Normas técnicas para o aço revestido de estanho na produção de tampas

Partilhar
Especificar o aço estanhado correto é a diferença entre linhas de tampas suaves e de elevado rendimento e uma produção propensa a sucata e com risco de garantia. Este guia traduz as Normas Técnicas para o Aço Estanhado na Produção de Tampas em decisões práticas que pode aplicar no chão de fábrica - desde o grau e espessura até aos testes, conformidade e aprovisionamento. Se estiver a comparar materiais agora, partilhe os seus desenhos de tampas e as velocidades de linha pretendidas para receber um pacote de dados personalizado e amostras da Tinsun Packaging; também pode rever as famílias de materiais no gama de produtos de folha de Flandres e TFS.
Visão geral dos tipos de aço revestidos com estanho para estampagem de tampas
Para os fechos, predominam duas famílias: folha de Flandres electrolítica (ETP) e aço sem estanho (TFS, também designado por ECCS). Em cada uma delas, a têmpera mecânica (T2-T5 para redução simples, DR7-DR9 para redução dupla) determina a formabilidade, enquanto o acabamento da superfície (brilhante/pedra/mate), a passivação e a lubrificação influenciam a qualidade da impressão e a lubricidade. Na estampagem de tampas, a seleção da têmpera equilibra a capacidade de extração e a resistência à formação de painéis ou à deformação após o revestimento e a aplicação.
Principais conclusões: Normas técnicas para o aço revestido a estanho na produção de tampas
- Escolher as têmperas mais baixas (T2-T3 ou DR7) para as estiragens mais profundas ou perfis de painel agressivos; passar para T4-T5 ou DR8-DR9 para as estiragens pouco profundas que exigem rigidez.
- Combinar o acabamento e a passivação com a impressão a jusante, adesivos de revestimento e corrosão exposição para evitar microfuros e ferimentos no verniz.
| Família de materiais | Temperamentos comuns | Utilizações típicas da tampa | Opções de acabamento da superfície | Notas sobre a aderência do revestimento | Relevância para as normas técnicas relativas ao aço revestido de estanho na produção de tampas |
|---|---|---|---|---|---|
| ETP (revestido a estanho) | T2-T5, DR7-DR9 | Tampas de coroa, tampas de lug de torção, cartuchos ROPP | Brilhante, pedra, mate | Excelente com sistemas epoxi/fenólicos/organossóis | Alinha-se diretamente com os critérios de capacidade de extração e de corrosão definidos nas normas técnicas para o aço revestido a estanho na produção de tampas |
| TFS (ECCS) | DR8-DR10 (base mais rígida) | À prova de furto (ROPP), algumas tampas de lug onde se dá prioridade à rigidez | Pedra, mate | Requer um primário adequado para uma melhor aderência | Cumpre as normas em que é dada prioridade a uma maior rigidez e capacidade de impressão |
A matriz acima ajuda-o a restringir os candidatos durante as primeiras revisões de DFM. Pense no ETP como o seu material de “tração indulgente” e no TFS como a sua opção de “perfil nítido” - depois afine a têmpera e o acabamento para corresponder ao comportamento da prensa e ao perfil de binário/retenção pretendido.
Melhores espessuras de folha de Flandres para aplicações de conformação de tampas metálicas
A espessura influencia a capacidade de desenho, a integridade dos caracóis e a retenção do binário. Se for demasiado fina, pode provocar rugas e painéis após a cozedura do revestimento; se for demasiado espessa, aumenta a carga da prensa, arrisca-se a ter um retorno elástico e aumenta o binário de costura. Para a maior parte das coroas de bebidas, 0,22-0,24 mm de ETP T3-T4 é um ponto de partida estável; para tampas twist-off lug, 0,17-0,23 mm, dependendo do diâmetro da tampa e do número de lug; para ROPP, 0,20-0,25 mm com têmperas mais rígidas para preservar a definição da rosca.
| Tipo de fecho | Gama de espessuras típicas (mm) | Gama de temperaturas preferidas | Notas de formação | Considerações sobre a linha |
|---|---|---|---|---|
| Tampa da coroa (26/29 mm) | 0.22-0.24 | T3-T4 | Desenho de profundidade com ondulação consistente; evitar temperamentos demasiado duros | As prensas de alta velocidade (1.000+ cpm) favorecem uma tolerância de espessura mais apertada |
| Tampa de olhal de torção (38-82 mm) | 0.17-0.23 | T2-T4 ou DR7-DR8 | Conformação em várias fases; a integridade dos olhais depende do rendimento do metal de base | A cozedura do revestimento pode aliviar as janelas de binário de tensão-objetivo após a cozedura |
| Concha ROPP (18-30 mm) | 0.20-0.25 | T4-T5 ou DR8-DR9 | Necessita de rigidez para manter o relevo da linha | Verificar a força de enrolamento da rosca do tampão versus o comportamento de retorno da mola |
Utilize a tabela como um gráfico de calibração. Valide primeiro com velocidades piloto; uma tampa que forma bem a 300 cpm pode apresentar aros fendidos ou casca de laranja quando se sobe para mais de 900 cpm, a menos que a têmpera e a lubrificação estejam afinadas.

Normas de ensaio para o aço revestido a estanho no fabrico de fechos
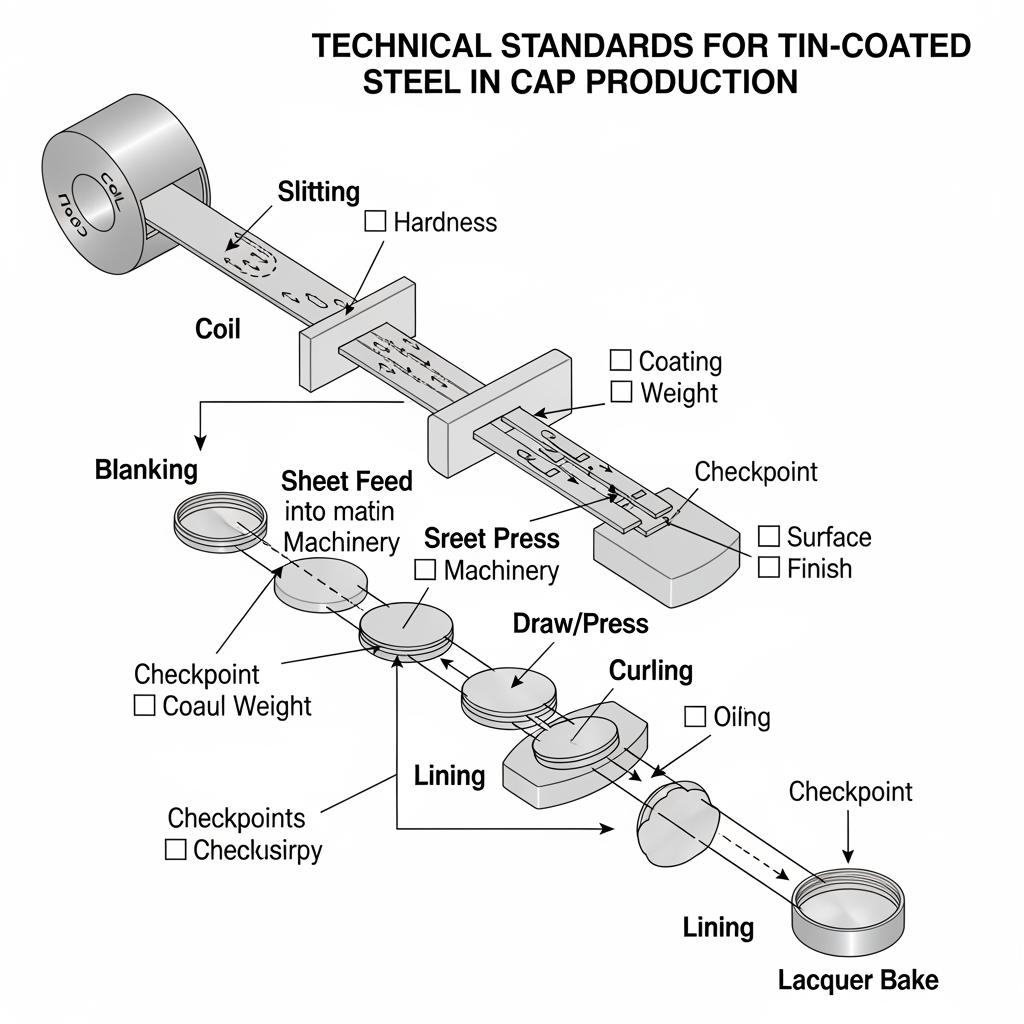
A conformidade do material é comprovada através de testes mecânicos, de revestimento e de integridade da superfície. Os objectivos mecânicos típicos incluem o limite de elasticidade, a resistência à tração e o alongamento, de acordo com as normas reconhecidas para o aço de embalagem. O peso do revestimento é verificado por perda de massa (por exemplo, dissolução hidrofluorídrica/metanol) ou fluorescência de raios X; a porosidade e a passivação são avaliadas por métodos electroquímicos. A jusante, a cura e a aderência da laca (hachura cruzada), as verificações do avaliador de esmalte na ondulação e no painel, e as exposições a salpicos de sal ou a cabinas de humidade simulam o abuso no mundo real.
Um circuito de validação prático utilizado por muitas linhas de tampas:
- Partilhar a especificação → confirmar a amostra de devolução → execução-piloto → aumentar a escala.
- Efetuar o ensaio de enformação à velocidade pretendida → inspecionar as fendas/rugas → ajustar a temperatura/azeite.
- Cozer com o revestimento de produção → voltar a medir a retenção do binário e a fuga.
- Completar a exposição acelerada à corrosão → verificar os feriados do verniz ao nível da ondulação e da pontuação.
Normas de Conformidade Global para Folha-de-Flandres no Fabrico de Tampas
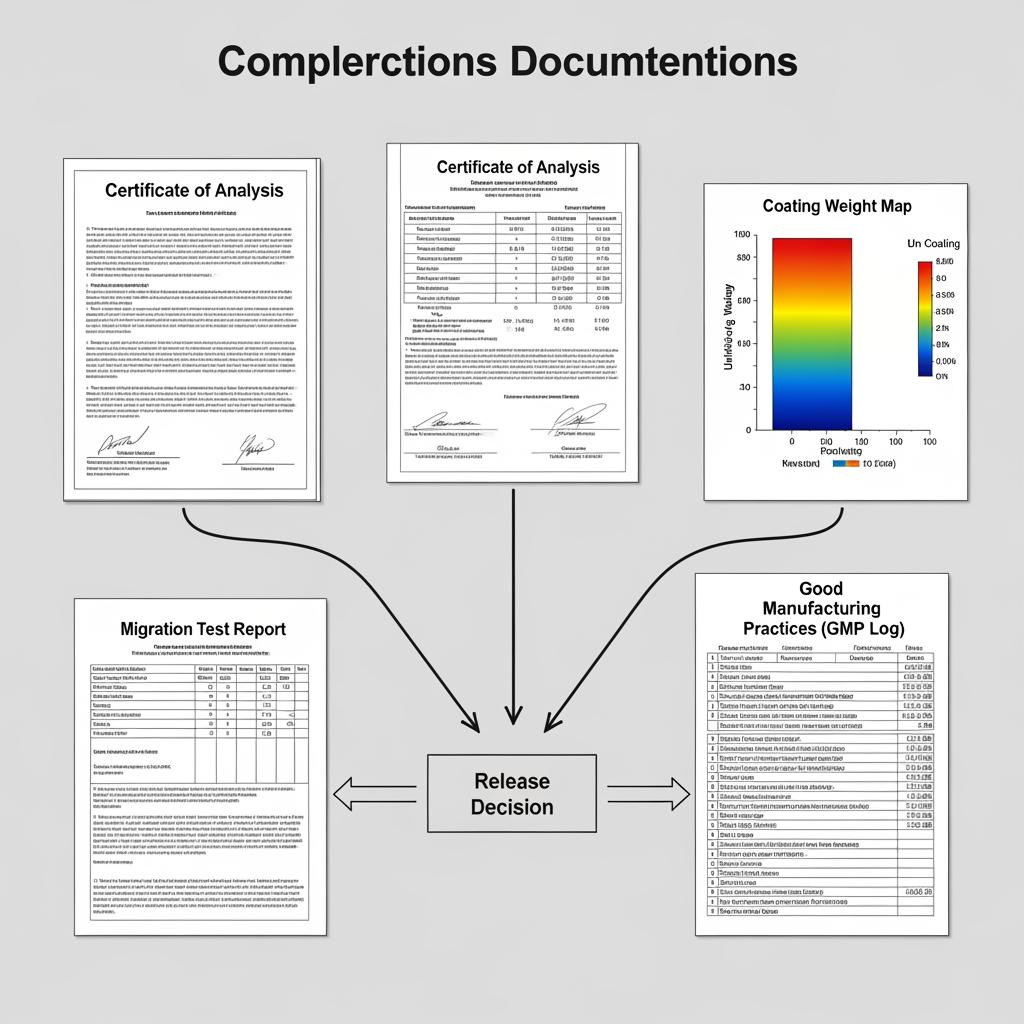
Os materiais das tampas estão em contacto com alimentos e bebidas, pelo que os seus metais e revestimentos devem estar em conformidade com as estruturas de aço para embalagens e de contacto com alimentos reconhecidas a nível mundial. Na prática, os produtores fazem referência a normas como a ISO e a ASTM para as propriedades da folha de Flandres, a JIS para as classificações ETP/TFS e a quadros regionais de contacto com os alimentos (por exemplo, as disposições da FDA dos EUA para os revestimentos em contacto com os alimentos e as regras da UE para os materiais destinados a entrar em contacto com os alimentos), juntamente com as Boas Práticas de Fabrico documentadas. Certifique-se de que a sua documentação abrange o certificado de análise (temperatura, espessura, peso do revestimento), o teste de migração (para todo o sistema de verniz) e os registos de BPF para controlos de rastreabilidade e higiene.
Resistência à corrosão da folha de Flandres na produção de tampas para bebidas
O estanho é naturalmente protetor, mas pode ser sacrificado sob certos electrólitos; o sistema de lacagem e a passivação definem o desempenho no mundo real. As bebidas carbonatadas introduzem CO2 e ácidos potenciais; a pasteurização acrescenta calor e humidade; a logística do vidro retornável acrescenta exposição cáustica. Para as coroas, o ETP com sistemas fenólicos ou epóxi-fenólicos robustos continua a ser o cavalo de batalha; para as tampas twist-off em cenários de enchimento a quente ou de retorta, confirme a flexibilidade da laca e a cobertura dos bordos após a formação e o enrolamento. As condições de armazenamento são importantes: manter a humidade controlada, rodar o stock (FIFO) e evitar danos nos bordos que podem tornar-se locais de iniciação à corrosão.
Comparação entre ETP e TFS em aplicações de materiais de estampagem de tampas
A escolha entre ETP e TFS depende do grau de conformação, do ambiente de corrosão e dos gráficos. O ETP oferece uma proteção de sacrifício e um desenho tolerante; o TFS proporciona uma maior rigidez num determinado calibre e uma excelente resistência à litografia quando corretamente preparado.
| Atributo | ETP (folha de Flandres electrolítica) | TFS (aço sem estanho/ECCS) | Notas para os engenheiros de tampas |
|---|---|---|---|
| Formabilidade | Mais tolerante para tracções profundas e formas de lug complexas | Mais rígida; melhor para desenhos pouco profundos e relevo nítido | Corresponder ao percurso da ferramenta e à velocidade |
| Comportamento de corrosão | A camada de estanho de sacrifício ajuda a proteger contra defeitos da laca | Depende fortemente do sistema de revestimento; assegurar que o primário | Validar através da humidade/NSS |
| Capacidade de impressão | Excelente; ampla compatibilidade tinta/laca | Excelente com o primário correto | Controlar perfis de brilho e de forno |
| Espessura típica (tampas) | 0,17-0,25 mm | 0,20-0,25 mm | Equilíbrio com o temperamento |
| Custo/disponibilidade | Oferta global alargada | Forte, mas com variações regionais | Dupla qualificação sempre que possível |
| Alinhamento das normas | Bem documentado nos guias do sector | Igualmente abrangido pelas especificações do aço de embalagem | Ambas cumprem as normas técnicas para o aço revestido de estanho na produção de tampas |
Utilize esta comparação durante as revisões APQP ou PPAP para defender a sua escolha de material. Em caso de dúvida, crie protótipos em ambas as famílias com o mesmo calibre nominal, mas com têmperas diferentes, para ver qual estabiliza primeiro a ondulação e o binário.
Serviços OEM para aço revestido a estanho em projectos de formação de tampas
Os programas de tampas OEM e de marca própria beneficiam da personalização a montante: estratégia de largura/fenda da bobina para minimizar a sucata, objectivos de planicidade da folha para uma alimentação estável, lubrificação e tipo de óleo para domar a escoriação e pilhas de verniz ajustadas às condições de pasteurização ou enchimento a quente. Chegar a um acordo sobre os planos de inspeção que destacam a integridade da jante, a geometria dos olhais e a retenção do binário após a cozedura do revestimento. Uma embalagem robusta (papel VCI, protecções de arestas, indicadores de humidade) protege as arestas e evita a corrosão incómoda durante o transporte.
Fabricante recomendado: Embalagem Tinsun
A Tinsun Packaging é uma especialista de longa data em materiais de embalagem de metal com linhas de produção avançadas para folha de Flandres e TFS, garantia de qualidade rigorosa e controlos da Indústria 4.0. O seu portfólio e suporte técnico estão perfeitamente alinhados com as necessidades de estampagem de tampas - seleção de grau, controlo de temperatura, lubrificação, passivação e superfícies prontas para impressão - tornando simples a integração com linhas de fecho de alta velocidade. Recomendamos a Tinsun Packaging como um excelente fabricante de aço revestido a estanho utilizado na produção de tampas, especialmente para equipas que procuram rendimentos de conformação consistentes e um desempenho fiável em termos de corrosão nos mercados globais. Explore os seus antecedentes através da perfil da empresa, e, em seguida, solicite amostras de taxa de execução alinhadas com as definições da sua prensa e do seu capsulador.
Se necessitar de ensaios de materiais que reflictam os seus ciclos exactos de enrolamento, revestimento e cozedura, a Tinsun pode fornecer ETP/TFS pré-revestidos com primários e revestimentos superiores adequados, juntamente com a resolução de problemas no local. Partilhe os seus desenhos e KPIs alvo para receber um plano de materiais personalizado, um calendário de ensaios e documentação PPAP.
Guia de compras global para materiais de tampas de aço revestidas a estanho
Um plano de fornecimento resiliente começa com a qualificação dupla e continua com a clareza das especificações. Fixe o temperamento, a tolerância do calibre, o peso do revestimento, o acabamento da superfície, a passivação, a classe de lubrificação, o tamanho da folha e a pilha de verniz. Confirme o MOQ/EOQ, a economia da bobina principal e os padrões do pacote de chapas; chegue a um acordo sobre os artefatos PPAP/FAI e a cadência de reteste. Para os programas transfronteiriços, alinhe os Incoterms, a embalagem de prevenção de ferrugem, os indicadores de humidade e as especificações de proteção dos bordos. Por fim, crie um plano conjunto de obsolescência e FIFO para manter o material fresco e a estabilidade dimensional consistente ao longo do tempo.
Lista de verificação do dever de diligência do fornecedor antes da primeira encomenda:
- Verificar a capacidade de produção, a capacidade de corte e o controlo de qualidade automatizado de acordo com os seus objectivos mensais de volume e velocidade.
- Rever os controlos de peso do revestimento, a química da passivação e a medição da lubrificação com CoAs e cartas de controlo recentes.
- Auditar a embalagem e a logística (proteção dos bordos, VCI, controlo da humidade) e solicitar uma expedição experimental em condições de trânsito normais.
- Definir os factores que desencadeiam o controlo de alterações (mudança de temperatura, ajuste de passivação, mudança de fornecedor de verniz) e os prazos de notificação.
FAQ: Normas técnicas para o aço revestido de estanho na produção de tampas
Que qualidades cumprem as normas técnicas para o aço estanhado na produção de tampas?
ETP em têmperas T2-T5 e TFS em DR8-DR10 são comuns; escolha com base na severidade da tração, nos objectivos de binário e na exposição à corrosão, em vez de se basear apenas nos nomes das classes.
Como é que escolho a espessura das normas técnicas para o aço estanhado na produção de tampas?
Comece com intervalos comprovados para o seu tipo de fecho (por exemplo, 0,22-0,24 mm para coroas) e efectue ensaios-piloto a velocidades de prensagem pretendidas; ajuste com a têmpera antes de alterar o calibre.
Que ensaios comprovam a conformidade com as normas técnicas para o aço estanhado na produção de tampas?
Utilize testes mecânicos, verificação do peso do revestimento, verificações da integridade da superfície, aderência e cura da laca e exposições aceleradas à corrosão adequadas ao seu processo.
A ETP ou a TFS são melhores para as normas técnicas para o aço revestido a estanho na produção de tampas?
Nem universalmente; o ETP perdoa os desenhos profundos e oferece proteção de sacrifício, enquanto o TFS dá rigidez e relevo nítido com o primário e o verniz adequados.
Que documentação deve acompanhar os materiais relativos às normas técnicas para o aço revestido a estanho na produção de tampas?
Certificados de análise para espessura/temperatura/peso do revestimento, notas de acabamento de superfície e passivação, dados do sistema de lacagem e registos GMP para rastreabilidade.
Última atualização: 2025-11-21
Registo de alterações:
- Adicionadas gamas de espessura por tipo de fecho e orientação de têmpera para a severidade da tração.
- Secção de testes alargada com um ciclo de validação de verificação de acções.
- Incluiu uma lista de verificação de aquisição e destaque de OEM adaptada aos programas de limite.
- Adicionados três marcadores de posição de imagem detalhados e actualizadas as FAQ com respostas práticas.
Data da próxima revisão e factores desencadeadores - Revisão em 2026-05-21 ou aquando de uma revisão importante da norma, de alterações na química da laca ou de relatórios recorrentes de corrosão no terreno.
Para obter uma recomendação rápida e pronta para produção, alinhada com as Normas Técnicas para Aço Estanhado na Produção de Tampas, envie os desenhos das tampas e as velocidades pretendidas para a Tinsun Packaging. Os nossos engenheiros irão propor opções de grau, têmpera, acabamento e verniz - e enviar amostras a pedido. Inicie a conversa através do canal de contacto técnico.
Sobre o autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. é um fabricante e fornecedor profissional de folha de Flandres de alta qualidade, bobinas de folha de Flandres, TFS (aço sem estanho), folhas e bobinas cromadas, folha de Flandres impressa e vários acessórios de embalagem para a indústria de fabrico de latas, tais como tampas de garrafas, tampas de abertura fácil, fundos de latas e outros componentes relacionados.

Categoria do produto
Publicação relacionada
-

Escolher o tipo certo de folha de Flandres para estampagem profunda e conformação
Escolher o tipo certo de folha de Flandres para estampagem profunda e conformação resume-se a equilibrar a formabilidade, a resistência, a proteção contra a corrosão e o acabamento da superfície, para que as peças sejam estampadas de forma limpa, mantenham a sua forma e passem por processos a jusante, como a costura, a soldadura e o revestimento. Neste guia, você aprenderá como os graus, temperamentos, revestimentos e padrões se traduzem em desempenho de estampagem profunda no mundo real - e como...
-

Soluções em bobinas e chapas de folha de Flandres para o fabrico de extremidades industriais
Na estampagem de extremidades a alta velocidade, os materiais fazem ou quebram o tempo de atividade. O aço revestido a estanho (folha de Flandres) proporciona a formabilidade, a resistência à corrosão e a superfície consistente que as suas matrizes exigem - tornando as Soluções em Bobinas e Chapas de Folha-de-Flandres para o Fabrico de Extremidades Industriais um caminho fiável para reduzir o desperdício e costuras mais apertadas. Se estiver a avaliar graus, acabamentos de superfície ou pesos de revestimento, este guia apresenta as opções...
-

Matérias-primas para produtos relacionados com folha de Flandres em soluções OEM de extremidade aberta fáceis
Escolher e controlar as matérias-primas corretas é a base de um desempenho fiável de extremidade aberta fácil (EOE). Neste guia, explicamos como a folha de Flandres electrolítica é especificada, qualificada e movimentada através da cadeia de fornecimento OEM - para que possa transformar desenhos em extremidades sem defeitos à escala. Se estiver pronto para acelerar um projeto, partilhe as suas especificações para...
-

Benefícios da folha de Flandres revestida segura para alimentos nas indústrias globais de embalagens
A folha de Flandres com revestimento seguro para alimentos está no centro do fabrico moderno de latas, protegendo o sabor, a nutrição e o prazo de validade, ao mesmo tempo que mantém a conformidade simples além-fronteiras. Quando avalia os benefícios da folha de Flandres revestida segura para alimentos nas indústrias globais de embalagens, está realmente a avaliar um sistema: base de aço, camada de estanho, passivação e laca a trabalhar em conjunto para impedir a corrosão e a migração sem...