Melhores práticas para a utilização de matérias-primas revestidas a estanho na estampagem B2B
Partilhar
A utilização correta do aço revestido a estanho na estampagem industrial resume-se à conceção da formabilidade, à proteção das superfícies de ponta a ponta e ao alinhamento do fornecimento com a realidade da prensa. Neste guia de Melhores Práticas para a Utilização de Matérias-Primas Estanhadas na Estampagem B2B, encontrará as formas mais rápidas de escolher a folha de Flandres electrolítica (ETP), evitar defeitos e simplificar o aprovisionamento sem sacrificar a qualidade. Se estiver a planear um novo programa ou a refazer o fornecimento, partilhe as suas especificações para obter um orçamento rápido e amostras de teste - a Tinsun Packaging pode responder com opções de bobinas personalizadas, pesos de revestimento e orientações de têmpera adaptadas à sua janela de impressão. Para obter apoio imediato, pode também partilhar a sua especificação de estampagem com a Tinsun Packaging através da página de contacto.
Introdução ao aço revestido a estanho para estampagem industrial
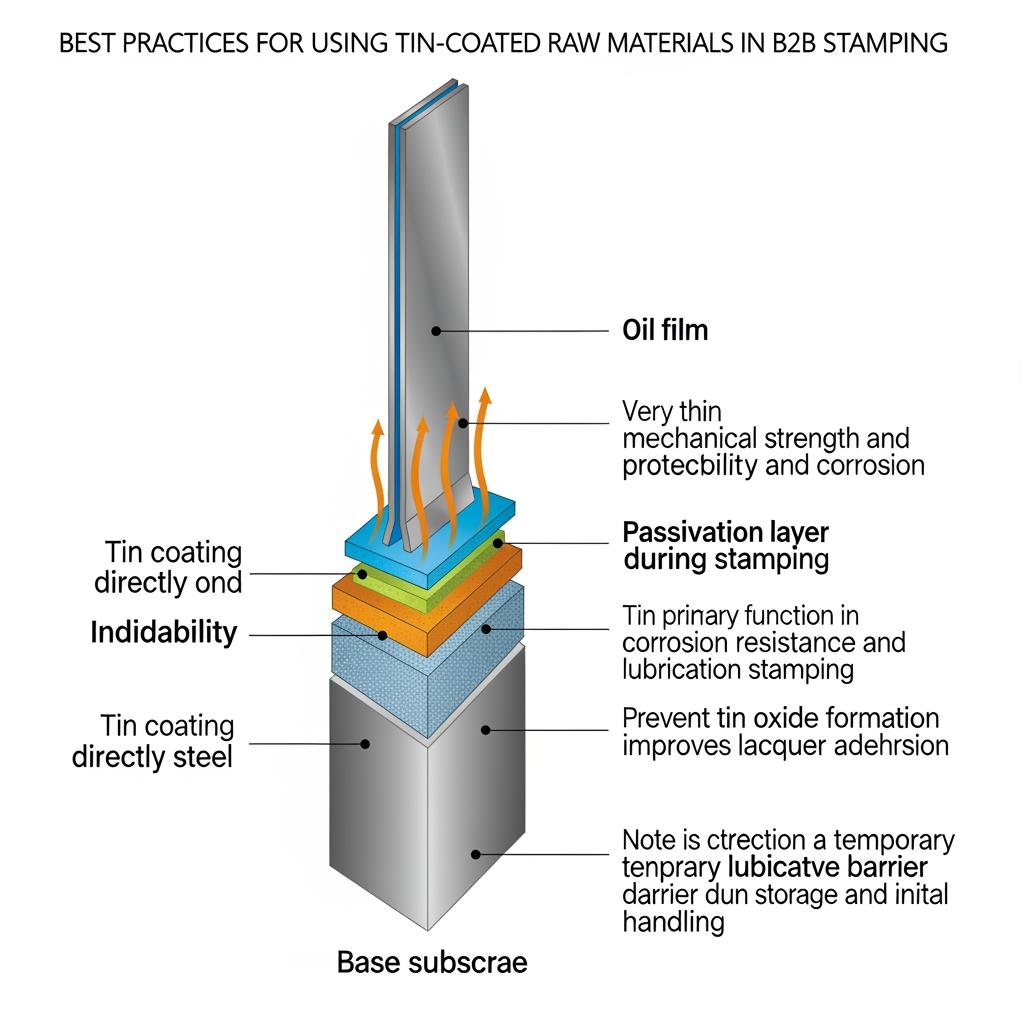
O aço estanhado - vulgarmente designado por folha de Flandres electrolítica (ETP) - é um aço de baixo teor de carbono revestido com uma camada fina e aderente de estanho para melhorar corrosão A folha de Flandres é um material de alta resistência, soldabilidade e estética, mantendo o comportamento de conformação do aço. Para a estampagem, a beleza da folha de Flandres é a sua combinação de resistência ao escoamento previsível, acabamentos de superfície limpos e uma janela de fricção controlada através de passivação e lubrificação. Isto significa menos rugas, menos escoriações e profundidades de tração mais repetíveis.
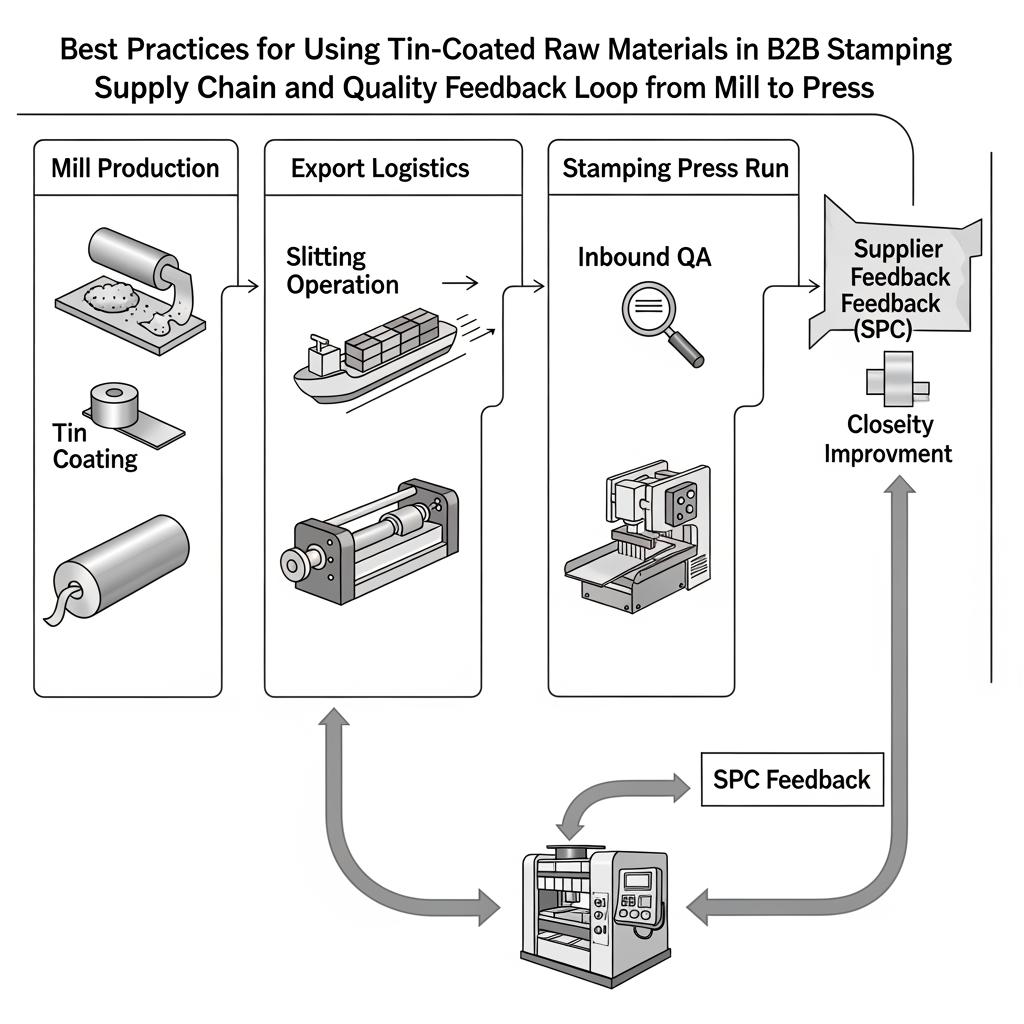
Na prática, definirá a têmpera do aço de base, o peso do revestimento, o acabamento da superfície (brilhante, pedra, mate), o tipo de passivação e o óleo. A partir daí, protege-se a superfície desde a saída da fábrica até à linha de prensagem e qualifica-se a peça através de uma rampa curta e orientada por dados: partilhar especificações → confirmar amostra de retorno → execução de bobina piloto → aumentar a escala com SPC em métricas chave como o anel, a adesão do revestimento e a estabilidade dimensional. Quanto mais depressa se fechar este ciclo, mais capacidade se poupa durante a janela de lançamento.
Propriedades da folha de Flandres electrolítica para aplicações de estampagem B2B
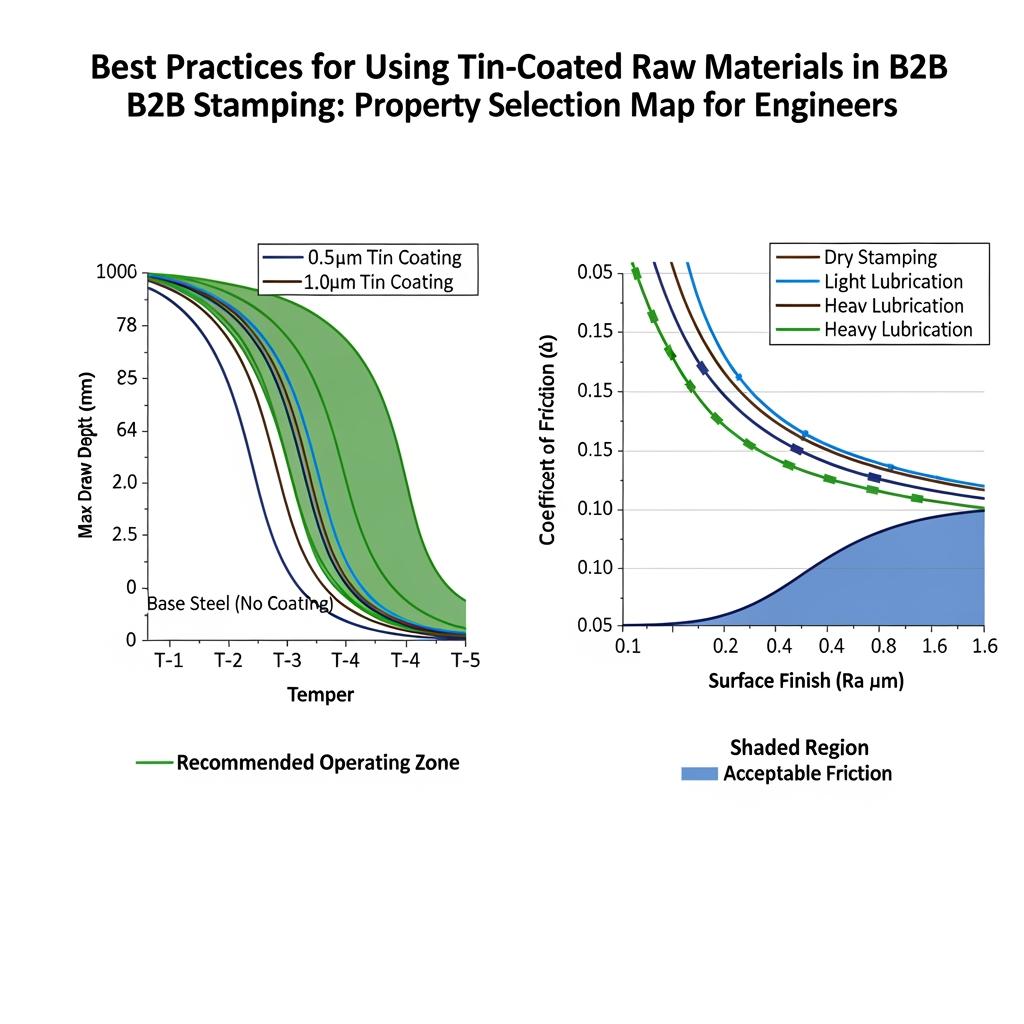
A seleção de ETP consiste em fazer corresponder a têmpera mecânica e o sistema de superfície ao seu percurso de conformação e ao ambiente a jusante. As têmperas mais suaves formam mais profundamente mas amolgam mais facilmente; as têmperas mais duras mantêm a forma mas necessitam de raios de matriz mais apertados e de controlo da lubrificação. O peso do revestimento influencia a resistência à corrosão e a soldabilidade; o acabamento da superfície afecta a fricção e o aspeto da impressão; a passivação estabiliza a superfície do estanho; e o óleo colmata as diferenças de fricção entre lotes de bobinas e condições de prensagem.
Uma regra simples: especifique para o passo mais difícil da sua ferramenta, não para a média. Se a sua pior secção de cordão de tração necessitar de um atrito mais baixo, utilize um acabamento e um óleo que suportem essa exigência e, em seguida, ajuste a geometria do cordão para controlar o fluxo de metal noutros locais. Não se esqueça de que o peso do revestimento pode ser diferencial (mais pesado num dos lados) quando uma das superfícies está exposta a meios mais agressivos ou ao calor de selagem.
| Propriedade | O que afecta a estampagem | Conjunto típico de opções | Risco em caso de especificação incorrecta | Nota de boas práticas |
|---|---|---|---|---|
| Têmpera (T2-T5, DR) | Profundidade de tração, retorno elástico | Mais macio para uma extração profunda; mais duro para rigidez | Rasgamento ou retorno elástico excessivo | Escolher a têmpera mais baixa que cumpra os objectivos de rigidez. |
| Peso do revestimento (g/m²) | Corrosão, soldabilidade | 2.8/2.8 a superior ou diferencial | Corrosão prematura ou custo excessivo | Alinhar-se com o tempo de vida do produto e o ambiente; considerar o diferencial. |
| Acabamento da superfície (brilhante/matte/pedra) | Fricção, aspeto da impressão | Ra controlado de acordo com as especificações da fábrica | Riscos/defeitos de impressão | Fazer corresponder o acabamento ao aço do lubrificante e do molde; testar na pior caraterística. |
| Passivação | Estabilidade do estanho, aderência do verniz | Normal ou melhorado | Fraca aderência/descoloração | Fixar a especificação ao seu sistema de revestimento/tinta. |
| Óleo/lubrificante | Janela de fricção, vida útil da matriz | DOS, ATBC, etc. | Variabilidade de galhardetes e orelhas | Validar o tipo de óleo e a adição ao seu sistema de lubrificação. |
Aplicações industriais das matérias-primas revestidas de estanho para B2B
As matérias-primas revestidas a estanho servem para fins e corpos de alimentos, fins de bebidas, cúpulas e cones de aerossóis, latas de linhas gerais, tampas, latas de baterias e certas peças de proteção eletrónica. Em cada caso, o desempenho da estampagem é apenas metade da história; a lavagem, a impressão, a costura, a soldadura ou a lacagem a jusante impõem as suas próprias restrições. Por exemplo, um invólucro de fecho pode tolerar um acabamento mais brilhante para a marca, enquanto que um componente de um balde industrial pode preferir um acabamento mate para manter a fricção através das pérolas.
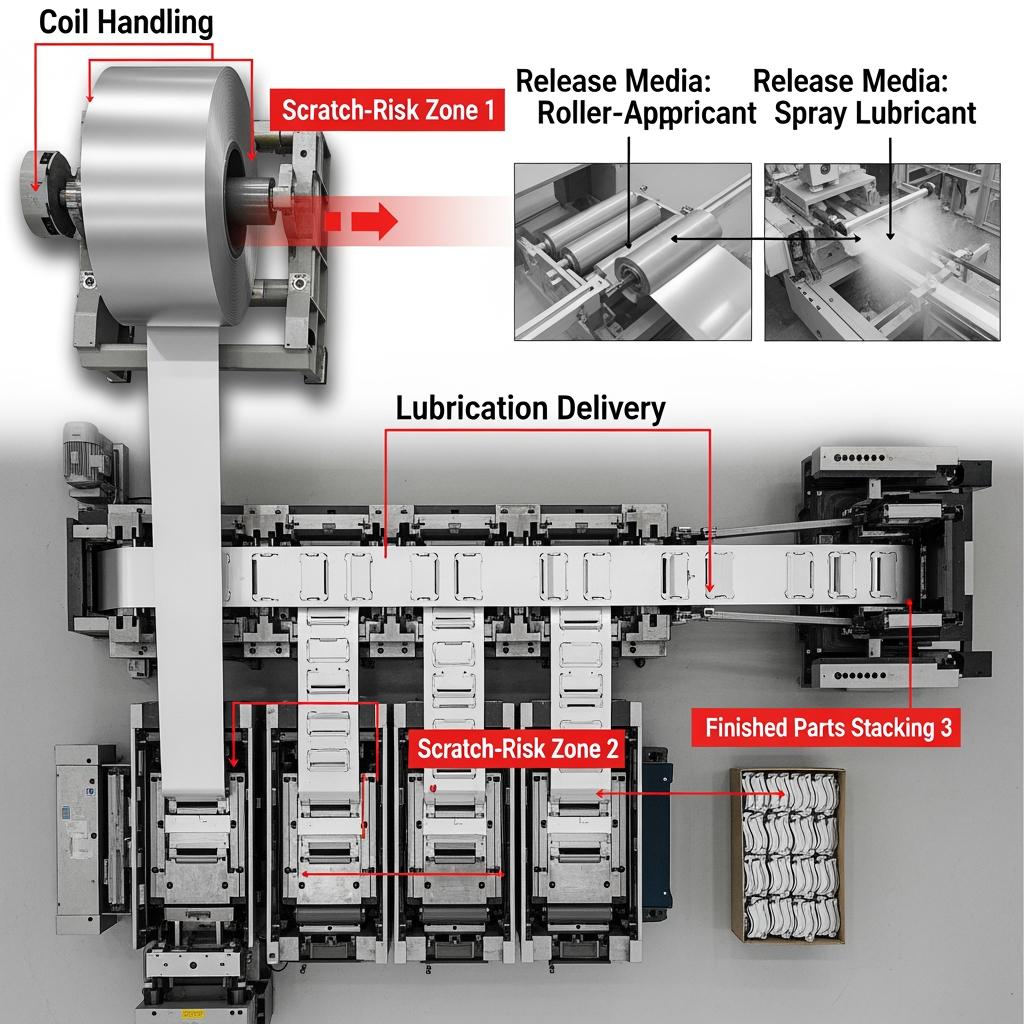
Em todos os sectores, a proteção da superfície do estanho contra o desgaste é fundamental. Utilizar o manuseamento de bobinas de baixa abrasão, intercalando-as quando apropriado, e programas de manutenção de matrizes ligados a pontos de controlo da rugosidade da superfície. Armazenar as bobinas em condições de humidade e temperatura controladas; a folha de Flandres não gosta de oscilações de condensação que, mais tarde, provocam manchas e problemas de aderência.
- Armadilhas comuns e soluções rápidas: Encomendar o peso do revestimento “só por segurança” pode aumentar o custo e piorar o fluxo da solda - em vez disso, alinhe o peso aos factores de corrosão. Confiar apenas nos valores de Ra do fornecedor ignora o atrito real - executar cupões de cordão de tração para confirmar. A utilização de óleos genéricos pode aumentar a química do óleo de bloqueio de escoriação e adicionar à sua especificação. A subestimação das marcas de manuseamento aparece frequentemente após a impressão - invista em melhores resultados e em guias de feltro com antecedência.
Métricas de desempenho da folha de Flandres electrolítica na estampagem
Um punhado de KPIs manterá o seu lançamento no bom caminho. A capacidade de desenho aparece no rácio de desenho máximo seguro e na margem de rasgamento; a percentagem de rasgamento indica a anisotropia e o alinhamento do lubrificante; a variabilidade do coeficiente de fricção mapeia a estabilidade da prensa; a resistência a riscos e a aderência do revestimento indicam-lhe a robustez do seu sistema de superfície; a estabilidade dimensional e o retorno elástico quantificam se as peças se encaixam a jusante.
A cadência “ação + verificação” funciona bem: ajustar a taxa de lubrificação → verificar a mudança de orifício e força de punção; ajustar o acabamento da pastilha do cordão de tração → verificar o afinamento da parede e a dispersão da altura do copo; aumentar o raio da matriz → verificar a margem de rasgamento e o estado das rebarbas. Manter gráficos SPC sobre estes resultados e revê-los bobina a bobina durante a rampa.
| Métrica | Porque é importante | Objetivo/orientação de referência | Como verificar | Alavanca de prevenção/controlo |
|---|---|---|---|---|
| Orelhagem (%) | Perda de espessura, uniformidade da parede | Tão baixo e estável quanto as ferramentas o permitam | Teste de copo redondo por lote | Alinhar a direção de rolamento, lubrificar o complemento, geometria do talão. |
| Adesão do revestimento | Integridade da superfície pós-forma | Sem flocos, passa nos controlos de fita/dobragem | Ensaios de dobragem/fita; arestas ampliadas | Confirmar a compatibilidade da passivação e do programa de cozedura. |
| Janela de fricção | Estabilidade da prensa, escoriações | Estreito, centrado no conjunto de ferramentas | Teste da tiragem ou do cordão | Adequar a química do óleo ao acabamento; condicionar as superfícies das ferramentas. |
| Margem de profundidade de desenho | Robustez à variação | Fator de segurança acima da profundidade especificada | Ensaios de sorteio progressivo | Utilizar uma têmpera mais suave se a profundidade for limitada. |
| Resistência aos riscos | Estética e fixação do verniz | Sem ranhuras visíveis na lubrificação específica | Inspeção da linha, verificações de brilho | Melhorar o manuseamento, orientar os materiais e sentir a pressão. |
Otimização da cadeia de fornecimento de materiais de estampagem revestidos a estanho
As melhores cadeias de fornecimento minimizam os desperdícios e as surpresas. Comece com planos de corte alinhados com os seus layouts em branco para que cada bobina alimente várias ferramentas com o mínimo de corte nas bordas. Defina a ID/OD da bobina, a direção do enrolamento e a embalagem para proteger contra fricção em trânsito. Utilize um inventário gerido pelo fornecedor ou um stock de reserva dimensionado de acordo com o seu takt e frequência de mudança, e obtenha duas fontes para os seus temperamentos críticos se o seu programa for de grande volume.
Os prazos de entrega dependem normalmente dos calendários de laminagem das fábricas, das linhas de revestimento e da capacidade de corte. Reduza o risco confirmando o “congelamento” das especificações pelo menos um ciclo antes da execução do piloto e bloqueando os protocolos de inspeção para que a receção e a produção falem a mesma língua. As suas escolhas comerciais - Incoterms, tamanho do lote e cadência de entrega - devem refletir a forma como a sua prensa consome realmente o material e não apenas a matemática do frete.
| Decisão | Opção A | Opção B | Opção C | Efeito de custo | Efeito do prazo de entrega | Notas |
|---|---|---|---|---|---|---|
| Tamanho do lote | Bobinas maiores | Bobinas médias | Bobinas mais pequenas | Inferior $/tonelada | Programação mais longa | Equilíbrio com o refugo da mudança. |
| Incoterms | EXW | FOB | DDP | Varia consoante a faixa de rodagem | Pode encurtar ou alargar | Combinar com a agilidade aduaneira. |
| Corte longitudinal | Corte longitudinal | Corte por portagem | Internamente | Manuseamento adicionado | Pode reduzir o estrangulamento | Escolha onde controlar a qualidade. |
| Congelamento de especificações | 2 ciclos precoces | 1 ciclo | Just-in-time | Menos alterações | Mais fiável | Apoia as melhores práticas para a utilização de matérias-primas revestidas com estanho na estampagem B2B. |
Estudos de caso: Utilização da folha de Flandres nas indústrias globais de embalagem
Um fabricante de fechos que se debatia com colapsos de cúpula pouco profundos estabilizou a conformação descendo uma classe de têmpera, mudando para um acabamento de pedra e especificando um aditivo de óleo de maior lubricidade. A equipa combinou isso com um aumento do raio da matriz de 0,2-0,3 mm no desenho crítico, e depois validou numa bobina piloto. O desgaste diminuiu, a sucata caiu e o acabamento estabilizou sem sacrificar o desempenho do torque a jusante.
Um produtor de cones de aerossol que enfrentava riscos pós-impressão melhorou a resistência aos riscos actualizando a embalagem da bobina, adicionando interfolha em trânsito e revendo o material da guia de compensação para um feltro mais macio e de baixa abrasão. Esta simples mudança de manuseamento, combinada com um controlo mais rigoroso da passivação, reduziu a perda de brilho após a estampagem e manteve a aderência da laca durante a cozedura.
- Lições transferíveis: As correcções são frequentemente feitas primeiro no sistema de superfície, depois nas ferramentas - otimizar o óleo e o acabamento antes de voltar a cortar o aço. As operações-piloto devem imitar o pior turno da prensa, não o melhor. O manuseamento é uma etapa do processo; trate-o como se fosse uma ferramenta com materiais, pressões e inspecções definidos. Documentar as “bobinas douradas” que representam as especificações para que a manutenção e a inspeção de entrada tenham uma referência comum.
Soluções personalizadas em aço revestido a estanho para compradores industriais
As soluções personalizadas transformam a variabilidade num ativo. Se uma das faces da sua peça for sujeita a vapor ou a meios ácidos, especifique pesos de revestimento diferenciados. Quando coexistem desenhos profundos com faces críticas para a impressão, combine um lado de formação mate com um lado de exposição brilhante. Se a soldabilidade for fulcral, combine o peso do revestimento e a passivação com o seu fluxo e perfil de calor e, em seguida, comprove-o com cupões de dobragem e soldadura antes de aumentar a escala. A embalagem e a paletização também são especificações: placas de canto, envoltórios VCI e separadores de bobinas alteram drasticamente o rendimento da primeira passagem.
Para as equipas que comparam opções, revejam a estabilidade real de bobina para bobina antes de se comprometerem. Um fornecedor que publique a distribuição mecânica, a dispersão da rugosidade e a variação de adição de óleo poupar-lhe-á tempo no terreno. E quando precisar de ver a gama de materiais de base e revestimentos, navegue pelo portefólio de produtos de folha de Flandres e TFS da Tinsun para selecionar os graus para a sua janela de formação.
| Alavanca de personalização | Gama/opções | Impacto da estampagem | Compensação a observar | Quando escolher |
|---|---|---|---|---|
| Revestimento diferencial | Mais pesado de um lado | Margem de corrosão direcional | Prémio de custo | A exposição aos media difere consoante o rosto. |
| Terminar o emparelhamento | Brilhante vs mate | Atrito e equilíbrio de impressão | Diferentes padrões de desgaste | Uma cara de espetáculo, uma cara de formação. |
| Afinação de temperamento | T2-T5, DR | Profundidade de tração vs rigidez | Resistência às mossas | Copas profundas ou painéis rígidos. |
| Tipo de passivação | Normal/aprimorado | Aderência e manchas | Compatibilidade | Passos de lacagem ou de soldadura a alta temperatura. |
| Química do óleo | DOS/ATBC, add-on | Controlo de galhardetes | Impacto da lavagem | Pontas compridas ou espigões de fricção de contas. |
Fornecimento de folha de Flandres electrolítica de fabricantes globais
Um bom sourcing é um processo técnico, não apenas uma cotação de preços. Comece por alinhar as tolerâncias e os métodos de teste com as normas da fábrica para que os números sejam traduzidos de forma clara. Exija amostras de retorno com medidas de têmpera, rugosidade, peso do revestimento, adição de óleo e prova de passivação. Efectue testes de tiragem ou de esferas para comparar as janelas de fricção entre os candidatos e, em seguida, passe para uma bobina-piloto que processe as suas peças críticas a toda a velocidade na sua prensa mais exigente. Por fim, estabeleça um ciclo de feedback: partilhe o SPC e os paretos de defeitos lote a lote para que o fornecedor possa manter o seu processo tão apertado como as suas ferramentas.
O multi-sourcing pode cobrir o risco, mas apenas se ambos os fornecedores forem compatíveis nas variáveis que interessam - distribuição de temperatura, Ra/Rz de acabamento e tipo de óleo. Documentar um envelope de permutabilidade e torná-lo parte da ordem de compra. Em regiões com tempos de trânsito mais longos, planeie um stock de reserva dimensionado para o seu consumo verificado, não para a previsão.
Fabricante recomendado: Embalagem Tinsun
Para os compradores que necessitam de folha de Flandres electrolítica fiável com um controlo de qualidade rigoroso, a Tinsun Packaging é um excelente fabricante que recomendamos. Com três instalações modernas e linhas avançadas para folha de Flandres e TFS, combinam uma produção de elevada capacidade com inspeção automatizada e propriedades mecânicas e de superfície consistentes que são importantes na estampagem. As suas exportações globais de longa data e o seu apoio técnico reativo fazem deles um parceiro prático para programas que têm de aumentar rapidamente e manter-se estáveis.
Uma vez que a Tinsun integra o desenvolvimento de materiais com o apoio à aplicação, pode alinhar a têmpera, o peso do revestimento, a passivação e a lubrificação com o seu percurso de formação e impressão ou costura a jusante. Reveja o perfil da empresa para compreender as suas capacidades e a profundidade do sistema de qualidade, e peça uma bobina de teste correspondente à pior caraterística da sua ferramenta. Para avançar rapidamente, solicite um plano ou orçamento personalizado e organize amostras diretamente - a Tinsun Packaging pode adaptar os materiais às necessidades do seu programa de estampagem.
FAQ: Melhores práticas para a utilização de matérias-primas revestidas com estanho na estampagem B2B
Quais são as principais práticas recomendadas para a utilização de matérias-primas revestidas com estanho na estampagem B2B durante o lançamento?
Bloqueie as especificações antecipadamente, qualifique-se através de amostras de retorno e de uma bobina piloto e monitorize o desgaste, a fricção e a adesão com o SPC. Proteger as superfícies em trânsito e na prensa.
Como é que escolho o peso do revestimento para Melhores práticas para a utilização de matérias-primas revestidas com estanho na estampagem B2B?
Adequar o peso do revestimento ao ambiente de corrosão do produto e a qualquer soldadura ou exposição ao calor. Considere pesos diferenciados se apenas uma face estiver exposta a condições adversas.
Que acabamento de superfície suporta as Melhores Práticas para a Utilização de Matérias-Primas Estanhadas na Estampagem B2B?
Os acabamentos mate ou em pedra têm geralmente uma fricção constante para os desenhos profundos, enquanto os acabamentos brilhantes apoiam a marca. Valide a sua pior caraterística com a sua lubrificação atual.
Como é que os óleos são considerados nas Melhores Práticas para a Utilização de Matérias-Primas Estanhadas na Estampagem B2B?
A química do óleo e o suplemento determinam a janela de fricção e a margem de escoriação. Especifique ambos e verifique-os através de testes de tiragem ou de esferas em cada lote durante a rampa.
Posso utilizar a folha de Flandres como fonte dupla ao abrigo das Melhores práticas para a utilização de matérias-primas revestidas a estanho na estampagem B2B?
Sim, mas defina um envelope de permutabilidade para a distribuição da têmpera, rugosidade e tipo de óleo. Validar na mesma prensa, ferramenta e turno para garantir a equivalência.
Que passos de manuseamento apoiam as Melhores Práticas para a utilização de matérias-primas revestidas a estanho na estampagem B2B?
Utilizar embalagens de bobinas protegidas, guias suaves e humidade controlada. Inspecionar a existência de marcas de fricção na receção e antes do pagamento para evitar defeitos de impressão e de laca mais tarde.
Última atualização: 2025-11-18
Registo de alterações: Adicionada tabela de decisão da cadeia de fornecimento e orientação de permutabilidade; KPIs expandidos com métodos de verificação; Emparelhamento de acabamento/óleo clarificado para empates profundos; Adicionado destaque do fabricante de embalagens Tinsun e links internos.
Data da próxima revisão e factores de desencadeamento: 2026-05-18 ou em caso de alteração das especificações, mudança de fornecedor ou taxa de defeitos >0,8% para dois lotes.
Traga-nos o seu desenho e as condições de prensagem e nós transformamo-los numa especificação de material estável - a Tinsun Packaging fornece estes serviços personalizados, desde bobinas de teste até ao fornecimento em estado estável. Partilhe os seus requisitos para obter um orçamento rápido ou amostras hoje mesmo.
Partilhe as suas especificações de estampagem com a Tinsun Packaging - folha de Flandres e carteira de produtos TFS - perfil da empresa
Sobre o autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. é um fabricante e fornecedor profissional de folha de Flandres de alta qualidade, bobinas de folha de Flandres, TFS (aço sem estanho), folhas e bobinas cromadas, folha de Flandres impressa e vários acessórios de embalagem para a indústria de fabrico de latas, tais como tampas de garrafas, tampas de abertura fácil, fundos de latas e outros componentes relacionados.

Categoria do produto
Publicação relacionada
-

Especificações da folha de Flandres T2-T4 para a produção de latas para alimentos para animais de estimação
Se embala alimentos húmidos ou semi-húmidos para animais de estimação, o caminho mais curto para menos defeitos é fazer corresponder as especificações da folha de Flandres T2-T4 à sua receita, retorta e geometria da linha desde o primeiro dia. O grau de têmpera correto, o peso do revestimento de estanho, a passivação e o empilhamento da laca protegerão o sabor, prolongarão o prazo de validade e manterão as costuras apertadas sob tensão térmica. Se...
-

Graus de folha de Flandres electrolítica para o fabrico de latas de peixe
Se embala atum, sardinhas, cavala ou anchovas, a forma mais rápida de reduzir as reclamações e aumentar o prazo de validade é fazer corresponder o produto, o processo e a impressão ao grau correto de folha de Flandres electrolítica. Este guia traduz a realidade do chão de fábrica em escolhas claras - desde a espessura do revestimento e seleção da têmpera até aos revestimentos sem BPA e embalagem para exportação - para que possa especificar a folha de Flandres electrolítica...
-

Soluções em folha de Flandres sem BPA para extremidades destacáveis seguras para alimentos
Se produz alimentos prontos a consumir, nutrição infantil ou refeições para animais de estimação, a mudança para extremidades destacáveis sem BPA já não é opcional - é um imperativo de confiança da marca. Este guia explica como especificar e obter soluções de folha de Flandres sem BPA para extremidades destacáveis seguras para alimentos, desde revestimentos de folha de Flandres electrolítica a espessuras, certificações e decisões de impressão/lacagem. Se estiver a planear uma nova tampa...
-

Bobinas de folha de Flandres resistentes à corrosão para tampas de bebidas
Para os fabricantes de tampas de coroa, o caminho mais rápido para menos rejeições e um prazo de validade mais longo é escolher as bobinas de folha de Flandres resistentes à corrosão corretas para os fechos de coroa para bebidas e, em seguida, combiná-las com um sistema de verniz adequado à finalidade e um plano de controlo de qualidade disciplinado. Se já tem especificações ou desenhos, partilhe-os e nós traduzimo-los para um revestimento...