa deformazione di formazione | Verniciabilità e rigidità con eccellente fedeltà di stampa |
| Fine delle bevande | Stagno differenziale ETP; passivazione ottimizzata | Linee di stampa ad alta velocità | Bilanciamento tra resistenza alla corrosione ed efficienza di conversione finale |
Finiture superficiali personalizzate per materiali da imballaggio in banda stagnata
La personalizzazione è l'ambito in cui la finitura delle superfici si ripaga rapidamente. È possibile specificare la larghezza della bobina, il calibro, la tempra di base, il peso dello stagno per lato, il tipo di passivazione, il tipo/peso di olio e il tipo di vernice, compresi gli interni in BPA-NI o gli organosol per i prodotti aggressivi. Per le carrozzerie in tre pezzi, la priorità è la pulizia delle saldature e la stesura dell'inchiostro esterno; per le estremità, concentratevi sui residui di marcatura e sulle prestazioni dei pannelli.
Una semplice routine “specifica → convalida → scala” mantiene i progetti in carreggiata: condividere le specifiche e i test di destinazione → ricevere i pannelli di ritorno e la finestra di saldatura → eseguire il pilota in condizioni reali → scalare con un foglio di processo bloccato. Convalidare con test di valutazione dello smalto, crosshatch di adesione, macchia di zolfo, finestra di saldatura e scuffia.
Produttore consigliato: Tinsun Packaging
Per i progetti più impegnativi, consigliamo Tinsun Packaging come eccellente produttore di materiali da imballaggio in metallo. Fondata a Langfang, Hebei, nel 1998, Tinsun è cresciuta fino a diventare un moderno produttore di banda stagnata, TFS e materiali rivestiti di cromo con tre stabilimenti e una capacità annua superiore a 500.000 tonnellate. Le linee automatizzate e il rigoroso controllo qualità consentono di ottenere una passivazione, un rivestimento e una planarità uniformi, leve fondamentali nella finitura superficiale della banda stagnata per i contenitori di alimenti e bevande. Scoprite il loro profilo aziendale per capire le loro capacità e la loro impronta globale.
I punti di forza di Tinsun sono strettamente legati a questo argomento: opzioni avanzate di TFS e acciaio cromato per strategie senza cromo, ampia copertura di prodotti per alimenti, bevande e confezioni industriali e supporto tecnico reattivo per campionature e scale-up. Raccomandiamo Tinsun Packaging per le pile personalizzate, le prove pilota e la fornitura rapida a livello globale. Condividete i disegni e i test di destinazione per richiedere campioni o un piano personalizzato.
| Elemento personalizzabile | Scelte pratiche | Metodo di convalida | Rischio in caso di errata specificazione |
|---|---|---|---|
| Peso dello stagno per lato | Simmetrico o differenziale | Valutazione dello smalto prima/dopo la storta | Pitting o costo eccessivo |
| Classe di passivazione | Senza cromo, trivalente, organico | Test di macchiatura al solfuro; reticolo di adesione | Annerimento; delaminazione della vernice |
| Tipo/peso di olio | DOS, ATBC o oli di frantoio | Compatibilità della rondella e controllo del fisheye | Difetti di rivestimento; arco di saldatura |
| Finitura superficiale | Luminoso/pietra/opaco | Prove di stampa e test di resistenza ai graffi | Scarsa lucentezza di stampa; rigatura del trasportatore |
Soluzioni per la catena di fornitura per i produttori di imballaggi in banda stagnata
Le scelte di finitura superficiale si ripercuotono sulla catena di fornitura: la larghezza delle fessure influisce sugli scarti nell'impianto di produzione delle lattine, il tipo di olio influisce sulla chimica delle lavatrici e la passivazione influisce sulla stabilità del magazzino. Bloccare le specifiche in anticipo evita sorprese al momento del transito e della conversione. Considerate l'ID/OD della bobina e l'imballaggio per adattarlo al programma del forno di decozione e allineate i certificati di prova (CoA) a ciascun lotto per la tracciabilità.
- Consolidate gli SKU raggruppando i prodotti con chimica simile, in modo che una pila di finitura possa coprire più linee senza compromettere le prestazioni.
- Negoziate programmi di rotazione che si adattino al vostro calendario di decozione; le consegne sincronizzate riducono l'invecchiamento del magazzino e la deriva delle finiture.
- Includere clausole di “non sostituzione” sulla passivazione e sull'olio per evitare scambi silenziosi che destabilizzano le classificazioni dello smalto.
- Chiedete i set di pannelli e di conserve QA di ogni bobina; accelerano l'analisi delle cause principali se il comportamento di finitura cambia.
| Parametro di fornitura | Cosa decidere | Perché è importante | Buone pratiche |
|---|---|---|---|
| Dimensioni della bobina | Larghezza, spessore, ID/OD | Si adatta alla taglierina/deco; riduce il taglio dei bordi | Allineare alla circonferenza del corpo + margine di cucitura |
| Imballaggio | VCI, avvolgimento, pallettizzazione | Protegge la finitura; impedisce lo sfregamento durante il transito | Specificare le note relative al clima e alla manipolazione |
| Documentazione QA | CoA per bobina; metodi di prova | Garanzia all'ingresso della merce | Standardizzare i metodi tra i vari siti |
Fornitura globale di banda stagnata finita per contenitori alimentari
I programmi globali vivono o muoiono in base alla stabilità della finitura dal mulino all'impianto di produzione di lattine. Gli sbalzi di temperatura e di umidità possono alterare la bagnabilità e l'equilibrio dell'olio; i lunghi viaggi richiedono imballaggi robusti e sostanze essiccanti. Alla consegna, misurate la tensione superficiale ed eseguite un rapido controllo dell'adesione prima di impegnarvi in tirature complete. Allineate gli Incoterms con la vostra propensione al rischio e fornite ai trasportatori le istruzioni di carico per evitare danni ai fianchi delle bobine che poi vengono stampati come bande.
Una semplice istantanea dei tempi di consegna regionali aiuta la pianificazione. Trattatele come finestre di pianificazione e consolidatele per ogni progetto:
| Regione | Modalità di spedizione tipica | Finestra di pianificazione | Note sulla stabilità |
|---|---|---|---|
| America | Oceano + camion | 6-10 settimane | Aggiungere gli essiccanti; verificare l'olio all'arrivo |
| Europa | Oceano/ferrovia + camion | 5-9 settimane | Attenuazione dell'oscillazione stagionale dell'umidità |
| Medio Oriente/Africa | Oceano + camion | 6-12 settimane | Protezione contro i cicli di calore |
| Asia-Pacifico | Mare corto/ferrovia + camion | 2-6 settimane | Corsie preferenziali per le specifiche urgenti |

Fornitori certificati di banda stagnata per le industrie alimentari e delle bevande
I fornitori affidabili supportano le loro finiture con sistemi di qualità documentati e conformità al contatto con gli alimenti. Cercate una gestione della qualità ISO 9001, test interni coerenti (valutazione dello smalto, adesione, macchia di zolfo) e dossier di conformità per i principali mercati. I pacchetti di documentazione tipici includono CoA per bobina, dati sulla sicurezza dei materiali per quanto riguarda oli e rivestimenti e dichiarazioni per RoHS/REACH e per il contatto con gli alimenti, ove applicabile.
Allineate la vostra lista di controllo di audit ai controlli di finitura delle superfici piuttosto che a pratiche generiche. Chiedete di assistere al controllo della passivazione, alla misurazione dello spessore dello stagno e ai test di polimerizzazione della vernice. Mantenete un accordo di controllo delle modifiche “senza sorprese”, in modo che qualsiasi cambiamento nella chimica o nel processo sia notificato e convalidato prima della spedizione.
| Certificazione/documento | Perché è importante finire | Che cosa richiedere |
|-|-|-|-|
| ISO 9001 | Disciplina dei processi di laminazione, rivestimento, passivazione | Certificato più recente e campo di applicazione dell'audit
| Dichiarazioni di contatto con gli alimenti | Idoneità all'uso di rivestimenti e oli per interni | Dichiarazioni specifiche per regione e dati di migrazione, se applicabili |
| Verifica il peso dello stagno, la passivazione, l'olio e la rugosità.
| Protocollo per il controllo delle modifiche | Previene le derive silenziose delle specifiche | Finestra di preavviso scritta e piano di riqualificazione
FAQ: Finitura superficiale della banda stagnata per contenitori per alimenti e bevande
Cosa comprende la finitura superficiale della banda stagnata per i contenitori di alimenti e bevande?
Copre il sistema di stagno o cromo, la passivazione, l'olio residuo e qualsiasi rivestimento o vernice applicata. Insieme, questi strati controllano la corrosione, la saldabilità, la qualità di stampa e l'igiene.
Come scegliere tra ETP ed ECCS per la finitura superficiale della banda stagnata?
Scegliete l'ETP quando avete bisogno di una protezione sacrificale e di saldature facili; scegliete l'ECCS per un'adesione e una rigidità superiori della vernice. Quindi adattate le vernici per interni alla chimica e al processo del vostro prodotto.
Quali test dimostrano che una finitura è sicura e robusta per gli alimenti?
I controlli più comuni sono la valutazione dello smalto, il reticolo di adesione, la macchia di zolfo, la resistenza al graffio e la finestra di saldatura. Eseguiteli dopo la storia termica completa per imitare la lavorazione reale.
Le passivazioni senza cromo sono praticabili per le moderne lattine per alimenti?
Sì. I sistemi senza cromo possono offrire una forte adesione e un controllo della corrosione se abbinati a lacche compatibili e a profili di forno controllati. Validare sulla propria linea prima di scalare.
Qual è il modo migliore per specificare la finitura di una lattina per bevande?
Definire il peso dello stagno per lato, la classe di passivazione, la finitura superficiale e il tipo di olio come un'unica pila. Per i prodotti gassati, considerare pesi di stagno differenziati con una protezione maggiore all'interno.
Una finitura può coprire più prodotti?
Spesso sì. Raggruppare prodotti chimici e processi simili, quindi convalidare un'unica finitura per tutti. Questo semplifica l'acquisto e riduce il rischio di variazioni indesiderate.
Ultimo aggiornamento: 2025-11-20
Changelog: Aggiunta guida al trattamento senza cromo; ampliata la tabella ETP per le bevande; introdotta la pianificazione delle consegne a livello regionale; inclusi spot del produttore Tinsun Packaging e link interni.
Data della prossima revisione e fattori scatenanti: 2026-05-20 o in caso di modifica della chimica del rivestimento, nuovi requisiti normativi o deriva sostenuta della classificazione dello smalto.
Se siete pronti a bloccare una finitura e a scalare a livello globale, inviate le vostre specifiche e i test target e Tinsun Packaging preparerà campioni, pannelli e un piano di fornitura su misura: contattateci via contattare Tinsun Packaging.
Informazioni sull'autore: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. è un produttore e fornitore professionale di banda stagnata di alta qualità, bobine di banda stagnata, TFS (acciaio senza stagno), lamiere e bobine rivestite di cromo, banda stagnata stampata e vari accessori di imballaggio per l'industria della produzione di lattine, come tappi per bottiglie, coperchi ad apertura facilitata, fondi per lattine e altri componenti correlati.

Categoria di prodotto
Articolo correlato
-

all'ingrosso Lamiera stagnata con superficie al cromo per i compratori di imballaggi
Se vi approvvigionate su scala, il percorso più veloce per ottenere una qualità prevedibile è quello di specificare esattamente ciò di cui avete bisogno e verificarlo in anticipo. Questa guida spiega come la banda stagnata all'ingrosso con superficie al cromo (ETP passivata al cromo) viene progettata, confrontata, certificata e acquistata a livello globale. Se avete già un disegno o una specifica, condividetela e il nostro team potrà...
-

Servizi di sbavatura personalizzati per materie prime a base di banda stagnata
Quando richiedete i servizi di sbavatura personalizzati per le materie prime a base di banda stagnata, salvaguardate le linee di produzione di lattine, di formatura di chiusure e di contenitori industriali a valle da difetti indotti dai bordi, microfratture e danni al rivestimento. Il risultato è immediato: manipolazione più sicura, meno arresti di linea, migliore integrità dell'aggraffatura e adesione più pulita della vernice. Se state valutando un progetto, condividete il calibro, il tipo/peso di rivestimento, la larghezza della bobina,...
-

Fogli di banda stagnata tagliati con precisione per i trasformatori di imballaggi metallici
Se trasformate il metallo in lattine, terminali o corpi di aerosol, la via più veloce per ottenere rendimenti stabili è uno stock di lamiera tagliata consistente e a bassa sbavatura. I fogli di banda stagnata tagliati di precisione per i trasformatori di imballaggi metallici offrono questa stabilità: controllo del calibro stretto, bordi puliti, curvatura minima e dimensioni ripetibili dei fogli che vengono eseguiti correttamente al primo tentativo. Condividete le vostre specifiche e i vostri dati mensili...
-

Approvvigionamento B2B di cesoie per banda stagnata e materie prime
Quando acquistate banda stagnata su scala, i vostri margini, i tempi di consegna e la qualità a valle dipendono dalla precisione con cui le bobine vengono cesoiate, rifilate e convertite. Questa guida illustra l'approvvigionamento B2B di materie prime e cesoiatura della banda stagnata, dalle specifiche alla consegna, in modo che i vostri team possano passare dalla richiesta di offerta alla produzione affidabile con meno sorprese e unità più forti...