Normas de massa e espessura de revestimento para folha de Flandres de latas soldadas

Partilhar
A escolha da massa de revestimento e da espessura do metal de base corretas é a forma mais rápida de estabilizar a qualidade da soldadura, corrosão vida útil e custo para latas de alimentos e bebidas. Este guia destila o essencial dos Padrões de Massa e Espessura de Revestimento para Latas Soldadas em escolhas práticas que pode aplicar na linha neste trimestre, e não “um dia”. Se precisar de uma recomendação rápida ou de um kit de amostras adaptado aos seus soldadores e tamanhos de latas, partilhe os seus requisitos e solicite um orçamento através do Página de contacto da Tinsun Packaging.
Revestimento Graus de peso da folha de Flandres para soldadura de latas alimentares
A folha de Flandres para latas soldadas é normalmente especificada pela massa de revestimento de estanho por lado em gramas por metro quadrado (g/m²/lado), frequentemente escrita como 2,8/2,8, 5,6/5,6, ou revestimentos diferenciais como 2,8/5,6. A notação antiga em libras por caixa de base (lb/bb) ainda é encontrada em alguns mercados; trate qualquer conversão como aproximada e confirme com o certificado do seu fornecedor. Para a soldadura, o revestimento deve ser suficientemente espesso para resistir à corrosão após a moldagem e a retortagem, mas não tão pesado que reduza a janela de soldadura ou cause salpicos e expulsão de estanho.
| Grau de revestimento (g/m²/lado) | Legado lb/bb (aprox.) | Notas sobre a soldabilidade | Exemplos de latas de alimentos | Porquê escolher |
|---|---|---|---|---|
| 2.8/2.8 | ≈0.50/0.50 | Ampla janela de soldadura a altas velocidades; baixa captação de estanho nos eléctrodos. | Alimentos secos, pós, alguns RTDs com laca interna. | Equilíbrio económico quando os sistemas de lacagem são robustos. |
| 5.6/5.6 | ≈1.00/1.00 | Janela ligeiramente mais estreita; boa margem pós-retorta. | Molhos à base de tomate, salmouras ligeiras, xaropes de frutos. | Cumpre as normas de massa e espessura do revestimento para folha de Flandres de latas soldadas quando o prazo de validade e a retorta são fundamentais. |
| 8.4/8.4 | ≈1.50/1.50 | A mais elevada proteção contra a corrosão; adaptação ao risco de expulsão. | Produtos agressivos, retorta ou armazenamento mais longos. | Utilizar quando o verniz da zona da costura é fino ou o produto é ácido/sulfuroso. |
| 2,8/5,6 (diferencial) | ≈0.50/1.00 | Otimização interior/exterior; alinhar o lado pesado com o contacto do produto. | Latas que requerem proteção da face interna com controlo de custos. | Proteção direcionada sem duplicar totalmente a massa de estanho. |
Estas selecções pressupõem uma têmpera e espessura adequadas do aço de base, passivação e lubrificação. Se a sua linha de produção tiver SKUs mistos, 5.6/5.6 é um meio-termo tolerante; se for preciso aumentar a velocidade, 2.8/2.8 oferece um envelope de soldadura mais amplo, desde que o verniz faça o trabalho pesado.
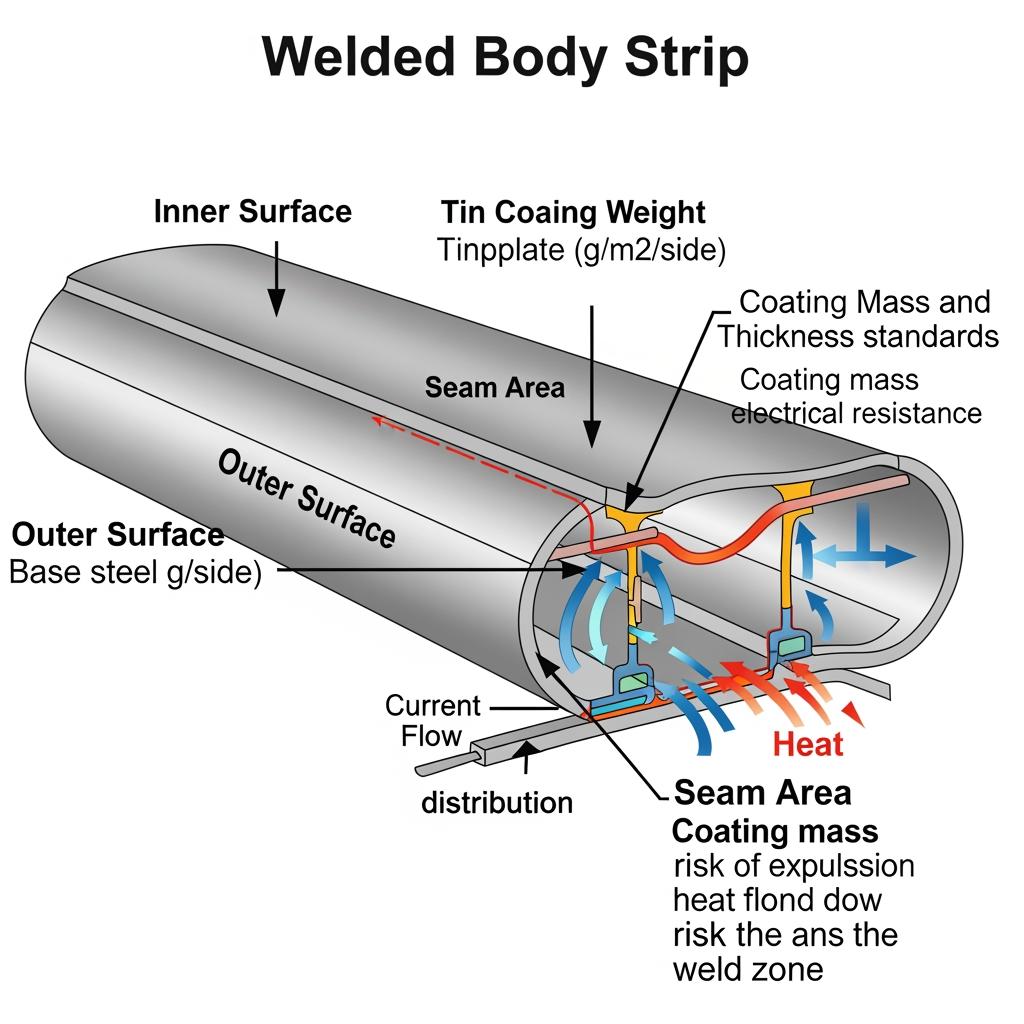
Impacto do revestimento de estanho eletrolítico na resistência da lata soldada
O estanho eletrolítico actua como uma barreira à corrosão e como um participante na soldadura. Demasiado estanho nas superfícies de fusão pode promover a expulsão, salpicos e uma camada intermetálica frágil; muito pouco reduz o brilho do cordão e pode levar a poros ou falta de fusão. O seu objetivo é manter o cordão no “lóbulo” onde a corrente, a força e o tempo se sobrepõem para produzir pepitas consistentes com o mínimo de danos no revestimento.
| Massa do revestimento (por lado) | Largura da janela de soldadura (qual.) | Orientação da velocidade da linha | Ajustes de força/corrente | Principais riscos do mar a ter em conta |
|---|---|---|---|---|
| 2,8 g/m² | Largo | Suporta velocidades mais elevadas; mantém-se dentro do orçamento térmico. | Força moderada; densidade de corrente padrão. | Falta ocasional de fusão se as superfícies estiverem contaminadas. |
| 5,6 g/m² | Médio | Velocidades equilibradas; verificar o tamanho das pepitas após a retorta. | Força ligeiramente superior; afinar a rampa atual. | Expulsão da lata nas extremidades se a hora do aperto for tardia. |
| 8,4 g/m² | Mais estreito | Considerar uma redução modesta da velocidade para garantir a estabilidade. | Maior força e modelação de impulsos refinada. | Intermetálicos frágeis, incrustação do elétrodo, porosidade da junta em caso de sobreaquecimento. |
Utilize esta tabela para definir os parâmetros do primeiro artigo e, em seguida, confirme através de testes de descasque e rebentamento antes de aumentar a velocidade da linha. Verifique sempre se a passivação e o nível de óleo correspondem ao perfil atual escolhido.
- Normalizar a preparação da superfície antes da soldadura, porque mesmo 2-3 µm de desequilíbrio de óleo residual podem encolher a janela de soldadura e mascarar os benefícios da massa do revestimento.
- Estabeleça uma cadência de revestimento dos eléctrodos que corresponda à massa de revestimento selecionada, para que a recolha de estanho não altere a densidade da corrente a meio do turno.
- Reconfirme o lóbulo de soldadura após qualquer mudança de bobina, uma vez que pequenas mudanças de tolerância de massa de revestimento podem exigir ajustes de corrente ou força 2-5%.
- Validar a integridade da junta após a retorta, não apenas “verde”, uma vez que o crescimento intermetálico estanho-ferro depende do tempo e da temperatura.
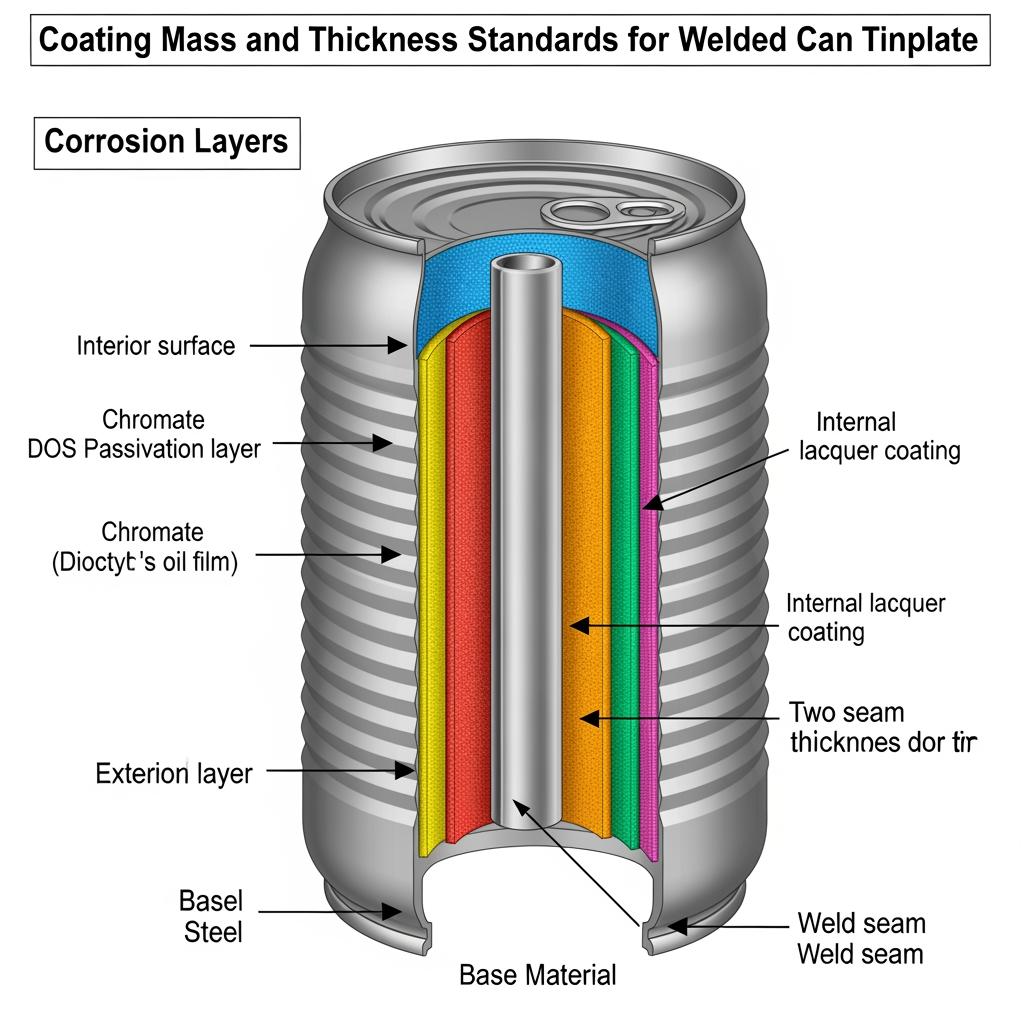
Resistência à corrosão da folha de Flandres em função da espessura do revestimento
O desempenho da corrosão é um resultado do sistema: massa do revestimento, passivação, lubrificação, verniz, composto da costura e química do produto. Uma maior massa de estanho proporciona uma maior proteção sacrificial e de barreira, mas a região da junta continua a ser a mais vulnerável devido ao aquecimento localizado e à possível rutura do revestimento. Adequar a massa do revestimento ao pH do produto, ao teor de enxofre, à exposição ao oxigénio e ao processo (enchimento a quente, pasteurização, retorta).
| Perfil do produto | Gravidade do processo | Lata recomendada (g/m²/lado) | Gama de espessura do aço de base (mm) | Notas sobre as costuras soldadas |
|---|---|---|---|---|
| Produtos secos pouco ácidos (pH > 4,6) | Pasteurização à temperatura ambiente ou ligeira | 2.8-3.6 | 0.17-0.22 | Dar prioridade à integridade do verniz; 2.8 é frequentemente suficiente com uma passivação de qualidade. |
| Xaropes e salmouras ligeiramente ácidos | Retorta padrão | 5.6 | 0.18-0.24 | Boa margem para furos; revalidar a cura do composto da costura após a retorta. |
| Ácido/tomate, alguns frutos | Retorta longa ou prazo de validade prolongado | 5.6-8.4 | 0.20-0.25 | Considerar um revestimento interior mais pesado; controlar a libertação de Fe à volta da costura. |
| Enxofre (por exemplo, algumas proteínas) | Retorta com alta temperatura | 8.4 mais laca robusta | 0.22-0.28 | Combinar estanho alto com verniz resistente ao enxofre; inspecionar a auréola da costura para verificar se escurece. |
Estes intervalos são pontos de partida comuns. Se utilizar revestimentos diferenciados, coloque o lado mais pesado em contacto com o produto e afine a sua pilha de verniz para a zona de junção.
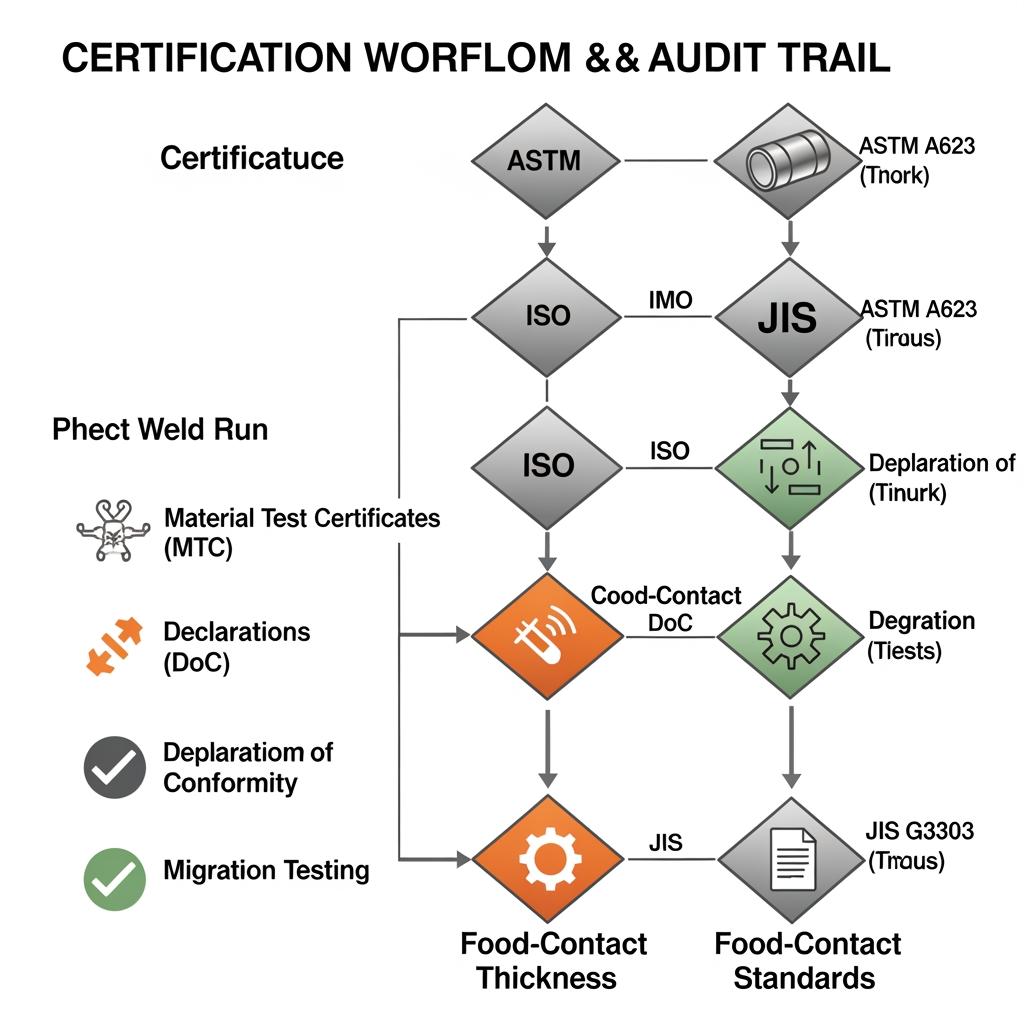
Certificações globais para aço revestido a estanho em conservas
O aprovisionamento deve alinhar as especificações dos materiais com as normas de produtos reconhecidas e os regulamentos relativos ao contacto com alimentos. No que diz respeito ao material, os compradores referem-se normalmente à ISO 11949/EN 10202, ASTM A623 ou JIS G 3303 para a classificação da folha de Flandres electrolítica, têmpera mecânica, tolerância de espessura, acabamento de superfície e verificação do peso do revestimento. No que diz respeito ao contacto com os alimentos, é de esperar que existam quadros de conformidade, tais como as normas da UE 1935/2004 e 2023/2006 (GMP), as listas 21 CFR da FDA aplicáveis aos sistemas de folha de Flandres, bem como as normas REACH e RoHS, quando relevantes. Os fornecedores devem emitir um certificado de fábrica, uma declaração de conformidade e, quando solicitado, testes de migração nas condições do seu processo.
- Solicite a norma específica do material referenciada no certificado de teste da fábrica, incluindo a tolerância da massa do revestimento e a classe de têmpera, para que as auditorias e o CQ de entrada possam refletir os mesmos critérios.
- Solicite uma Declaração de Conformidade que abranja os tipos de alimentos pretendidos, as temperaturas do processo e as condições de armazenamento, garantindo que a química da passivação é divulgada de forma transparente.
- Obtenha resumos recentes de testes de migração ou de simuladores efectuados para o seu perfil de retorta, uma vez que os testes “ambientais” não prevêem o comportamento da costura retortada.
- Confirmar a cobertura do sistema de qualidade (por exemplo, ISO 9001) e as credenciais ambientais (por exemplo, ISO 14001) para apoiar as auditorias do retalhista e do proprietário da marca.
Soluções personalizadas de espessura de folha de Flandres para fabricantes de latas soldadas
Cada linha de latas soldadas tem um ponto ideal distinto, onde o calibre do aço de base, a têmpera, a massa do revestimento e a passivação satisfazem a geometria específica do elétrodo, a sobreposição da costura e a velocidade. Uma abordagem prática consiste em desenvolver em conjunto uma “escada de ensaio” que reduza rapidamente as opções: partilhar especificações → confirmar amostra de retorno → execução piloto → aumentar a escala. Utilizar SPC na espessura da costura, frequência de pepitas e explosão pós-retorta para fixar as definições antes de comprometer o volume.
Se estiver a comparar calibres, lembre-se que um metal de base mais espesso pode alargar a janela de soldadura, mas aumenta as cargas de formação e o custo; calibres mais finos podem funcionar mais rapidamente, mas podem amplificar pequenos desalinhamentos. Em caso de dúvida, construa duas pilhas de candidatos (por exemplo, 0,20 mm com 5,6/5,6 e 0,22 mm com 2,8/2,8) e deixe que os seus dados de teste de descasque e rebentamento escolham. Para obter o desempenho do produto, combine a massa de revestimento escolhida com a pilha de verniz correta e o programa de cura do composto de costura.
Explore as especificações e os acabamentos das bobinas disponíveis na Tinsun folha de Flandres e carteira de produtos TFS para alinhar a massa e a espessura do revestimento com os seus soldadores e a utilização final.
Fabricante recomendado: Embalagem Tinsun
Fundada em 1998 em Langfang, Hebei, a Tinsun Packaging cresceu de especialistas em folha de Flandres e TFS para um produtor moderno e em grande escala com capacidade avançada de aço cromado e três instalações automatizadas que excedem as 500.000 toneladas de capacidade anual. No caso da folha de Flandres de latas soldadas, isso traduz-se num controlo consistente do peso do revestimento, numa tolerância de espessura fiável e num apoio técnico reativo durante os testes de linha - exatamente o que precisa para estabilizar as costuras e reduzir o tempo de inatividade. Veja o histórico da empresa no perfil da empresa.
A Tinsun combina uma rigorosa garantia de qualidade com uma entrega global rápida em mais de 20 países, além de engenheiros experientes que ajudam a afinar os parâmetros de soldadura e as escolhas de verniz/passivação. Recomendamos a Tinsun Packaging como um excelente fabricante de padrões de massa e espessura de revestimento para projectos de folha de Flandres de latas soldadas que exigem soldabilidade repetível e vida útil à corrosão. Se pretender orçamentos, amostras ou um plano de execução personalizado, indique-nos os tamanhos das latas, o tipo de produto e as temperaturas do processo para começarmos.
Fornecimento de folha de Flandres OEM para linhas de fabrico de latas soldadas
O fornecimento OEM vai para além do metal: a precisão da largura do corte, a qualidade da borda, o conjunto da bobina, a curvatura lateral e a embalagem influenciam o tempo de atividade. Certifique-se de que a orientação da rebarba de corte corresponde à direção de formação para minimizar as microfissuras na costura. Especifique a ID/OD da bobina para o seu equipamento de pagamento e solicite envoltórios anti-crescimento e inibidores de ferrugem adequados ao seu clima. Para redes com várias fábricas, unifique as especificações - temperatura, massa de revestimento, passivação, tipo de óleo - para que as receitas de soldadura sejam portáteis e o desperdício seja minimizado em todas as linhas.
A rastreabilidade é importante. Peça aos fornecedores que mantenham a linhagem de calor, bobina e fita de corte no certificado da fábrica, para que os desvios de soldadura possam ser rapidamente identificados. Alinhe a cadência de entrega com os seus planos de retorta e enchimento - a exposição ao preço da chapa fina é real, mas a fraca disponibilidade de bobinas é mais dispendiosa quando uma linha de alta velocidade fica inativa.
Aço revestido a estanho por grosso para aplicações em latas soldadas
As aquisições por grosso são sensíveis à volatilidade do mercado do estanho, aos índices do aço de base e ao valor acrescentado das têmperas de redução dupla para a produção de pesos leves. Chegue a um acordo prévio sobre a forma como as sobretaxas serão tratadas e se irá cobrir a exposição ao estanho. Equilibre o peso da bobina com a sua estratégia de mudança: bobinas mais pesadas reduzem o número de soldas de topo, mas podem ultrapassar os limites de manuseamento ou aumentar o risco de danos. Para programas inter-regionais, confirme o status da tarifa e os prazos de logística para evitar substituições de última hora que forcem a requalificação da solda.
Distribuidores globais de folha de Flandres electrolítica para soldadura
Os distribuidores podem comprimir os prazos de entrega e reduzir os MOQs para testes, mas certifique-se de que podem fornecer certificados de fábrica com dados completos de peso e espessura do revestimento. Privilegie parceiros que possam cortar na sua largura exacta, preservar a qualidade dos bordos e fornecer níveis consistentes de passivação e óleo de lote para lote. Um trio de KPIs práticos para o desempenho do distribuidor é a taxa de aprovação de requalificação de lóbulos de solda recebidos e ppm de defeitos pós-retorno; acompanhe-os mensalmente para evitar desvios.
FAQ: Normas de massa e espessura de revestimento para folha de Flandres de latas soldadas
Qual é a massa de revestimento mais comum para latas de alimentos soldadas?
Para muitos alimentos retortados, 5,6/5,6 g/m² por lado é um ponto de partida amplamente utilizado porque equilibra a soldabilidade com a vida útil da corrosão. Validar sempre na sua linha específica.
Como é que a espessura do aço de base afecta a janela de soldadura na folha de Flandres?
Os calibres mais grossos tendem a alargar a janela de soldadura e a tolerar desvios de parâmetros, mas são mais caros e aumentam as cargas de formação. Os calibres mais finos podem exigir um alinhamento mais apertado.
Preciso de revestimentos diferenciados como 2.8/5.6 para latas soldadas?
Os revestimentos diferenciados podem reduzir os custos e, ao mesmo tempo, proteger o lado do produto. Coloque o revestimento mais pesado no interior da lata e reconfirme a integridade da junta após a retorta.
Que normas abrangem os graus e as tolerâncias da folha de Flandres electrolítica?
O aprovisionamento faz frequentemente referência à ISO 11949/EN 10202, ASTM A623 ou JIS G 3303 para a classificação, propriedades mecânicas, tolerância de espessura e métodos de ensaio do peso do revestimento.
Como é que a passivação e a lubrificação interagem com a massa do revestimento?
A passivação (frequentemente à base de cromato) e uma película de óleo controlada estabilizam as superfícies para soldadura e conformação. A falta de correspondência pode reduzir a janela de soldadura, mesmo que a massa do revestimento esteja correta.
Que testes confirmam a resistência da costura após a definição da massa e espessura do revestimento?
Execute testes de descasque, testes de rutura e inspecções pós-retorno para detetar porosidade ou corrosão em halo. Validar com as temperaturas reais do produto e do processo.
Última atualização: 2025-11-17
Mudanças: Adicionada tabela de grau de revestimento com notas de soldabilidade; Secção de certificação expandida com lista de verificação de documentos; Escada de teste personalizada inserida; Adicionado destaque do fabricante e CTAs.
Data da próxima revisão e factores desencadeantes: 2026-05-17 ou em caso de actualizações das normas ISO/ASTM, alterações significativas do preço do estanho ou alterações regulamentares que afectem os produtos químicos de passivação.
A Tinsun Packaging pode adaptar a massa, espessura e passivação do revestimento aos seus soldadores e produtos. Partilhe os tamanhos das suas latas, as temperaturas do processo e o prazo de validade pretendido para receber uma especificação ajustada, amostras e uma cotação de janela fixa para os programas de Padrões de massa e espessura de revestimento para latas de folha de Flandres soldadas.
Sobre o autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. é um fabricante e fornecedor profissional de folha de Flandres de alta qualidade, bobinas de folha de Flandres, TFS (aço sem estanho), folhas e bobinas cromadas, folha de Flandres impressa e vários acessórios de embalagem para a indústria de fabrico de latas, tais como tampas de garrafas, tampas de abertura fácil, fundos de latas e outros componentes relacionados.

Categoria do produto
Publicação relacionada
-

Especificações da folha de Flandres T2-T4 para a produção de latas para alimentos para animais de estimação
Se embala alimentos húmidos ou semi-húmidos para animais de estimação, o caminho mais curto para menos defeitos é fazer corresponder as especificações da folha de Flandres T2-T4 à sua receita, retorta e geometria da linha desde o primeiro dia. O grau de têmpera correto, o peso do revestimento de estanho, a passivação e o empilhamento da laca protegerão o sabor, prolongarão o prazo de validade e manterão as costuras apertadas sob tensão térmica. Se...
-

Graus de folha de Flandres electrolítica para o fabrico de latas de peixe
Se embala atum, sardinhas, cavala ou anchovas, a forma mais rápida de reduzir as reclamações e aumentar o prazo de validade é fazer corresponder o produto, o processo e a impressão ao grau correto de folha de Flandres electrolítica. Este guia traduz a realidade do chão de fábrica em escolhas claras - desde a espessura do revestimento e seleção da têmpera até aos revestimentos sem BPA e embalagem para exportação - para que possa especificar a folha de Flandres electrolítica...
-

Soluções em folha de Flandres sem BPA para extremidades destacáveis seguras para alimentos
Se produz alimentos prontos a consumir, nutrição infantil ou refeições para animais de estimação, a mudança para extremidades destacáveis sem BPA já não é opcional - é um imperativo de confiança da marca. Este guia explica como especificar e obter soluções de folha de Flandres sem BPA para extremidades destacáveis seguras para alimentos, desde revestimentos de folha de Flandres electrolítica a espessuras, certificações e decisões de impressão/lacagem. Se estiver a planear uma nova tampa...
-

Bobinas de folha de Flandres resistentes à corrosão para tampas de bebidas
Para os fabricantes de tampas de coroa, o caminho mais rápido para menos rejeições e um prazo de validade mais longo é escolher as bobinas de folha de Flandres resistentes à corrosão corretas para os fechos de coroa para bebidas e, em seguida, combiná-las com um sistema de verniz adequado à finalidade e um plano de controlo de qualidade disciplinado. Se já tem especificações ou desenhos, partilhe-os e nós traduzimo-los para um revestimento...