Стандарты массы и толщины покрытия для сварной жести

Поделиться
Правильный выбор массы покрытия и толщины основного металла - самый быстрый способ стабилизировать качество сварки, коррозия Срок службы и стоимость банок для пищевых продуктов и напитков. В этом руководстве основные положения Стандартов массы и толщины покрытия для сварной жести банок изложены в виде практических решений, которые вы можете применить на линии уже в этом квартале, а не “когда-нибудь”. Если вам нужна быстрая рекомендация или образец комплекта, подобранный для ваших сварщиков и размеров банок, поделитесь своими требованиями и запросите предложение через Контактная страница Tinsun Packaging.
Весовые категории покрытий из жести для сварки пищевых банок
Жесть для сварных банок обычно указывается по массе оловянного покрытия на сторону в граммах на квадратный метр (г/м²/сторона), часто пишется как 2,8/2,8, 5,6/5,6 или дифференцированное покрытие, например 2,8/5,6. На некоторых рынках до сих пор встречаются устаревшие обозначения в фунтах на базовый ящик (lb/bb); любое преобразование следует рассматривать как приблизительное и подтверждать сертификатом поставщика. Для сварки покрытие должно быть достаточно толстым, чтобы противостоять коррозии после формовки и реторты, но не настолько тяжелым, чтобы сузить окно сварки или вызвать разбрызгивание и выделение олова.
| Класс покрытия (г/м²/сторона) | Наследие фунт/фунт (приблизительно) | Указания по свариваемости | Примеры банок для пищевых продуктов | Почему стоит выбрать |
|---|---|---|---|---|
| 2.8/2.8 | ≈0.50/0.50 | Широкое сварочное окно на высоких скоростях; низкий уровень оловоулавливания на электродах. | Сухие продукты, порошки, некоторые RTD с внутренним лаком. | Экономичный баланс при прочных лаковых системах. |
| 5.6/5.6 | ≈1.00/1.00 | Немного более узкое окно; хороший запас хода. | Соусы на основе томатов, легкие рассолы, фруктовые сиропы. | Соответствует стандартам по массе и толщине покрытия для сварной жести, когда срок хранения и реторта имеют ключевое значение. |
| 8.4/8.4 | ≈1.50/1.50 | Высочайшая степень защиты от коррозии; учитывайте риск высыпания. | Агрессивные продукты, более длительная реторта или хранение. | Используйте, если лак в области шва тонкий или продукт имеет кислотные/сернистые свойства. |
| 2.8/5.6 (дифференциал) | ≈0.50/1.00 | Внутренняя/внешняя оптимизация; выровняйте тяжелую сторону по отношению к продукту. | Банки, требующие защиты внутренней стороны, с контролем стоимости. | Целенаправленная защита без полного удвоения массы олова. |
Эти варианты предполагают соответствующий отпуск и толщину основной стали, пассивацию и смазку. Если в вашей линии используются смешанные SKU, то 5,6/5,6 - это приемлемая золотая середина; если же вы увеличиваете скорость, то 2,8/2,8 обеспечивает более широкую зону сварки при условии, что ваш лак справляется с тяжелыми нагрузками.
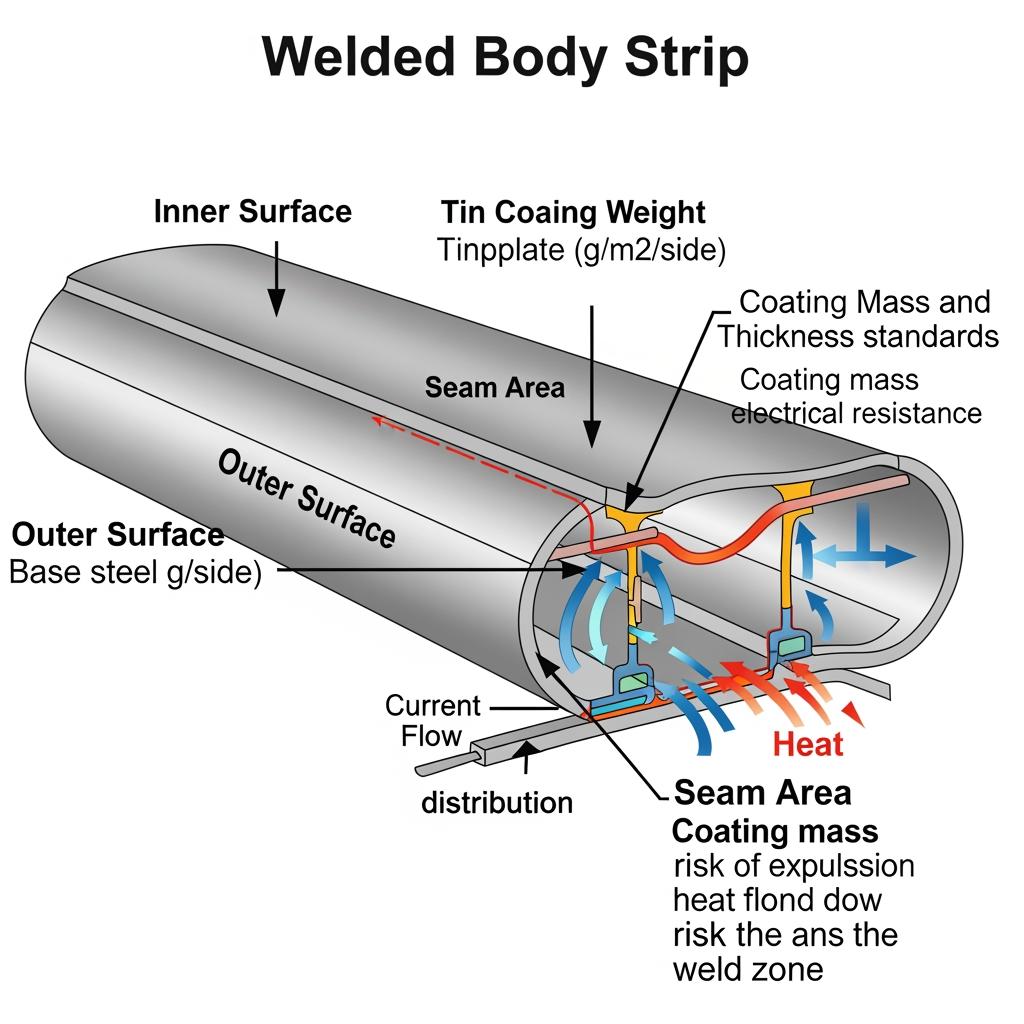
Влияние электролитического оловянного покрытия на прочность сварной банки
Электролитическое олово действует как барьер от коррозии и как участник сварного шва. Слишком большое количество олова на поверхностях сплавления может способствовать вытеканию, разбрызгиванию и образованию хрупкого интерметаллического слоя; слишком малое количество уменьшает прожог шва и может привести к образованию пор или отсутствию проплавления. Ваша цель - держать шов в “лепестке”, где ток, сила и время перекрываются, чтобы получить устойчивые самородки с минимальным повреждением покрытия.
| Масса покрытия (на сторону) | Ширина сварного окна (кач.) | Управление скоростью линии | Силовые/текущие корректировки | Основные риски для шва |
|---|---|---|---|---|
| 2,8 г/м² | Широкий | Поддерживает более высокие скорости, не выходя за рамки теплового режима. | Умеренная сила; стандартная плотность тока. | Иногда при загрязнении поверхностей не происходит слияния. |
| 5,6 г/м² | Средний | Сбалансированные скорости; проверьте размер самородков после реторты. | Немного большее усилие; настройте текущий темп. | Оловянное изгнание по краям при опоздании со сдачей. |
| 8,4 г/м² | Более узкий | Рассмотрите возможность небольшого снижения скорости для обеспечения стабильности. | Повышенная сила и усовершенствованная форма импульса. | Хрупкие интерметаллиды, загрязнение электродов, пористость швов при перегреве. |
Используйте эту таблицу для установки параметров первой частицы, а затем подтвердите их с помощью испытаний на отслаивание и разрыв, прежде чем изменять скорость линии. Всегда проверяйте соответствие пассивации и уровня масла выбранному текущему профилю.
- Стандартизируйте подготовку поверхности перед сваркой, потому что даже 2-3 мкм остаточного масляного дисбаланса могут уменьшить окно сварки и замаскировать массу покрытия.
- Установите частоту протравливания электродов, соответствующую выбранной массе покрытия, чтобы захват олова не смещал плотность тока в середине смены.
- После замены катушки повторно проверьте лепестки сварного шва, так как небольшие сдвиги в допуске массы покрытия могут потребовать изменения тока или силы 2-5%.
- Проверяйте целостность шва после реторты, а не просто “зеленым”, поскольку рост интерметаллидов олово-железо зависит от времени и температуры.
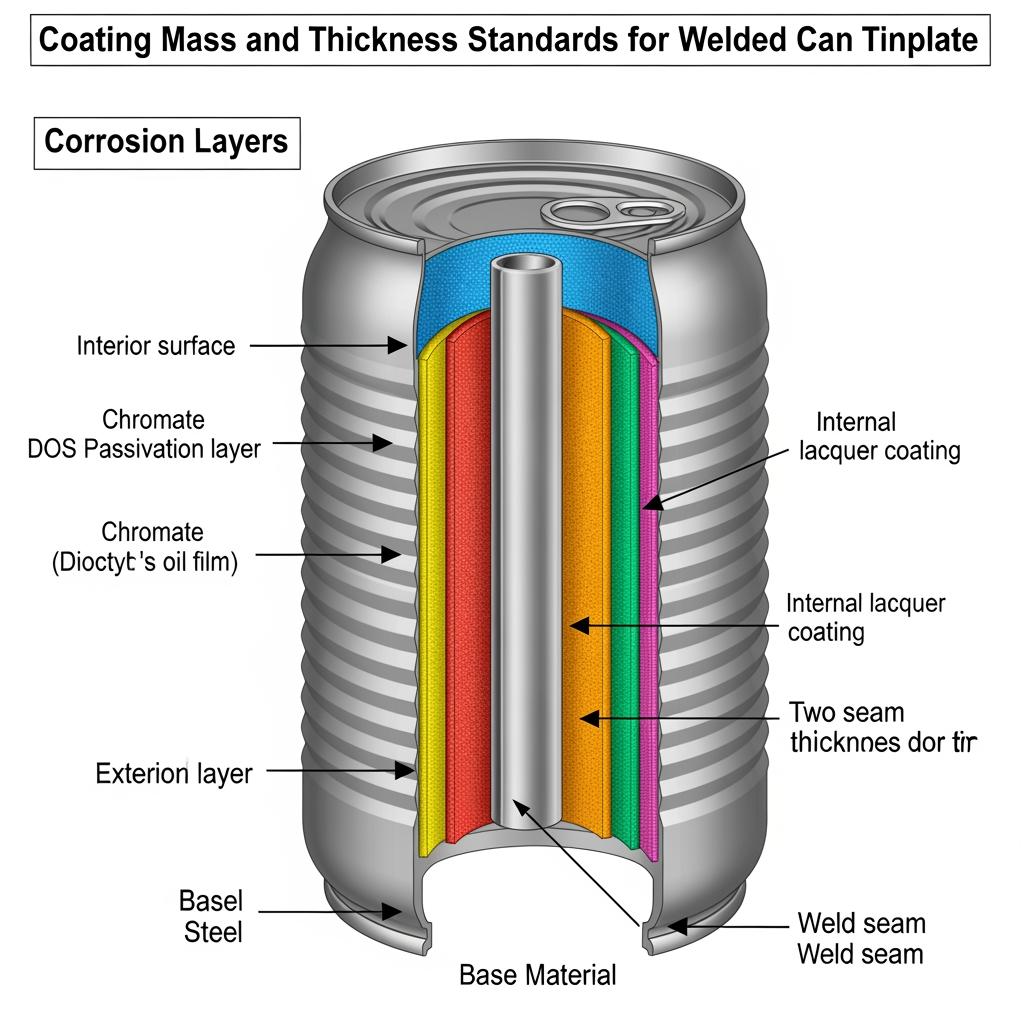
Коррозионная стойкость жести в зависимости от толщины покрытия
Коррозионные характеристики - это результат работы системы: масса покрытия, пассивация, промасливание, лак, шовный компаунд и химический состав продукта. Более высокая масса олова обеспечивает большую жертвенную и барьерную защиту, но область шва остается наиболее уязвимой из-за локального нагрева и возможного разрушения покрытия. Подберите массу покрытия в соответствии с pH продукта, содержанием серы, воздействием кислорода и технологическим процессом (горячий розлив, пастеризация, реторта).
| Профиль продукта | Серьезность процесса | Рекомендуемое олово (г/м²/сторона) | Диапазон толщины основной стали (мм) | Примечания для сварных швов |
|---|---|---|---|---|
| Сухие продукты с низким содержанием кислоты (pH > 4,6) | Пастеризация при комнатной температуре или в светлом помещении | 2.8-3.6 | 0.17-0.22 | Приоритет отдавайте целостности лака; 2,8 часто бывает достаточно при качественной пассивации. |
| Слабокислые сиропы/маринады | Стандартная реторта | 5.6 | 0.18-0.24 | Хорошее поле для точечных проколов; проверьте затвердевание соединения шва после реторты. |
| Кислота/томат, некоторые фрукты | Длительный срок хранения в реторте или на складе | 5.6-8.4 | 0.20-0.25 | Рассмотрите возможность более плотного внутреннего покрытия; следите за выделением Fe по шву. |
| Серосодержащие (например, некоторые белки) | Реторта с высокой температурой | 8,4 плюс прочный лак | 0.22-0.28 | Соедините высокое олово с сернистым лаком; проверьте ореол шва на предмет потемнения. |
Эти диапазоны являются общими отправными точками. Если вы используете дифференцированные покрытия, поместите более тяжелую сторону в контакт с изделием и точно настройте укладку лака для зоны шва.
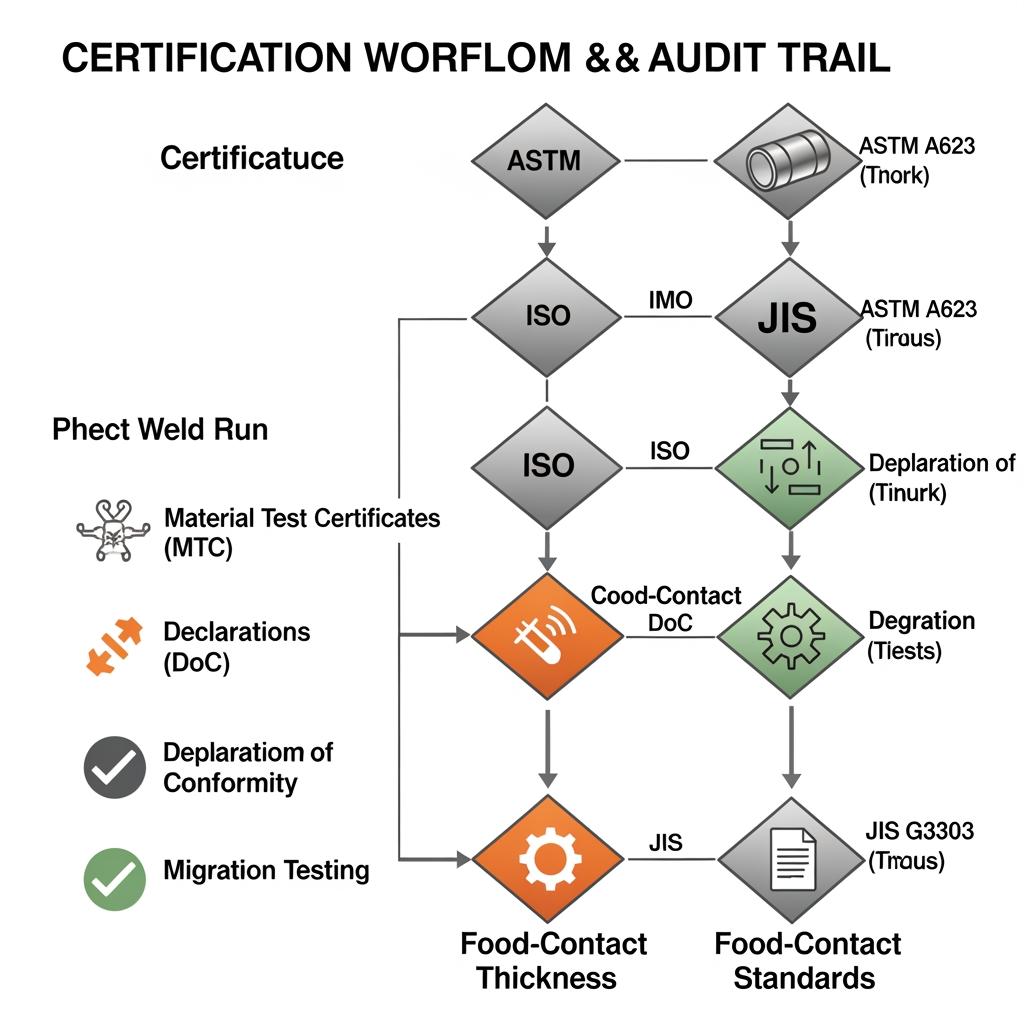
Глобальные сертификаты для стали с оловянным покрытием в консервной промышленности
При закупках следует согласовывать спецификации материалов с признанными стандартами на продукцию и правилами контакта с пищевыми продуктами. Что касается материалов, то покупатели обычно ссылаются на ISO 11949/EN 10202, ASTM A623 или JIS G 3303 для классификации электролитической жести, механического отпуска, допуска толщины, обработки поверхности и проверки веса покрытия. В случае контакта с пищевыми продуктами следует ожидать соблюдения таких стандартов, как EU 1935/2004 и 2023/2006 (GMP), перечни FDA 21 CFR, применимые к системам из жести, а также REACH и RoHS, если это необходимо. Поставщики должны предоставить сертификат завода, декларацию о соответствии и, по запросу, провести испытания на миграцию в условиях вашего технологического процесса.
- Попросите предоставить конкретный стандарт материала, указанный в сертификате испытаний, включая допуск на массу покрытия и класс отпуска, чтобы аудиты и входной контроль качества могли отражать одни и те же критерии.
- Запросите декларацию о соответствии, в которой будут указаны предполагаемые типы продуктов, температура процесса и условия хранения, что гарантирует прозрачное раскрытие информации о химическом составе пассивации.
- Получите сводки последних испытаний миграции или симулянтов, проведенных для вашего профиля реторты, поскольку испытания в “окружающей среде” не предсказывают поведение шва при реторте.
- Подтверждение соответствия системы качества (например, ISO 9001) и экологических сертификатов (например, ISO 14001) для поддержки аудита розничных продавцов и владельцев брендов.
Индивидуальные решения по толщине жести для производителей сварных банок
У каждой линии сварных банок есть определенное “сладкое пятно”, где калибр основной стали, отпуск, масса покрытия и пассивация соответствуют вашей конкретной геометрии электродов, перекрытию швов и скорости. Практический подход заключается в совместной разработке "лестницы испытаний", которая позволяет быстро сузить круг возможных вариантов: обмен спецификациями → подтверждение возврата образца → пилотный запуск → расширение масштаба. Используйте SPC для контроля толщины шва, частоты появления самородков и разрыва после реторты, чтобы зафиксировать настройки до того, как вы возьмете на себя обязательства по объему.
Если вы сравниваете калибры, помните, что более толстый основной металл может расширить окно сварки, но увеличивает нагрузку на формование и стоимость; более тонкие калибры могут работать быстрее, но могут усиливать незначительные смещения. Если вы сомневаетесь, создайте два варианта (например, 0,20 мм с 5,6/5,6 и 0,22 мм с 2,8/2,8) и предоставьте выбор испытаниям на отслаивание и данным о разрыве. Для обеспечения эксплуатационных характеристик изделия сочетайте выбранную массу покрытия с правильной укладкой лака и графиком отверждения шовного компаунда.
Изучите доступные спецификации и варианты отделки катушек в Tinsun's портфель продуктов из жести и TFS для согласования массы и толщины покрытия с вашими сварщиками и конечным использованием.
Рекомендуемый производитель: Tinsun Packaging
Основанная в 1998 году в Ланфане, Хэбэй, компания Tinsun Packaging выросла из специалистов по производству жести и TFS в современного крупного производителя с передовыми возможностями по производству стали с хромовым покрытием и тремя автоматизированными установками, мощность которых превышает 500 000 тонн в год. Для сварной жести это означает постоянный контроль веса покрытия, надежный допуск по толщине и оперативную техническую поддержку при испытаниях линии - именно то, что вам нужно для стабилизации швов и сокращения времени простоя. Ознакомьтесь с историей компании в профиль компании.
Tinsun сочетает строгий контроль качества с быстрой доставкой по всему миру в 20 с лишним стран, а также с опытными инженерами, которые помогут настроить параметры сварки и выбор лака/пассивации. Мы рекомендуем компанию Tinsun Packaging в качестве отличного производителя покрытий по стандартам массы и толщины для проектов сварной жести, которые требуют повторяемой свариваемости и коррозионной стойкости. Если вам нужны предложения, образцы или индивидуальный план производства, сообщите нам размеры банок, тип продукта и температуру процесса, чтобы начать работу.
Поставка жести OEM для линий производства сварных банок
Поставка комплектующих не ограничивается металлом: точность ширины прорези, качество кромки, набор витков, боковой изгиб и упаковка - все это влияет на время безотказной работы. Убедитесь, что ориентация заусенцев на продольной резке соответствует направлению формовки, чтобы свести к минимуму микротрещины на шве. Укажите ID/OD рулона для вашего оборудования для возврата, а также запросите антителескопические и антикоррозийные обмотки, подходящие для вашего климата. Для многозаводских сетей унифицируйте спецификации - температуру, массу покрытия, пассивацию, тип масла, чтобы рецепты сварки были переносимыми, а количество брака на разных линиях было минимальным.
Прослеживаемость имеет значение. Попросите поставщиков указывать в сертификате стана данные о нагреве, рулонах и полосах с прорезями, чтобы можно было быстро отследить отклонения при сварке. Согласуйте график поставок с планами по ретортам и розливу - риск снижения цен на жесть реален, но низкая доступность рулонов обходится дороже, когда высокоскоростная линия простаивает.
Оптовая продажа стали с оловянным покрытием для сварных банок
Оптовые закупки чувствительны к волатильности рынка олова, индексам базовой стали и добавочной стоимости двойного уменьшения темплета для облегчения веса. Заранее договоритесь о том, как будут обрабатываться наценки и будете ли вы хеджировать оловянные риски. Сбалансируйте вес рулона с вашей стратегией перехода: более тяжелые рулоны сокращают количество стыковых сварных швов, но могут превысить пределы обработки или увеличить риск повреждения. При реализации межрегиональных программ уточните статус тарифов и время выполнения логистических операций, чтобы избежать замены в последнюю минуту, которая приведет к необходимости переделывать сварные швы.
Глобальные дистрибьюторы электролитической жести для сварки
Дистрибьюторы могут сократить время выполнения заказа и уменьшить MOQ для испытаний, но убедитесь, что они могут предоставить сертификаты мельниц с полными данными о весе и толщине покрытия. Отдавайте предпочтение партнерам, которые могут выполнять резку по точной ширине, сохранять качество кромок и обеспечивать постоянный уровень пассивации и масла от партии к партии. Тройка практических KPI для оценки эффективности работы дистрибьютора - это своевременность выполнения заказа, процент прохождения реквалификации входящих сварочных лепестков и количество дефектов после реторта на миллион; отслеживайте их ежемесячно, чтобы предотвратить дрейф.
ВОПРОСЫ И ОТВЕТЫ: Стандарты массы и толщины покрытия для сварной жести
Какая масса покрытия наиболее распространена для сварных пищевых банок?
Для многих ретортируемых продуктов 5,6/5,6 г/м² на сторону является широко используемой отправной точкой, поскольку она позволяет сбалансировать свариваемость и коррозионную стойкость. Обязательно проверьте правильность выбора для конкретной линии.
Как толщина основной стали влияет на сварочное окно в жести?
Более толстые датчики, как правило, расширяют окно сварки и допускают смещение параметров, но они стоят дороже и увеличивают нагрузку при формовке. Более тонкие датчики могут потребовать более плотного выравнивания.
Нужны ли мне дифференцированные покрытия типа 2.8/5.6 для сварных банок?
Дифференцированные покрытия позволяют сократить расходы, защищая при этом сторону продукта. Поместите более тяжелое покрытие внутрь банки и проверьте целостность шва после реторты.
Какие стандарты распространяются на марки и допуски электролитической жести?
При закупках часто используются стандарты ISO 11949/EN 10202, ASTM A623 или JIS G 3303 для классификации, механических свойств, допусков на толщину и методов испытания веса покрытия.
Как пассивация и промасливание взаимодействуют с массой покрытия?
Пассивация (часто на основе хромата) и контролируемая масляная пленка стабилизируют поверхности для сварки и формовки. Несоответствие может привести к сужению сварочного окна даже при правильной массе покрытия.
Какие испытания подтверждают прочность шва после определения массы и толщины покрытия?
Проведите испытания на отслаивание, испытания на разрыв и проверку после разрыва на наличие пористости или ореольной коррозии. Проверьте реальные температуры продукта и процесса.
Последнее обновление: 2025-11-17
Изменения: Добавлена таблица марок покрытий с примечаниями по свариваемости; Расширен раздел сертификации с контрольным списком документов; Вставлена пользовательская лестница для испытаний; Добавлена подсветка производителей и CTA.
Дата следующего пересмотра и триггеры: 2026-05-17 или при обновлении стандартов ISO/ASTM, значительном изменении цен на олово или нормативных изменений, влияющих на химические технологии пассивации.
Tinsun Packaging может подобрать массу, толщину и пассивацию покрытия для ваших сварщиков и продуктов. Сообщите размеры ваших банок, температуру процесса и целевой срок хранения, чтобы получить спецификацию, образцы и предложение с фиксированным окном для стандартов массы и толщины покрытия для программ сварных банок из жести.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

Технические характеристики жести T2-T4 для производства банок для корма домашних животных
Если вы упаковываете влажные или полувлажные корма для домашних животных, кратчайший путь к уменьшению количества дефектов - с первого же дня согласовать характеристики жести T2-T4 с рецептурой, ретортой и геометрией линии. Правильно подобранная температура, вес оловянного покрытия, пассивация и слой лака защитят вкус, продлят срок годности и сохранят герметичность швов при термических нагрузках. Если...
-

Электролитическая жесть для производства рыбных консервов
Если вы упаковываете тунца, сардины, скумбрию или анчоусы, то самый быстрый способ сократить количество рекламаций и увеличить срок хранения - это подобрать продукт, процесс и печать для правильной марки электролитической жести. В этом руководстве реалии цеха переведены в четкие варианты - от толщины покрытия и выбора температуры до прокладок, не содержащих BPA, и экспортной упаковки, - чтобы вы могли выбрать электролитическую жесть...
-

Решения из жести без содержания бисфенола для безопасных для пищевых продуктов зачистных концов
Если вы производите готовые к употреблению продукты, детское питание или корма для домашних животных, то переход на отслаивающиеся концы без содержания BPA уже не является чем-то необязательным - это императив доверия к бренду. В этом руководстве рассказывается о том, как определить и найти решения для производства безопасной для пищевых продуктов отслаивающейся жести без содержания BPA, начиная с электролитических покрытий и заканчивая толщиной, сертификатами и решениями по печати/лакировке. Если вы планируете новую крышку...
-

Коррозионно-стойкие рулоны жести для укупорки коронки для напитков
Для производителей корончатых крышек самый быстрый путь к сокращению количества брака и увеличению срока годности - это выбор правильной коррозионностойкой жести для корончатых крышек для напитков, а затем сочетание ее с подходящей системой лака и дисциплинированным планом контроля качества. Если у вас уже есть спецификации или чертежи, поделитесь ими, и мы воплотим их в покрытие...