B2B Damgalamada Kalay Kaplı Hammadde Kullanımı için En İyi Uygulamalar
Paylaş
Endüstriyel damgalamada kalay kaplı çeliği doğru şekilde kullanmak, şekillendirilebilirlik için tasarım yapmak, yüzeyleri uçtan uca korumak ve tedariki pres gerçekliğiyle uyumlu hale getirmekten geçer. B2B Damgalamada Kalay Kaplı Hammaddelerin Kullanımına Yönelik En İyi Uygulamalar kılavuzunda, elektrolitik kalay levhayı (ETP) seçmenin, kusurları önlemenin ve kaliteden ödün vermeden tedariki kolaylaştırmanın hızlı yollarını bulacaksınız. Yeni bir program planlıyor veya yeniden kaynak kullanıyorsanız, hızlı bir fiyat teklifi ve deneme numuneleri için spesifikasyonunuzu paylaşın - Tinsun Packaging, pres pencerenize göre özel bobin seçenekleri, kaplama ağırlıkları ve temper rehberliği ile yanıt verebilir. Anında destek için, damgalama spesifikasyonunuzu iletişim sayfası aracılığıyla Tinsun Packaging ile de paylaşabilirsiniz.
Endüstriyel Damgalama için Kalay Kaplı Çeliğe Giriş
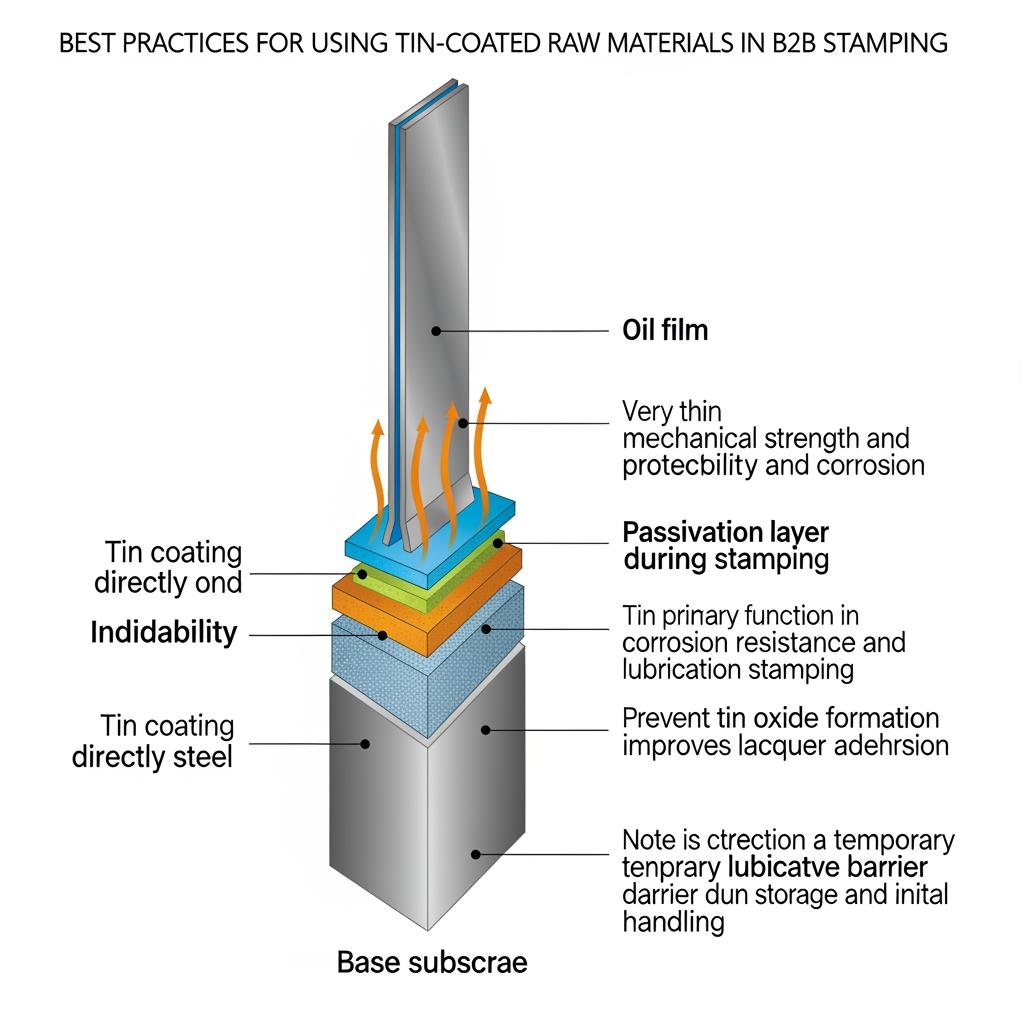
Kalay kaplı çelik -genellikle elektrolitik kalay levha (ETP)- düşük karbonlu çeliğin ince, yapışkan bir kalay tabakası ile kaplanarak korozyon Çeliğin şekillendirme davranışını korurken direnç, lehimlenebilirlik ve estetik. Damgalama için tenekenin güzelliği, öngörülebilir akma dayanımı, temiz yüzey kaplamaları ve pasivasyon ve yağlama yoluyla kontrollü bir sürtünme penceresi kombinasyonudur. Bu da daha az kırışıklık, daha az aşınma ve daha tekrarlanabilir çekme derinlikleri anlamına gelir.
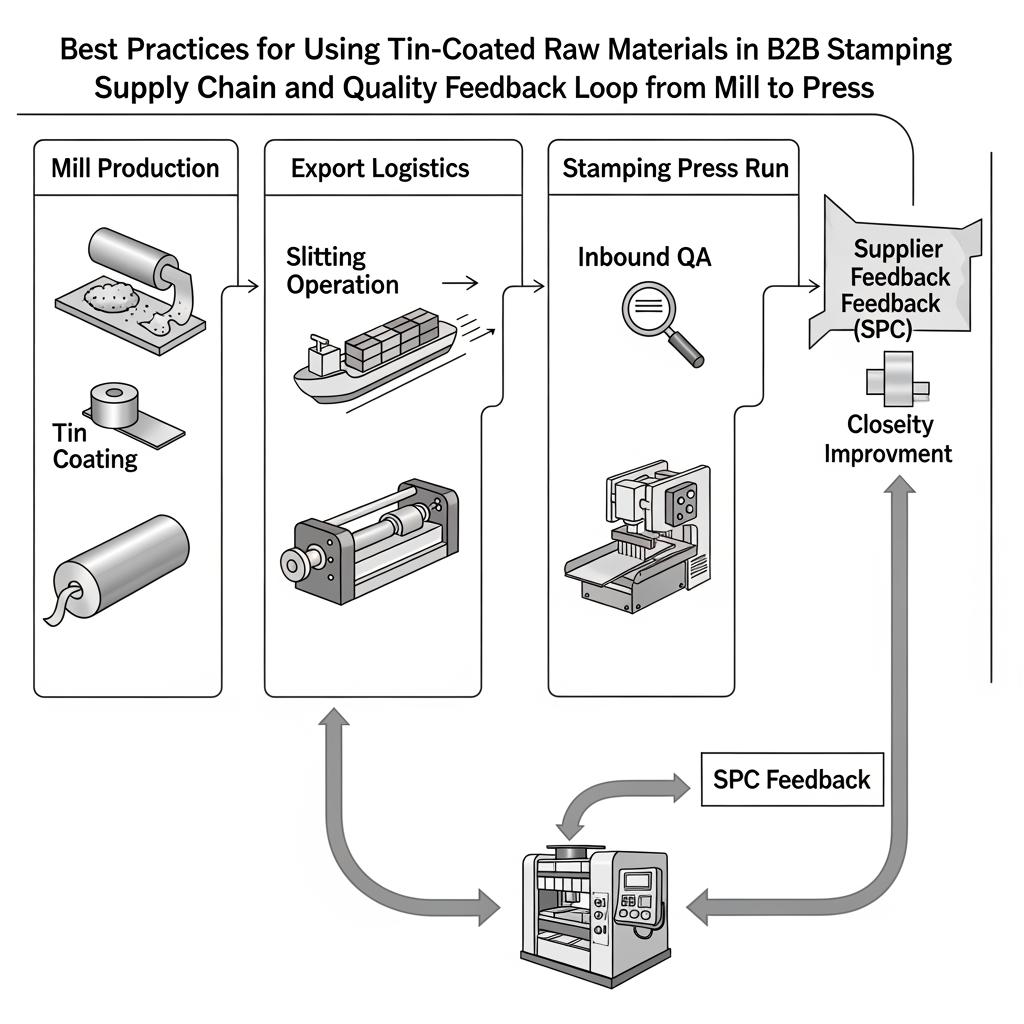
Pratikte, temel çelik temperini, kaplama ağırlığını, yüzey kalitesini (parlak, taş, mat), pasivasyon tipini ve yağı tanımlayacaksınız. Buradan, yüzeyi hadde çıkışından pres hattınıza kadar korur ve parçayı kısa, veri odaklı bir rampa ile kalifiye edersiniz: spesifikasyonu paylaşın → dönüş numunesini onaylayın → pilot bobin çalışması → kulaklanma, kaplama yapışması ve boyutsal stabilite gibi temel metriklerde SPC ile ölçeklendirin. Bu döngüyü ne kadar hızlı kapatırsanız, fırlatma penceresi boyunca o kadar fazla kapasite tasarrufu sağlarsınız.
B2B Damgalama Uygulamaları için Elektrolitik Teneke Özellikleri
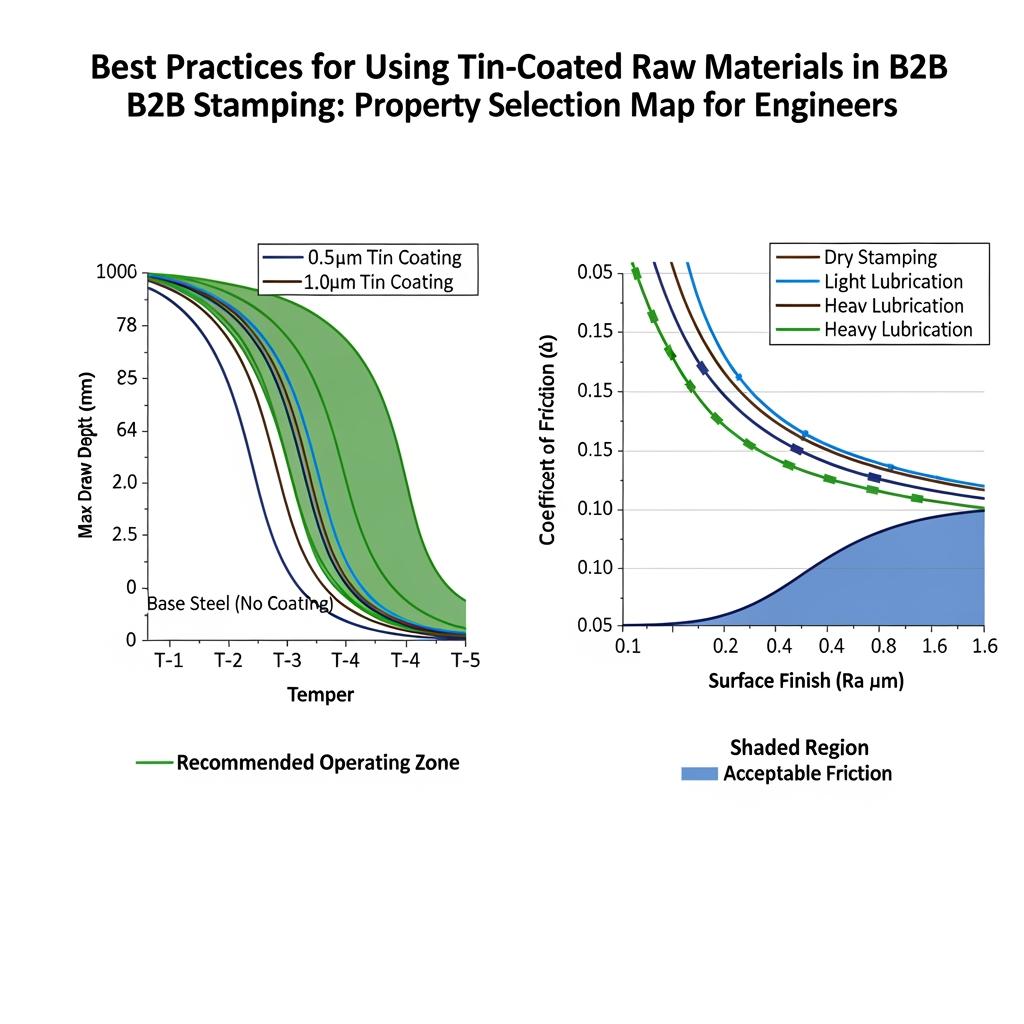
ETP seçimi, mekanik temper ve yüzey sistemini şekillendirme yolunuz ve aşağı akış ortamınızla eşleştirmekle ilgilidir. Daha yumuşak temperler daha derin şekillenir ancak daha kolay göçer; daha sert temperler şekli korur ancak daha sıkı kalıp yarıçaplarına ve yağlama kontrolüne ihtiyaç duyar. Kaplama ağırlığı korozyon direncini ve lehimlenebilirliği etkiler; yüzey kalitesi sürtünmeyi ve baskı görünümünü etkiler; pasivasyon kalay yüzeyini stabilize eder; ve yağ, bobin partileri ve pres koşulları arasındaki sürtünme farklılıklarını köprüler.
Basit bir kural: Takımınızdaki en zor adımı belirleyin, ortalamayı değil. En kötü durumdaki çekme boncuğu bölümünüzün daha düşük sürtünmeye ihtiyacı varsa, bu talebi destekleyen bir kaplama ve yağ kullanın, ardından başka yerlerdeki metal akışını kontrol etmek için boncuk geometrisini ayarlayın. Bir yüzey daha sert ortamla veya sızdırmazlık ısısıyla karşılaştığında kaplama ağırlığının diferansiyel (bir tarafta daha ağır) olabileceğini unutmayın.
| Özellik | Damgalamada neleri etkiler | Tipik seçenek seti | Yanlış belirtilmişse risk | En iyi uygulama notu |
|---|---|---|---|---|
| Temper (T2-T5, DR) | Çekme derinliği, geri yaylanma | Derin çekiş için daha yumuşak; sertlik için daha sert | Yırtılma veya aşırı geri yaylanma | Sertlik hedeflerini karşılayan en düşük menevişi seçin. |
| Kaplama ağırlığı (g/m²) | Korozyon, lehimlenebilirlik | 2.8/2.8'den daha yüksek veya diferansiyel | Erken korozyon veya aşırı maliyet | Ürün ömrüne ve çevreye uyum sağlayın; farklılığı göz önünde bulundurun. |
| Yüzey kalitesi (parlak/mat/taş) | Sürtünme, baskı görünümü | Değirmen spesifikasyonuna göre kontrollü Ra | Çizikler/baskı kusurları | Finisajı yağlama ve kalıp çeliği ile eşleştirin; en kötü özellik üzerinde test edin. |
| Pasivasyon | Kalay stabilitesi, cila yapışması | Standart veya geliştirilmiş | Zayıf yapışma/kararma | Spesifikasyonları kaplama/mürekkep sisteminize kilitleyin. |
| Yağ/madeni yağ | Sürtünme penceresi, kalıp ömrü | DOS, ATBC, vb. | Safra, küpe değişkenliği | Yağ tipini ve eklentisini yağlama sisteminizle doğrulayın. |
B2B için Kalay Kaplı Hammaddelerin Endüstri Uygulamaları
Kalay kaplı hammaddeler gıda uçları ve gövdeleri, içecek uçları, aerosol kubbeleri ve konileri, genel hat kutuları, kapaklar, pil kutuları ve bazı elektronik koruma parçalarına hizmet eder. Her durumda, damgalama performansı hikayenin sadece yarısıdır; sonraki yıkama, baskı, dikiş, lehimleme veya cilalama kendi kısıtlamalarını getirir. Örneğin, bir kapak kabuğu markalama için daha parlak bir finisajı tolere edebilirken, endüstriyel bir kova bileşeni boncuklar arasında sabit sürtünme için mat bir yüzeyi tercih edebilir.
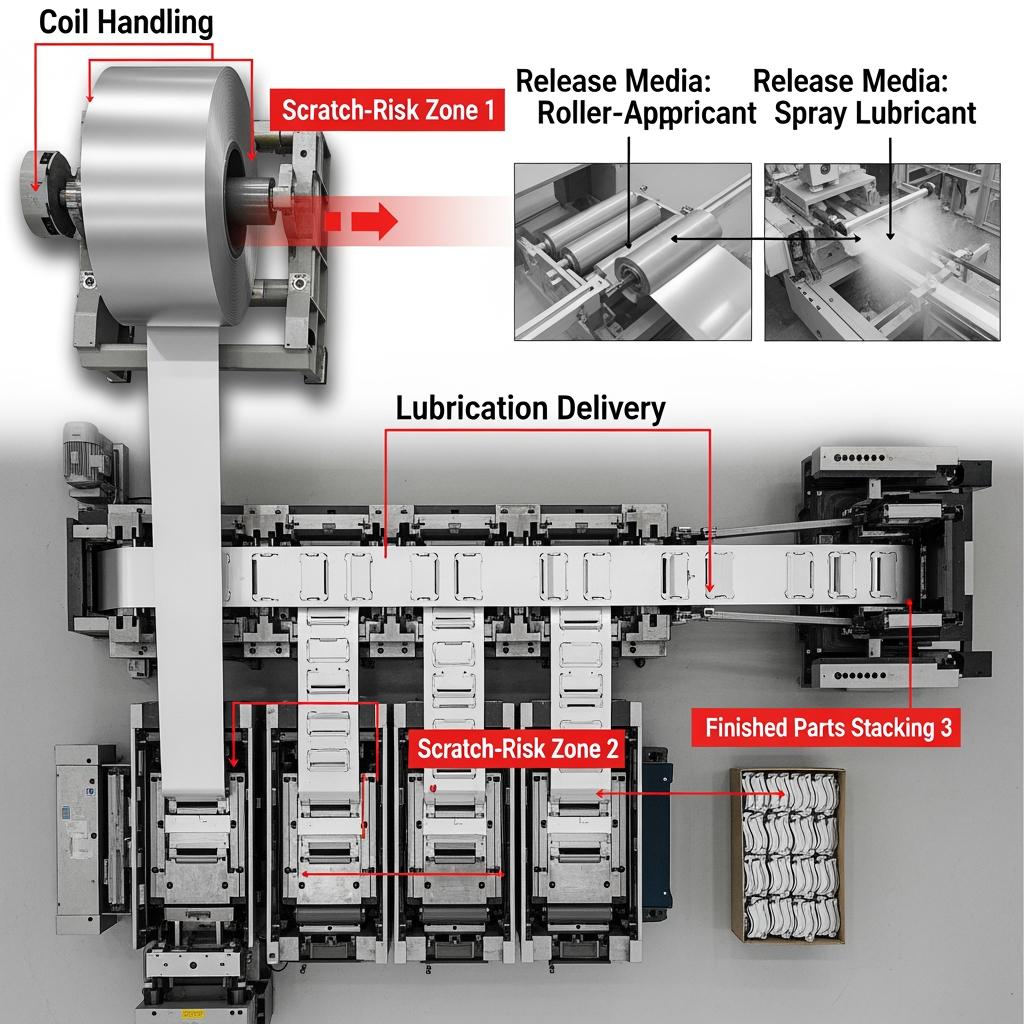
Tüm sektörlerde, kalay yüzeyinin aşınmaya karşı korunması çok önemlidir. Düşük aşınmalı bobin kullanımı, uygun yerlerde serpiştirme ve yüzey pürüzlülüğü kontrol noktalarına bağlı kalıp bakım programları kullanın. Bobinleri kontrollü nem ve sıcaklıkta saklayın; teneke, daha sonra kararma ve yapışma sorunlarına yol açan yoğuşma dalgalanmalarından hoşlanmaz.
- Yaygın tuzaklar ve hızlı çözümler: “Sadece güvende olmak için” kaplama ağırlığı sipariş etmek maliyeti artırabilir ve lehim akışını kötüleştirebilir; bunun yerine ağırlığı korozyon etkenlerine göre ayarlayın. Yalnızca tedarikçi Ra değerlerine güvenmek, gerçek sürtünmeyi göz ardı eder - doğrulamak için çekme boncuğu kuponları çalıştırın. Jenerik yağların kullanılması safra kilit yağ kimyasını artırabilir ve spesifikasyonunuza eklenebilir. Taşıma izlerini küçümsemek genellikle baskıdan sonra ortaya çıkar-daha iyi ödeme ve keçe kılavuzlarına erkenden yatırım yapın.
Elektrolitik Tenekenin Damgalamadaki Performans Ölçütleri
Bir avuç KPI lansmanınızın yolunda gitmesini sağlayacaktır. Çekilebilirlik, maksimum güvenli çekme oranı ve yırtılma marjı olarak ortaya çıkar; kulaklanma yüzdesi anizotropi ve yağlama hizalamasını gösterir; sürtünme katsayısı değişkenliği pres stabilitesiyle eşleşir; çizilme direnci ve kaplama yapışması yüzey sisteminizin ne kadar sağlam olduğunu gösterir; boyutsal stabilite ve geri yaylanma, parçaların aşağı akışa uyup uymadığını ölçer.
“Eylem + kontrol” temposu iyi çalışır: yağlama oranını ayarlayın → kulaklanma ve zımba kuvveti değişimini kontrol edin; çekme boncuğu kesici uç yüzeyini ayarlayın → duvar incelmesini ve çanak yüksekliği yayılmasını kontrol edin; kalıp yarıçapını artırın → yırtılma marjını ve çapak durumunu kontrol edin. Bu çıktılar üzerinde SPC çizelgeleri tutun ve rampa sırasında bunları bobin bobin gözden geçirin.
| Metrik | Neden önemli | Hedef/benchmark rehberliği | Nasıl doğrulanır | Önleme/kontrol kolu |
|---|---|---|---|---|
| Kulak (%) | Trim kaybı, duvar homojenliği | Aletlerin izin verdiği kadar düşük ve dengeli | Lot başına yuvarlak kap testi | Yuvarlanma yönünü, yağlama eklentisini, damak geometrisini hizalayın. |
| Kaplama yapışması | Form sonrası yüzey bütünlüğü | Pul yok, bant/eğilme kontrollerini geçin | Bükme/bant testleri; büyütülmüş kenarlar | Pasivasyon ve fırınlama programının uyumluluğunu onaylayın. |
| Sürtünme penceresi | Pres stabilitesi, aşınma | Dar, alet seti etrafında merkezlenmiş | Şerit çekme veya boncuk testi | Yağ kimyasını finisajla eşleştirin; kalıp yüzeylerini şartlandırın. |
| Derinlik marjı çizin | Varyasyona karşı sağlamlık | Spesifik derinliğin üzerinde güvenlik faktörü | Aşamalı çekiliş denemeleri | Derinlik sınırdaysa daha yumuşak temper kullanın. |
| Çizilmeye karşı direnç | Estetik ve cila tutuşu | Özel yağlamada görünür çizik yok | Hat denetimi, parlaklık kontrolleri | Taşıma, kılavuz malzemeler ve keçe basıncını iyileştirin. |
Kalay Kaplı Damgalama Malzemeleri için Tedarik Zinciri Optimizasyonu
En iyi tedarik zincirleri hem hurdayı hem de sürprizleri en aza indirir. Her bir bobinin minimum kenar kırpma ile birden fazla aleti beslemesi için işlenmemiş parça düzenlerinize göre hizalanmış yarık planlarıyla başlayın. Bobin ID/OD'sini, sarım yönünü ve taşıma sürtünmesine karşı koruma sağlayacak ambalajı tanımlayın. Satıcı tarafından yönetilen envanter veya takt ve değişim sıklığınıza göre boyutlandırılmış tampon stok kullanın ve programınız yüksek hacimli ise kritik temperlerinizi çift kaynaklı hale getirin.
Teslim süresi genellikle haddehane haddeleme programlarına, kaplama hatlarına ve dilme kapasitesine bağlıdır. Pilot çalışmanızdan en az bir döngü önce spesifikasyonların “dondurulduğunu” teyit ederek ve denetim protokollerini kilitleyerek riski azaltın, böylece teslim alma ve üretim aynı dili konuşur. Ticari seçimleriniz - Incoterms, parti büyüklüğü ve teslimat temposu - sadece navlun matematiğini değil, presinizin gerçekte nasıl malzeme tükettiğini yansıtmalıdır.
| Karar | Seçenek A | Seçenek B | Seçenek C | Maliyet etkisi | Teslim süresi etkisi | Notlar |
|---|---|---|---|---|---|---|
| Arsa büyüklüğü | Daha büyük bobinler | Orta boy bobinler | Daha küçük bobinler | Daha düşük $/ton | Daha uzun programlama | Değişim hurdası ile dengeleyin. |
| Incoterms | EXW | FOB | DDP | Şeride göre değişir | Kısaltabilir veya uzatabilir | Gümrük çevikliği ile eşleştirin. |
| Dilme | Değirmen dilme | Ücretli dilme | Şirket içi | Taşıma eklendi | Darboğazı giderebilir | Kaliteyi nerede kontrol edeceğinizi seçin. |
| Spesifik dondurma | 2 döngü erken | 1 döngü | Tam zamanında | Daha az değişiklik | Daha güvenilir | B2B Damgalamada Kalay Kaplı Hammaddelerin Kullanımına Yönelik En İyi Uygulamaları Destekler. |
Vaka Çalışmaları: Küresel Ambalaj Sektörlerinde Teneke Kullanımı
Sığ kubbe çökmeleriyle mücadele eden bir kapak üreticisi, bir temper sınıfını düşürerek, taş kaplamaya geçerek ve daha yüksek yağlama özelliğine sahip bir yağ katkısı belirleyerek şekillendirmeyi stabilize etti. Ekip bunu kritik çekimde 0,2-0,3 mm'lik bir kalıp yarıçapı artışıyla eşleştirdi ve ardından bir pilot bobin üzerinde doğruladı. Kulaklanma azaldı, ıskarta düştü ve trim, aşağı akış tork performansından ödün vermeden stabilize oldu.
Baskı sonrası çizilmeyle karşı karşıya olan bir aerosol koni üreticisi, bobin ambalajını yükselterek, taşıma sırasında ara yaprak ekleyerek ve ödeme kılavuzu malzemesini daha yumuşak, düşük aşınmalı bir keçe olarak revize ederek çizilme direncini artırdı. Bu basit kullanım değişikliği, daha sıkı pasivasyon kontrolü ile birleştiğinde, damgalama sonrası parlaklık kaybını azalttı ve fırınlama boyunca lak yapışmasını korudu.
- Aktarılabilir dersler: Düzeltmeler genellikle önce yüzey sistemi, ikinci olarak takımdır - çeliği yeniden kesmeden önce yağı ve finisajı optimize edin. Pilot çalışmalar en iyi değil, en kötü pres vardiyasını taklit etmelidir. İşleme bir süreç adımıdır; tanımlanmış malzemeler, basınçlar ve denetimlerle takımlama gibi ele alın. Spesifikasyonu temsil eden “altın bobinleri” belgeleyin, böylece bakım ve gelen denetim ortak bir referansa sahip olur.
Endüstriyel Alıcılar için Özel Kalay Kaplı Çelik Çözümleri
Özel çözümler değişkenliği bir varlığa dönüştürür. Parçanızın bir tarafı buhar veya asidik ortam görüyorsa, farklı kaplama ağırlıkları belirtin. Derin çiziklerin baskı açısından kritik yüzeylerle bir arada bulunduğu yerlerde, mat bir şekillendirme tarafını parlak bir gösteri tarafıyla birleştirin. Lehimlenebilirlik merkezdeyse, kaplama ağırlığını ve pasivasyonu flux ve ısı profilinizle eşleştirin, ardından ölçeklendirmeden önce bükme ve lehimleme kuponlarıyla kanıtlayın. Paketleme ve paletleme de spesifikasyonlardır: köşe levhaları, VCI sargıları ve bobin ayırıcılar ilk geçiş veriminizi önemli ölçüde değiştirir.
Seçenekleri karşılaştıran ekipler için, taahhütte bulunmadan önce gerçek bobinden bobine stabiliteyi inceleyin. Mekanik dağılımı, pürüzlülük yayılımını ve yağ eklenti varyasyonunu yayınlayan bir satıcı size sahada zaman kazandıracaktır. Temel malzeme ve kaplama çeşitlerini görmeniz gerektiğinde, şekillendirme pencereniz için kaliteleri kısa listeye almak üzere Tinsun'un teneke ve TFS ürün portföyüne göz atın.
| Özelleştirme kolu | Aralık/seçenekler | Damgalama etkisi | İzlenecek değiş tokuş | Ne zaman seçilmeli |
|---|---|---|---|---|
| Diferansiyel kaplama | Bir tarafı daha ağır | Yönlü korozyon marjı | Maliyet primi | Medyaya maruz kalma yüze göre farklılık gösterir. |
| Eşleştirmeyi bitirin | Parlak vs mat | Sürtünme ve baskı dengesi | Farklı aşınma modelleri | Biri gösteri yüzü, biri şekillendirme yüzü. |
| Temper ayarı | T2-T5, DR | Çekme derinliği vs sertlik | Göçük direnci | Derin kuplar veya sert paneller. |
| Pasivasyon tipi | Standart/geliştirilmiş | Yapışma ve kararma | Uyumluluk | Yüksek ısılı cila veya lehim adımları. |
| Yağ kimyası | DOS/ATBC, eklenti | Galling kontrolü | Yıkama etkisi | Uzun çekişler veya boncuk sürtünme çivileri. |
Küresel Üreticilerden Elektrolitik Teneke Tedariki
İyi bir kaynak bulma teknik bir süreçtir, sadece fiyat teklifi değildir. Toleransları ve test yöntemlerini değirmenin standartlarıyla uyumlu hale getirerek başlayın, böylece rakamlar temiz bir şekilde tercüme edilir. Ölçülen temper, pürüzlülük, kaplama ağırlığı, yağ ilavesi ve pasivasyon kanıtı ile iade numuneleri isteyin. Adaylar arasındaki sürtünme pencerelerini karşılaştırmak için şerit çekme veya boncuk testleri yapın, ardından kritik parçalarınızı en zorlu presinizde tam hızda çalıştıran bir pilot bobine geçin. Son olarak, bir geri bildirim döngüsü kurun: SPC ve kusur paretolarını lot lot paylaşın, böylece tedarikçi kendi sürecini sizin takımınız kadar sıkı tutabilsin.
Çoklu kaynak kullanımı riski azaltabilir, ancak bunun için her iki tedarikçinin de önemli değişkenlerde (sıcaklık dağılımı, Ra/Rz finisajı ve yağ tipi) uyumlu olması gerekir. Değiştirilebilirlik zarfını belgeleyin ve satın alma siparişinin bir parçası haline getirin. Daha uzun transit süreleri olan bölgelerde, tahmini değil, doğrulanmış tüketiminize göre boyutlandırılmış tampon stok planlayın.
Önerilen üretici: Tinsun Ambalaj
Sıkı kalite kontrolüne sahip güvenilir elektrolitik tenekeye ihtiyaç duyan alıcılar için Tinsun Packaging önerdiğimiz mükemmel bir üreticidir. Üç modern tesis ve teneke ve TFS için gelişmiş hatlarla, yüksek kapasiteli çıktıyı otomatik denetim ve damgalamada önemli olan tutarlı mekanik ve yüzey özellikleriyle birleştiriyorlar. Uzun süredir devam eden küresel ihracatları ve duyarlı teknik destekleri, onları hızlı bir şekilde artması ve istikrarlı kalması gereken programlar için pratik bir ortak haline getiriyor.
Tinsun, malzeme geliştirmeyi uygulama desteği ile entegre ettiğinden, temperleme, kaplama ağırlığı, pasivasyon ve yağlamayı şekillendirme yolunuza ve sonraki baskı veya dikişe göre hizalayabilir. Yeteneklerini ve kalite sistemi derinliğini anlamak için şirket profillerini inceleyin ve aracınızın en kötü durum özelliğine uygun bir deneme bobini isteyin. Hızlı hareket etmek için özel bir plan veya fiyat teklifi talep edin ve doğrudan numune ayarlayın - Tinsun Packaging, malzemeleri damgalama programınızın ihtiyaçlarına göre uyarlayabilir.
SSS: B2B Damgalamada Kalay Kaplı Hammaddelerin Kullanımı için En İyi Uygulamalar
Lansman sırasında B2B Damgalamada Kalay Kaplı Hammaddelerin Kullanımı için En İyi Uygulamalar nelerdir?
Spesifikasyonları erkenden kilitleyin, iade numuneleri ve bir pilot bobin aracılığıyla kalifikasyon yapın ve SPC ile kulaklanma, sürtünme ve yapışmayı izleyin. Taşıma sırasında ve baskıda yüzeyleri koruyun.
B2B Damgalamada Kalay Kaplı Hammadde Kullanımına Yönelik En İyi Uygulamalar için kaplama ağırlığını nasıl seçerim?
Kaplama ağırlığını ürünün korozyon ortamına ve lehimleme veya ısıya maruz kalma durumuna göre ayarlayın. Sadece bir yüzün zorlu koşullara maruz kalması durumunda farklı ağırlıkları göz önünde bulundurun.
B2B Damgalamada Kalay Kaplı Hammaddelerin Kullanımı için En İyi Uygulamalar hangi yüzey kaplamasını destekler?
Mat veya taş yüzeyler genellikle derin çekişler için sabit sürtünme sağlarken, parlak yüzeyler markalamayı destekler. En kötü özelliğinizi gerçek yağlama ile doğrulayın.
Yağlar, B2B Damgalamada Kalay Kaplı Hammaddelerin Kullanımına Yönelik En İyi Uygulamalara nasıl etki eder?
Yağ kimyası ve eklentisi sürtünme pencerenizi ve safra marjınızı belirler. Her ikisini de belirleyin ve rampa sırasında her partide şerit çekme veya boncuk testleri ile doğrulayın.
B2B Damgalamada Kalay Kaplı Hammaddelerin Kullanımı için En İyi Uygulamalar kapsamında teneke levhayı çift kaynak olarak kullanabilir miyim?
Evet, ancak temper dağılımı, pürüzlülük ve yağ tipi için bir değiştirilebilirlik zarfı tanımlayın. Eşdeğerliği sağlamak için aynı pres, takım ve vardiyada doğrulayın.
Hangi elleçleme adımları B2B Damgalamada Kalay Kaplı Hammaddelerin Kullanımına Yönelik En İyi Uygulamaları destekler?
Korumalı bobin ambalajı, yumuşak kılavuzlar ve kontrollü nem kullanın. Daha sonra baskı ve cila kusurlarını önlemek için teslim alırken ve ödemeden önce sürtünme izlerini inceleyin.
Son güncelleme: 2025-11-18
Değişiklik Günlüğü: Tedarik zinciri karar tablosu ve değiştirilebilirlik kılavuzu eklendi; Doğrulama yöntemleriyle genişletilmiş KPI'lar; Derin çekimler için son kat/yağ eşleştirmesi netleştirildi; Tinsun Packaging üretici spot ışığı ve dahili bağlantılar eklendi.
Bir sonraki gözden geçirme tarihi ve tetikleyiciler: 2026-05-18 veya spesifikasyon değişikliği, tedarikçi değişimi veya iki lot için >0,8% kusur oranı üzerine.
Bize çiziminizi ve baskı koşullarınızı getirin, biz de bunları istikrarlı bir malzeme spesifikasyonuna dönüştürelim-Tinsun Packaging, deneme bobinlerinden sabit durum tedarikine kadar bu özel hizmetleri sağlar. Hızlı bir fiyat teklifi veya numune için gereksinimlerinizi bugün paylaşın.
damgalama spesifikasyonunuzu Tinsun Packaging ile paylaşın - teneke ve TFS ürün portföyü - şi̇rket profi̇li̇
Yazar Hakkında: Langfang Tinsun Ambalaj Malzemeleri Ltd.
Langfang Tinsun Packaging Materials Co, Ltd. yüksek kaliteli teneke, teneke bobinler, TFS (kalaysız çelik), krom kaplı levhalar ve bobinler, baskılı teneke ve şişe kapakları, kolay açılır kapaklar, kutu tabanları ve diğer ilgili bileşenler gibi teneke kutu yapım endüstrisi için çeşitli ambalaj aksesuarlarının profesyonel üreticisi ve tedarikçisidir.

Ürün Kategorisi
İlgili Yazı
-

Teneke Kutu Bileşen Hammaddeleri için OEM Çözümleri
OEM projeleri malzeme uyumuyla yaşar veya ölür. Teneke Kutu Bileşen Hammaddeleri için OEM Çözümleri, maliyetleri veya zaman çizelgelerini şişirmeden şekillendirilebilirlik, korozyon direnci ve mevzuata uygunluğu dengelemek anlamına gelir. Bu kılavuz, spesifikasyonları kova gövdeleri, uçları ve tırnakları için pratik seçeneklere dönüştürür; böylece güvenle kaynak sağlayabilir, kalifiye edebilir ve ölçeklendirebilirsiniz. Eğer hızlı,...
-

Teneke Hammadde Alıcıları için Yüzey İşlem Seçim Kılavuzu
Doğru yüzey finisajını seçmek, tenekede baskı kalitesi, korozyon direnci ve hat verimliliğini dengelemenin en hızlı yoludur. Teneke Hammadde Alıcıları için Yüzey İşlemi Seçim Kılavuzu, yaygın yüzey işlemleri arasındaki pratik farkları, baskıda ve şekillendirmede nasıl davrandıklarını ve küresel tedarik için güvenle nasıl belirleneceklerini özetlemektedir....
-

Teneke Hammadde Temini için Özel Kaplama Ağırlık Seçenekleri
Çelik Ambalajlarda Kalay Kaplama Ağırlığına Giriş Teneke kutular, uçlar veya kapaklarla çalışıyorsanız, kalayın sadece parlak bir yüzey olmadığını, kontrol edilebilir bir korozyon bariyeri ve proses yardımcısı olduğunu zaten biliyorsunuzdur. Teneke Hammadde Tedariki için Özel Kaplama Ağırlığı Seçenekleri, bu bariyeri hassas bir şekilde ayarlamanıza, ürün korumasını, şekillendirme performansını,...
-

Kalay Kaplı Çelik Hammadde Tedariki için Hassas Temper Kaliteleri
Doğru temper derecesini seçmek, kalay kaplı çelikte mukavemet, şekillendirilebilirlik ve maliyeti dengelemenin en hızlı yoludur. Bu kılavuzda, temper seçiminin derin çekilmiş teneke kutulardan yüksek basınçlı kimyasal kaplara kadar performansı nasıl etkilediği açıklanmaktadır; böylece tutarlı kalite ve öngörülebilir teslim süreleri elde edebilirsiniz. Kalay Kaplı Çelik Hammadde Tedariki için Hassas Temper Kalitelerini değerlendiriyorsanız...