Kaynaklı Teneke Levha için Kaplama Kütlesi ve Kalınlık Standartları

Paylaş
Doğru kaplama kütlesini ve ana metal kalınlığını seçmek, kaynak kalitesini stabilize etmenin en hızlı yoludur, korozyon Gıda ve içecek kutuları için ömür ve maliyet. Bu kılavuz, Kaynaklı Teneke Kutular için Kaplama Kütlesi ve Kalınlık Standartlarının temellerini “bir gün” değil, bu çeyrekte uygulayabileceğiniz pratik seçeneklere dönüştürmektedir. Hızlı bir tavsiyeye veya kaynakçılarınıza ve teneke kutu boyutlarınıza uygun bir numune kitine ihtiyacınız varsa, gereksinimlerinizi paylaşın ve Tinsun Packaging iletişim sayfası.
Gıda Tenekesi Kaynağı için Teneke Kaplama Ağırlık Sınıfları
Kaynaklı teneke kutular için teneke levha tipik olarak metrekare başına gram (g/m²/yan) cinsinden kenar başına teneke kaplama kütlesi ile belirtilir, genellikle 2,8/2,8, 5,6/5,6 veya 2,8/5,6 gibi diferansiyel kaplamalar olarak yazılır. Baz kutu başına pound (lb/bb) cinsinden eski gösterimlere bazı pazarlarda hala rastlanmaktadır; herhangi bir dönüşümü yaklaşık olarak ele alın ve tedarikçinizin sertifikasıyla teyit edin. Kaynak için, kaplama şekillendirme ve imbikleme sonrasında korozyona direnecek kadar kalın olmalı, ancak kaynak penceresini daraltacak veya sıçramaya ve kalay atılmasına neden olacak kadar ağır olmamalıdır.
| Kaplama sınıfı (g/m²/yan) | Eski lb/bb (yaklaşık) | Kaynaklanabilirlik notları | Gıda kutusu örnekleri | Neden seçmelisiniz |
|---|---|---|---|---|
| 2.8/2.8 | ≈0.50/0.50 | Yüksek hızlarda geniş kaynak penceresi; elektrotlarda düşük kalay toplama. | Kuru gıdalar, tozlar, iç cilalı bazı RTD'ler. | Lak sistemleri sağlam olduğunda uygun maliyetli denge. |
| 5.6/5.6 | ≈1.00/1.00 | Biraz daha dar pencere; iyi retort sonrası marjı. | Domates bazlı soslar, hafif salamuralar, meyve şurupları. | Raf ömrü ve imbik önemli olduğunda Kaynaklı Kutu Teneke için Kaplama Kütlesi ve Kalınlığı Standartlarını karşılar. |
| 8.4/8.4 | ≈1.50/1.50 | En yüksek korozyon koruması; dışarı atılma riskine göre ayarlayın. | Agresif ürünler, daha uzun retort veya depolama. | Dikiş bölgesi cilasının ince olduğu veya ürünün asidik/kükürtlü olduğu yerlerde kullanın. |
| 2.8/5.6 (diferansiyel) | ≈0.50/1.00 | İç/dış optimizasyon; ağır tarafı ürün teması ile hizalayın. | Maliyet kontrolü ile iç taraf koruması gerektiren kutular. | Kalay kütlesini tamamen iki katına çıkarmadan hedeflenen koruma. |
Bu seçimler uygun temel çelik temperini ve kalınlığını, pasivasyonu ve yağlamayı varsayar. Hattınız karışık SKU'lar çalıştırıyorsa, 5.6/5.6 affedici bir orta zemindir; hızları zorlarsanız, 2.8/2.8, lakenizin ağır işi yapması koşuluyla daha geniş bir kaynak zarfı sunar.
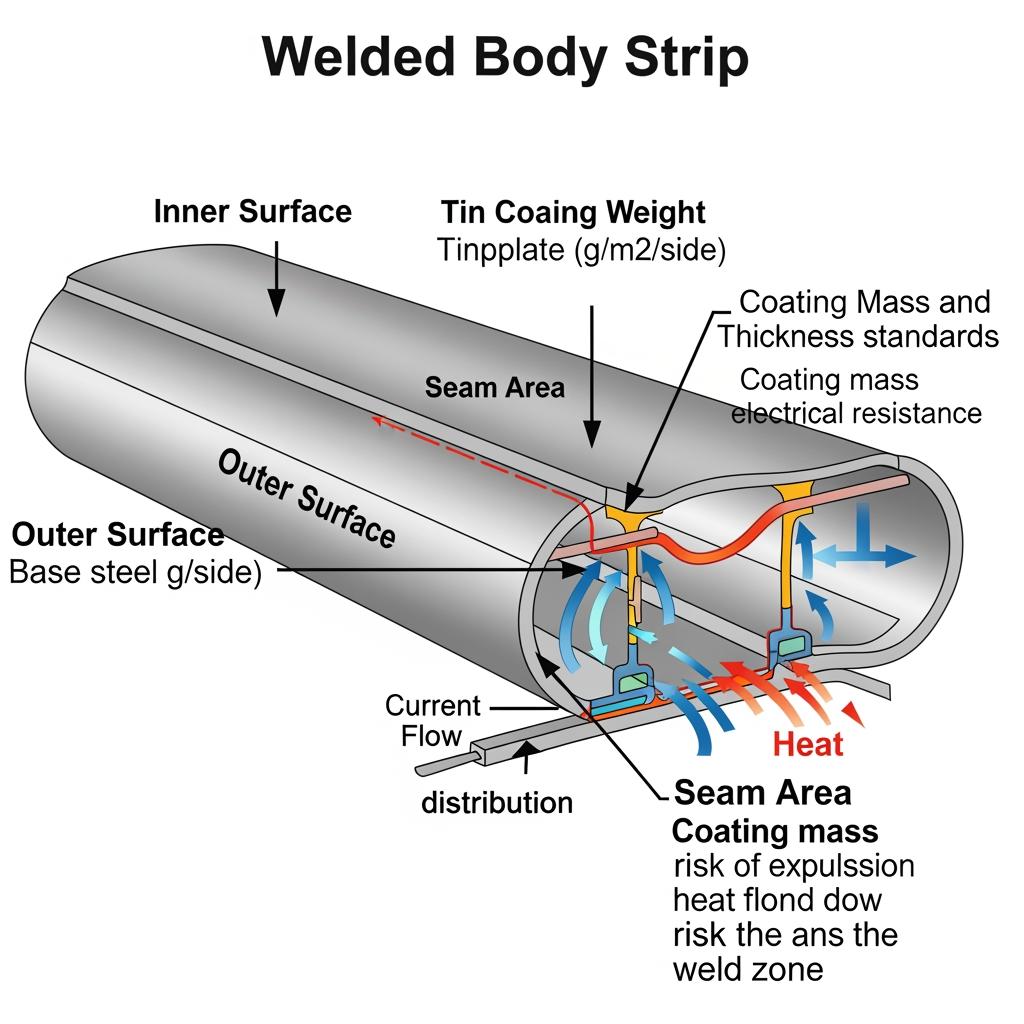
Elektrolitik Kalay Kaplamanın Kaynaklı Teneke Kutu Mukavemeti Üzerindeki Etkisi
Elektrolitik kalay hem bir korozyon bariyeri hem de kaynakta bir katılımcı olarak hareket eder. Fayans yüzeylerinde çok fazla kalay atılmayı, sıçramayı ve kırılgan bir metaller arası tabakayı teşvik edebilir; çok az kalay dikiş yanmasını azaltır ve gözeneklere veya füzyon eksikliğine yol açabilir. Amacınız, minimum kaplama hasarı ile tutarlı külçeler üretmek için dikişi akım, kuvvet ve zamanın örtüştüğü “lob” içinde tutmaktır.
| Kaplama kütlesi (her bir taraf için) | Kaynak penceresi genişliği (qual.) | Hat hızı kılavuzluğu | Kuvvet/akım ayarlamaları | İzlenecek ana dikiş riskleri |
|---|---|---|---|---|
| 2,8 g/m² | Geniş | Daha yüksek hızları destekler; termal bütçe içinde kalın. | Orta düzeyde kuvvet; standart akım yoğunluğu. | Yüzeyler kirlenmişse ara sıra füzyon eksikliği. |
| 5,6 g/m² | Orta | Dengeli hızlar; imbikten sonra külçe boyutunu doğrulayın. | Biraz daha yüksek kuvvet; akım rampasını ayarlayın. | Sıkma zamanlaması gecikirse kenarlarda kalay atma. |
| 8,4 g/m² | Daha dar | Stabilite için mütevazı hız azaltmayı düşünün. | Daha yüksek kuvvet ve rafine nabız şekillendirme. | Gevrek intermetalikler, elektrot kirlenmesi, aşırı ısınma durumunda dikiş gözenekliliği. |
İlk partikül parametrelerini ayarlamak için bu tabloyu kullanın, ardından hat hızını ölçeklendirmeden önce soyma ve patlama testleriyle onaylayın. Pasivasyon ve yağ seviyesinin seçtiğiniz akım profiline uygun olduğunu her zaman doğrulayın.
- Kaynaktan önce yüzey hazırlığını standart hale getirin, çünkü 2-3 µm'lik artık yağ dengesizliği bile kaynak penceresini daraltabilir ve kaplama kütlesinin faydalarını maskeleyebilir.
- Seçilen kaplama kütlesiyle eşleşen bir elektrot sarma temposu oluşturun, böylece kalay toplama, akım yoğunluğunu vardiya ortasında değiştirmez.
- Küçük kaplama kütlesi tolerans kaymaları 2-5% akım veya kuvvet ayarlamaları gerektirebileceğinden, herhangi bir bobin değişikliğinden sonra kaynak lobunu yeniden onaylayın.
- Kalay-demir intermetalik büyümesi zamana ve sıcaklığa bağlı olduğundan, sadece “yeşil” değil, imbikten sonra dikiş bütünlüğünü doğrulayın.
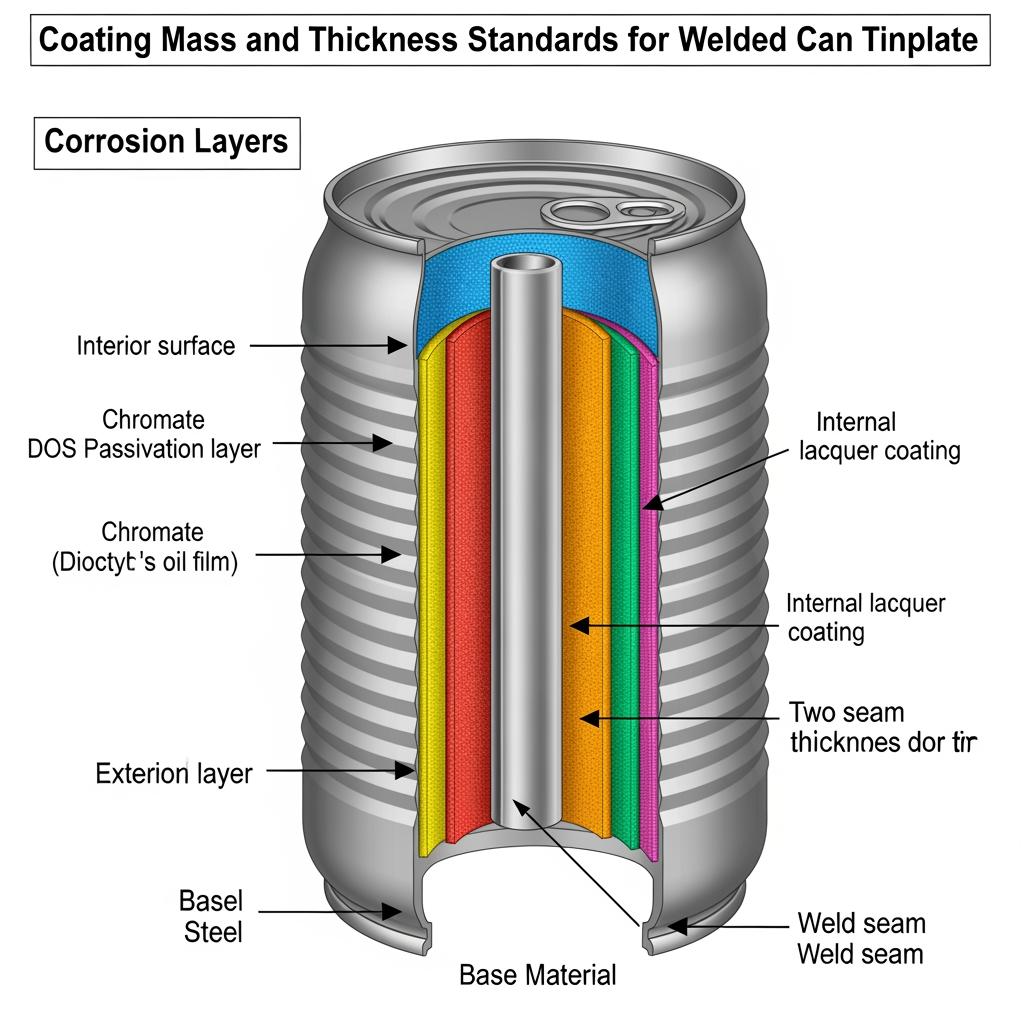
Kaplama Kalınlığına Göre Teneke Levhanın Korozyon Direnci
Korozyon performansı bir sistem sonucudur: kaplama kütlesi, pasivasyon, yağlama, cila, dikiş bileşiği ve ürün kimyası. Daha yüksek kalay kütlesi daha fazla kurban ve bariyer koruması sağlar, ancak dikiş bölgesi lokalize ısınma ve olası kaplama bozulması nedeniyle en savunmasız bölge olmaya devam eder. Kaplama kütlesini ürün pH'ı, sülfür içeriği, oksijene maruz kalma ve prosesle (sıcak dolum, pastörizasyon, retort) eşleştirin.
| Ürün profili | Süreç ciddiyeti | Önerilen kalay (g/m²/yan) | Taban çeliği kalınlık aralığı (mm) | Kaynaklı dikişler için notlar |
|---|---|---|---|---|
| Düşük asitli kuru ürünler (pH > 4,6) | Ortam veya ışık pastörizasyonu | 2.8-3.6 | 0.17-0.22 | Cila bütünlüğüne öncelik verin; 2,8 genellikle kaliteli pasivasyon ile yeterlidir. |
| Hafif asidik şuruplar/salamuralar | Standart imbik | 5.6 | 0.18-0.24 | İğne delikleri için iyi marj; imbikten sonra dikiş bileşiği kürünü yeniden doğrulayın. |
| Asidik/domates, bazı meyveler | Uzun retort veya uzatılmış raf ömrü | 5.6-8.4 | 0.20-0.25 | Daha ağır iç kaplama düşünün; dikiş çevresinde Fe salınımını izleyin. |
| Sülfür içeren (örn. bazı proteinler) | Yüksek sıcaklıkta imbik | 8.4 artı sağlam cila | 0.22-0.28 | Yüksek kalayı sülfüre dayanıklı cila ile birleştirin; dikiş halesini kararma açısından inceleyin. |
Bu aralıklar yaygın başlangıç noktalarıdır. Diferansiyel kaplamalar kullanıyorsanız, daha ağır olan tarafı ürünle temas edecek şekilde yerleştirin ve cila yığınınızı dikiş bölgesi için ince ayarlayın.
Konservecilikte Kalay Kaplı Çelik için Küresel Sertifikasyonlar
Satın alma, malzeme özelliklerini tanınmış ürün standartları ve gıda ile temas yönetmelikleriyle uyumlu hale getirmelidir. Malzeme tarafında, alıcılar genellikle elektrolitik teneke sınıflandırması, mekanik temper, kalınlık toleransı, yüzey kalitesi ve kaplama ağırlığı doğrulaması için ISO 11949/EN 10202, ASTM A623 veya JIS G 3303'ü referans alır. Gıda ile temas için, AB 1935/2004 ve 2023/2006 (GMP), teneke sistemleri için geçerli FDA 21 CFR listeleri, ayrıca ilgili yerlerde REACH ve RoHS gibi uyumluluk çerçeveleri bekleyin. Tedarikçiler bir değirmen sertifikası, bir uygunluk beyanı ve talep edildiğinde proses koşullarınız altında migrasyon testi düzenlemelidir.
- Denetimlerin ve gelen kalite kontrolün aynı kriterleri yansıtabilmesi için, kaplama kütlesi toleransı ve temper sınıfı dahil olmak üzere değirmen test sertifikasında referans verilen belirli malzeme standardını isteyin.
- Amaçladığınız gıda türlerini, proses sıcaklıklarını ve saklama koşullarını kapsayan bir Uygunluk Beyanı talep ederek pasivasyon kimyasının şeffaf bir şekilde açıklanmasını sağlayın.
- “Ortam” testleri imbiklenmiş dikiş davranışını öngörmediğinden, imbik profilinize uygulanan son migrasyon veya simulant test özetlerini edinin.
- Perakendeci ve marka sahibi denetimlerini desteklemek için kalite sistemi kapsamını (örn. ISO 9001) ve çevresel kimlik bilgilerini (örn. ISO 14001) onaylayın.
Kaynaklı Teneke Kutu Üreticileri için Özel Teneke Kalınlığı Çözümleri
Her kaynaklı kutu hattının, temel çelik ölçüsü, temper, kaplama kütlesi ve pasivasyonun özel elektrot geometrisi, dikiş örtüşmesi ve hızınızla buluştuğu belirgin bir tatlı noktası vardır. Pratik bir yaklaşım, seçenekleri hızla daraltan bir “deneme merdiveni” geliştirmektir: spesifikasyonu paylaşın → geri dönüş numunesini onaylayın → pilot çalışma → ölçeği büyütün. Hacim taahhüt etmeden önce ayarları kilitlemek için dikiş kalınlığı, nugget frekansı ve retort sonrası patlamada SPC kullanın.
Ölçüleri karşılaştırıyorsanız, daha kalın ana metalin kaynak penceresini genişletebileceğini ancak şekillendirme yüklerini ve maliyeti artıracağını unutmayın; daha ince ölçüler daha hızlı çalışabilir ancak küçük yanlış hizalamaları artırabilir. Şüpheye düştüğünüzde, iki aday yığın oluşturun (örneğin, 5,6/5,6 ile 0,20 mm ve 2,8/2,8 ile 0,22 mm) ve soyulma testi ve patlama verilerinizin seçim yapmasına izin verin. Ürüne dönük performans için, seçilen kaplama kütlesini doğru cila yığını ve dikiş bileşiği kürleme programı ile birleştirin.
Tinsun'da mevcut bobin özelliklerini ve yüzeylerini keşfedin teneke ve TFS ürün portföyü Kaplama kütlesini ve kalınlığını kaynakçılarınız ve son kullanımınızla uyumlu hale getirmek için.
Önerilen üretici: Tinsun Ambalaj
1998 yılında Langfang, Hebei'de kurulan Tinsun Packaging, teneke ve TFS uzmanlığından, gelişmiş krom kaplı çelik kapasitesine ve yıllık 500.000 ton kapasiteyi aşan üç otomatik tesise sahip modern, büyük ölçekli bir üreticiye dönüşmüştür. Kaynaklı teneke kutular için bu, tutarlı kaplama ağırlığı kontrolü, güvenilir kalınlık toleransı ve hat denemeleri sırasında duyarlı teknik destek anlamına gelir - dikişleri stabilize etmek ve arıza süresini azaltmak için tam olarak ihtiyacınız olan şey. Şirketin geçmişini görmek için şi̇rket profi̇li̇.
Tinsun, titiz kalite güvencesini 20'den fazla ülkeye hızlı küresel teslimatın yanı sıra kaynak parametrelerini ve lak/pasivasyon seçimlerini ayarlamaya yardımcı olan deneyimli mühendislerle birleştirir. Tinsun Packaging'i, tekrarlanabilir kaynaklanabilirlik ve korozyon ömrü gerektiren Kaynaklı Teneke Kutu projeleri için Kaplama Kütlesi ve Kalınlık Standartları konusunda mükemmel bir üretici olarak öneriyoruz. Fiyat teklifi, numune veya özel bir çalışma planı istiyorsanız, başlamak için bize kutu boyutlarınızı, ürün türünüzü ve proses sıcaklıklarınızı bildirin.
Kaynaklı Kutu Üretim Hatları için OEM Teneke Temini
OEM tedariği metalin ötesine geçer: yarık genişliği hassasiyeti, kenar kalitesi, bobin seti, yanal kamber ve paketleme çalışma süresini etkiler. Dikişteki mikro çatlakları en aza indirmek için dilme çapağı yönünün şekillendirme yönünüzle eşleştiğinden emin olun. Ödeme ekipmanınız için bobin ID/OD'sini belirtin ve ikliminize uygun antiteleskop ve pas önleyici sargılar talep edin. Çok tesisli ağlar için spesifikasyonları (sıcaklık, kaplama kütlesi, pasivasyon, yağ tipi) birleştirin; böylece kaynak tarifleri taşınabilir ve hurda hatlar arasında en aza indirilir.
İzlenebilirlik önemlidir. Kaynak sapmalarının hızlı bir şekilde takip edilebilmesi için tedarikçilerden ısı, bobin ve yarık şerit soyağacını fabrika sertifikasında tutmalarını isteyin. Teslimat temposunu imbik ve dolum planlarınızla uyumlu hale getirin; teneke fiyat riski gerçektir, ancak yüksek hızlı bir hat rölantide çalıştığında zayıf bobin bulunabilirliği daha maliyetlidir.
Kaynaklı Teneke Kutu Uygulamaları için Toptan Kalay Kaplı Çelik
Toptan alımlar kalay piyasasındaki dalgalanmalara, baz çelik endekslerine ve hafif ağırlık için çift indirgenmiş temperlerin katma değerine duyarlıdır. Ek ücretlerin nasıl ele alınacağı ve kalay riskini hedge edip etmeyeceğiniz konusunda önceden anlaşın. Bobin ağırlığını değiştirme stratejinize göre dengeleyin: daha ağır bobinler alın kaynağı sayısını azaltır ancak taşıma sınırlarını aşabilir veya hasar riskini artırabilir. Bölgeler arası programlarda, kaynak yeniden kalifikasyonunu zorlayan son dakika ikamelerinden kaçınmak için tarife durumunu ve lojistik teslim sürelerini teyit edin.
Kaynak için Elektrolitik Teneke Levha Küresel Distribütörleri
Distribütörler teslim süresini kısaltabilir ve denemeler için MOQ'ları azaltabilir, ancak tam kaplama ağırlığı ve kalınlığı verilerini içeren değirmen sertifikaları sağlayabildiklerinden emin olun. Tam genişliğinize göre kesim yapabilen, kenar kalitesini koruyabilen ve partiden partiye tutarlı pasivasyon ve yağ seviyeleri sunabilen iş ortaklarını tercih edin. Distribütör performansı için pratik bir KPI üçlüsü tam zamanında, gelen kaynak lobu yeniden kalifikasyon geçiş oranı ve retort sonrası kusur ppm'dir; sapmayı önlemek için bunları aylık olarak izleyin.
SSS: Kaynaklı Teneke Levha için Kaplama Kütlesi ve Kalınlık Standartları
Kaynaklı gıda kutuları için en yaygın kaplama kütlesi hangisidir?
Birçok retortlanmış gıda için, kaynaklanabilirlik ile korozyon ömrünü dengelediği için her bir taraf için 5,6/5,6 g/m² yaygın olarak kullanılan bir başlangıç noktasıdır. Her zaman kendi hattınıza göre doğrulayın.
Ana çelik kalınlığı tenekede kaynak penceresini nasıl etkiler?
Daha kalın göstergeler kaynak penceresini genişletme ve parametre kaymasını tolere etme eğilimindedir, ancak daha pahalıdırlar ve şekillendirme yüklerini arttırırlar. Daha ince göstergeler daha sıkı hizalama gerektirebilir.
Kaynaklı kutular için 2.8/5.6 gibi diferansiyel kaplamalara ihtiyacım var mı?
Diferansiyel kaplamalar ürün tarafını korurken maliyeti azaltabilir. Daha ağır olan kaplamayı kutunun içine yerleştirin ve imbikten sonra dikiş bütünlüğünü yeniden onaylayın.
Hangi standartlar elektrolitik teneke kalitelerini ve toleranslarını kapsar?
Satın alımlar genellikle sınıflandırma, mekanik özellikler, kalınlık toleransı ve kaplama ağırlığı test yöntemleri için ISO 11949/EN 10202, ASTM A623 veya JIS G 3303'ü referans alır.
Pasivasyon ve yağlama kaplama kütlesi ile nasıl etkileşime girer?
Pasivasyon (genellikle kromat bazlı) ve kontrollü bir yağ filmi, kaynak ve şekillendirme için yüzeyleri stabilize eder. Uyumsuzluk, kaplama kütlesi doğru olsa bile kaynak penceresini daraltabilir.
Kaplama kütlesi ve kalınlığı ayarlandıktan sonra dikiş mukavemetini doğrulayan testler nelerdir?
Soyulma testleri, patlama testleri ve porozite veya halo korozyonu için retort sonrası incelemeler yapın. Gerçek ürün ve proses sıcaklıklarınızla doğrulayın.
Son güncelleme: 2025-11-17
Değişiklik Günlüğü: Kaynaklanabilirlik notları ile kaplama sınıfı tablosu eklendi; Belge kontrol listesi ile genişletilmiş sertifikasyon bölümü; Özel deneme merdiveni eklendi; Üretici spot ışığı ve CTA'lar eklendi.
Bir sonraki gözden geçirme tarihi ve tetikleyiciler: 2026-05-17 veya ISO/ASTM standartlarındaki güncellemeler, önemli kalay fiyat değişimleri veya pasivasyon kimyasallarını etkileyen düzenleyici değişiklikler üzerine.
Tinsun Packaging, kaplama kütlesi, kalınlığı ve pasivasyonu kaynakçılarınıza ve ürünlerinize göre uyarlayabilir. Kaynaklı Teneke Kutu Programları için Kaplama Kütlesi ve Kalınlığı Standartları için ayarlanmış bir şartname, numuneler ve sabit pencereli bir fiyat teklifi almak için kutu boyutlarınızı, proses sıcaklıklarınızı ve hedef raf ömrünüzü paylaşın.
Yazar Hakkında: Langfang Tinsun Ambalaj Malzemeleri Ltd.
Langfang Tinsun Packaging Materials Co, Ltd. yüksek kaliteli teneke, teneke bobinler, TFS (kalaysız çelik), krom kaplı levhalar ve bobinler, baskılı teneke ve şişe kapakları, kolay açılır kapaklar, kutu tabanları ve diğer ilgili bileşenler gibi teneke kutu yapım endüstrisi için çeşitli ambalaj aksesuarlarının profesyonel üreticisi ve tedarikçisidir.

Ürün Kategorisi
İlgili Yazı
-

Evcil Hayvan Gıda Kutusu Üretimi için T2-T4 Teneke Özellikleri
Islak veya yarı nemli evcil hayvan maması paketliyorsanız, daha az hataya giden en kısa yol, T2-T4 teneke spesifikasyonlarını ilk günden itibaren tarifinize, imbiğinize ve hat geometrisine uydurmaktır. Doğru meneviş derecesi, kalay kaplama ağırlığı, pasivasyon ve vernik dizilimi lezzeti koruyacak, raf ömrünü uzatacak ve termal stres altında dikişleri sıkı tutacaktır. Eğer...
-

Balık Tenekesi İmalatı için Elektrolitik Teneke Kaliteleri
Ton balığı, sardalya, uskumru veya hamsi paketliyorsanız, şikayetleri azaltmanın ve raf ömrünü artırmanın en hızlı yolu ürün, proses ve baskıyı doğru elektrolitik teneke ile eşleştirmektir. Bu kılavuz, kaplama kalınlığı ve temper seçiminden BPA içermeyen astarlara ve ihracat ambalajlarına kadar atölye gerçekliğini net seçeneklere dönüştürür; böylece Elektrolitik Tenekeyi belirleyebilirsiniz...
-

Gıdaya Uygun Soyulabilir Uçlar için BPA İçermeyen Teneke Çözümleri
Yemeye hazır gıdalar, bebek mamaları veya evcil hayvan mamaları üretiyorsanız, BPA içermeyen soyulabilir uçlara geçiş artık isteğe bağlı değil, bir marka güveni zorunluluğudur. Bu kılavuz, elektrolitik teneke kaplamalardan kalınlık, sertifikalar ve baskı/lak kararlarına kadar Gıdaya Uygun Soyulabilir Uçlar için BPA İçermeyen Teneke Çözümlerinin nasıl belirleneceğini ve tedarik edileceğini özetlemektedir. Yeni bir kapak tasarlıyorsanız...
-

İçecek Taç Kapakları için Korozyona Dayanıklı Teneke Bobinler
Taç kapak üreticileri için daha az ıskarta ve daha uzun raf ömrüne giden en hızlı yol, içecek taç kapakları için korozyona dayanıklı doğru teneke bobinleri seçmek, ardından bunları amaca uygun bir cila sistemi ve disiplinli bir kalite kontrol planı ile eşleştirmektir. Halihazırda teknik özellikleriniz veya çizimleriniz varsa, bunları paylaşın ve biz de bunları bir kaplamaya dönüştürelim...