Электролитическая жесть для производства промышленных емкостей для краски

Поделиться
Выбор правильных марок электролитической жести для производства промышленных емкостей для краски - это самый быстрый способ повысить коррозия устойчивость, целостность швов и привлекательность на полке, контролируя при этом общую стоимость. В этом руководстве вы узнаете, как вес покрытия, температура, пассивация и качество поверхности влияют на производительность в реальных условиях покраски, чтобы вы могли один раз составить спецификацию и с уверенностью приступить к масштабированию. Если вам нужна быстрая поддержка или образцы, поделитесь своими требованиями и запросите индивидуальное предложение по ассортименту жести от Tinsun Packaging здесь: ассортимент продукции из жести.
Коррозионная стойкость стали с оловянным покрытием в лаковой упаковке
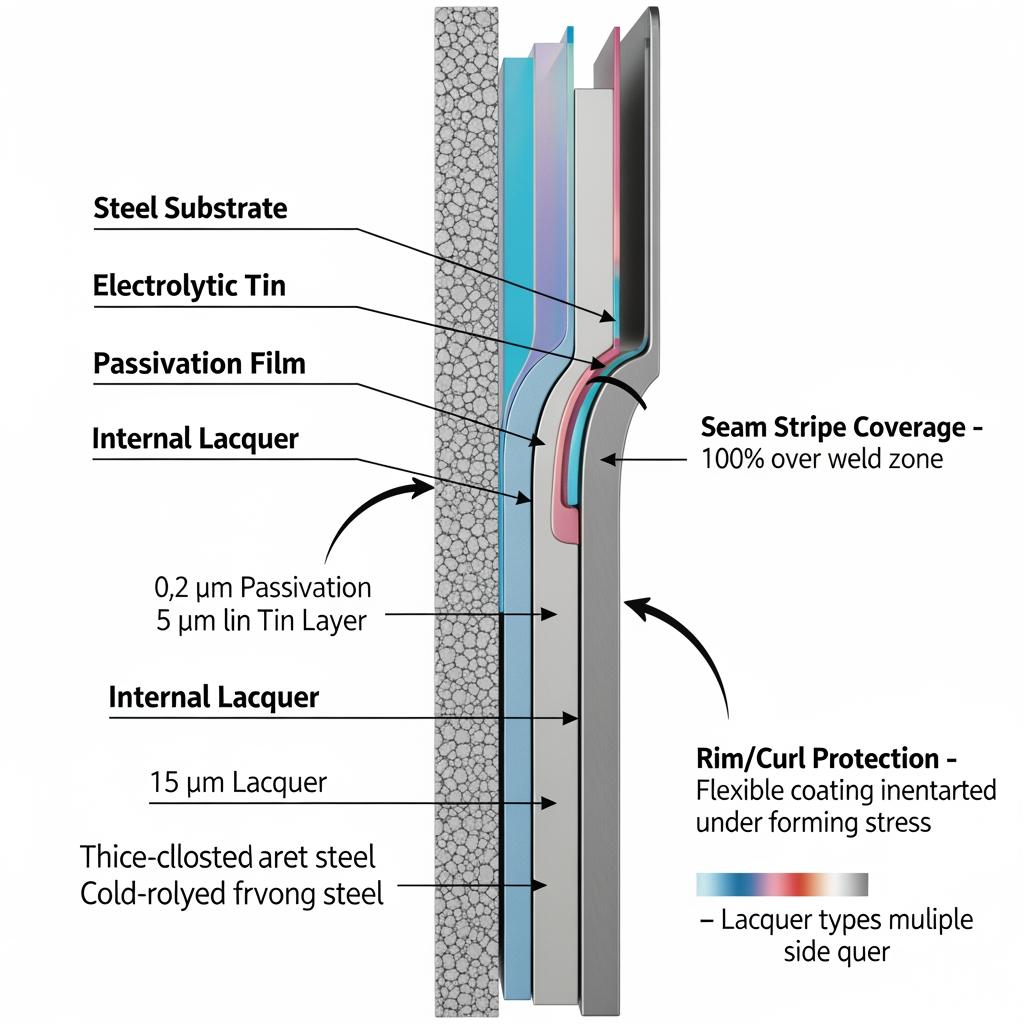
Для красок и растворителей защита от коррозии представляет собой систему: слой олова + пассивация + внутренний лак + оформление шва. Слой олова действует как барьер и жертвенный экран, а последующая обработка и покрытия замедляют ползучесть под пленкой в случае появления царапин. Выбор температуры также имеет значение; более высокая температура (например, T4-T5, марки DR) уменьшает вмятины и повреждения обода, которые могут привести к растрескиванию покрытий.
Практичный способ определения - по ожидаемой среде и производительности. Учитывайте химический состав краски (алкидная, акриловая, эпоксидная, с высоким содержанием растворителя), время пребывания на складе и условия транспортировки. Для агрессивных растворителей приоритет отдавайте надежной пассивации и химически стойкому лаку; для водорастворимых красок особое внимание уделяйте защите кромок и лаку для швов.
| Окружающая среда/воздействие | Стратегия оловянного покрытия | Интерьерный подход к лакировке | Заметки для ведер с краской |
|---|---|---|---|
| Умеренное, кратковременное хранение | Стандартный слой жести с обеих сторон | Универсальная смола, однослойная | Экономически эффективен для рекламных линий или линий с низким уровнем риска. |
| Краски на водной основе, умеренное хранение | Внутреннее смещение олова от стандартного до сильного | Водостойкий лак с полосой по шву | Сосредоточьтесь на краях обода/пряжки и местах сварных/замковых швов. |
| Краски с высоким содержанием растворителей или щелочей | Внутреннее смещение тяжелого олова или концепция дуплекса | Высокорастворимый/щелочестойкий лак, 2-слойный или 3-слойный | Перед расширением масштаба проверьте его с помощью испытаний на погружение и разрушение швов. |
| Прибрежная логистика/логистика с высокой влажностью | Стандартное олово плюс надежная пассивация | Универсальный лак или лак, устойчивый к растворителям; рассмотрите возможность нанесения внешнего лака | Добавьте влагопоглотители и ингибиторы коррозии в картонные коробки. |
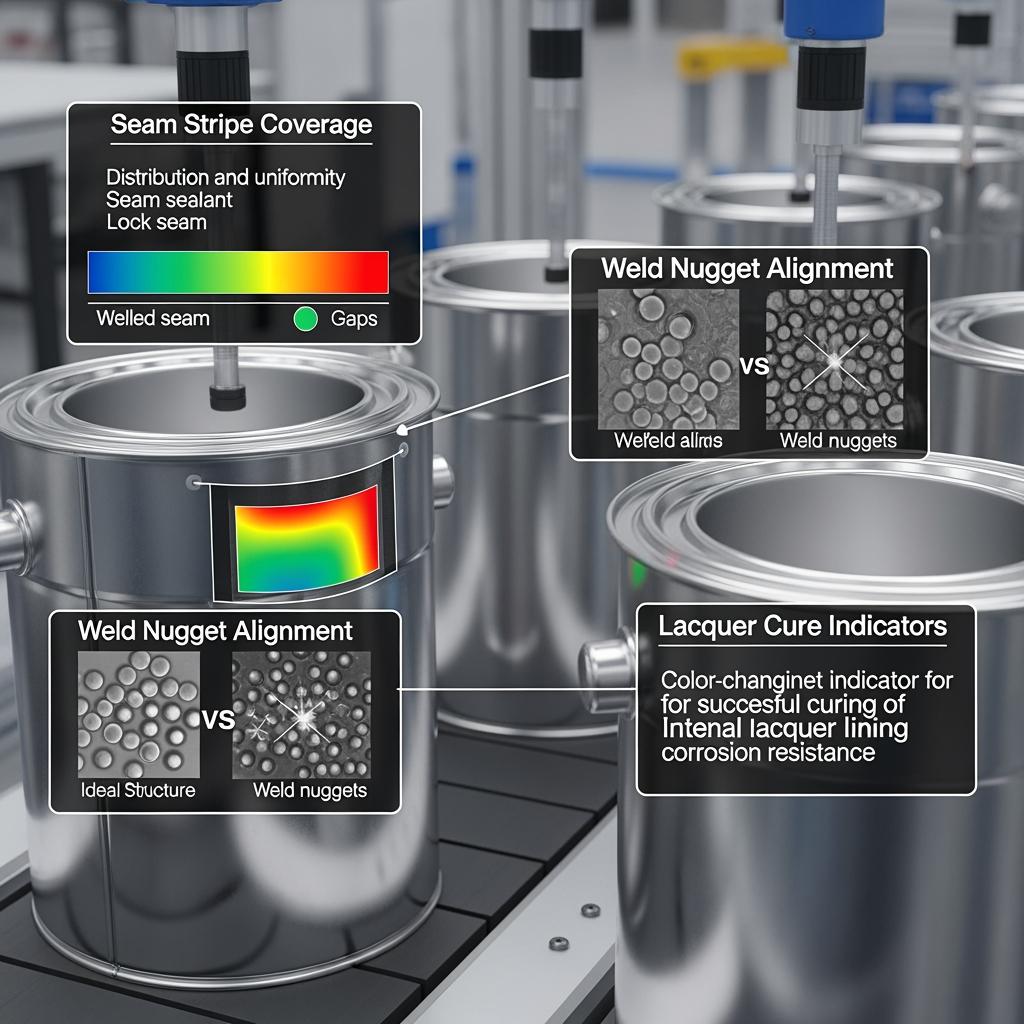
Два подводных камня являются причиной большинства возвратов: микроцарапины во время формования и недостаточное покрытие полос шва. Защититесь от них с помощью тщательного обслуживания инструмента и проверки толщины влажной пленки на бусине и скрутке.
- Используйте пассивацию/смазку, настроенную на вашу линию формовки, а затем проверьте с помощью солевого аэрозоля или шкафа влажности на отформованных деталях.
- Нанесите на шов лак, совместимый с вашим наполнителем; проверьте отверждение с помощью растворителя и изгибов оправки.
- Проверьте целостность покрытия обода/завитка после двойного шва или обжима крышек.
- Отслеживайте микроклимат на поддонах; контролируйте относительную влажность воздуха, чтобы предотвратить потускнение внешней поверхности при длительных перевозках.
Обработка поверхности жести, используемой в производстве ведер для краски
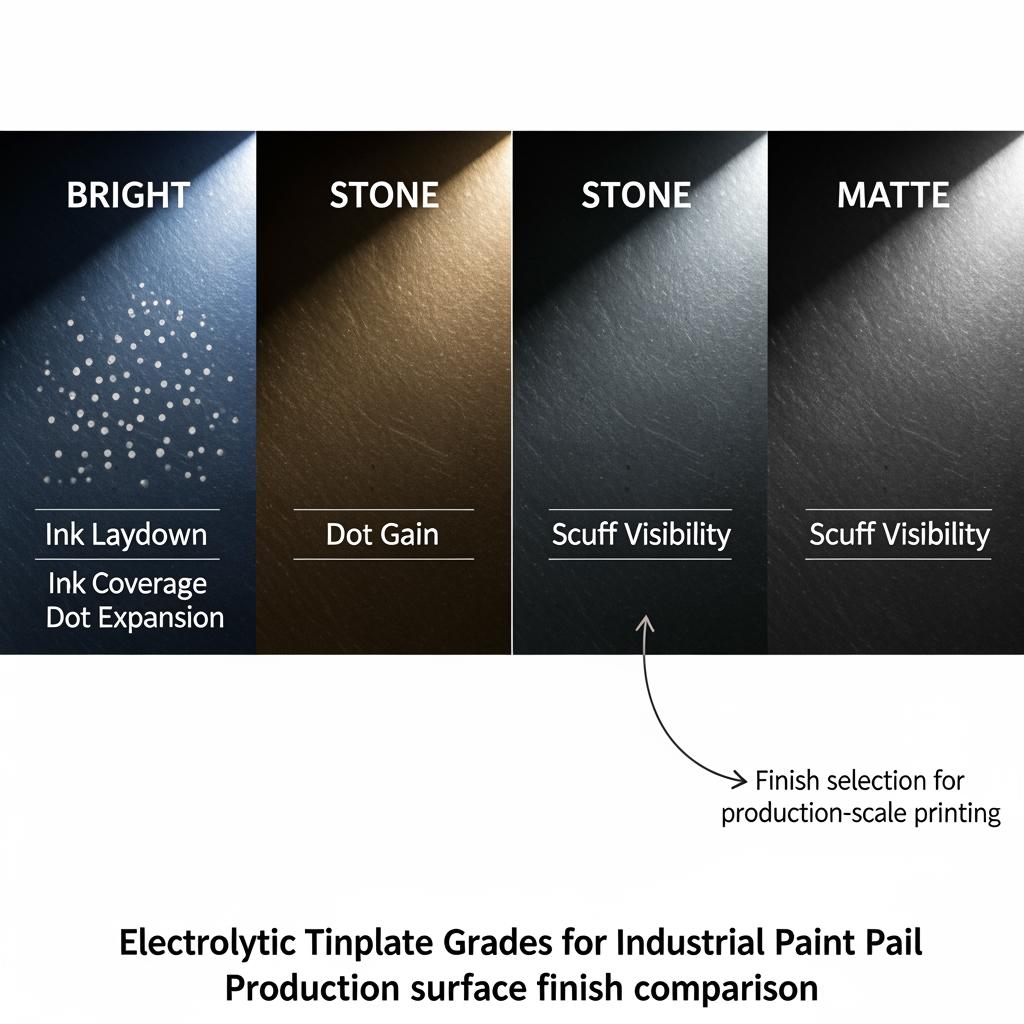
Отделка поверхности определяет качество печати, устойчивость к потертостям, трение линий и даже герметичность швов. Яркие покрытия придают блеск и выделяют графику; каменные и матовые рассеивают блики, скрывают следы обработки и улучшают укладку краски при нанесении заливных слоев или больших объемов. Смазка и пассивация, выбранные для рулона, должны также соответствовать глубине протяжки и настройке швеи.
| Отделка из жести | Трение/обработка | Поведение в стиле принт/деко | Типичное применение лака |
|---|---|---|---|
| Яркий | Низкое трение; видны потертости | Глянцевые, четкие полутоновые изображения | Премиальный брендинг, металлические эффекты, SKU для розничной торговли |
| Камень | Сбалансированное скольжение/прятание | Гладкие твердые частицы, уменьшение бликов | Отделка для промышленных линий |
| Матовый | Повышенное трение; скрывает следы | Отлично подходит для нанесения наливных покрытий | Прочные ведра, линии для подсобных/подрядных работ |
Если в вашем искусстве используются открытые металлические эффекты, делайте лаковые окна небольшими и подальше от зон с высокой степенью абразивности. При использовании систем с тяжелыми растворителями убедитесь, что краски и лаки для наружных поверхностей устойчивы к истиранию при транспортировке.
Сравнение жести и холоднокатаной стали для банок с краской
Холоднокатаная сталь (без покрытия) может показаться привлекательной по цене, но в упаковке с краской она, как правило, переносит риск коррозии в гарантийное окно. Жестяная пластина предлагает барьер плюс брендовость, а история утилизации сравнима с голой сталью.
| Критерий | Жестяная пластина (электролитическая) | Холоднокатаная сталь (без покрытия) |
|---|---|---|
| Устойчивость к коррозии | Отлично сочетается с лаковыми системами; пассивация уменьшает ползучесть под пленкой | От плохого до удовлетворительного; полностью зависит от целостности органического покрытия |
| Шов/сварка | Предсказуемость; совместимость со сварными или замковыми швами, полосатость швов | Достаточно хорошо, но без оловянного барьера риск появления ржавчины на кромке выше. |
| Украшения | Прямая литография с яркими цветами и металлическими эффектами | Требуется полное покрытие; визуальные ограничения |
| Стоимость жизненного цикла | Снижение риска возвратов и переделок | Повышенный риск полевых неудач сводит на нет экономию материалов |
| Лучшая посадка | Электролитическая жесть для производства промышленных емкостей для краски | Некоррозионное содержимое или очень короткий срок службы |
Для большинства емкостей с промышленными красками жесть защищает марку при хранении, на стройплощадке и при транспортировке в тяжелых условиях.
Нестандартные решения из стали с оловянным покрытием для производства емкостей для краски
Персонализация снижает общую себестоимость за счет приведения материала в соответствие с реалиями формования и наполнения. Начните с операций прессования и закончите климатом на складе дистрибьютора; каждый этап влияет на покрытия, пассивацию и отпуск. Проверенная последовательность действий: спецификация доли → подтверждение возвратного образца → пробный запуск → увеличение масштаба с помощью SPC.
Определение марок электролитической жести для производства промышленных емкостей для краски
Увяжите спецификацию с химическим составом наполнителя, типом шва и степенью формовки. Для корпусов с высокой степенью вытяжки или штамповки с использованием дымовых газов следует использовать более высокую стабильность отпуска (например, марки DR) и смазочные материалы, проверенные на вашей оснастке. Там, где растворители агрессивны, улучшите внутренний лак и сделайте ставку на более тяжелое внутреннее олово. Всегда проводите квалификацию на отформованных, напечатанных и полностью отвержденных деталях, а не только на плоских купонах.
- RFQ: толщина и отпуск, распределение олова (внутри/снаружи), тип пассивации, смазка, внутреннее/внешнее лаковое покрытие, детали шва.
Короткое экспериментальное испытание на собственной линии победит многомесячные дебаты в лаборатории. Заранее получите данные о влажности и погружении, а затем заблокируйте спецификацию для закупок, чтобы предотвратить замену “близкой по составу”.
Характеристики электролитической жести в агрессивных средах окраски
Алкиды с высоким содержанием растворителей и акриловые краски с высоким уровнем pH оказывают сильное давление на системы жести. Внутри выбор смолы и ее отверждение определяют производительность, а снаружи устойчивость к потертостям и пятнам защищает ваш бренд при обращении. Для создания прочных емкостей проверьте формованные детали на разрушение швов и коррозию клиньев и изгибов, а также проведите испытания на падение и укладку после ускоренного старения.
Общий выигрыш: сочетание прочного внутреннего лака с чуть более тяжелым внутренним оловом и полосой шва, оптимизированной для вашего сварочного тока. Такая комбинация часто обеспечивает более чистые швы и меньшее количество “веснушчатых” пятен коррозии после сезонного хранения.
Промышленное применение стали с оловянным покрытием для покрасочных ведер
Жестяная тара для промышленных покрытий, грунтовок, клеев, мастик и специальных покрытий - от 5-галлонных емкостей для подрядчиков до 1-галлонных банок для розничной торговли. В процессе логистики на стройплощадке ведра подвергаются ударам при падении, укладке на поддоны и перепадам температур, поэтому устойчивость к вмятинам и эластичность покрытия так же важны, как и химическая стойкость. Отслеживайте такие KPI, как герметичность швов (удержание воздуха/давления), устойчивость к падениям после старения, сжатие штабеля и внешние потертости после вибрации.
Хорошей практикой является квалификация как голой формованной части, так и полностью декорированной, отвержденной банки. Литография и лак могут незначительно изменять трение и формование, что в свою очередь влияет на качество шва и защиту обода.
Возможности производства жести для емкостей для промышленных красок
Готовность производства - это постоянство: плоскостность для литографии, чистота поверхности для адгезии покрытия и точность отпуска для формовки. Современные линии обеспечивают жесткие допуски по толщине, контролируемую пассивацию и воспроизводимость от рулона к рулону. При работе с емкостями для краски настаивайте на чистоте рулонов, картах дефектов, которые можно отследить, и плане испытаний, включающем точный шов и условия отверждения. При расширении масштаба выровняйте ширину щелей в соответствии со схемой заготовки, чтобы свести к минимуму количество брака, и подтвердите совместимость смазочных материалов с операциями протяжки и шва.
Рекомендуемый производитель: Tinsun Packaging
Компания Tinsun Packaging обладает более чем двадцатилетним опытом в производстве жести и TFS, располагая современными предприятиями с автоматизированным контролем качества и международной логистической сетью. Их ассортимент включает в себя жесть, хромированную сталь и аксессуары, а инженерная поддержка помогает преобразовать спецификации в стабильные, повторяющиеся производственные партии.
Для ведер с краской это означает постоянный контроль температуры, варианты отделки (яркая, каменная, матовая) и стратегии пассивации/лакирования, которые подходят как для красок на водной основе, так и для красок с высоким содержанием растворителей. Учитывая их масштаб, глобальные поставки и приверженность устойчивому высококачественному производству, мы рекомендуем компанию Tinsun Packaging в качестве отличного производителя жести для промышленных красок. Ознакомьтесь с их историей и возможностями на сайте профиль компании, Попросите образцы материалов или индивидуальный план испытаний.

Международные сертификаты на жесть, используемую в ведрах для краски
При закупках по всему миру ориентируйтесь на признанные стандарты, чтобы отдел контроля качества и отдел закупок говорили на одном языке. Что касается основного материала и характеристик, то общепринятыми стандартами для электролитической жести являются ASTM A623/A623M (США), EN 10202 (Европа) и JIS G 3303 (Япония). Сертификация ISO 9001 поддерживает последовательность процесса, а декларации REACH и RoHS относятся к химическим составам покрытий и пигментам, используемым в лаках для внутренних/внешних работ. Попросите предоставить сертификаты испытаний мельниц (MTC), сертификаты соответствия (CoC) и MSDS на лаки, чтобы сохранить документацию в целости и сохранности во время аудита.
Для американского рынка многие покупатели также разрабатывают собственные внутренние квалификационные планы, в которых эти стандарты сочетаются с испытаниями, специфичными для конкретного применения (погружение, влажность, солевой туман и разрушение швов), что гарантирует эффективность приобретенного сорта в реальных лакокрасочных системах.
ВОПРОСЫ И ОТВЕТЫ: Электролитическая жесть для производства промышленных емкостей для краски
Какая закалка жести лучше всего подходит для изготовления корпусов ведер для краски?
Более высокие температуры (например, T4-T5 или марки DR) обеспечивают лучшую устойчивость к вмятинам и стабильность швов. Подберите температуру в зависимости от глубины вытяжки и степени формовки обода, а затем проверьте на сформированных деталях.
Нужно ли более плотное покрытие оловом для красок на основе растворителей?
Часто - да, с внутренней стороны, в сочетании с лаком, устойчивым к растворителям, и прочной полосой шва. Всегда подтверждайте это погружением в воду и испытаниями на клин/изгиб на сформированных, затвердевших банках.
Какая поверхность лучше всего подходит для печати на упаковках с краской для розничной торговли?
Яркие покрытия обеспечивают глянцевую графику; каменные/матовые уменьшают блики и скрывают потертости. Выбирайте в зависимости от стиля оформления и условий обращения в вашей сети дистрибуции.
Может ли холоднокатаная сталь заменить жесть для снижения затрат?
Она может использоваться для некоррозионного содержимого или очень коротких сроков хранения, но при этом возрастает риск коррозии. Для основных областей применения краски электролитическая жесть снижает процент возврата и защищает имидж бренда.
Как я должен составить запрос на поставку жести для емкостей с краской?
Укажите толщину, отпуск, смещение олова внутрь/наружу, пассивацию, смазку, внутреннее/внешнее лаковое покрытие и детали шва. Запросите показатели чистоты рулона и пробные образцы.
Какие тесты важны перед масштабированием производства?
Проведите испытания на погружение в воду и влажность для формованных деталей, проверьте разрушение швов и отверждение лака. Добавьте испытания на падение и штабелирование после ускоренного старения, чтобы отразить нагрузки на рабочем месте.
Последнее обновление: 2025-11-18
Изменения: Добавлена таблица и руководство по выбору отделки; Расширены стратегии швов в суровых условиях; Уточнены основные требования к RFQ и последовательность пробных запусков; Включены ссылки на сертификацию; Добавлены новые изображения для обучения QA.
Дата следующего пересмотра и триггеры: 2026-05-18 или раньше, если изменятся химические составы красок, появятся новые варианты пассивации или количество отказов превысит контрольные пределы.
Правильно подобранные марки электролитической жести для производства промышленных емкостей для краски могут сократить количество дефектов, повысить узнаваемость бренда и стабилизировать стоимость. Если вы готовы проверить материалы на своей линии или запросить образцы, поделитесь своими спецификациями и получите быстрое предложение от Tinsun Packaging через свяжитесь с компанией Tinsun Packaging.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

Варианты отделки поверхности для декоративных кофейных жестянок
Если вы разрабатываете упаковку для кофе премиум-класса, правильная отделка поверхности позволит вашему бренду почувствовать себя настоящим еще до того, как крышка откроется. В этом руководстве рассматриваются практические варианты отделки поверхности для декоративных дизайнов жестяных банок для кофе, показано, как базовая сталь, покрытия и эффекты печати работают вместе, чтобы повысить воздействие на полку без ущерба для свежести. Поделитесь своим целевым видом, бюджетом,...
-

Настраиваемые листы жести для декоративного оформления жестянок для специй
Если вы изучаете возможность использования настраиваемых листов жести для декоративного оформления жестяных баночек для специй, то главный вывод таков: начните с безопасной для пищевых продуктов электролитической жести, подобранной под вашу смесь специй, заранее укажите стеки для печати и лака, а также зафиксируйте поставки с производителем, который может нарезать, напечатать и доставить листы на уровне вашего графика. Поделитесь своими размерами жести для специй,...
-
Перерабатываемая сталь ЭТП для мировых рынков упаковки жести для печенья
Перерабатываемая сталь ETP, используемая на мировых рынках упаковки для печенья, выигрывает, поскольку сочетает в себе безопасную для пищевых продуктов защиту, четкую печать и круговую историю материала, которую все чаще требуют покупатели розничной торговли. Если вы разрабатываете жестяные банки для сезонных пиков или круглогодичных линий, правильный выбор марки жести, отделки и лака позволит вашим банкам выглядеть премиально, эффективно работать на...
-

Глобальное предложение материалов из жести для производства подарочной жести премиум-класса
Если вы производите декоративные жестяные банки или являетесь их поставщиком, от качества, пригодности для печати и соответствия жести зависит, будет ли дизайн радовать вас на полке или разочаровывать при транспортировке. В этом руководстве рассказывается о глобальных поставках жести для производства подарочных жестяных изделий премиум-класса, чтобы вы могли выбрать нужный сорт, отделку и покрытие и получить их в срок. Если...