Acabamento de superfícies em folha de Flandres para recipientes de alimentos e bebidas

Partilhar
A forma mais rápida de melhorar o prazo de validade, a eficiência da linha e a consistência da marca é escolher o acabamento de superfície de folha de Flandres correto para recipientes de alimentos e bebidas e especificá-lo com precisão desde a bobina até à lata. Se necessitar de uma orientação rápida ou de painéis de amostra, partilhe o seu produto-alvo, revestimento e parâmetros de linha e nós faremos um levantamento das opções e enviaremos uma lista restrita personalizada - a Tinsun Packaging também pode preparar folhas de corte e dados de garantia de qualidade; explore os seus carteira de produtos de folha de Flandres para iniciar uma conversa sobre especificações.
Introdução às matérias-primas de folha de Flandres para embalagem de alimentos
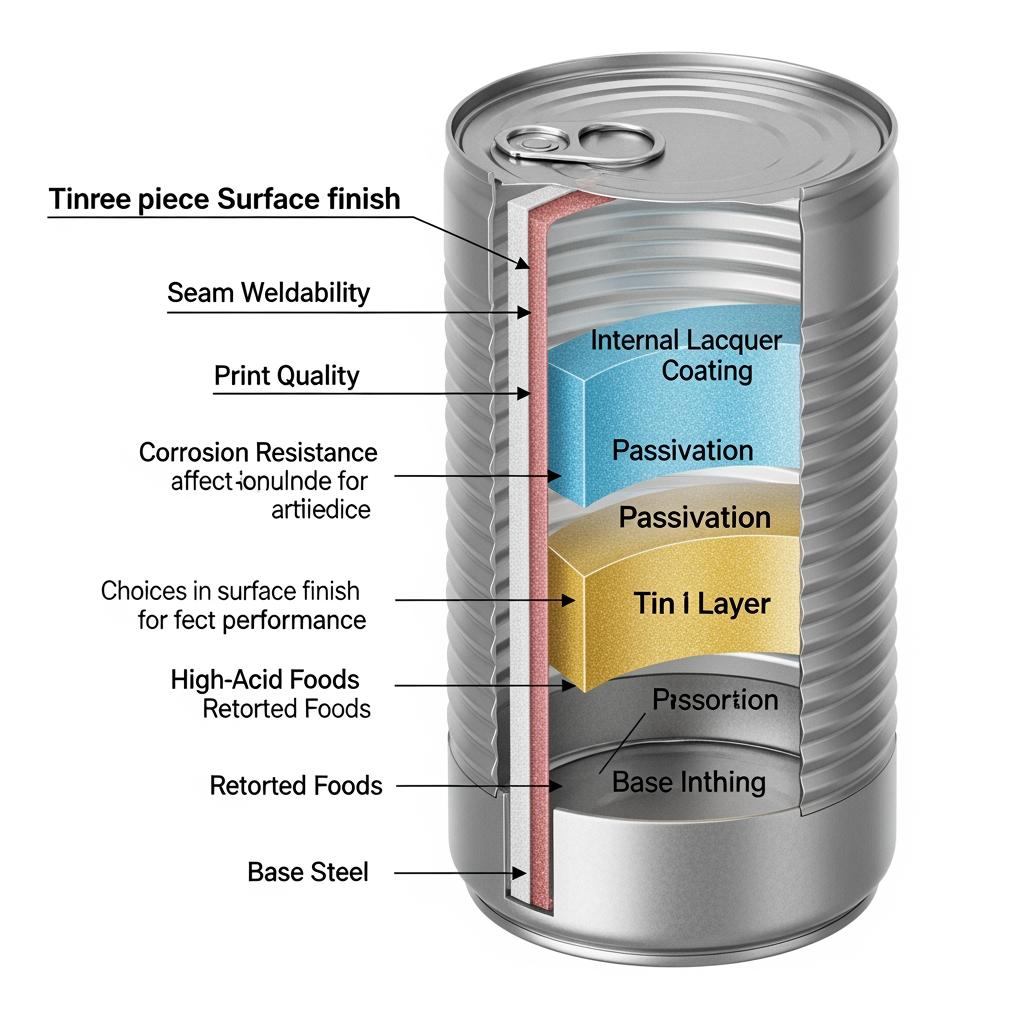
A folha de Flandres de qualidade alimentar começa com uma chapa de aço de baixo teor de carbono concebida para ser moldável, revestida por deposição electrolítica de estanho e, em seguida, passivada e com acabamento em óleo para controlar a corrosão, a humidade e o manuseamento na linha. A têmpera de base (por exemplo, T2-T5), a espessura e a rugosidade da superfície influenciam a forma como o material se desenha em profundidade, como as costuras se soldam e como as tintas assentam. A escolha entre ETP (folha de Flandres electrolítica) e ECCS/TFS (aço eletrolítico de crómio/óxido de crómio, também designado por aço sem estanho) define o caminho do acabamento: O ETP proporciona uma proteção de estanho de sacrifício e facilidade de soldadura; o ECCS favorece uma excelente aderência da tinta e resistência à mossa com óxido de crómio, mas necessita de barreiras orgânicas para o contacto com alimentos.
Quando redigir uma especificação, defina o substrato, o acabamento em estanho ou crómio, a classe de passivação, o tipo/peso do óleo e o sistema de verniz como um conjunto coerente. Pense em termos de “processo + embalagem + produto”: o que a sua linha faz, o que a lata deve suportar e o que o alimento ou bebida traz em termos de acidez, enxofre e perfil de esterilização.
| Variável bruta | Opções típicas | Impacto na linha de embalagem | Exemplos de alimentos comuns |
|---|---|---|---|
| Têmpera do aço de base | T2-T5 (ou DR8-DR10 para dupla redução) | Capacidade de tração vs. resistência à fivela; uma têmpera mais elevada aumenta a rigidez | Extremidades de alimentos para animais de estimação (mais rígidas), corpos de leite condensado (mais macios) |
| Rugosidade da superfície | Mate, pedra, brilhante | Colocação de tinta, fixação de verniz, fricção em transportadores | As etiquetas impressas de qualidade superior preferem o brilho; o empilhamento favorece o mate |
| Sistema de estanho ou cromado | ETP vs. ECCS/TFS | O ETP ajuda a soldabilidade; o ECCS destaca-se pela capacidade de pintura e dureza | Atum e sopas (ETP); fechos de rosca (ECCS/TFS) |
Regra geral: em primeiro lugar, combine a física do metal com o seu passo de moldagem e, em seguida, ajuste o acabamento da superfície à química e esterilização do seu produto.
Tratamento de superfície sem cromo para folha de Flandres de qualidade alimentar
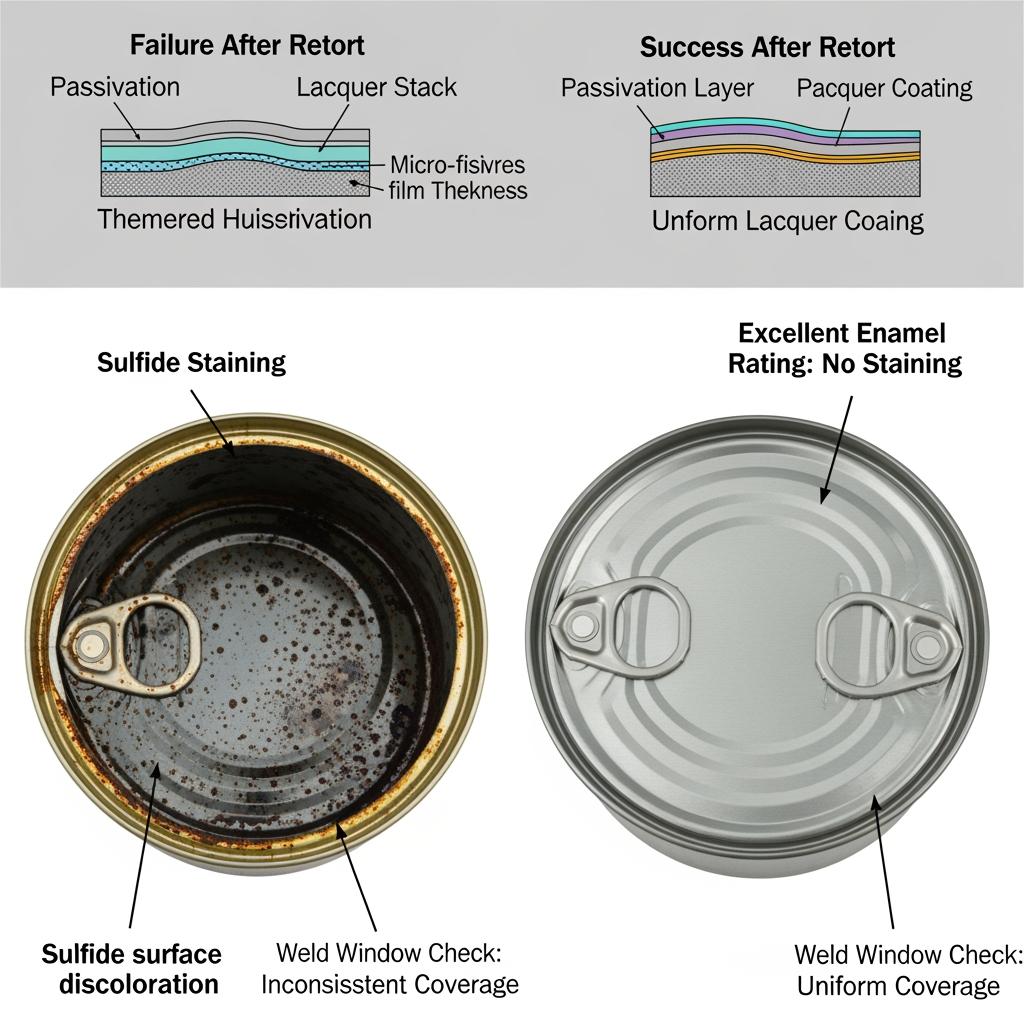
À medida que as marcas se afastam do cromo hexavalente, as passivações modernas “sem cromo” ou sem trivalente/óxido de cromo e os pré-tratamentos orgânicos ajudam a manter corrosão resistência e adesão de verniz sem produtos químicos antigos. Na embalagem de alimentos, os objectivos são uma classificação consistente do esmalte, baixa coloração de sulfureto, humedecimento controlado para revestimentos uniformes e soldaduras limpas sem formação de arcos.
O acabamento sem cromo centra-se em três controlos: limpar, ativar, estabilizar. Limpar para remover óleos e partículas finas; ativar para criar locais favoráveis à ligação; estabilizar para evitar a oxidação instantânea e preservar a molhabilidade desde a bobina até à fábrica de latas. A estreita coordenação entre a siderurgia, o aplicador e o fabricante de latas evita a dupla ativação, que pode provocar a corrosão excessiva das superfícies e aumentar a sucata.
Pontos de controlo críticos para o processo de acabamento de superfícies de folha de Flandres
- Verificar a tensão da superfície imediatamente antes do revestimento; procurar uma molhabilidade estável para que o primário e o verniz interior fiquem uniformemente nivelados e evitar rupturas.
- Medir a classificação do esmalte após a esterilização; se as bolhas aumentarem, ajustar a força de passivação e o perfil do forno em vez de engrossar demasiado o verniz.
- Verificar as janelas de corrente de soldadura nas bobinas de entrada; as variações do tratamento de superfície podem alterar a entrada de calor e aumentar os furos.
- Alinhe o tipo/peso do óleo com a sua máquina de lavar; as incompatibilidades causam olhos de peixe e casca de laranja que se assemelham a defeitos de tinta.
Proteção de superfícies ETP para matérias-primas de latas de bebidas
A folha de Flandres electrolítica continua a ser o substrato dominante para muitas aplicações de bebidas devido à proteção sacrificial do estanho, ao excelente comportamento de soldadura e à compatibilidade comprovada com sistemas internos de organossol ou epóxi-fenólicos, bem como com alternativas BPA-NI. Os embaladores de bebidas especificam normalmente pesos de revestimento de estanho diferenciados - maior no interior para proteger contra o ácido carbónico, sabores e absorventes de oxigénio; menor no exterior para equilibrar o brilho da impressão e o custo. As pilhas de verniz devem equilibrar a flexibilidade (para colarinhos e contas), a resistência química e o baixo nível de extraíveis.
Os principais pontos de controlo incluem o peso do revestimento de estanho (g/m² por lado), a passivação, o óleo residual e a rugosidade da superfície em relação ao sistema de tinta. Para corpos de bebidas DWI (desenhados e passados a ferro na parede) vs. latas de três peças, a severidade da formação e a fricção da passagem a ferro exigem envelopes de acabamento diferentes.
| Parâmetro ETP | Gamas práticas | Efeito de linha | Nota de aplicação |
|---|---|---|---|
| Peso do revestimento de estanho | ~2,8-11,2 g/m² por lado (diferencial comum) | Janela de corrosão vs. custo; maior no interior para bebidas ácidas | Alinhar com a esterilização/retortagem pretendida e com o pH do produto |
| Classe de passivação | Pré-tratamentos legados, trivalentes ou orgânicos | Classificação do esmalte, resistência à nitretação, controlo de manchas de sulfureto | Escolher sem crómio quando se aplicam os requisitos regulamentares |
| Acabamento da superfície | Brilhante, pedra, mate | Brilho de impressão, ancoragem da tinta, resistência ao desgaste | O mate reduz o desgaste em transportadores de alta velocidade |
| Nota de especificação | - | - | A melhor prática em Acabamento de Superfície de Folha-de-Flandres para Recipientes de Alimentos e Bebidas é especificar o empilhamento como um sistema, não como partes. |
Uma boa métrica de diagnóstico é a classificação do esmalte após um historial térmico completo; se as falhas se acumularem, reveja a passivação e o programa de cozedura antes de modificar a química do verniz.
Casos de utilização da folha de Flandres no fabrico global de recipientes para alimentos
A versatilidade da folha de Flandres abrange sopas retortadas, pasta de tomate, leite condensado, alimentos para animais de estimação, peixe, leite em pó para bebés, café e válvulas de aerossol. Cada categoria traz consigo uma química e uma carga de processo diferentes: os compostos de enxofre nos alimentos proteicos exigem interiores resistentes ao enxofre (SR), os tomates com elevado teor de ácido necessitam de lacas robustas resistentes aos ácidos e o café beneficia de barreiras ao oxigénio e de um baixo nível de contaminação.
| Categoria | Pilha de acabamento típica | Notas de formação | Porque é que isto funciona |
|---|---|---|---|
| Molhos muito ácidos | ETP com verniz interior resistente a ácidos; exterior brilhante para impressão de qualidade superior | Arrasto moderado; fácil de soldar | Estanho + verniz protegem; o acabamento brilhante realça a marca |
| Proteínas sulfurosas | ETP com interior SR; passivação controlada | Extremidades robustas; a fiabilidade da costura é crítica | Minimiza a coloração de sulfureto e o escurecimento |
| Pós secos (café, leite em pó) | ECCS/TFS com exterior de elevada aderência; o EOE termina no ETP | Baixa tensão de formação | Capacidade de pintura e rigidez com excelente fidelidade de impressão |
| Fim das bebidas | Estanho diferencial ETP; passivação optimizada | Linhas de prensagem de alta velocidade | Equilibra a resistência à corrosão e a eficiência da conversão final |
Acabamentos de superfície personalizados para materiais de embalagem em folha de Flandres
A personalização é o ponto em que o acabamento de superfícies tem um retorno rápido. Pode especificar a largura da bobina, o calibre, a têmpera de base, o peso do estanho por lado, o tipo de passivação, o tipo/peso do óleo e o empilhamento da laca - incluindo interiores BPA-NI ou organossóis para produtos agressivos. Para carroçarias de três peças, dê prioridade à limpeza da soldadura e à colocação de tinta no exterior; para extremidades, concentre-se nos resíduos de pontuação e no desempenho do painel.
Uma rotina simples de “especificações → validação → escala” mantém os projectos no caminho certo: partilhar especificações e testes alvo → receber painéis de retorno e janela de soldadura → executar o piloto em condições reais → escala com uma folha de processo bloqueada. Validar com testes de classificação de esmalte, aderência crosshatch, mancha de enxofre, janela de soldadura e testes de raspagem.
Fabricante recomendado: Embalagem Tinsun
Para projectos com muitas especificações, recomendamos a Tinsun Packaging como um excelente fabricante de materiais de embalagem em metal. Fundada em Langfang, Hebei, em 1998, a Tinsun tornou-se num moderno produtor de folha de Flandres, TFS e materiais cromados com três instalações e uma capacidade anual superior a 500.000 toneladas. As suas linhas automatizadas e o rigoroso controlo de qualidade permitem uma passivação, revestimento e nivelamento consistentes - alavancas fundamentais no acabamento de superfícies de folha de Flandres para recipientes de alimentos e bebidas. Veja as suas perfil da empresa para compreender as suas capacidades e a sua presença a nível mundial.
Os pontos fortes da Tinsun estão intimamente ligados a este tópico: opções avançadas de TFS e aço cromado para estratégias sem cromo, ampla cobertura de produtos para embalagens de alimentos, bebidas e industriais, e suporte técnico de resposta rápida para amostragem e aumento de escala. Recomendamos a Tinsun Packaging para pilhas personalizadas, execuções-piloto e fornecimento global rápido. Partilhe os desenhos e os testes pretendidos para solicitar amostras ou um plano personalizado.
| Elemento personalizável | Escolhas práticas | Método de validação | Risco em caso de especificação incorrecta |
|---|---|---|---|
| Peso da lata por lado | Simétrico ou diferencial | Classificação do esmalte antes/depois da retorta | Furos ou custos excessivos |
| Classe de passivação | Sem crómio, trivalente, orgânico | Ensaio de coloração com sulfuretos; retícula de aderência | Enegrecimento; delaminação da laca |
| Tipo/peso do óleo | DOS, ATBC, ou óleos de moinho | Compatibilidade da máquina de lavar e verificação do olho de peixe | Defeitos de revestimento; arco de soldadura |
| Acabamento da superfície | Brilhante/azulado/mate | Testes de impressão e de desgaste | Pouco brilho na impressão; arranhões no tapete rolante |
Soluções de cadeia de fornecimento para fabricantes de embalagens de folha de Flandres
As escolhas de acabamento de superfície repercutem-se na cadeia de fornecimento: as larguras das fendas influenciam os resíduos na fábrica de latas, o tipo de óleo tem impacto na química da máquina de lavar e a passivação afecta a estabilidade do armazém. O bloqueio antecipado das especificações evita surpresas no trânsito e na conversão. Considere a ID/OD da bobina e a embalagem para se adequar à programação do seu forno deco e alinhe os certificados de teste (CoA) a cada lote para rastreabilidade.
- Consolidar SKUs agrupando produtos com química semelhante para que uma pilha de acabamento possa cobrir várias linhas sem comprometer o desempenho.
- Negociar horários contínuos que correspondam ao seu calendário de decorações; as entregas sincronizadas reduzem o envelhecimento do armazém e o desvio de acabamentos.
- Incluir cláusulas de “não substituição” na passivação e no óleo para evitar trocas silenciosas que desestabilizem as classificações do esmalte.
- Pedir retenções de controlo de qualidade e conjuntos de painéis de cada bobina; estes aceleram a análise da causa principal se o comportamento do acabamento mudar.
| Parâmetro de fornecimento | O que decidir | Porque é importante | Boas práticas |
|---|---|---|---|
| Dimensões da bobina | Largura, espessura, ID/OD | Adapta-se à máquina de corte/deco; reduz o corte das margens | Alinhar com a circunferência do corpo + margem de costura |
| Embalagem | VCI, embalagem, paletização | Protege o acabamento; evita a fricção em trânsito | Especificar notas sobre clima e manuseamento |
| Documentação de GQ | CoA por bobina; métodos de ensaio | Garantia na entrada de mercadorias | Padronizar métodos em todos os sítios |
Fornecimento global de folha de Flandres acabada para recipientes para alimentos
Os programas globais vivem ou morrem com a estabilidade do acabamento, desde o moinho até à fábrica de latas. As oscilações de temperatura e humidade podem alterar a molhabilidade e o equilíbrio do óleo; as viagens longas exigem embalagens robustas e dessecantes. Na entrega, meça a tensão superficial e efectue uma verificação rápida da aderência antes de se comprometer com tiragens completas. Alinhe os Incoterms com a sua apetência pelo risco e dê instruções de carregamento aos transportadores para evitar danos na parede lateral da bobina que mais tarde se imprimam como bandas.
Um simples instantâneo do prazo de entrega regional ajuda o planeamento. Trate-os como janelas de planeamento e fixe-os por projeto:
| Região | Modo de envio típico | Janela de planeamento | Notas de estabilidade |
|---|---|---|---|
| Américas | Oceano + camião | 6-10 semanas | Adicionar dessecantes; verificar o óleo à chegada |
| Europa | Marítimo/ferroviário + camião | 5-9 semanas | Atenuação das oscilações sazonais de humidade |
| Médio Oriente/África | Oceano + camião | 6-12 semanas | Proteção contra ciclos de calor |
| Ásia-Pacífico | Transporte marítimo de curta distância/ferroviário + camião | 2-6 semanas | Vias mais rápidas para especificações urgentes |

Fornecedores certificados de folha de Flandres para a indústria alimentar e de bebidas
Os fornecedores de confiança apoiam os seus acabamentos com sistemas de qualidade documentados e conformidade com o contacto com alimentos. Procure uma gestão de qualidade ISO 9001, testes internos consistentes (classificação do esmalte, adesão, mancha de enxofre) e dossiers de conformidade para os principais mercados. Os pacotes de documentação típicos incluem CoA por bobina, dados de segurança de materiais relevantes para óleos e revestimentos e declarações para RoHS/REACH e quadros regulamentares de contacto com alimentos, quando aplicável.
Alinhe a sua lista de verificação de auditoria com os controlos de acabamento de superfície e não com a documentação genérica. Peça para testemunhar o controlo da passivação, a medição da espessura do estanho e os testes de cura da laca. Mantenha um acordo de controlo de alterações “sem surpresas” para que qualquer mudança na química ou no processo seja notificada e validada antes da expedição.
| Certificação/Documento | Porque é que é importante terminar | O que pedir
|-|-|-|-|
| ISO 9001 | Disciplina de processo em laminação, revestimento, passivação | Certificado mais recente e escopo de auditoria
| Declarações de contacto com alimentos | Adequação à utilização de revestimentos e óleos para interiores | Declarações específicas da região e dados de migração, se aplicável |
| CoA por bobina | Verifica o peso do estanho, passivação, óleo, rugosidade | Métodos de teste e resultados alinhados com o seu SOP
| Protocolo de controlo de alterações | Evita a deriva silenciosa das especificações | Janela de aviso por escrito e plano de requalificação
FAQ: Acabamento de superfícies de folha de Flandres para recipientes de alimentos e bebidas
O que inclui o acabamento de superfícies em folha de Flandres para recipientes de alimentos e bebidas?
Abrange o sistema de estanho ou crómio, a passivação, o óleo residual e quaisquer revestimentos ou vernizes aplicados. Em conjunto, estas camadas controlam a corrosão, a soldabilidade, a qualidade de impressão e a higiene.
Como é que escolho entre ETP e ECCS para o acabamento de superfícies de folha de Flandres?
Escolha ETP quando precisar de proteção de sacrifício e soldaduras fáceis; escolha ECCS para uma maior aderência e rigidez da tinta. Depois, adapte as lacas interiores à química e ao processo do seu produto.
Que testes provam que um acabamento é seguro para os alimentos e robusto?
As verificações mais comuns são a classificação do esmalte, a aderência, a mancha de enxofre, a resistência ao desgaste e a janela de soldadura. Execute-as após o historial térmico completo para imitar o processamento real.
As passivações sem cromo são viáveis para as latas de alimentos modernas?
Sim. Os sistemas sem cromo podem proporcionar uma forte adesão e controlo da corrosão quando combinados com vernizes compatíveis e perfis de forno controlados. Validar na sua linha antes de aumentar a escala.
Qual é a melhor forma de especificar o acabamento da matéria-prima de uma lata de bebidas?
Definir o peso de estanho por lado, a classe de passivação, o acabamento da superfície e o tipo de óleo como uma pilha. Para produtos carbonatados, considerar pesos de estanho diferenciados com maior proteção no interior.
Um acabamento pode abranger vários produtos?
Muitas vezes sim. Agrupe produtos químicos e processos semelhantes e, em seguida, valide um único acabamento para todos eles. Isto simplifica a compra e reduz o risco de variações não intencionais.
Última atualização: 2025-11-20
Mudanças: Adicionada orientação de tratamento sem crómio; tabela ETP de bebidas expandida; introduzido planeamento de entrega regional; incluído destaque do fabricante de embalagens Tinsun e ligações internas.
Data da próxima revisão e factores desencadeantes: 2026-05-20 ou em caso de alteração da química do revestimento, de novos requisitos regulamentares ou de desvio sustentado da classificação do esmalte.
Se estiver pronto para bloquear um acabamento e escalar globalmente, envie as suas especificações e testes alvo e a Tinsun Packaging preparará amostras, painéis e um plano de fornecimento personalizado - contacte-nos através de contactar Tinsun Packaging.
Sobre o autor: Langfang Tinsun Packaging Materials Co., Ltd.
Langfang Tinsun Packaging Materials Co., Ltd. é um fabricante e fornecedor profissional de folha de Flandres de alta qualidade, bobinas de folha de Flandres, TFS (aço sem estanho), folhas e bobinas cromadas, folha de Flandres impressa e vários acessórios de embalagem para a indústria de fabrico de latas, tais como tampas de garrafas, tampas de abertura fácil, fundos de latas e outros componentes relacionados.

Categoria do produto
Publicação relacionada
-

Folha de Flandres por atacado com superfície de crómio para compradores de embalagens
Se estiver a adquirir em grande escala, o caminho mais rápido para uma qualidade previsível é especificar exatamente aquilo de que necessita - e depois verificá-lo com antecedência. Este guia explica como a folha de Flandres por grosso com superfície de crómio (ETP passivada com crómio) é concebida, comparada, certificada e comprada globalmente. Se já tem um desenho ou uma especificação de destino, partilhe-o e a nossa equipa pode...
-

Serviços de rebarbação personalizados para matérias-primas à base de folha de Flandres
Quando especifica os serviços de rebarbação personalizados para matérias-primas à base de folha de Flandres, está a proteger o fabrico de latas a jusante, a formação de tampas e as linhas de contentores industriais contra defeitos induzidos pelas arestas, microfissuras e danos no revestimento. A recompensa é direta: manuseamento mais seguro, menos paragens de linha, melhor integridade da costura e uma adesão mais limpa do verniz. Se estiver a definir o âmbito de um projeto, partilhe a sua bitola, tipo/peso do revestimento, largura da bobina,...
-

Folhas de folha de Flandres cortadas com precisão para transformadores de embalagens metálicas
Se converter metal em latas, tampas ou corpos de aerossóis, o caminho mais rápido para obter rendimentos estáveis é um material de corte consistente e com poucas rebarbas. As folhas de folha de Flandres cortadas com precisão para transformadores de embalagens metálicas proporcionam essa estabilidade: controlo rigoroso do calibre, arestas limpas, curvatura mínima e tamanho de folha repetível que funciona bem à primeira. Partilhe as suas especificações alvo e mensalmente...
-

Aquisição B2B de corte de folha de Flandres e matérias-primas
Quando compra folha de Flandres em grande escala, as suas margens, prazos de entrega e qualidade a jusante dependem da precisão com que as bobinas são cortadas, aparadas e convertidas. Este guia explica o aprovisionamento B2B de corte de folha de Flandres e matérias-primas, desde a especificação até à entrega, para que as suas equipas possam passar do pedido de cotação para uma produção fiável com menos surpresas e unidades mais fortes...