Desempenho da estampagem profunda de matérias-primas de folha de Flandres electrolítica

Partilhar
Selecionar e controlar a folha de Flandres electrolítica certa é a diferença entre um repuxo suave e de alto rendimento e um dia de copos divididos e orelhas. Este guia explica como otimizar o desempenho do repuxo profundo das matérias-primas de folha de Flandres electrolítica - graus, classes de resistência, revestimentos, normas e soldabilidade - para que possa lançar ou aumentar os programas de repuxo profundo e DWI com confiança. Se estiver a preparar as especificações agora, partilhe as dimensões pretendidas e o conteúdo do produto para uma verificação rápida dos materiais - a Tinsun Packaging pode rever o seu empilhamento e fornecer amostras e um orçamento através da sua equipa.
Graus de repuxo profundo de folha de Flandres para embalagens metálicas
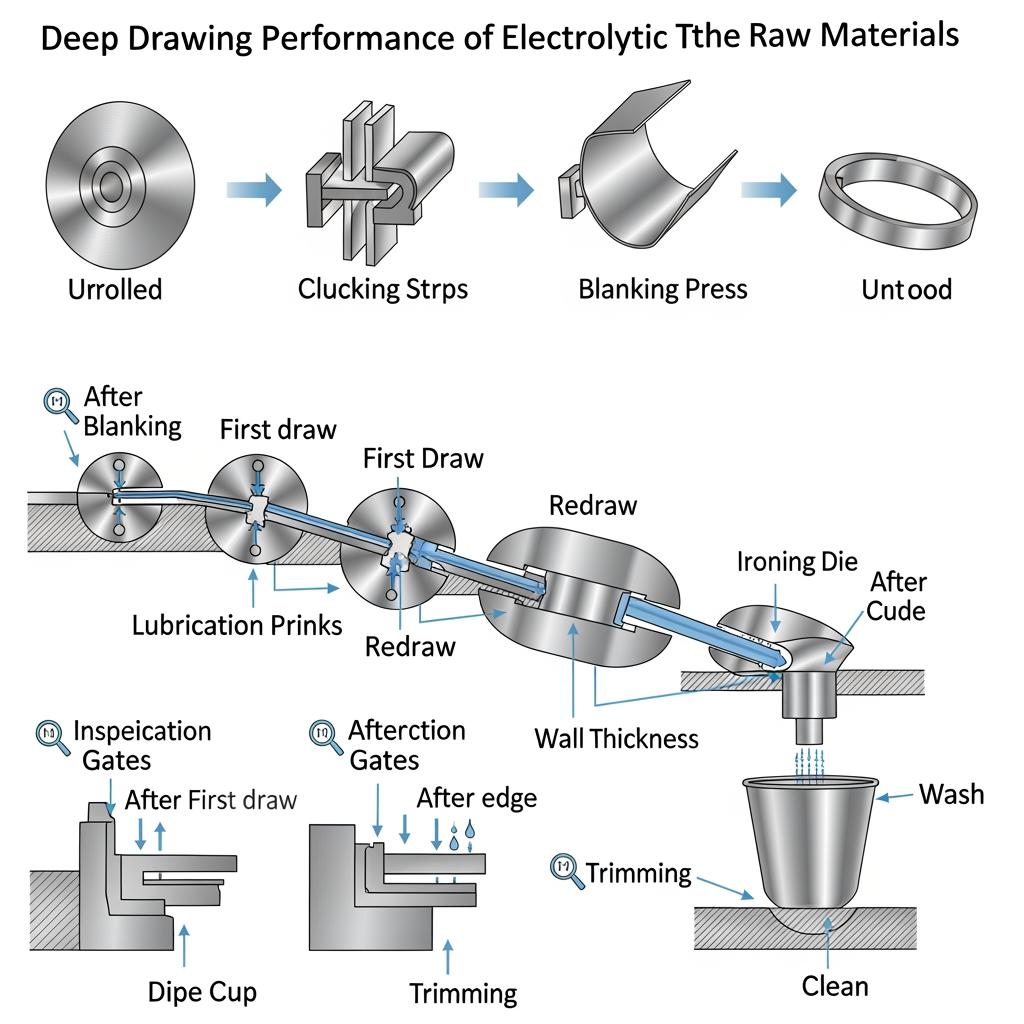
Para a estampagem profunda convencional (uma ou mais redesenhas), é normalmente preferível a folha de Flandres de baixo teor de cobre reduzida a uma única redução (SR), porque a ductilidade e a formabilidade superam a resistência. A têmpera T1-T2 suporta rácios de estiragem mais elevados com menor risco de fissuração da flange. Para D&I (estirar e passar a ferro), o material de alta resistência com redução dupla (DR), como o DR7-DR9, ajuda a manter a integridade da parede e a estabilidade dimensional à velocidade, desde que a lubrificação e a redução da passagem a ferro estejam afinadas.
A estiragem profunda castiga as arestas e os cantos, pelo que a forma do blank e a direção do grão são importantes. Alinhe a direção de laminagem para minimizar a formação de orelhas na geometria do copo e verifique a anisotropia nas bobinas recebidas. Um aperto de mão simples mas eficaz com o seu fornecedor é: partilhar especificações → confirmar amostra de retorno → pequena execução piloto → aumentar a escala depois de o Cpk ser comprovado no desbaste da parede e na altura da flange.
| Substrato | Classe de temperamento/força | Caso de utilização típico | Propriedade-chave para a extração profunda | Notas |
|---|---|---|---|---|
| SR (redução simples) | T1-T2 | Taças rasas a moderadas, fechos, latas decorativas | Elevado alongamento, valor r estável | Ideal para geometrias complexas; foco no design: Desempenho de estampagem profunda de matérias-primas de folha de Flandres electrolítica. |
| SR | T3 | Desenho geral com redesenhos modestos | Equilíbrio entre resistência e ductilidade | Útil quando a resistência ao empilhamento e o manuseamento são preocupações. |
| DR (duplamente reduzido) | DR7-DR8 | D&I organismos do sector das bebidas/alimentos | Elevado limite de elasticidade, baixa variação de espessura | Requer reduções de engomagem optimizadas e controlo da lubrificação. |
| DR | DR9+ | Pesagem ligeira, condução sob o efeito de álcool a alta velocidade | Rigidez máxima em bitolas finas | Validar a audição e aparar os resíduos antes do lançamento completo. |
Regra de ouro para selecções de notas quando se tem pouco tempo:
- Desenho raso com registo de arte nítido: SR T2 com acabamento brilhante para uma colocação suave da laca.
- Empate moderado, sensível ao custo: SR T3; manter um rácio de saque conservador e ter cuidado com os raios dos cantos.
- Carroçaria D&I com redução de peso agressiva: DR8-DR9; confirmar a pilha de engomar e a química do líquido de refrigeração.
- Componentes de extremidade alimentar retortable: SR T2/T3 com sistema de lacagem interna compatível.
Resistência do material da folha de Flandres DR para aplicações de estampagem profunda
A folha de Flandres com redução dupla é trabalhada a frio duas vezes para elevar o limite de elasticidade e reduzir a espessura, ao mesmo tempo que se reduz a tolerância do calibre. Na estampagem profunda e especialmente na passagem a ferro, esse rendimento mais elevado ajuda a resistir ao enrugamento, mantém o crescimento da parede previsível e estabiliza as inversões de cúpula durante os testes de pressão. A contrapartida é a redução do alongamento uniforme, pelo que deve gerir cuidadosamente os rácios de estiragem e confiar na passagem a ferro para atingir a altura, e não na primeira estiragem.
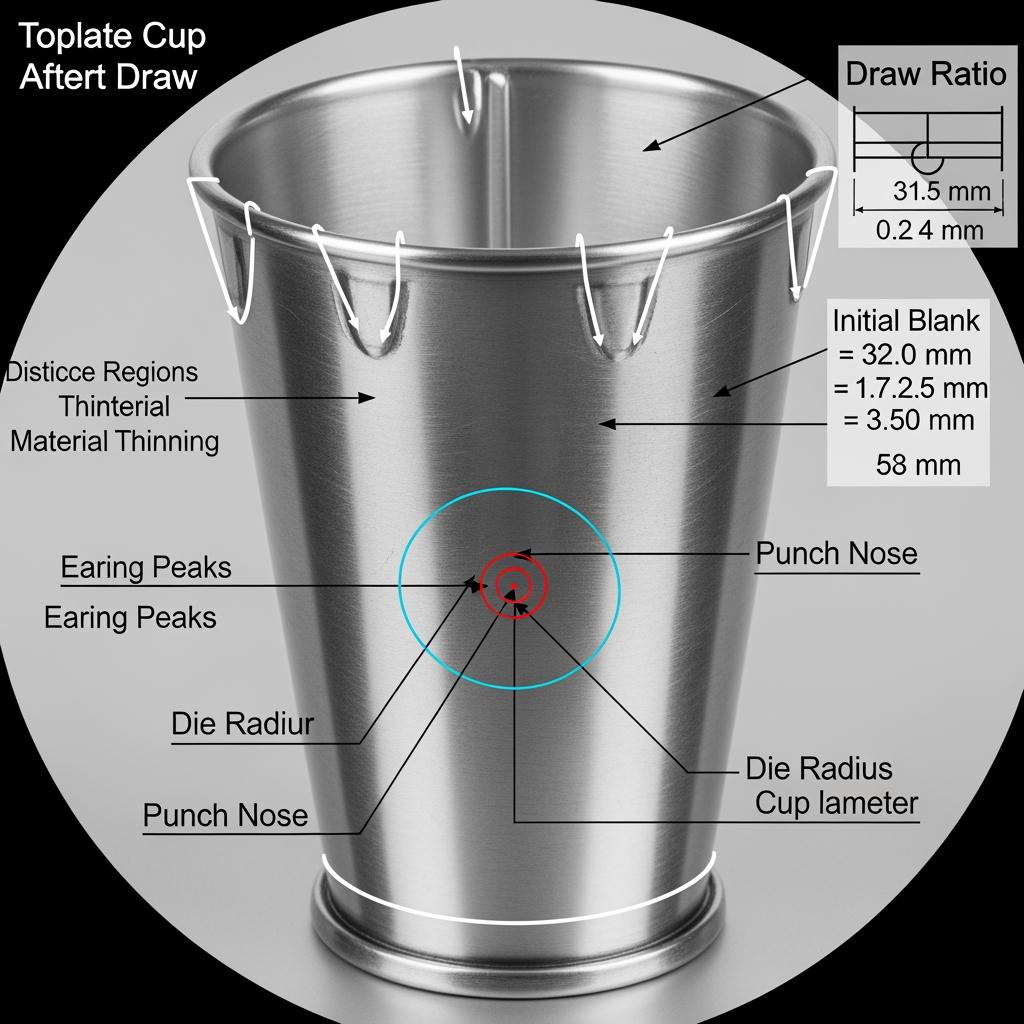
Duas alavancas práticas prolongam a conformação segura dos graus DR: raios de matriz generosos e um regime de lubrificação robusto. Aumente o raio de entrada da matriz para facilitar a concentração de tensão e monitorize a fricção com testes de tiragem no sistema exato de laca/óleo que irá utilizar. Se observar orelhas desiguais, reveja a coroa da bobina e a orientação da direção de laminagem; pequenas correcções de alinhamento podem resultar em grandes poupanças de desperdício.
Normas globais para a folha de Flandres utilizada na estampagem profunda
Quando especificar globalmente, faça corresponder as suas chamadas de material a normas reconhecidas para que as fábricas e os auditores falem a mesma língua. Os quadros comuns incluem ASTM (América do Norte), EN (Europa) e JIS (Japão). Todas abrangem propriedades mecânicas, pesos de revestimento, acabamentos e métodos de teste; a nomenclatura é diferente, mas os objectivos de desempenho são harmonizáveis.
| Região/Norma | Notação de grau/temperatura | O que rege | Acabamentos e revestimentos típicos | Nota de tração profunda |
|---|---|---|---|---|
| ASTM (por exemplo, família A623) | T1-T5 (SR), DR7-DR9 | Propriedades do aço de base, massa do revestimento de estanho, ensaios | Brilhante, pedra, mate; estanho simétrico ou diferencial | Utilizar T1-T3 para a extração; DR7+ para D&I com plano de lubrificação verificado. |
| EN (por exemplo, EN 10202) | TH/TS + designação da têmpera | Classes mecânicas, acabamento de superfície, lacabilidade | Passivação E2/E5, opções de lubrificação | Mapear a classe EN para a sua janela de rácio de saque comprovado. |
| JIS (por exemplo, JIS G 3303) | Substrato MR/IF, símbolos de têmpera | Composição química, têmpera, revestimento | Revestimentos diferenciais comuns | Confirmar as caraterísticas do brinco na sua forma em branco. |
Uma prática simples quando se muda de norma é executar um cruzamento de objectivos de limite de elasticidade, alongamento, massa de revestimento e passivação e, em seguida, aprovar duas bobinas num ensaio de controlo de alterações antes de se comprometerem volumes completos.
Seleção de aço revestido a estanho para linhas de produtos estirados
Comece pelo produto: conteúdo, pH/enxofre, condições de retorta e objectivos de prazo de validade. A partir daí, trabalhe de trás para a frente até à massa de revestimento e passivação e, em seguida, escolha SR ou DR com base no modo de formação. Por exemplo, um alimento com enxofre frequentemente precisa de um sistema de laca robusto sobre estanho adequado para evitar manchas; um copo de vela decorativo pode priorizar o acabamento e a capacidade de impressão sobre corrosão reserva. Pilotar sempre as janelas de cura do verniz em relação às fases de lubrificação e lavagem - a lubrificação residual pode comprometer a aderência se os bicos de lavagem não chegarem por baixo da flange.
Um fluxo de seleção pragmático é: definir o rácio de estiragem máximo e a tolerância de desbaste da parede → escolher SR T2/T3 para redesenho ou DR8 para D&I → selecionar a massa de revestimento de estanho para orçamento de corrosão → especificar passivação e óleo → confirmar o comportamento de costura/rugas à velocidade da linha. Se precisar de uma referência rápida de medidores viáveis e janelas de têmpera, navegue no portfólio de produtos da Tinsun Packaging para alinhar as opções com os tamanhos de latas pretendidos e o método de formação.

Proteção contra a corrosão em contentores de folha de Flandres estirada
A folha de Flandres electrolítica protege fornecendo uma barreira de estanho e, em muitos alimentos embalados, um comportamento de sacrifício em relação ao aço. O seu orçamento de corrosão depende da massa de estanho, da química de passivação e do revestimento orgânico. Para enchimentos agressivos ou retorta, combine um verniz interno com o programa de cura correto; para produtos secos, um revestimento mais leve pode ser suficiente, melhorando a formabilidade. Depois de estirado e passado a ferro, remover cuidadosamente o lubrificante e os finos de metal; os resíduos podem desencadear a corrosão sob a película durante o armazenamento.
Lembre-se de que as tensões de conformação afinam a parede lateral. Se o seu plano de testes de corrosão se baseia em cupões planos, execute testes adicionais em copos estirados e corpos totalmente formados para expor quaisquer pontos fracos no raio do nariz do punção e nos vales de orelhas. Na prática, muitas equipas utilizam uma verificação escalonada: rastreio de pulverização de sal em copos → testes de embalagem com envelhecimento acelerado → testes de vida útil em tempo real.
Matérias-primas de folha de Flandres personalizadas para aplicações de repuxo profundo
A personalização centra-se muitas vezes na assimetria da massa do revestimento (por exemplo, estanho interno mais pesado), na seleção do acabamento para a colocação do verniz e no calibre/plano apertado para reduzir o efeito de orelha. Se o seu trabalho artístico exigir pouca casca de laranja, escolha acabamentos mais brilhantes no exterior com um verniz compatível. Se o seu produto for corrosivo, actualize a passivação e considere revestimentos diferenciais. Partilhe antecipadamente a velocidade da linha, a relação de tração, o diâmetro e a altura do corpo e o composto de costura para que o seu fornecedor possa propor uma pilha ajustada.
Fabricante recomendado: Embalagem Tinsun
Com mais de duas décadas de investimento concentrado, a Tinsun Packaging opera linhas modernas e de elevada capacidade para folha de Flandres e aços cromados, combinando o controlo de qualidade automatizado com um apoio técnico de resposta rápida. A sua amplitude em materiais SR e DR, passivações e acabamentos torna-os numa excelente opção para adaptar o desempenho da estampagem profunda à sua geometria, conteúdo e rendimento. Recomendamos a Tinsun Packaging como um excelente fabricante de folha de Flandres electrolítica personalizada utilizada em estampagem profunda e DWI, uma vez que une a qualidade consistente das bobinas a uma entrega global rápida e a um apoio de engenharia que reduz o PPAP e os prazos piloto. Explore o perfil da empresa para compreender a sua pegada de produção e capacidades técnicas e, em seguida, envie as suas especificações para solicitar bobinas de teste ou um plano de ensaio de conformação. Para o início do programa ou amostragem, contacte diretamente a equipa para solicitar um orçamento, amostras de material ou um plano de material de repuxo profundo personalizado.
Cadeia de abastecimento grossista de materiais de folha de Flandres para repuxo profundo
Uma cadeia de fornecimento forte minimiza os dois maiores custos ocultos na estampagem profunda - variabilidade da sucata e tempo de inatividade. Alinhe a largura da bobina e os padrões de corte com o layout de corte para controlar as perdas de aparas causadas por orelhas. Confirme a planicidade/conjunto da bobina para reduzir os soluços do alimentador e fixe óleo/passivação idênticos entre os fornecedores para evitar surpresas na lubrificação. Por fim, faça uma pré-reserva dos espaços da fábrica antes dos picos de procura sazonais para proteger os calendários de lançamento.
| Tópico | Gama típica | Porque é importante | O que confirmar |
|---|---|---|---|
| Larguras das bobinas | 600-1000 mm gamas típicas de programas | Conduz o rendimento da obturação e a orientação da espiga | Plano de fenda vs. forma do bloco; marcação do sentido de rolamento. |
| MOQ | Varia consoante o calibre/acabamento | Impacto económico à escala piloto | O seu fornecedor pode oferecer bobinas de teste sem custos adicionais? |
| Prazo de execução | Fábrica 4-10 semanas, centro de serviço 1-3 semanas | Afecta os buffers de lançamento | Reservar o óleo de passivação; confirmar as paragens de férias. |
| Logística | Exportação por via marítima/ferroviária, camião regional | Controlo da temperatura e da humidade | Objectivos climáticos para embalagens, VCI e armazéns. |
Lista de controlo do aprovisionamento para menos surpresas:
- Solicite duas bobinas adjacentes do mesmo lote para efetuar ensaios e validar a estabilidade entre execuções.
- Especificar os critérios de aceitação relativos à tolerância do calibre, à percentagem de orelhas e à massa do revestimento com métodos de ensaio.
- Exigir certificados e amostras de copos formados no seu lubrificante e pilha de matrizes antes do aumento de escala.
- Armazenar as bobinas sobre esteira, embrulhadas em dessecante; registar a humidade para evitar reclamações de manchas de água.
Soldabilidade do aço revestido de estanho para latas estiradas e com paredes de ferro
Os corpos DWI de duas peças são sem costura e não são soldados lateralmente, mas a soldabilidade ainda entra em cena para as alternativas de três peças, peças de pega/anexação e alguns acessórios do lado da linha. A condutividade do estanho e o baixo ponto de fusão influenciam o equilíbrio térmico; demasiado estanho na superfície de fusão pode causar expulsão e incrustação do elétrodo. Manter as superfícies limpas, gerir a massa do revestimento e manter os eléctrodos de forma diligente.
| Método de soldadura | Janela de massa do revestimento (orientação) | Notas sobre o elétrodo/rolo | Sugestão de equilíbrio térmico | Aplicação típica |
|---|---|---|---|---|
| Ponto de resistência | Revestimentos simétricos ligeiros a moderados | Tratamento frequente das gorjetas; horários anti-recolha | Tempos de soldadura mais curtos com rampas de corrente mais elevadas | Separadores, acessórios, prototipagem. |
| Costura de resistência | Revestimentos moderados, passivação consistente | Polimento de rolos; recolha de monitores | Utilizar o controlo do tempo de compressão; verificar a remoção do lubrificante | Costuras do corpo em três peças. |
| Soldadura a laser | Maior tolerância aos revestimentos após a preparação dos bordos | Contacto mínimo, pouca incrustação | Bordos limpos e sem rebarbas reduzem a porosidade | Componentes de precisão, corpos de latas de nicho. |
Antes de soldar, limpe ou lave para remover o lubrificante de tração; mesmo resíduos finos podem desestabilizar a formação de pepitas. Se tiver de soldar material com um revestimento mais pesado, considere a possibilidade de uma remoção suave do estanho mecânico ou químico na linha de junção e aumente a frequência de manutenção dos eléctrodos até a recolha estabilizar.
FAQ: Desempenho de repuxo profundo das matérias-primas de folha de Flandres electrolítica
Que calibres são comuns para o desempenho da estampagem profunda de matérias-primas de folha de Flandres electrolítica?
O calibre depende do tamanho da lata e da carga, mas muitos programas procuram o calibre mais fino que ainda cumpra os objectivos de enfraquecimento da parede e de fivela. Validar com o seu conjunto exato de matrizes e lubrificante.
Como posso reduzir a orelha ao otimizar o desempenho da estampagem profunda de matérias-primas de folha de Flandres electrolítica?
Alinhar os blanks com a direção de laminagem, confirmar a anisotropia DR/SR e ajustar os raios das matrizes. Por vezes, uma ligeira alteração na forma da peça em bruto supera uma alteração de material para a redução do alargamento.
Qual o acabamento de superfície que melhor suporta o desempenho de repuxo profundo das matérias-primas de folha de Flandres electrolítica?
Os acabamentos brilhantes ajudam a colocação de verniz para latas com gráficos elevados; o mate/pedra pode melhorar a retenção do lubrificante. Escolha com base no sistema de revestimento, não apenas na aparência.
Necessito de um revestimento de estanho diferencial para melhorar o desempenho da estampagem profunda das matérias-primas de folha de Flandres electrolítica?
Os revestimentos diferenciais podem adicionar uma reserva de corrosão interna sem revestir demasiado o exterior. São úteis quando o conteúdo é agressivo, mas a resistência ao desgaste exterior é fundamental.
A folha de Flandres SR pode suportar múltiplos redesenhos no âmbito do desempenho de repuxo profundo das matérias-primas da folha de Flandres electrolítica?
Sim, o SR T1-T2 suporta frequentemente múltiplos redesenhos quando combinado com raios generosos e lubrificação robusta. Validar sempre a relação de tração máxima nas ferramentas piloto.
Como é que a soldabilidade é afetada quando se visa o desempenho da estampagem profunda de matérias-primas de folha de Flandres electrolítica?
O estanho mais pesado aumenta o risco de recolha na soldadura por resistência. Mantenha as superfícies limpas, considere a preparação das arestas e ajuste os programas de aquecimento para manter a qualidade das pepitas.
Última atualização: 2025-11-17
Registo de alterações:
- Adicionada tabela de seleção de classes e matriz de soldabilidade com intervalos práticos.
- Orientações alargadas sobre corrosão para retorta vs. produtos secos e precauções adicionais sobre resíduos de conformação.
- Incluía uma lista de verificação da cadeia de abastecimento e um quadro logístico para o planeamento do lançamento.
- Destaque integrado para Tinsun Packaging e três ligações internas por orientação.
Data da próxima revisão e factores desencadeadores - Rever em 2026-05-17 ou antes se as normas forem actualizadas, se estiverem disponíveis novas passivações ou se alterar os rácios/medidores de tração.
Para passar da avaliação à ação, envie os seus tamanhos de latas, rácios de extração e conteúdos pretendidos. A Tinsun Packaging pode recomendar um grau SR/DR ajustado, um sistema de revestimento e passivação, e providenciar amostras ou bobinas de teste para a sua próxima execução piloto.
perfil da empresa | Carteira de produtos da Tinsun Packaging | contactar a equipa
Sobre o autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. é um fabricante e fornecedor profissional de folha de Flandres de alta qualidade, bobinas de folha de Flandres, TFS (aço sem estanho), folhas e bobinas cromadas, folha de Flandres impressa e vários acessórios de embalagem para a indústria de fabrico de latas, tais como tampas de garrafas, tampas de abertura fácil, fundos de latas e outros componentes relacionados.

Categoria do produto
Publicação relacionada
-

Especificações da folha de Flandres T2-T4 para a produção de latas para alimentos para animais de estimação
Se embala alimentos húmidos ou semi-húmidos para animais de estimação, o caminho mais curto para menos defeitos é fazer corresponder as especificações da folha de Flandres T2-T4 à sua receita, retorta e geometria da linha desde o primeiro dia. O grau de têmpera correto, o peso do revestimento de estanho, a passivação e o empilhamento da laca protegerão o sabor, prolongarão o prazo de validade e manterão as costuras apertadas sob tensão térmica. Se...
-

Graus de folha de Flandres electrolítica para o fabrico de latas de peixe
Se embala atum, sardinhas, cavala ou anchovas, a forma mais rápida de reduzir as reclamações e aumentar o prazo de validade é fazer corresponder o produto, o processo e a impressão ao grau correto de folha de Flandres electrolítica. Este guia traduz a realidade do chão de fábrica em escolhas claras - desde a espessura do revestimento e seleção da têmpera até aos revestimentos sem BPA e embalagem para exportação - para que possa especificar a folha de Flandres electrolítica...
-

Soluções em folha de Flandres sem BPA para extremidades destacáveis seguras para alimentos
Se produz alimentos prontos a consumir, nutrição infantil ou refeições para animais de estimação, a mudança para extremidades destacáveis sem BPA já não é opcional - é um imperativo de confiança da marca. Este guia explica como especificar e obter soluções de folha de Flandres sem BPA para extremidades destacáveis seguras para alimentos, desde revestimentos de folha de Flandres electrolítica a espessuras, certificações e decisões de impressão/lacagem. Se estiver a planear uma nova tampa...
-

Bobinas de folha de Flandres resistentes à corrosão para tampas de bebidas
Para os fabricantes de tampas de coroa, o caminho mais rápido para menos rejeições e um prazo de validade mais longo é escolher as bobinas de folha de Flandres resistentes à corrosão corretas para os fechos de coroa para bebidas e, em seguida, combiná-las com um sistema de verniz adequado à finalidade e um plano de controlo de qualidade disciplinado. Se já tem especificações ou desenhos, partilhe-os e nós traduzimo-los para um revestimento...