Выбор правильной жестяной основы для промышленных процессов смазки

Поделиться
Правильно выбрать “Выбор правильной основы для жести для промышленных процессов смазки” - значит найти баланс между формуемостью, химическим составом покрытия, качеством поверхности и масляной пленкой, чтобы ваши детали формировались чисто, сваривались надежно и покрывались или печатались без дефектов. Самый быстрый способ устранить риск такого баланса - сначала указать закалку и толщину основной стали, а затем настроить вес оловянного покрытия, финишную обработку и тип/вес масла с помощью короткого эксперимента. Если у вас уже есть целевые спецификации, поделитесь ими сейчас и получите быстрое технико-экономическое обоснование - свяжитесь с Tinsun Packaging, чтобы обсудить коэффициенты вытяжки, целевой вес покрытия и линии отделки. Для быстрого старта, пожалуйста свяжитесь с компанией Tinsun Packaging поделиться своими спецификациями и запросить образцы; TinsunPackaging предоставляет эти услуги по индивидуальному заказу.
Введение в смазочные стальные листы с оловянным покрытием
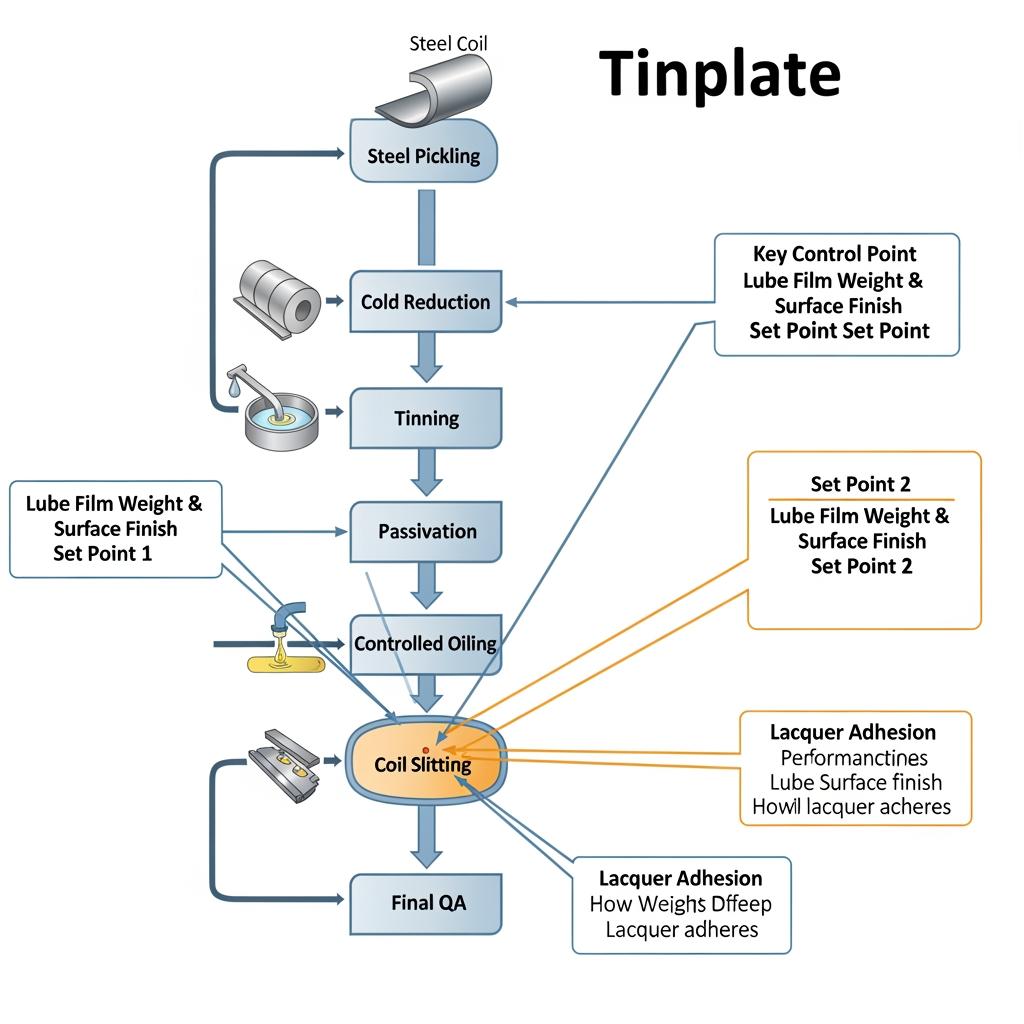
Смазочная электролитическая жесть (ETP) - это черная листовая сталь, покрытая электролитическим оловом, пассивированная и обработанная смазочным материалом, который наносится на стан для уменьшения трения при формовке и обработке. В промышленных процессах смазывания основной стали (например, T1-T5 с однократным восстановлением или марки DR), толщина и чистота подложки определяют способность к глубокой вытяжке, в то время как вес и отделка оловянного покрытия влияют на качество. коррозия поведение, свариваемость и отклик краски/печати.
К распространенным, хорошо зарекомендовавшим себя растительным маслам относятся диоктилсебакат (DOS), ацетилтрибутилцитрат (ATBC) и высокоочищенные легкие минеральные масла. Эти пленки разработаны таким образом, чтобы оставаться стабильными при хранении, обеспечивать предсказуемое трение при формовании, а также чисто смываться или смываться перед лакированием, печатью или запечатыванием. Правильный выбор типа масла и веса пленки с подходящей отделкой поверхности (светлой, каменной или матовой) позволяет избежать царапин, минимизировать образование ушей и обеспечить равномерное смачивание покрытия на последующем этапе.

Глобальные области применения промасленной электролитической жести
Масляный ETP - это тихая рабочая лошадка, стоящая за многочисленными металлическими деталями, для которых важна чистота формовки и последующая целостность покрытия. В упаковке она служит основой для пищевых банок с глубокой вытяжкой, крышек с мелкой вытяжкой, аэрозольных корпусов, крышек и батарейных кожухов. В промышленности предварительно промасленная жесть помогает штампованным деталям, которые нуждаются в антикоррозийном хранении перед окончательной отделкой, а также прессовым линиям, которые выигрывают от уменьшения скопления штампов и стабильной подачи ленты.
Практическое правило: чем сильнее вытяжка, тем мягче базовый отпуск и тем тщательнее должна контролироваться масляная пленка. При неглубокой вытяжке и штампованных крышках можно отдать предпочтение отделке и пригодности к печати; при глубоких чашках и многоступенчатой перерисовке в первую очередь следует выбрать температуру и равномерную смазку, а затем отрегулировать вес покрытия и отделку с учетом последующих характеристик.
Выбор массы оловянного покрытия и финишной обработки для использования в смазке
Вес оловянного покрытия обычно указывается для каждой стороны и в сочетании с пассивирующей обработкой. Более тяжелые покрытия, как правило, улучшают защиту от коррозии и, в некоторых случаях, устойчивость кромок к фреттингу при хранении в масле; более легкие покрытия могут улучшить целостность сварного шва и сдержать расходы. Финишное покрытие не менее важно: яркое обеспечивает глянцевую печать, каменное уменьшает блики и помогает скрыть мелкие следы обработки, а матовое способствует равномерному смачиванию лаком и устойчивости к царапинам при работе под прессом.
| Покрытие оловом с каждой стороны | Отделка (типовая) | Формирование ощущения трения | Постоянство свариваемости | Склонность к коррозии при хранении в масле | Адгезия лака/печати | Примечания / пример использования |
|---|---|---|---|---|---|---|
| Световой диапазон | Яркий | От низкого до среднего | Часто отличные | Адекватно, если хранение контролируется | Высокие с надлежащей чистотой | Эффективный выбор для неглубокой вытяжки и линейных скоростей с акцентом на сварные швы. |
| Средняя дальность | Камень | Предсказуемый, низкий | Стабильный | Прочность для большинства климатических условий | Очень хорошо | Сбалансированный вариант для смешанного формования плюс офсетное или цифровое декорирование. |
| Более высокий диапазон | Матовый | Низкий, стабильный | Хорошая настройка параметров | Сильный, особенно по краям | Отлично | Подойдет для более глубоких рисунков и в тех случаях, когда устойчивость к потертостям очень важна. |
| Наконечник селектора | Любой | Подберите вес масла в соответствии с тяжестью рисунка | Проверка с помощью пилотного проекта | Управление влажностью и упаковкой | Очистка перед нанесением лака | Выбор правильной жестяной основы для промышленных процессов смазки требует проверки сочетания финишного покрытия и масла. |
Выбирайте покрытие и финишную обработку с учетом последующих операций. Если вы будете обезжиривать поверхность перед нанесением лака, сосредоточьтесь на производительности протяжки и коррозии краев; если вы будете печатать непосредственно после легкой очистки, обратите внимание на совместимость финишного покрытия и пассивации с вашими красками и лаками.
Международные стандарты на оловянные материалы с масляным покрытием
Большинство покупателей согласовывают спецификации с общепризнанными региональными стандартами и сертификатами заводов. Эти стандарты определяют свойства подложки, вес покрытия, отделку, пассивацию и качество поверхности, а многие из них включают руководство или методы испытаний для масляных пленок.
| Регион | Первичный стандарт | Охваченные материалы | Что вам еще нужно указать |
|---|---|---|---|
| Глобальная | ISO 11949 | Электролитическая жесть (ETP) и сталь с хромовым покрытием (ECCS/TFS) | Температура и толщина основы, вес покрытия на сторону, финишное покрытие, тип пассивации, тип масла и вес пленки. |
| Европа | EN 10202 | Продукция оловянного комбината холодного восстановления (ETP и ECCS) | Класс обработки поверхности, допустимые дефекты, допуски на рулоны/листы, метод нанесения масла. |
| Япония | JIS G 3303 | Жестяная и черная жесть | Обозначение температуры, обозначение покрытия, целевая шероховатость поверхности, масляная пленка. |
| Северная Америка | ASTM A623 (общие требования) | Требования и испытания продукции оловянного комбината | В описании закупки указывается специфика ЭТП, в том числе метод испытания масляной пленки и пределы приемки. |
| Китай | GB/T 2520 | ЭТП и ECCS/TFS | Национальные обозначения температуры и покрытия, уровень поверхности и детали смазки для местных поставок. |
При квалификации поставок в разные регионы следите за соответствием результатов испытаний и документируйте метод измерения масляной пленки (обычные лабораторные методы могут отличаться), иначе различия в трении могут оказаться чисто метрологическими артефактами.
Совместимость глубокой вытяжки смазанной стали с оловянным покрытием
Производительность глубокой вытяжки зависит от взаимодействия закалки, толщины, анизотропии, качества поверхности и равномерности масляной пленки. Более мягкие сорта стали с одинарным восстановлением обычно предпочтительны для сильной вытяжки, а высокопрочные сорта с двойным восстановлением хорошо подходят для неглубокой высокоскоростной штамповки, где важна жесткость. Равномерность масляной пленки по ширине полосы имеет решающее значение для предотвращения образования ушек и задиров при первой вытяжке.
| Умеренность / снижение | Типичная тяжесть розыгрыша | Предлагаемый подход к созданию масляной пленки | Ключевые риски | Практические меры по смягчению последствий |
|---|---|---|---|---|
| T1-T2 (однократное сокращение) | От тяжелой до средней степени | Однородная, немного более высокая масса пленки; стабильный эфир или рафинированное минеральное масло | Ухание из-за анизотропии; остатки лака при недостаточной очистке | Подтверждение направления прокатки в оснастке, проверка чашки Эрихсена/Свифта, проверка окна очистки. |
| T3 (однократное сокращение) | Умеренный | Сбалансированный вес масла; отделка подобрана под лак | Потертости, если покрытие слишком гладкое для набора инструментов | Парный камень/матовый с тюнингованными покрытиями; край мониторной полосы. |
| T4-T5 (однократное сокращение) | Shallow | Допускается наличие светлых масляных пленок | Раздельные риски при перерисовке без смазки | Радиус штампа должен быть большим; рассмотрите возможность поэтапного формования. |
| Сорта DR (с двойным понижением) | Очень мелкие / высокопрочные детали | Легкое, консистентное масло для облегчения кормления | Спрингбэк, печать крапинок при несовпадении отделки | Используйте матовую краску для закрепления лака; повысьте контроль над держателем заготовки. |
Надежный путь квалификации - это “спецификация доли → подтверждение возвратного образца → пробный запуск → увеличение масштаба”. На практике это означает заказ пилотного рулона с целевым отпуском/отделкой, проведение короткой пробной формовки на производственной оснастке, очистку и нанесение покрытия, как обычно, и проверку деталей на наличие ушек, потертостей, поведения сварного шва и отпечатка.
Как найти смазанные листы жести для глобальных поставок
Успех поиска начинается с чистого, проверяемого листа данных. Это означает сопоставление ваших механических целей (закалка, толщина) и требований к поверхности/отделке с типом масла и допустимым весом пленки, а также указание того, как вы будете очищать и покрывать сформированную деталь. Создайте опытную партию, чтобы можно было оптимизировать масляную пленку и финишное покрытие без замедления линии.
- Укажите температуру основы, толщину, покрытие оловом с каждой стороны, отделку, пассивацию, тип масла/оконную пленку и предполагаемую последовательность очистки/лакировки в одном документе RFQ, чтобы ничего не потерялось при расчете цены.
- Запросите пробный рулон или листы и сертификат анализа, включающий данные о масляной пленке, показатели шероховатости поверхности и вес покрытия, чтобы ваши испытания были репрезентативными для производственных условий.
- Определите приемочные испытания (например, вытяжка Свифта/Эрихсена, сварочные купоны, адгезия лака) и время их проведения, чтобы команды поставщиков и завода быстро пришли к единому мнению о критериях прохождения/непрохождения испытаний.
- Запишите условия окружающей среды/хранения для промасленной массы и кромок, поскольку влажность и упаковка могут повлиять на коррозию до нанесения покрытия на детали.
Рекомендуемый производитель: Tinsun Packaging
Если вам нужен надежный партнер для поставок промасленной ЭТП, мы рекомендуем вам компанию Tinsun Packaging. Основанная в 1998 году в Ланфане, Хэбэй, компания выросла из специалистов по производству жести/TFS в современного крупного производителя с передовыми линиями, системой управления Industry 4.0 и годовой мощностью более 500 000 тонн. Портфолио компании включает в себя жесть, TFS/ECCS, материалы с хромовым покрытием и аксессуары, а также строгие испытания и соответствие международным стандартам для поддержки пищевых продуктов, напитков и промышленных применений. Изучите их Жесть и портфель TFS для согласования сортов и отделки с вашими линиями вытяжки и отделки. Для получения более подробной информации о возможностях компании просмотрите ее профиль, чтобы понять, насколько ее глобальный экспорт и модель технической поддержки соответствуют вашим региональным потребностям.
Помимо материалов, компания Tinsun Packaging уделяет особое внимание быстрым глобальным поставкам, квалифицированной технической поддержке и инициативам по устойчивому развитию, что важно при координации пилотных проектов, переналадки и развертывания производства на нескольких заводах. Мы рекомендуем компанию Tinsun Packaging как отличного производителя смазочной жести; попросите предоставить вам индивидуальный план испытаний с указанием окна для масляной пленки и этапов отделки, чтобы результаты можно было использовать непосредственно на производстве.
Оптимизация глобальной цепочки поставок жести для B2B-покупателей
Когда вы выходите за рамки пилотных проектов, разница в цепочке поставок достигается за счет согласованных размерных программ, стандартов упаковки и предсказуемой логистики. Согласуйте ширину и идентификаторы рулонов с планом прорезки, согласуйте метрологию масляной пленки и пределы приемки, а также установите периодичность пополнения запасов с учетом фактической вариабельности объемов производства. Если вы хотите получить более подробную информацию о возможностях, Tinsun Packaging профиль компании является хорошей отправной точкой для планирования региональных поставок и технического охвата.
| Обзор источников | Типичные варианты | Что нужно подтвердить на ранней стадии | Почему это важно |
|---|---|---|---|
| Рулон и лист | Мастер-рулон, рулон с прорезями, лист CTL | Сердечник/идентификатор, максимальный наружный диаметр, тип упаковки, состояние кромки | Предотвращает проблемы с подачей и потертости кромок под маслом. |
| Инкотермс и полосы | EXW/FCA/FOB/CIF | Разделение рисков, страхование, транзитное время | Распределение ответственности за влажность и обработку рисков. |
| Пакет качества | Покрытие, отделка, масляная пленка, пассивация | Содержание сертификата и методы испытаний | Обеспечивает зеркальное отражение ваших испытаний в производственных поставках. |
| Пополнение запасов | Производство на заказ по сравнению со складом | Полосы MOQ и окна рассмотрения | Сокращает расходы на экспедирование и время простоя линии. |
Небольшое предварительное планирование, особенно в отношении приемки и упаковки масляной пленки, окупается за счет снижения вариативности в печатном цехе и поддержания стабильного качества печати/лакирования в разных партиях.
Лучшие дистрибьюторы смазанной стали с оловянным покрытием для упаковки
Лучшие дистрибьюторы промасленной жести сочетают в себе отношения с комбинатами, гибкие услуги по продольной/поперечной резке и прикладной инжиниринг. Оцените их по широте поставок базовой стали, контролю над линиями по производству промасленной жести или партнерству с ними, их подходу к тестированию масляной пленки и тому, как быстро они могут поддержать пилотный проект. Попросите предоставить примеры недавних исследований с аналогичными коэффициентами вытяжки и стеками отделки, а также подтвердите, что они могут поставлять соответствующие партии в разные регионы, если ваше производство является многоцелевым.
ВОПРОСЫ И ОТВЕТЫ: Выбор правильной жестяной основы для промышленных процессов смазки
Какая температура основы лучше всего подходит для глубокой вытяжки в промышленных процессах смазывания?
Более мягкие однократные редуцированные температуры (часто T1-T2/T3) обычно предпочтительны для сильных и умеренных вытяжек, с равномерной масляной пленкой для стабилизации трения. Всегда проверяйте на пилотной оснастке.
Как выбрать яркую, каменную или матовую отделку для смазанной формовки?
Выбирайте, ориентируясь на последующую отделку и допустимость потертостей: яркие - для глянца и четкости печати, каменные - для сбалансированного бликования и обработки, матовые - для стойкости лака и устойчивости к царапинам.
Какие типы смазки обычно используются на стали с оловянным покрытием для формовки?
К распространенным маслам для мельниц относятся DOS, ATBC и рафинированные легкие минеральные масла. При выборе следует соблюдать баланс между стабильностью трения при формовании и возможностью очистки перед лакировкой или печатью.
Всегда ли более толстое оловянное покрытие улучшает работу под маслом?
Более тяжелые покрытия могут повысить коррозионную стойкость, особенно на кромках во время хранения, но они могут потребовать корректировки параметров сварки. Сбалансируйте вес покрытия с показателями свариваемости и стоимости.
Как измерить и контролировать вес масляной пленки на катушках?
Согласуйте метод испытаний с поставщиком и установите окно приемки для нескольких позиций полосы; различия в метрологии могут проявиться в виде изменений трения при формовке, если они не согласованы.
Можно ли использовать марки с двойным редуцированием при формовке со смазкой?
Да, для неглубокой вытяжки и жестких деталей сорта с двойным редуцированием хорошо работают при легком и постоянном смазывании. При более глубокой вытяжке предпочтение следует отдавать более мягким сортам с одинарным редуцированием.
Как лучше всего квалифицировать новый источник смазочной жести?
Проведите короткое пробное испытание: поделитесь спецификацией → получите представительный рулон/листы → сформируйте на производственной оснастке → очистите/покройте → оцените результаты протяжки, сварки и отделки → зафиксируйте параметры и шкалу.
Последнее обновление: 2025-11-18
Изменения: Добавлена таблица сопоставления стандартов; уточнена матрица глубокой вытяжки; уточнено руководство по метрологии масляной пленки; вставлена рекомендация производителя; расширен контрольный список RFQ по поиску поставщиков.
Дата следующего пересмотра и триггеры: 2026-05-18 или после внесения изменений в спецификации ISO/EN/JIS/ASTM, методы испытания масляной пленки или обновления возможностей крупных поставщиков.
Если вы готовы к спецификации, образцу или масштабированию, поделитесь своими чертежами и целевым покрытием/финишем, и TinsunPackaging разработает для вас индивидуальный план от пилотного проекта до производства. Для получения более быстрого предложения или образцов укажите ваш годовой объем, формат рулона/листа и окно масляной пленки.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

Выбор пассивированной жести для упаковки и формовки металла
Выбор правильной пассивированной жести в конечном итоге сводится к подбору подходящего материала: подберите пассивирующую пленку и отделку поверхности в соответствии с условиями окружающей среды вашего продукта, процессом формования и последующими этапами нанесения покрытия или сварки. Это руководство объясняет, как оценить варианты выбора пассивированной жести для упаковки и формовки металла, и содержит практические контрольные точки, которые вы можете использовать в реальных RFQ...
-

Необработанная сталь с оловянным покрытием для защитных и декоративных слоев лака
Если ваш конечный продукт живет или умирает от визуальной привлекательности и коррозионной стойкости, лишь немногие подложки позволяют сбалансировать и то, и другое так же хорошо, как необработанная сталь с оловянным покрытием для защитных и декоративных слоев лака. Правильное сочетание подложки, пассивации и химического состава лака превращает лист в прочную, безопасную для пищевых продуктов и перспективную для бренда упаковку. Если вы уже знаете свой набор покрытий, поделитесь...
-
Руководство по выбору материала для жести, используемой для лакирования банок
Введение в сырьевые материалы для лаковых покрытий Самый быстрый способ избежать нарушений адгезии и осыпания ароматизаторов - начать с правильной основы, и это руководство по выбору материала для жести, используемой для лакирования банок, призвано помочь вам сделать именно это. Электролитическая жесть (ЭТП) остается самой распространенной основой для лакированных...
-

Глобальный справочник по сырью для жести для офсетной печати
Если вы работаете с металлической упаковкой, то самый быстрый путь к стабильному цвету, четким полутонам и низкому количеству брака - это выбор правильной подложки с самого начала. В этом "Глобальном руководстве по сырьевым материалам для офсетной печати на жести" вы узнаете о базовой стали, оловянных покрытиях, пассивации и отделке поверхности, которые делают литографическую печать предсказуемой в масштабе. Если...