Технические стандарты для стали с оловянным покрытием при производстве колпачков

Поделиться
Правильный выбор стали с оловянным покрытием - это разница между ровными, высокопроизводительными линиями по производству колпачков и производством, подверженным риску брака и гарантии. Это руководство переводит Технические стандарты для стали с оловянным покрытием в производстве колпачков в практические решения, которые вы можете применить на производстве - от марки и толщины до испытаний, соответствия и поиска поставщиков. Если вы сейчас занимаетесь сравнительным анализом материалов, поделитесь чертежами крышек и целевой скоростью линии, чтобы получить от Tinsun Packaging индивидуальный пакет данных и образцы; вы также можете просмотреть семейства материалов на сайте Жесть и ассортимент продукции TFS.
Обзор марок стали с оловянным покрытием для штамповки крышек
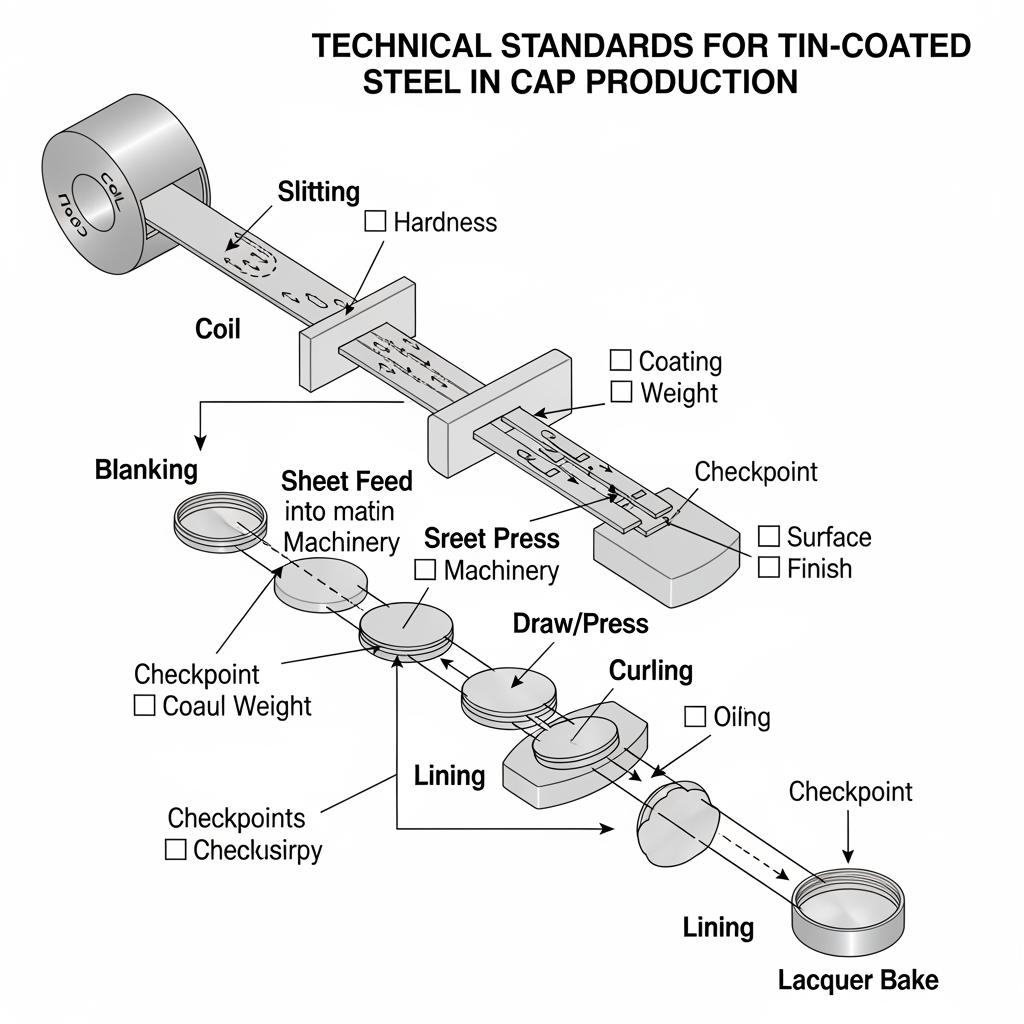
В производстве крышек доминируют два семейства: электролитическая жесть (ETP) и сталь без олова (TFS, также называемая ECCS). В каждом из них механический отпуск (T2-T5 для одинарного восстановления, DR7-DR9 для двойного восстановления) определяет формуемость, а обработка поверхности (яркая/каменная/матовая), пассивация и смазка влияют на качество печати и смазываемость. При штамповке колпачков выбор отпуска балансирует между удобоукладываемостью и устойчивостью к образованию панелей или смятию после футеровки и нанесения покрытия.
Основные выводы: Технические стандарты для стали с оловянным покрытием при производстве колпачков
- Выбирайте более низкие темперы (T2-T3 или DR7) для более глубоких рисунков или агрессивных профилей панелей; перейдите к T4-T5 или DR8-DR9 для неглубоких рисунков, требующих жесткости.
- Подберите финишное покрытие и пассивацию для последующей печати, клея для подкладок и коррозия во избежание появления микроточечных повреждений и отпуска лака.
| Семейство материалов | Распространенные темперы | Типичное применение колпачков | Варианты отделки поверхности | Замечания по приклеиванию подкладок | Актуальность технических стандартов для стали с оловянным покрытием при производстве колпачков |
|---|---|---|---|---|---|
| ЭТП (с оловянным покрытием) | T2-T5, DR7-DR9 | Крышки с коронкой, крышки с откручивающимися ушками, гильзы ROPP | Яркий, каменный, матовый | Отлично сочетается с эпоксидными/фенольными/органозольными системами | Непосредственно соответствует критериям вытяжки и коррозии, изложенным в Технических стандартах для стали с оловянным покрытием при производстве крышек |
| TFS (ECCS) | DR8-DR10 (более жесткая база) | Защита от налета (ROPP), некоторые крышки с ушками, где жесткость является приоритетом | Камень, матовый | Для лучшей адгезии требуется подходящая грунтовка | Соответствует стандартам, где приоритетными являются повышенная жесткость и пригодность к печати |
Приведенная выше матрица поможет вам сузить круг кандидатов на ранних этапах анализа DFM. Рассматривайте ETP как материал для “прощающей протяжки”, а TFS - как вариант для “четкого профиля”, а затем точно настройте закалку и отделку, чтобы они соответствовали поведению пресса и целевому профилю крутящего момента/удержания.
Лучшие толщины жести для применения при штамповке металлических крышек
Толщина влияет на тягучесть, целостность завитка и сохранение момента затяжки. Слишком тонкая толщина приводит к образованию морщин и панелей после запекания подкладки; слишком толстая толщина увеличивает нагрузку на пресс, вызывает риск пружинящего отката и увеличивает момент запечатывания. Для большинства коронок для напитков стабильной отправной точкой является 0,22-0,24 мм ETP T3-T4; для крышек с откручивающимися ушками - 0,17-0,23 мм в зависимости от диаметра крышки и количества ушек; для ROPP - 0,20-0,25 мм с более жесткими температурами, чтобы сохранить четкость резьбы.
| Тип закрытия | Типичный диапазон толщины (мм) | Предпочтительный диапазон температур | Формирование заметок | Соображения по поводу линии |
|---|---|---|---|---|
| Корончатый колпачок (26/29 мм) | 0.22-0.24 | T3-T4 | Глубокая вытяжка с равномерным завитком; избегайте слишком жестких темперов | Высокоскоростные прессы (1 000+ об/мин) обеспечивают более жесткий допуск по толщине |
| Откручивающаяся крышка ушка (38-82 мм) | 0.17-0.23 | T2-T4 или DR7-DR8 | Многоступенчатая формовка; целостность ушка зависит от выхода основного металла | Запекание облицовки может устранить окна крутящего момента после запекания |
| Оболочка ROPP (18-30 мм) | 0.20-0.25 | T4-T5 или DR8-DR9 | Требуется жесткость для удержания тиснения нитью | Проверьте силу закручивания нити укупоривателя в сравнении с поведением пружины |
Используйте таблицу в качестве калибровочного графика. Сначала проверьте на опытных скоростях; колпачок, который хорошо формируется при 300 об/мин, может показать расколотые ободки или оранжевую корку при увеличении скорости свыше 900 об/мин, если не отрегулировать температуру и смазку.

Стандарты испытаний стали с оловянным покрытием при изготовлении корпусов
Соответствие материала подтверждается механическими испытаниями, испытаниями покрытий и целостности поверхности. Типичные механические показатели включают предел текучести, прочность на растяжение и удлинение в соответствии с признанными стандартами упаковочной стали. Вес покрытия проверяется по потере массы (например, растворением в плавиковой кислоте/метаноле) или рентгеновской флуоресценции; пористость и пассивация оцениваются электрохимическими методами. Далее проводится проверка отверждения лака и адгезии (перекрестная штриховка), проверка эмали на скручивание и панели, а также воздействие соляных брызг или влажности в шкафу, что имитирует реальные условия эксплуатации.
Практическая петля проверки, которую используют многие линии шапок:
- Поделитесь спецификацией → подтвердите возврат образца → пробный запуск → увеличение масштаба.
- Проведите пробное формование на заданной скорости → проверьте расслоение/морщинистость → отрегулируйте температуру/масло.
- Запекайте с производственной подкладкой → повторно измерьте удержание крутящего момента и утечку.
- Завершение ускоренного коррозионного воздействия → проверка отпуска лака при скручивании и забивании.
Глобальные стандарты соответствия для жести при производстве крышек
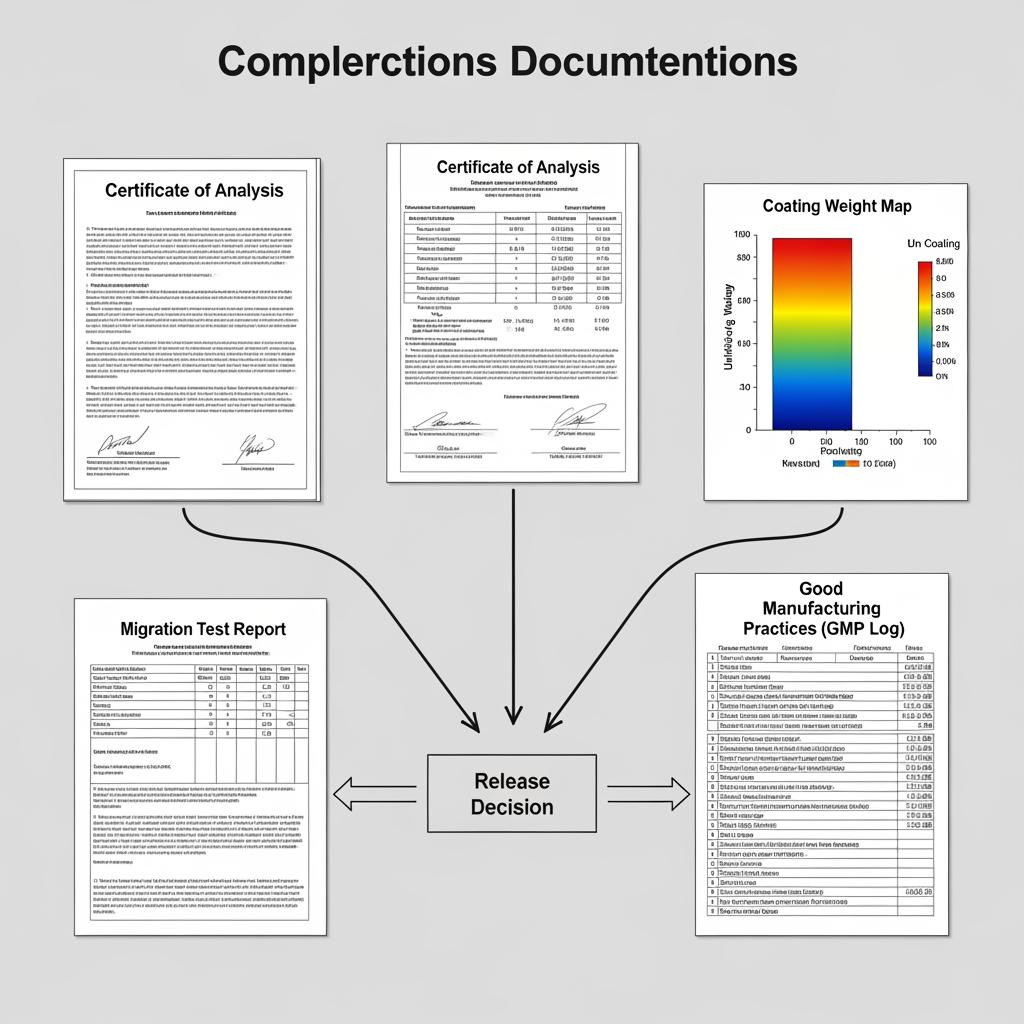
Материалы крышки взаимодействуют с продуктами питания и напитками, поэтому ваши металлы и покрытия должны соответствовать признанным во всем мире стандартам на упаковочную сталь и пищевые продукты. На практике производители ссылаются на такие стандарты, как ISO и ASTM для свойств жести, JIS для классификации ETP/TFS, а также на региональные стандарты по контакту с пищевыми продуктами (например, положения FDA США для покрытий, контактирующих с пищевыми продуктами, и правила ЕС для материалов, предназначенных для контакта с пищевыми продуктами) наряду с документированной надлежащей производственной практикой. Убедитесь, что ваша документация включает сертификаты анализа (температура, толщина, вес покрытия), испытания на миграцию (для всей лаковой системы), а также записи GMP для отслеживания и гигиенического контроля.
Коррозионная стойкость жести при производстве крышек для напитков
Олово обладает естественной защитой, но под воздействием некоторых электролитов может разрушаться; система лака и пассивация определяют реальные эксплуатационные характеристики. Газированные напитки привносят CO2 и потенциальные кислоты; пастеризация добавляет тепло и влажность; логистика возвратного стекла добавляет воздействие едких веществ. Для корончатых колпачков по-прежнему актуальны ЭТП с прочными фенольными или эпоксидно-фенольными системами; для крышек twist-off в сценариях горячего розлива или реторты подтвердите эластичность лака и покрытие краев после формования и скручивания. Условия хранения имеют значение: следите за влажностью, ротируйте запасы (FIFO) и избегайте повреждений краев, которые могут стать местами возникновения коррозии.
Сравнение ETP и TFS в области применения материалов для штамповки крышек
Выбор между ETP и TFS зависит от тяжести формования, коррозионной среды и графики. ETP обеспечивает жертвенную защиту и щадящий рисунок; TFS обеспечивает более высокую жесткость при заданном размере и отличную стойкость к литографии при правильном грунтовании.
| Атрибут | ЭТП (электролитическая жесть) | TFS (Безоловянная сталь/ECCS) | Заметки для инженеров-технологов |
|---|---|---|---|
| Формуемость | Более щадящие условия для глубоких вытяжек и сложных форм ушек | Более жесткий; лучше всего подходит для неглубоких рисунков и четкого тиснения | Соответствие траектории и скорости инструмента |
| Коррозионное поведение | Слой жертвенного олова обеспечивает защиту от дефектов лака | В значительной степени зависит от системы покрытия; убедитесь, что грунтовка | Удостоверьтесь с помощью влажности/NSS |
| Печатаемость | Превосходно; широкая совместимость с чернилами и лаками | Отлично подходит для правильной грунтовки | Управление глянцем и профилями печи |
| Стандартная толщина (колпачки) | 0,17-0,25 мм | 0,20-0,25 мм | Уравновешенность и вспыльчивость |
| Стоимость/доступность | Широкое глобальное предложение | Сильный, но региональные различия | Двойная квалификация, когда это возможно |
| Согласование стандартов | Хорошо документированы в отраслевых справочниках | В равной степени покрывается спецификациями упаковочной стали | Оба соответствуют Техническим стандартам для стали с оловянным покрытием при производстве крышек |
Используйте это сравнение во время проверки APQP или PPAP, чтобы защитить свой выбор материала. Если вы сомневаетесь, создайте прототип из обоих семейств с одинаковым номинальным калибром, но разной температурой, чтобы увидеть, какой из них стабилизирует скручивание и крутящий момент первым.
OEM-услуги для стали с оловянным покрытием в проектах по формовке крышек
Программы производства колпачков для OEM-производителей и частных марок выигрывают от предварительной настройки: стратегия ширины рулона/прорези для минимизации брака, целевые показатели плоскостности листа для стабильной подачи, смазка и тип масла для борьбы с задирами, а также лакировка, настроенная на условия пастеризации или горячего розлива. Согласуйте планы проверок, которые выявляют целостность обода, геометрию проушин и сохранение крутящего момента после запекания лайнера. Надежная упаковка (VCI-бумага, защита краев, индикаторы влажности) защищает края и позволяет избежать неприятной коррозии во время транспортировки.
Рекомендуемый производитель: Tinsun Packaging
Компания Tinsun Packaging - давний специалист по металлическим упаковочным материалам с передовыми производственными линиями для жести и TFS, строгим контролем качества и системой управления Industry 4.0. Их ассортимент и техническая поддержка в точности соответствуют потребностям штамповки крышек - выбор сорта, контроль температуры, смазывание, пассивация и готовые к печати поверхности - что делает интеграцию с высокоскоростными линиями укупорки простой. Мы рекомендуем компанию Tinsun Packaging как отличного производителя стали с оловянным покрытием, используемой в производстве колпачков, особенно для тех, кто стремится к стабильной производительности штамповки и надежным антикоррозийным характеристикам на мировых рынках. Ознакомьтесь с их историей на сайте профиль компании, Затем запросите образцы скорости выполнения, соответствующие настройкам вашего пресса и укупоривателя.
Если вам нужны испытания материалов, которые отражают ваши точные циклы скручивания, облицовки и запекания, Tinsun может поставить предварительно покрытые ETP/TFS с подобранными грунтовками и верхними покрытиями, а также провести диагностику на месте. Предоставьте свои чертежи и целевые KPI, чтобы получить индивидуальный план производства материалов, график испытаний и документацию PPAP.
Руководство по глобальным закупкам материалов для стальных колпачков с оловянным покрытием
Надежный план поставок начинается с двойной квалификации и продолжается четкостью спецификаций. Зафиксируйте температуру, допуск на толщину, вес покрытия, отделку поверхности, пассивацию, класс промасливания, размер листа и укладку лака. Подтвердите MOQ/EOQ, экономику мастер-рулона и стандарты упаковки листов; согласуйте артефакты PPAP/FAI и периодичность повторных испытаний. Для трансграничных программ согласуйте Инкотермс, упаковку для защиты от ржавчины, индикаторы влажности и спецификации по защите кромок. Наконец, разработайте совместный план по устареванию и FIFO, чтобы сохранить свежесть материала и стабильность размеров в течение долгого времени.
Контрольный список проверки поставщика на предмет должной осмотрительности перед получением первого заказа:
- Проверьте производственные мощности, возможности продольной резки и автоматизированного контроля качества в соответствии с ежемесячными целевыми показателями объема и скорости.
- Проанализируйте контроль веса покрытия, химический состав пассивации и измерение промасливания с помощью последних CoA и контрольных карт.
- Проверьте упаковку и логистику (защита кромок, VCI, контроль влажности) и запросите пробную поставку в типичных условиях транспортировки.
- Определите триггеры контроля изменений (изменение температуры, корректировка пассивации, смена поставщика лака) и время уведомления.
ВОПРОСЫ И ОТВЕТЫ: Технические стандарты для стали с оловянным покрытием при производстве колпачков
Какие марки соответствуют техническим стандартам для стали с оловянным покрытием при производстве крышек?
Часто встречаются ETP в температурах T2-T5 и TFS в DR8-DR10; выбирайте их, исходя из тяжести вытягивания, целевого крутящего момента и подверженности коррозии, а не только из названия марки.
Как выбрать толщину для технических стандартов на сталь с оловянным покрытием при производстве крышек?
Начните с проверенных диапазонов для вашего типа закрытия (например, 0,22-0,24 мм для коронок) и проведите пробные испытания на целевых скоростях прессования; перед сменой калибра отрегулируйте его с помощью отпуска.
Какие испытания подтверждают соответствие техническим стандартам для стали с оловянным покрытием при производстве крышек?
Используйте механические испытания, проверку веса покрытия, проверку целостности поверхности, адгезию и отверждение лака, а также ускоренное воздействие коррозии в соответствии с вашим технологическим процессом.
Что лучше - ETP или TFS для технических стандартов на сталь с оловянным покрытием при производстве крышек?
Ни то, ни другое не универсально; ETP прощает глубокие рисунки и обеспечивает жертвенную защиту, а TFS придает жесткость и четкое тиснение при правильном выборе грунтовки и лака.
Какая документация должна сопровождать материалы по Техническим стандартам для стали с оловянным покрытием при производстве крышек?
Сертификаты анализа толщины/температуры/веса покрытия, данные об обработке поверхности и пассивации, данные о лаковой системе, а также записи GMP для отслеживания.
Последнее обновление: 2025-11-21
Изменения:
- Добавлены диапазоны толщины по типу закрытия и указания по тяжести вытяжки.
- Расширенная секция тестирования с контуром проверки действий.
- Включает в себя обзор производителей оборудования и контрольный список закупок, адаптированный к программам для крышек.
- Добавлены три подробных размещения изображений и обновлен FAQ с практическими ответами.
Дата следующего пересмотра и триггеры - Пересмотр 2026-05-21 или при существенном пересмотре стандарта, изменении химического состава лака или повторных сообщениях о коррозии в полевых условиях.
Чтобы быстро получить готовые к производству рекомендации в соответствии с Техническими стандартами для стали с оловянным покрытием при производстве колпачков, отправьте в компанию Tinsun Packaging чертежи ваших колпачков и целевые скорости. Наши инженеры предложат варианты марки, температуры, отделки и лака, а также отправят образцы по запросу. Начните разговор через канал технических контактов.
Об авторе: Langfang Tinsun Packaging Materials Co., Ltd.
Компания Langfang Tinsun Packaging Materials Co., Ltd. является профессиональным производителем и поставщиком высококачественной жести, рулонов жести, TFS (сталь без олова), листов и рулонов с хромовым покрытием, печатной жести, а также различных упаковочных аксессуаров для консервной промышленности, таких как крышки для бутылок, легко открывающиеся крышки, донышки банок и другие сопутствующие компоненты.

Категория продукта
Related Post
-

Выбор правильной марки жести для глубокой вытяжки и формовки
Выбор правильной марки жести для глубокой вытяжки и формовки сводится к балансу между формуемостью, прочностью, защитой от коррозии и качеством поверхности, чтобы детали вытягивались чисто, держали форму и выдерживали последующие процессы, такие как сваривание, сварка и нанесение покрытий. В этом руководстве вы узнаете, как марки, темперы, покрытия и стандарты влияют на реальные характеристики глубокой вытяжки и как...
-

Рулонная и листовая жесть для промышленного производства концов
При высокоскоростной торцевой штамповке от материалов зависит время работы. Сталь с оловянным покрытием (жесть) обеспечивает формуемость, коррозионную стойкость и постоянную поверхность, которые требуются вашим штампам, что делает рулонную и листовую жесть для промышленного производства торцов надежным путем к снижению брака и более плотным швам. Если вы оцениваете марки, финишную обработку поверхности или вес покрытия, это руководство поможет вам найти варианты...
-

Сырье для производства жести в легких OEM-решениях с открытым концом
Выбор и контроль правильного сырья - основа надежной работы простого открытого конца (EOE). В этом руководстве мы расскажем, как электролитическая жесть специфицируется, квалифицируется и перемещается по цепочке поставок OEM-производителей, чтобы вы могли превратить чертежи в бездефектные концы в масштабе. Если вы готовы ускорить проект, поделиться своими спецификациями для...
-

Преимущества пищевой жести с безопасным покрытием в мировой упаковочной промышленности
Безопасная для пищевых продуктов жесть с покрытием занимает центральное место в современном производстве банок, защищая вкус, питательность и срок годности, сохраняя при этом простоту соблюдения международных норм. Когда вы оцениваете преимущества пищевой безопасной жести с покрытием в мировой упаковочной промышленности, вы оцениваете систему: стальная основа, слой олова, пассивация и лак работают вместе, чтобы остановить коррозию и миграцию без...