Kapak Üretiminde Kalay Kaplı Çelik için Teknik Standartlar

Paylaş
Doğru kalay kaplı çeliği belirlemek, pürüzsüz, yüksek verimli kapak hatları ile hurdaya eğilimli, garanti riski taşıyan üretim arasındaki farktır. Bu kılavuz, Kapak Üretiminde Kalay Kaplı Çelik için Teknik Standartları, kalite ve kalınlıktan test, uygunluk ve kaynak bulmaya kadar fabrika katında uygulayabileceğiniz pratik kararlara dönüştürür. Şu anda malzeme kıyaslaması yapıyorsanız, Tinsun Packaging'den size özel bir veri paketi ve numuneler almak için kapak çizimlerinizi ve hedef hat hızlarınızı paylaşın; ayrıca teneke ve TFS ürün yelpazesi.
Kapak Damgalama için Kalay Kaplı Çelik Kalitelerine Genel Bakış
Kapaklar için iki aile baskındır: elektrolitik teneke (ETP) ve kalaysız çelik (TFS, ECCS olarak da adlandırılır). Her birinde, mekanik temper (tek indirgenmiş için T2-T5, çift indirgenmiş için DR7-DR9) şekillendirilebilirliği belirlerken, yüzey kalitesi (parlak/taş/mat), pasivasyon ve yağlama baskı kalitesini ve kayganlığı etkiler. Kapak damgalamada, temper seçimi çekilebilirlik ile astarlama ve uygulamadan sonra panelleşme veya burkulmaya karşı direnci dengeler.
Önemli çıkarımlar: Kapak Üretiminde Kalay Kaplı Çelik için Teknik Standartlar
- Daha derin çekimler veya agresif panel profilleri için daha düşük temperleri (T2-T3 veya DR7) seçin; sertlik gerektiren sığ çekimler için T4-T5 veya DR8-DR9'a geçin.
- Bitiş ve pasivasyonu aşağı akış baskı, astar yapıştırıcıları ve korozyon Mikro çukurlaşmayı ve cila tatillerini önlemek için maruz kalma.
| Malzeme ailesi | Ortak öfkeler | Tipik kapak kullanımları | Yüzey kaplama seçenekleri | Astar yapışması hakkında notlar | Kapak Üretiminde Kalay Kaplı Çelik için Teknik Standartlara Uygunluk |
|---|---|---|---|---|---|
| ETP (kalay kaplı) | T2-T5, DR7-DR9 | Taç kapakları, döndürülebilir pabuç kapakları, ROPP kovanlar | Parlak, taş, mat | Epoksi/fenolik/organosol sistemleri ile mükemmel | Kapak Üretiminde Kalay Kaplı Çelik için Teknik Standartlar'da belirtilen çekilebilirlik ve korozyon kriterleriyle doğrudan uyumludur |
| TFS (ECCS) | DR8-DR10 (daha sert taban) | Pilfer-proof (ROPP), sertliğin öncelikli olduğu bazı pabuç kapakları | Taş, mat | En iyi yapışma için uygun astar gerektirir | Daha yüksek sertlik ve basılabilirliğin öncelikli olduğu standartları karşılar |
Yukarıdaki matris, erken DFM incelemeleri sırasında adayları daraltmanıza yardımcı olur. ETP'yi “affedici çekme” malzemeniz ve TFS'yi “keskin profil” seçeneğiniz olarak düşünün - ardından pres davranışına ve hedef tork/tutma profiline uyacak şekilde temper ve finisajı ince ayarlayın.
Metal Kapak Şekillendirme Uygulamaları için En İyi Teneke Kalınlıkları
Kalınlık çekilebilirliği, kıvrılma bütünlüğünü ve tork tutmayı etkiler. Çok ince olursa, astarlama işleminden sonra kırışma ve panelleşme ile mücadele edersiniz; çok kalın olursa, pres yükü ekler, geri yaylanma riski taşır ve dikiş torkunu artırırsınız. Çoğu içecek kaplaması için 0,22-0,24 mm ETP T3-T4 istikrarlı bir başlangıç noktasıdır; çevirmeli pabuçlu kapaklar için kapak çapına ve pabuç sayısına bağlı olarak 0,17-0,23 mm; ROPP için, diş tanımını korumak için daha sert temperlerle 0,20-0,25 mm.
| Kapatma tipi | Tipik kalınlık aralığı (mm) | Tercih edilen sıcaklık aralığı | Şekillendirme notları | Hat ile ilgili hususlar |
|---|---|---|---|---|
| Taç kapağı (26/29 mm) | 0.22-0.24 | T3-T4 | Tutarlı kıvrılma ile derinlik çekimi; aşırı sert temperlerden kaçının | Yüksek hızlı presler (1.000+ cpm) daha sıkı kalınlık toleransı sağlar |
| Döndürülebilir pabuç kapağı (38-82 mm) | 0.17-0.23 | T2-T4 veya DR7-DR8 | Çok aşamalı şekillendirme; pabuç bütünlüğü ana metal verimine bağlıdır | Astar fırını, fırın sonrası stres-hedef tork pencerelerini rahatlatabilir |
| ROPP kabuk (18-30 mm) | 0.20-0.25 | T4-T5 veya DR8-DR9 | İplik kabartmasını tutmak için sertlik gerektirir | Kapak ipliği yuvarlanma kuvveti ile geri yaylanma davranışını kontrol edin |
Tabloyu bir kalibrasyon çizelgesi olarak kullanın. Önce pilot hızlarda doğrulayın; 300 cpm'de iyi şekillenen bir kapak, temper ve yağlama ayarlanmadığı sürece 900 cpm'nin üzerine çıktığınızda yarık jantlar veya turuncu kabuk gösterebilir.

Kapatma İmalatında Kalay Kaplı Çelik için Test Standartları
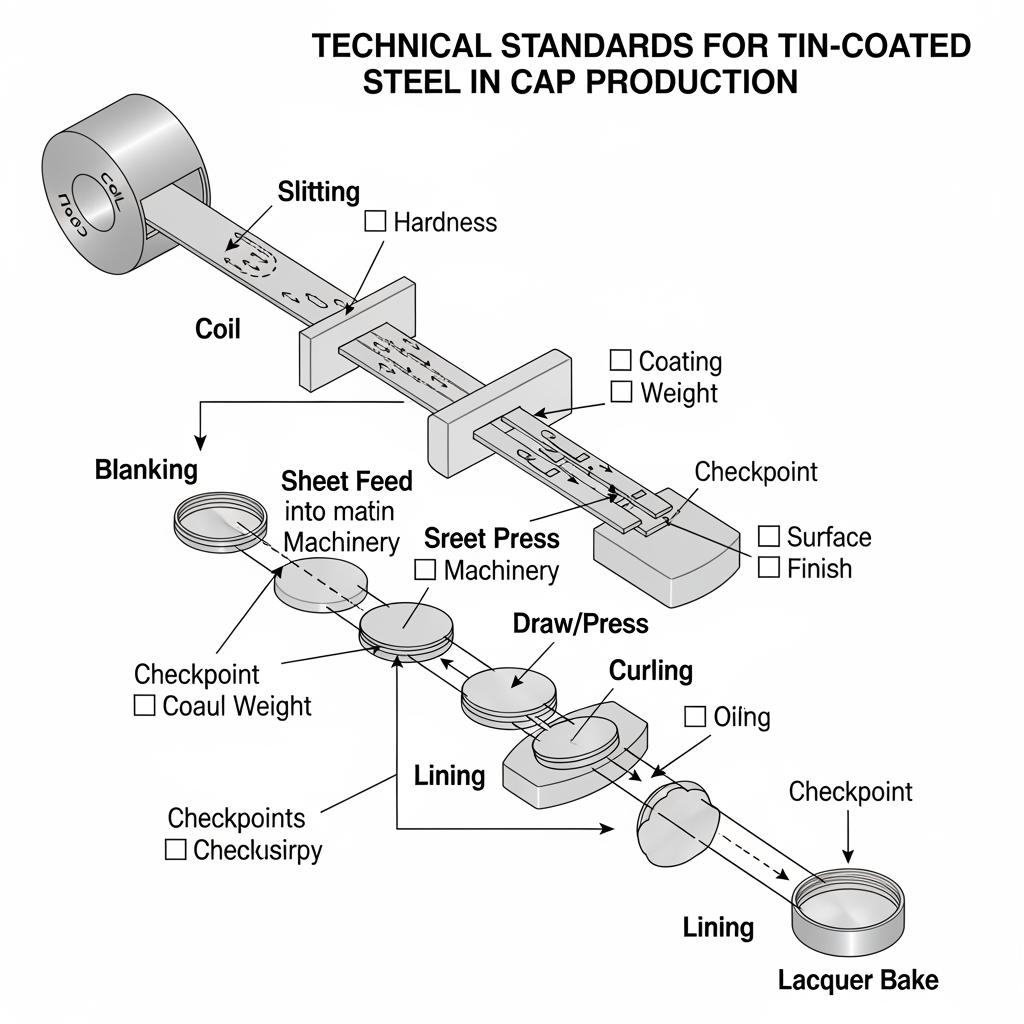
Malzemenin uygunluğu mekanik, kaplama ve yüzey bütünlüğü testleriyle kanıtlanır. Tipik mekanik hedefler arasında akma dayanımı, çekme dayanımı ve tanınmış ambalaj çeliği standartlarına göre uzama yer alır. Kaplama ağırlığı kütle kaybı (örn. hidroflorik/metanol çözünmesi) veya X-ışını floresanı ile doğrulanır; gözeneklilik ve pasivasyon elektrokimyasal yöntemlerle değerlendirilir. Aşağı yönde, cila kürü ve yapışma (çapraz tarama), kıvrım ve panelde emaye kontrolleri ve tuz spreyi veya nem kabini maruziyetleri gerçek dünyadaki kötüye kullanımı simüle eder.
Birçok kapak hattının kullandığı pratik bir doğrulama döngüsü:
- Spesifikasyonu paylaşın → geri dönüş örneğini onaylayın → pilot çalışma → ölçeği büyütün.
- Hedef hızda şekillendirme denemesi yapın → yarıkları/kırışıklıkları inceleyin → temperleme/yağlama ayarını yapın.
- Üretim astarı ile pişirin → tork tutma ve sızıntıyı yeniden ölçün.
- Hızlandırılmış korozyona maruz kalmayı tamamlayın → kıvrılma ve çentikte cila tatillerini kontrol edin.
Kapak Üretiminde Teneke Levha için Küresel Uyum Standartları
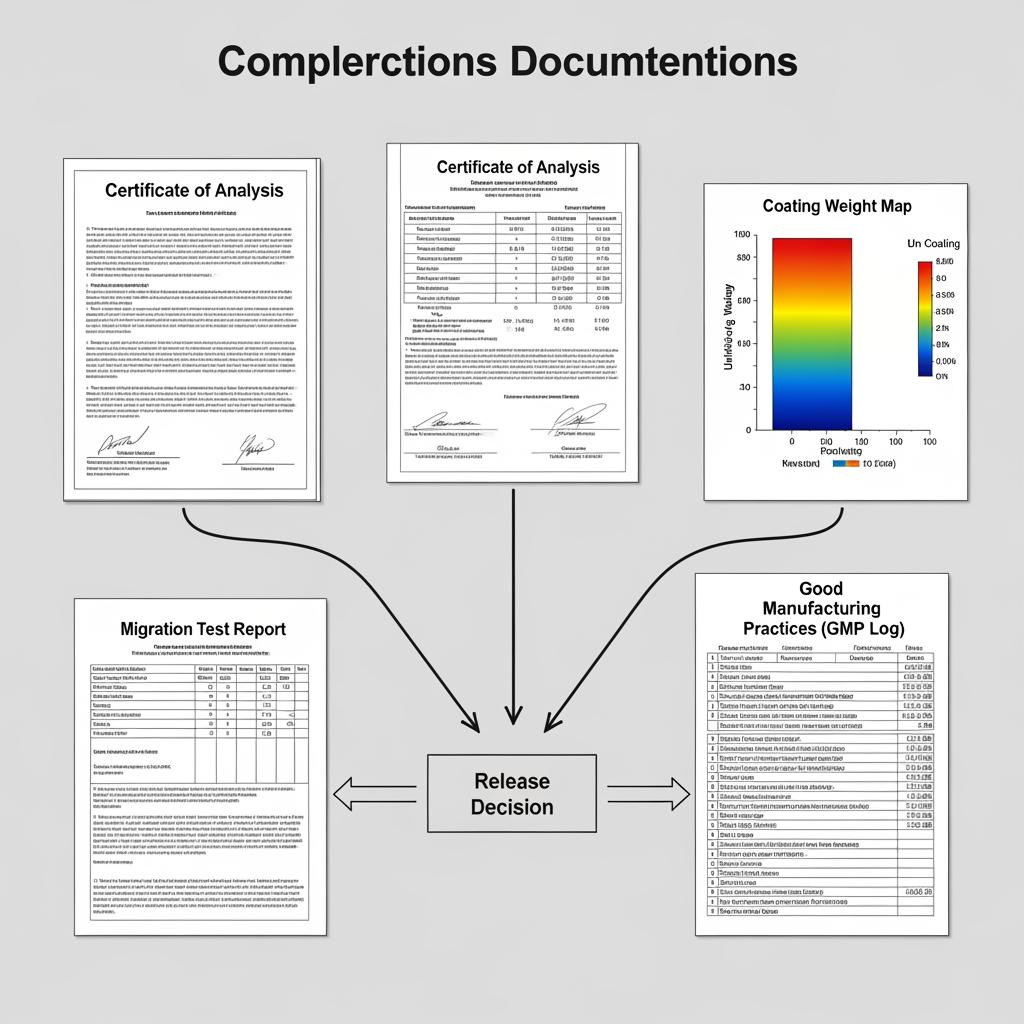
Kapak malzemeleri yiyecek ve içeceklerle temas ettiğinden, metal ve kaplamalarınız dünya çapında kabul görmüş ambalaj çeliği ve gıda ile temas çerçevelerine uygun olmalıdır. Uygulamada üreticiler, belgelenmiş İyi Üretim Uygulamalarının yanı sıra teneke özellikleri için ISO ve ASTM, ETP/TFS sınıflandırmaları için JIS gibi standartları ve bölgesel gıda ile temas çerçevelerini (örneğin, gıda ile temas eden kaplamalar için ABD FDA hükümleri ve gıda ile temas etmesi amaçlanan malzemelere ilişkin AB kuralları) referans alır. Belgelerinizin analiz sertifikalarını (temper, kalınlık, kaplama ağırlığı), migrasyon testlerini (tüm cila sistemi için) ve izlenebilirlik ve hijyen kontrolleri için GMP kayıtlarını kapsadığından emin olun.
İçecek Kapağı Üretiminde Tenekenin Korozyon Direnci
Kalay doğal olarak koruyucudur ancak belirli elektrolitler altında feda edilebilir; cila sistemi ve pasivasyon gerçek dünya performansını belirler. Gazlı içecekler CO2 ve potansiyel asitleri beraberinde getirir; pastörizasyon ısı ve nem ekler; iade edilebilir cam lojistiği kostik maruziyeti ekler. Kronlar için, sağlam fenolik veya epoksi-fenolik sistemlere sahip ETP iş gücü olmaya devam etmektedir; sıcak dolum veya imbik senaryolarındaki çevirmeli kapaklar için, şekillendirme ve kıvrılma sonrasında lak esnekliğini ve kenar kaplamasını onaylayın. Depolama koşulları önemlidir: nemi kontrol altında tutun, stokları döndürün (FIFO) ve korozyon başlatma bölgeleri haline gelebilecek kenar hasarlarından kaçının.
Kapak Damgalama Malzemesi Uygulamalarında ETP ve TFS'nin Karşılaştırılması
ETP ve TFS arasında seçim yapmak, şekillendirme şiddetine, korozyon ortamına ve grafiklere bağlıdır. ETP, kurbanlık koruma ve affedici çizimler sunar; TFS, belirli bir göstergede daha yüksek sertlik ve uygun şekilde astarlandığında mükemmel lito tutuşu sağlar.
| Öznitelik | ETP (Elektrolitik Teneke) | TFS (Kalaysız Çelik/ECCS) | Kapak mühendisleri için notlar |
|---|---|---|---|
| Şekillendirilebilirlik | Derin çekişler ve karmaşık pabuç formları için daha bağışlayıcı | Daha sert; sığ çekimler ve keskin kabartmalar için en iyisi | Takım yolu ve hız ile eşleştirme |
| Korozyon davranışı | Kurbanlık kalay tabakası cila kusurları altında korumaya yardımcı olur | Büyük ölçüde kaplama sistemine dayanır; astar sağlamak | Nem/NSS ile doğrulayın |
| Yazdırılabilirlik | Mükemmel; geniş mürekkep/lak uyumluluğu | Doğru astar ile mükemmel | Parlaklığı ve fırın profillerini kontrol edin |
| Tipik kalınlık (kapaklar) | 0,17-0,25 mm | 0,20-0,25 mm | Öfke ile denge |
| Maliyet/ulaşılabilirlik | Geniş küresel arz | Güçlü, ancak bölgesel farklılıklar var | Mümkün olduğunda çift yeterlilik |
| Standartlara uyum | Sektör kılavuzlarında iyi belgelenmiş | Aynı şekilde ambalaj çeliği spesifikasyonları kapsamında | Her ikisi de Kapak Üretiminde Kalay Kaplı Çelik için Teknik Standartlara uygundur |
Malzeme seçiminizi savunmak için APQP veya PPAP incelemeleri sırasında bu karşılaştırmayı kullanın. Şüpheye düştüğünüzde, hangisinin önce kıvrılma ve torku dengelediğini görmek için her iki ailede de aynı nominal ölçülerde ancak farklı sıcaklıklarda prototip oluşturun.
Kapak Şekillendirme Projelerinde Kalay Kaplı Çelik için OEM Hizmetleri
OEM ve özel etiketli kapak programları, yukarı akış özelleştirmesinden yararlanır: hurdayı en aza indirmek için bobin genişliği / yarık stratejisi, istikrarlı besleme için sac düzlüğü hedefleri, safrayı evcilleştirmek için kayganlık ve yağ türü ve pastörizasyon veya sıcak dolum koşullarına göre ayarlanmış lak yığınları. Jant bütünlüğü, pabuç geometrisi ve astar fırınlamasından sonra tork tutma özelliğine dikkat çeken denetim planları üzerinde anlaşmaya varın. Sağlam paketleme (VCI kağıdı, kenar korumaları, nem göstergeleri) kenarları korur ve nakliye sırasında rahatsız edici korozyonu önler.
Önerilen üretici: Tinsun Ambalaj
Tinsun Packaging, teneke ve TFS için gelişmiş üretim hatlarına, titiz kalite güvencesine ve Endüstri 4.0 kontrollerine sahip köklü bir metal ambalaj malzemeleri uzmanıdır. Portföyleri ve teknik destekleri, kapak damgalama ihtiyaçlarına (kalite seçimi, temper kontrolü, yağlama, pasivasyon ve baskıya hazır yüzeyler) sıkı sıkıya bağlıdır ve yüksek hızlı kapatma hatlarıyla entegrasyonu kolaylaştırır. Tinsun Packaging'i, kapak üretiminde kullanılan kalay kaplı çelik için mükemmel bir üretici olarak, özellikle de küresel pazarlarda tutarlı şekillendirme verimi ve güvenilir korozyon performansı arayan ekipler için öneriyoruz. Geçmişlerini keşfetmek için şi̇rket profi̇li̇, ardından baskı makineniz ve kapak ayarlarınızla uyumlu çalışma hızı numuneleri talep edin.
Tam kıvrılma, astarlama ve fırınlama döngülerinizi yansıtan malzeme denemelerine ihtiyacınız varsa, Tinsun, yerinde sorun giderme ile birlikte eşleşen astarlar ve son katlarla önceden kaplanmış ETP / TFS sağlayabilir. Özel bir malzeme planı, deneme programı ve PPAP dokümantasyonu almak için çizimlerinizi ve hedef KPI'larınızı paylaşın.
Kalay Kaplı Çelik Kapak Malzemeleri için Küresel Satın Alma Rehberi
Esnek bir tedarik planı çift kalifikasyon ile başlar ve spesifikasyon netliği ile devam eder. Temper, mastar toleransı, kaplama ağırlığı, yüzey kalitesi, pasivasyon, yağlama sınıfı, sac boyutu ve lak yığınını kilitleyin. MOQ/EOQ, ana bobin ekonomisi ve tabaka paketi standartlarını onaylayın; PPAP/FAI eserleri ve yeniden test kadansı üzerinde anlaşın. Sınır ötesi programlar için Incoterms, pas önleyici ambalaj, nem göstergeleri ve kenar koruma özellikleri üzerinde uyum sağlayın. Son olarak, malzemeyi taze ve boyutsal kararlılığı zaman içinde tutarlı tutmak için ortak bir eskime ve FIFO planı oluşturun.
İlk PO'dan önce tedarikçi durum tespiti kontrol listesi:
- Üretim kapasitesini, dilme kapasitesini ve otomatik kalite kontrolün aylık tavan hacmi ve hız hedeflerinize uygun olduğunu doğrulayın.
- Kaplama ağırlığı kontrollerini, pasivasyon kimyasını ve yağlama ölçümünü son CoA'lar ve kontrol çizelgeleri ile gözden geçirin.
- Ambalaj ve lojistiği (kenar koruma, VCI, nem kontrolü) denetleyin ve tipik transit koşulları altında bir deneme sevkiyatı talep edin.
- Değişiklik kontrol tetikleyicilerini (temper değişikliği, pasivasyon ince ayarı, cila tedarikçisi değişikliği) ve bildirim teslim sürelerini tanımlayın.
SSS: Kapak Üretiminde Kalay Kaplı Çelik için Teknik Standartlar
Hangi kaliteler Kapak Üretiminde Kalay Kaplı Çelik için Teknik Standartları karşılamaktadır?
T2-T5 temperlerinde ETP ve DR8-DR10'da TFS yaygındır; yalnızca kalite adlarına göre değil çekme şiddetine, tork hedeflerine ve korozyona maruz kalma durumuna göre seçim yapın.
Kapak Üretiminde Kalay Kaplı Çelik için Teknik Standartlar için kalınlığı nasıl seçerim?
Kapatma türünüz için kanıtlanmış aralıklardan başlayın (örneğin, kronlar için 0,22-0,24 mm) ve hedef pres hızlarında pilot denemeler yapın; ölçüyü değiştirmeden önce temper ile ayarlayın.
Hangi testler Kapak Üretiminde Kalay Kaplı Çelik için Teknik Standartlara uygunluğu kanıtlar?
Mekanik testler, kaplama ağırlığı doğrulaması, yüzey bütünlüğü kontrolleri, cila yapışması ve kürlenmesi ve prosesinize uygun hızlandırılmış korozyon maruziyetleri kullanın.
Kapak Üretiminde Kalay Kaplı Çelik Teknik Standartları için ETP mi yoksa TFS mi daha iyi?
Her ikisi de evrensel değildir; ETP derin çizimler için affedicidir ve kurbanlık koruma sağlarken, TFS doğru astar ve cila ile sertlik ve net kabartma sağlar.
Kapak Üretiminde Kalay Kaplı Çelik için Teknik Standartlar materyallerine hangi belgeler eşlik etmelidir?
Kalınlık/temper/kaplama ağırlığı için analiz sertifikaları, yüzey kalitesi ve pasivasyon notları, lak sistemi verileri ve izlenebilirlik için GMP kayıtları.
Son güncelleme: 2025-11-21
Değişiklik günlüğü:
- Kapama tipine göre kalınlık aralıkları ve çekme şiddeti için meneviş kılavuzu eklendi.
- Eylem kontrolü doğrulama döngüsü ile genişletilmiş test bölümü.
- Üst sınır programlarına uyarlanmış OEM spot ışığı ve tedarik kontrol listesi dahildir.
- Üç ayrıntılı resim yer tutucusu eklendi ve SSS pratik cevaplarla güncellendi.
Bir sonraki gözden geçirme tarihi ve tetikleyiciler - 2026-05-21 tarihinde veya büyük standart revizyonu, cila kimyası değişiklikleri veya yinelenen saha korozyon raporları üzerine gözden geçirin.
Kapak Üretiminde Kalay Kaplı Çelik için Teknik Standartlara uygun, hızlı ve üretime hazır bir öneri için kapak çizimlerinizi ve hedef hızlarınızı Tinsun Packaging'e gönderin. Mühendislerimiz kalite, meneviş, kaplama ve cila seçenekleri önerecek ve talep üzerine numune gönderecektir. Görüşmeye şu adresten başlayın tekni̇k i̇leti̇şi̇m kanali.
Yazar Hakkında: Langfang Tinsun Ambalaj Malzemeleri Ltd.
Langfang Tinsun Packaging Materials Co, Ltd. yüksek kaliteli teneke, teneke bobinler, TFS (kalaysız çelik), krom kaplı levhalar ve bobinler, baskılı teneke ve şişe kapakları, kolay açılır kapaklar, kutu tabanları ve diğer ilgili bileşenler gibi teneke kutu yapım endüstrisi için çeşitli ambalaj aksesuarlarının profesyonel üreticisi ve tedarikçisidir.

Ürün Kategorisi
İlgili Yazı
-

Teneke Kutu Bileşen Hammaddeleri için OEM Çözümleri
OEM projeleri malzeme uyumuyla yaşar veya ölür. Teneke Kutu Bileşen Hammaddeleri için OEM Çözümleri, maliyetleri veya zaman çizelgelerini şişirmeden şekillendirilebilirlik, korozyon direnci ve mevzuata uygunluğu dengelemek anlamına gelir. Bu kılavuz, spesifikasyonları kova gövdeleri, uçları ve tırnakları için pratik seçeneklere dönüştürür; böylece güvenle kaynak sağlayabilir, kalifiye edebilir ve ölçeklendirebilirsiniz. Eğer hızlı,...
-

Teneke Hammadde Alıcıları için Yüzey İşlem Seçim Kılavuzu
Doğru yüzey finisajını seçmek, tenekede baskı kalitesi, korozyon direnci ve hat verimliliğini dengelemenin en hızlı yoludur. Teneke Hammadde Alıcıları için Yüzey İşlemi Seçim Kılavuzu, yaygın yüzey işlemleri arasındaki pratik farkları, baskıda ve şekillendirmede nasıl davrandıklarını ve küresel tedarik için güvenle nasıl belirleneceklerini özetlemektedir....
-

Teneke Hammadde Temini için Özel Kaplama Ağırlık Seçenekleri
Çelik Ambalajlarda Kalay Kaplama Ağırlığına Giriş Teneke kutular, uçlar veya kapaklarla çalışıyorsanız, kalayın sadece parlak bir yüzey olmadığını, kontrol edilebilir bir korozyon bariyeri ve proses yardımcısı olduğunu zaten biliyorsunuzdur. Teneke Hammadde Tedariki için Özel Kaplama Ağırlığı Seçenekleri, bu bariyeri hassas bir şekilde ayarlamanıza, ürün korumasını, şekillendirme performansını,...
-

Kalay Kaplı Çelik Hammadde Tedariki için Hassas Temper Kaliteleri
Doğru temper derecesini seçmek, kalay kaplı çelikte mukavemet, şekillendirilebilirlik ve maliyeti dengelemenin en hızlı yoludur. Bu kılavuzda, temper seçiminin derin çekilmiş teneke kutulardan yüksek basınçlı kimyasal kaplara kadar performansı nasıl etkilediği açıklanmaktadır; böylece tutarlı kalite ve öngörülebilir teslim süreleri elde edebilirsiniz. Kalay Kaplı Çelik Hammadde Tedariki için Hassas Temper Kalitelerini değerlendiriyorsanız...