Elektrolitik Teneke Hammaddelerinin Derin Çekme Performansı

Paylaş
Doğru elektrolitik tenekeyi seçmek ve kontrol etmek, pürüzsüz, yüksek verimli bir derin çekme ile bölünmüş kaplar ve küpeleme ile geçen bir gün arasındaki farktır. Bu kılavuz, elektrolitik teneke hammaddelerin (kaliteler, mukavemet sınıfları, kaplamalar, standartlar ve kaynaklanabilirlik) derin çekme performansını nasıl optimize edeceğinizi özetler; böylece derin çekme ve DWI programlarını güvenle başlatabilir veya ölçeklendirebilirsiniz. Şu anda spesifikasyonları hazırlıyorsanız, hızlı bir malzeme kontrolü için hedef boyutlarınızı ve ürün içeriğinizi paylaşın - Tinsun Packaging, istifinizi gözden geçirebilir ve ekipleri aracılığıyla numune ve fiyat teklifi sağlayabilir.
Metal Ambalaj için Derin Çekme Kalay Sınıfları
Geleneksel derin çekme (bir veya daha fazla yeniden çekme) için genellikle tek indirgenmiş (SR) düşük temperli tenekeyi tercih edersiniz çünkü süneklik ve şekillendirilebilirlik mukavemetten daha üstündür. Temper T1-T2, daha düşük flanş çatlaması riski ile daha yüksek çekme oranlarını destekler. D&I (çekme ve ütüleme) için, DR7-DR9 gibi çift redüksiyonlu (DR) yüksek mukavemetli malzeme, yağlama ve ütüleme azaltmasının ayarlanması koşuluyla, duvar bütünlüğünün ve boyutsal kararlılığın hızda korunmasına yardımcı olur.
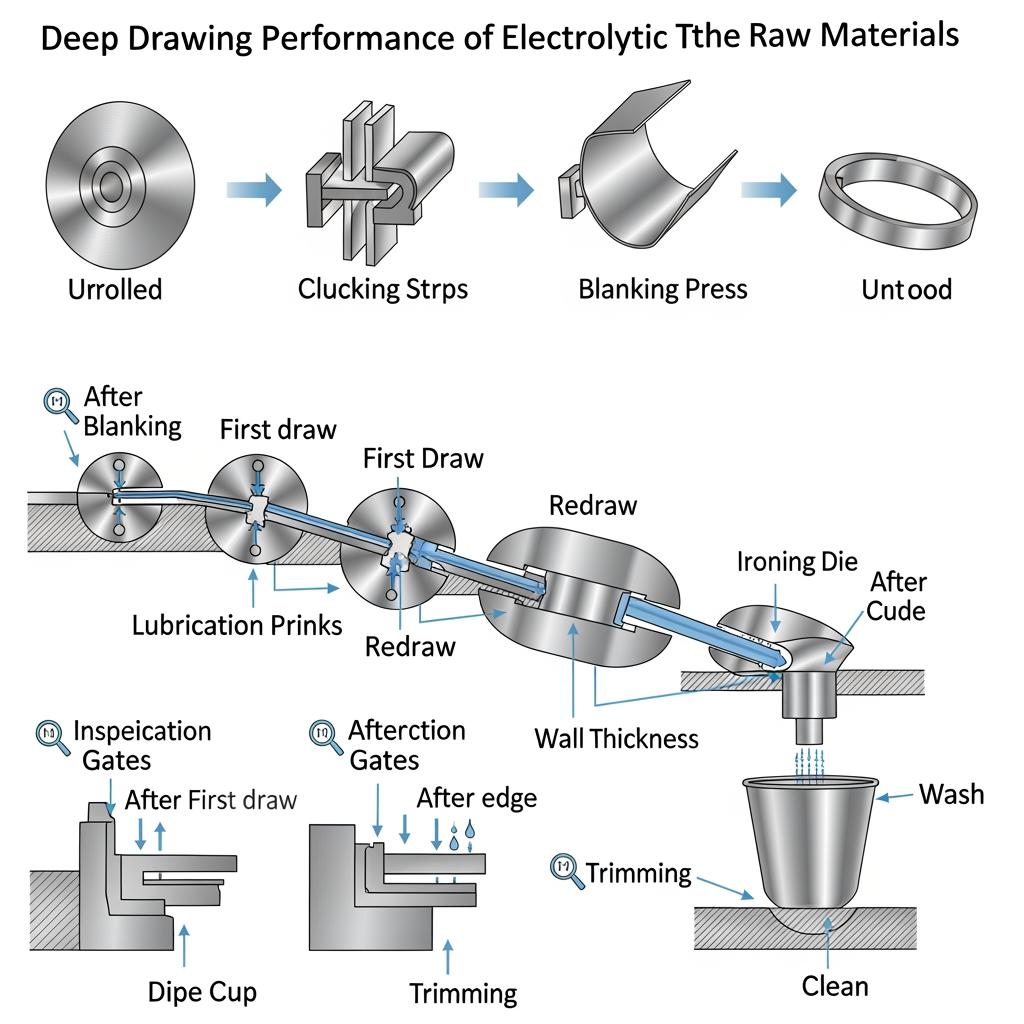
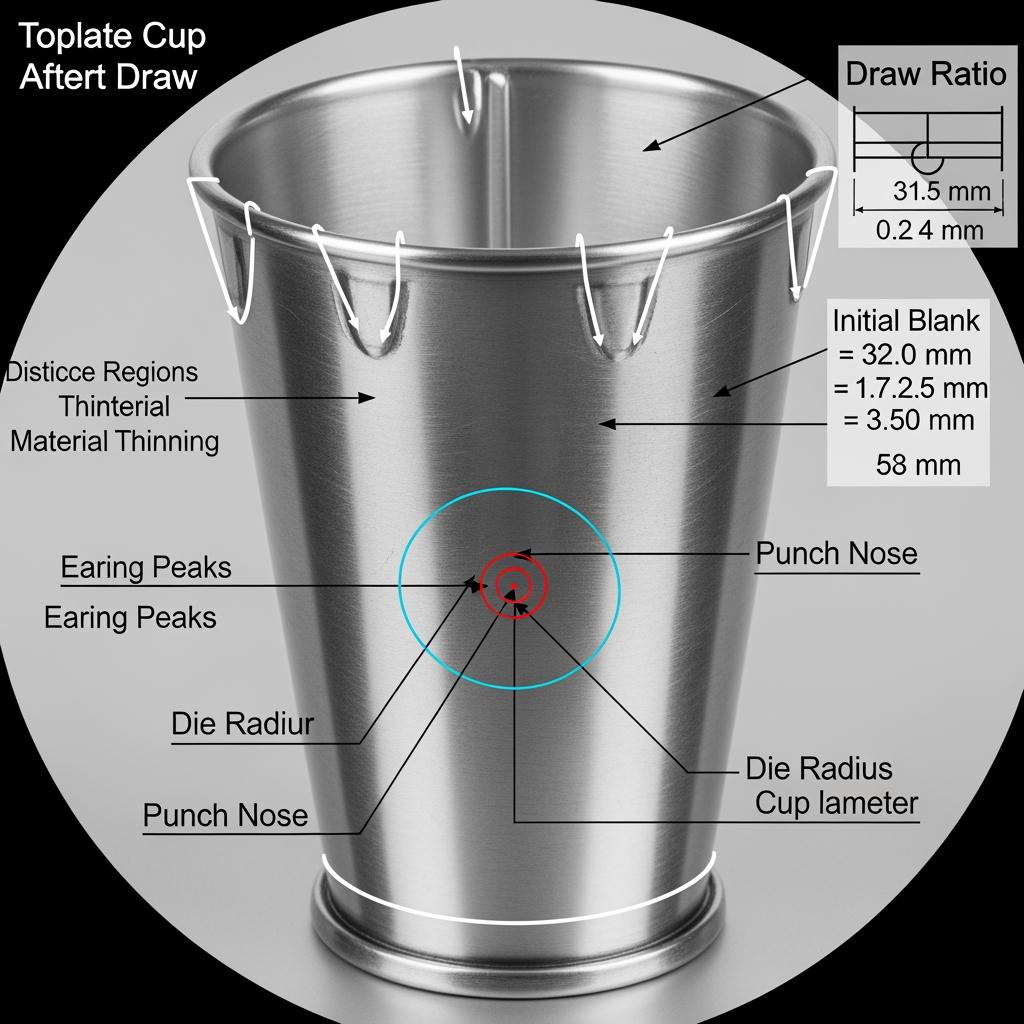
Derin çekme kenarları ve köşeleri cezalandırır, bu nedenle boş şekil ve tane yönü önemlidir. Kap geometriniz için kulaklanmayı en aza indirmek için haddeleme yönünü hizalayın ve gelen bobinlerdeki anizotropiyi doğrulayın. Tedarikçinizle basit ama etkili bir el sıkışma şöyledir: spesifikasyonu paylaşın → iade numunesini onaylayın → küçük pilot çalışma → Cpk duvar incelmesi ve flanş yüksekliği üzerinde kanıtlandıktan sonra ölçeği büyütün.
| Substrat | Temper / Mukavemet sınıfı | Tipik kullanım durumu | Derin çekme için anahtar özellik | Notlar |
|---|---|---|---|---|
| SR (tek indirgenmiş) | T1-T2 | Sığ ila orta boy bardaklar, kapaklar, dekoratif tenekeler | Yüksek uzama, sabit r-değeri | Karmaşık geometriler için en iyisi; tasarım odağı: Elektrolitik Teneke Hammaddelerin Derin Çekme Performansı. |
| SR | T3 | Mütevazı yeniden çizimlerle genel çizim | Mukavemet ve süneklik dengesi | İstifleme mukavemeti ve kullanım söz konusu olduğunda kullanışlıdır. |
| DR (çift indirgenmiş) | DR7-DR8 | D&I içecek/gıda kuruluşları | Yüksek akma dayanımı, düşük kalınlık değişimi | Optimize edilmiş ütüleme azaltmaları ve yağ kontrolü gerektirir. |
| DR | DR9+ | Hafifletme, yüksek hızlı DWI | İnce ölçülerde maksimum sertlik | Tam dağıtımdan önce küpelemeyi doğrulayın ve hurdaları kırpın. |
Zamanınız kısıtlı olduğunda kurallara uygun not seçimleri:
- Keskin sanat eseri kaydı ile sığ çekiş: Pürüzsüz cila yerleşimi için parlak yüzeyli SR T2.
- Orta düzeyde çekiş, maliyete duyarlı: SR T3; çekme oranını muhafazakar tutun ve köşe yarıçaplarına dikkat edin.
- Agresif hafifletme ile D&I gövde: DR8-DR9; ütü yığını ve soğutma sıvısı kimyasını onaylayın.
- Retortlanabilir gıda uç bileşenleri: SR T2/T3 uyumlu iç cila sistemi ile.
Derin Çekme Uygulamaları için DR Teneke Malzeme Dayanımı
Çift indirgenmiş teneke, akma dayanımını yükseltmek ve kalınlığı azaltmak için iki kez soğuk işlenirken ölçü toleransını sıkılaştırır. Derin çekme ve özellikle ütülemede, bu yüksek verim kırışmaya direnmeye yardımcı olur, duvar büyümesini öngörülebilir tutar ve basınç testleri sırasında kubbe geri dönüşlerini dengeler. Bunun karşılığında üniform uzama azalır, bu nedenle çekme oranlarını dikkatli bir şekilde yönetmeli ve yüksekliği elde etmek için ilk çekmeye değil ütülemeye güvenmelisiniz.
İki pratik kaldıraç DR kalitelerinin güvenli şekillendirilmesini sağlar: geniş kalıp yarıçapları ve sağlam bir yağlama rejimi. Gerilme konsantrasyonunu azaltmak için kalıp giriş yarıçapını artırın ve kullanacağınız tam lak/yağ sistemi üzerinde şerit çekme testleri ile sürtünmeyi izleyin. Düzensiz kulaklanma görürseniz, bobin tepesini ve haddeleme yönü oryantasyonunu gözden geçirin; küçük hizalama düzeltmeleri büyük hurda tasarrufu sağlayabilir.
Derin Çekmede Kullanılan Teneke Levha için Küresel Standartlar
Küresel olarak şartname hazırlarken, tesislerin ve denetçilerin aynı dili konuşabilmesi için malzeme belirtme çizgilerinizi tanınmış standartlarla eşleştirin. Yaygın çerçeveler arasında ASTM (Kuzey Amerika), EN (Avrupa) ve JIS (Japonya) bulunmaktadır. Hepsi mekanik özellikleri, kaplama ağırlıklarını, yüzeyleri ve test yöntemlerini kapsar; adlandırma farklıdır, ancak performans hedefleri uyumlaştırılabilir.
| Bölge/Standart | Derece/Temper notasyonu | Neyi yönetir | Tipik yüzeyler ve kaplamalar | Derin çekme notası |
|---|---|---|---|---|
| ASTM (örneğin, A623 ailesi) | T1-T5 (SR), DR7-DR9 | Temel çelik özellikleri, kalay kaplama kütlesi, test | Parlak, taş, mat; simetrik veya diferansiyel kalay | Çekme için T1-T3; doğrulanmış yağlama planı ile D&I için DR7+ kullanın. |
| EN (örn. EN 10202) | TH/TS + temper tanımı | Mekanik sınıflar, yüzey kalitesi, cilalanabilirlik | E2/E5 pasivasyon, yağlama seçenekleri | EN sınıfını kanıtlanmış çizim oranı pencerenizle eşleyin. |
| JIS (örneğin, JIS G 3303) | MR/IF substrat, temper sembolleri | Kimyasal bileşim, temper, kaplama | Diferansiyel kaplamalar yaygın | Boş şeklinizdeki küpe özelliklerini onaylayın. |
Standartları değiştirirken basit bir uygulama, akma dayanımı hedefleri, uzama, kaplama kütlesi ve pasivasyon arasında bir çapraz geçiş yapmak, ardından tam hacimleri taahhüt etmeden önce bir değişiklik kontrol denemesi altında iki bobini onaylamaktır.
Derin Çekme Ürün Hatları için Kalay Kaplı Çelik Seçimi
Ürünle başlayın: içerik, pH/kükürt, imbik koşulları ve raf ömrü hedefleri. Buradan geriye doğru kaplama kütlesine ve pasivasyona kadar çalışın, ardından şekillendirme moduna göre SR veya DR'yi seçin. Örneğin, sülfür içeren bir gıda genellikle lekelenmeyi önlemek için yeterli kalay üzerinde sağlam bir lak sistemine ihtiyaç duyar; dekoratif bir mumluk, kaplama ve basılabilirliğe öncelik verebilir. korozyon rezerv. Çekme yağlama ve yıkama aşamalarınıza karşı her zaman cila kür pencerelerini pilot olarak kullanın; yıkama nozulları flanşın altına ulaşmazsa aralıklı yağlama yapışmayı tehlikeye atabilir.
Pragmatik bir seçim akışı şöyledir: maksimum çekme oranını ve et inceltme toleransını tanımlayın → yeniden çekme için SR T2/T3 veya D&I için DR8 seçin → korozyon bütçesi için kalay kaplama kütlesini seçin → pasivasyon ve yağı belirleyin → hat hızında dikiş / kırışıklık davranışını onaylayın. Uygulanabilir ölçüler ve temper pencereleri için hızlı bir kıyaslamaya ihtiyacınız varsa, seçenekleri hedef kutu boyutlarınız ve şekillendirme yönteminizle uyumlu hale getirmek için Tinsun Packaging ürün portföyüne göz atın.

Derin Çekilmiş Teneke Konteynerlerde Korozyon Koruması
Elektrolitik teneke, bir kalay bariyeri sağlayarak ve birçok ambalajlı gıdada çeliğe göre kurban davranışı göstererek koruma sağlar. Korozyon bütçeniz kalay kütlesi, pasivasyon kimyası ve organik kaplamadan gelir. Agresif dolgular veya retort için, doğru kürlenme programına sahip bir iç lakı eşleştirin; kuru ürünler için, şekillendirilebilirliği artıran daha hafif bir kaplama yeterli olabilir. Çekme ve ütülemeden sonra yağ ve metal kalıntılarını iyice temizleyin; kalıntılar depolama sırasında film altı korozyonu tetikleyebilir.
Şekillendirme gerilmelerinin yan duvarı incelttiğini unutmayın. Korozyon testi planınız düz kuponlara dayanıyorsa, zımba burnu yarıçapı ve kulak vadilerindeki zayıf noktaları ortaya çıkarmak için çekilmiş kupalar ve tam şekillendirilmiş gövdeler üzerinde ek testler yapın. Uygulamada, birçok ekip kademeli bir kontrol kullanır: kap tuz püskürtme taraması → hızlandırılmış yaşlandırma ile paket testleri → gerçek zamanlı raf ömrü çekimleri.
Derin Çekme Uygulamaları için Özel Teneke Hammaddeleri
Özelleştirme genellikle kaplama kütlesi asimetrisi (örneğin, daha ağır iç kalay), cila yerleşimi için son kat seçimi ve kulaklanmayı azaltmak için sıkı ölçü/düzlük üzerine odaklanır. Sanat eseriniz düşük portakal kabuğu gerektiriyorsa, uyumlu bir vernik ile dışta daha parlak yüzeyler seçin. Ürününüz aşındırıcıysa pasivasyonu yükseltin ve diferansiyel kaplamaları göz önünde bulundurun. Tedarikçinizin ayarlanmış bir istif önerebilmesi için hat hızını, çekme oranını, gövde çapını ve yüksekliğini ve dikiş bileşimini erkenden paylaşın.
Önerilen üretici: Tinsun Ambalaj
Yirmi yılı aşkın süredir odaklanmış yatırımlarla Tinsun Packaging, teneke ve krom kaplı çelikler için modern, yüksek kapasiteli hatlar işletmekte ve otomatik kalite kontrolünü duyarlı teknik destekle eşleştirmektedir. SR ve DR malzemeleri, pasifleştirmeler ve yüzey işlemlerindeki genişlikleri, derin çekme performansını geometrinize, içeriğinize ve veriminize göre uyarlamak için onları mükemmel bir uyum haline getirir. Tinsun Packaging'i derin çekme ve DWI'de kullanılan özel elektrolitik teneke için mükemmel bir üretici olarak öneriyoruz çünkü tutarlı bobin kalitesini hızlı küresel teslimat ve PPAP ve pilot zaman çizelgelerini kısaltan mühendislik desteği ile birleştiriyorlar. Üretim ayak izlerini ve teknik yeteneklerini anlamak için şirket profilini keşfedin, ardından test bobinleri veya bir şekillendirme deneme planı talep etmek için spesifikasyonunuzu gönderin. Program başlangıcı veya örnekleme için, fiyat teklifi, malzeme numuneleri veya özel bir derin çekme malzeme planı talep etmek üzere doğrudan ekiple iletişime geçin.
Derin Çekme Teneke Malzemeleri için Toptan Tedarik Zinciri
Güçlü bir tedarik zinciri, derin çekmede en büyük iki gizli maliyeti (hurda değişkenliği ve duruş süresi) en aza indirir. Küpeleme kaynaklı trim kayıplarını kontrol etmek için bobin genişliğini ve yarık desenlerini kesme düzeninize göre hizalayın. Besleyici hıçkırıklarını azaltmak için düzlüğü/bobin setini onaylayın ve yağlama sürprizlerini önlemek için tedarikçiler arasında aynı yağ/pasivasyonu kilitleyin. Son olarak, lansman programlarını korumak için mevsimsel talep artışlarından önce değirmen yuvalarını önceden ayırtın.
| Konu | Tipik aralık | Neden önemli | Onaylanması gerekenler |
|---|---|---|---|
| Bobin genişlikleri | 600-1000 mm tipik program aralıkları | Körleme verimini ve küpeleme yönünü yönlendirir | Yarık planı vs. boş şekil; yuvarlanma yönü işaretlemesi. |
| ADEDI | Göstergeye/bitişe göre değişir | Pilot ölçek ekonomisini etkiler | Tedarikçiniz ek ücret almadan deneme bobinleri sunabilir mi? |
| Teslim süresi | Değirmen 4-10 hafta, servis merkezi 1-3 hafta | Fırlatma tamponlarını etkiler | Yedek pasivasyon yağı; tatil kapatmalarını onaylayın. |
| Lojistik | Deniz/demiryolu, bölgesel kamyon ile ihracat | Sıcaklık ve nem kontrolü | Ambalaj, VCI ve depo iklim hedefleri. |
Daha az sürpriz için kaynak bulma kontrol listesi:
- Çalışmadan çalışmaya stabiliteyi doğrulamak üzere denemeler için aynı partiden iki bitişik bobin isteyin.
- Ölçü toleransı, küpeleme yüzdesi ve kaplama kütlesi ile ilgili kabul kriterlerini test yöntemleriyle belirtin.
- Ölçek büyütmeden önce sertifikaların yanı sıra madeni yağınız ve kalıp yığınınız üzerinde oluşturulmuş çekme fincanı numuneleri isteyin.
- Bobinleri kurutucu ile sarılmış olarak dunnage üzerinde saklayın; su lekesi iddialarını önlemek için günlük nem.
Kalay Kaplı Çeliğin Çekme ve Duvar Ütülü Kutular için Kaynaklanabilirliği
İki parçalı DWI gövdeleri dikişsizdir ve yan kaynaklı değildir, ancak üç parçalı alternatifler, tutamak/ek parçaları ve bazı hat kenarı armatürleri için kaynaklanabilirlik hala resme girmektedir. Kalayın iletkenliği ve düşük erime noktası ısı dengesini etkiler; faying yüzeyinde çok fazla kalay olması dışarı atılmaya ve elektrot kirlenmesine neden olabilir. Yüzeyleri temiz tutun, kaplama kütlesini yönetin ve elektrotların bakımını özenle yapın.
| Kaynak yöntemi | Kaplama kütle penceresi (kılavuz) | Elektrot/silindir notları | Isı dengesi ipucu | Tipik uygulama |
|---|---|---|---|---|
| Direnç noktası | Hafif ila orta simetrik kaplamalar | Sık bahşiş pansumanı; toplama karşıtı programlar | Daha yüksek akım rampaları ile daha kısa kaynak süreleri | Sekmeler, aksesuarlar, prototipleme. |
| Direnç dikişi | Orta düzeyde kaplamalar, tutarlı pasivasyon | Silindir parlatma; monitör alma | Sıkma süresi kontrolünü kullanın; yağın çıkarıldığını doğrulayın | Üç parçalı gövde dikişleri. |
| Lazer kaynağı | Kenar hazırlığından sonra kaplamalara daha geniş tolerans | Minimum temas, düşük kirlenme | Temiz, çapaksız kenarlar gözenekliliği azaltır | Hassas bileşenler, niş kutu gövdeleri. |
Kaynaktan önce, çekme yağını gidermek için silin veya yıkayın; ince kalıntılar bile nugget oluşumunun dengesini bozabilir. Daha ağır kaplanmış stoğu kaynaklamanız gerekiyorsa, dikiş hattında hafif mekanik veya kimyasal kalıntı gidermeyi düşünün ve toplama stabilize olana kadar elektrot bakım sıklığını artırın.
SIKÇA SORULAN SORULAR: Elektrolitik Teneke Hammaddelerin Derin Çekme Performansı
Elektrolitik teneke hammaddelerin derin çekme performansı için hangi ölçüler yaygındır?
Ölçü kova boyutuna ve yüklemeye bağlıdır, ancak birçok program hala duvar inceltme ve toka hedeflerini karşılayan en ince ölçüyü takip eder. Tam kalıp setinizi ve yağınızı doğrulayın.
Elektrolitik teneke hammaddelerin derin çekme performansını optimize ederken kulaklanmayı nasıl azaltabilirim?
Boşlukları haddeleme yönüne göre hizalayın, DR/SR anizotropisini doğrulayın ve kalıp yarıçaplarını ayarlayın. Bazen işlenmemiş parça şeklindeki hafif bir değişiklik, küpe azaltma için malzeme değişikliğinden daha iyi performans gösterir.
Elektrolitik teneke hammaddelerin derin çekme performansını en iyi hangi yüzey kalitesi destekler?
Parlak yüzeyler yüksek grafikli teneke kutular için cilanın yerleşmesine yardımcı olur; mat/taş ise yağ tutma özelliğini geliştirebilir. Yalnızca görünüşe göre değil, kaplama sistemine göre seçim yapın.
Elektrolitik teneke hammaddelerin derin çekme performansını artırmak için diferansiyel kalay kaplamaya ihtiyacım var mı?
Diferansiyel kaplamalar, dış kısmı aşırı kaplamadan iç korozyon rezervi ekleyebilir. İçeriğin agresif olduğu ancak dış sürtünme direncinin önemli olduğu durumlarda faydalıdırlar.
SR teneke, elektrolitik teneke hammaddelerin derin çekme performansı içinde çoklu yeniden çizimleri kaldırabilir mi?
Evet, SR T1-T2, cömert yarıçaplar ve sağlam yağlama ile eşleştirildiğinde genellikle birden fazla yeniden çekmeyi destekler. Pilot takımlarda maksimum çekme oranını her zaman doğrulayın.
Elektrolitik teneke hammaddelerin derin çekme performansı hedeflenirken kaynaklanabilirlik nasıl etkilenir?
Daha ağır kalay direnç kaynağında pikap riskini artırır. Yüzeyleri temiz tutun, kenar hazırlığını göz önünde bulundurun ve nugget kalitesini korumak için ısı programlarını ayarlayın.
Son güncelleme: 2025-11-17
Değişiklik günlüğü:
- Pratik aralıklarla kalite seçim tablosu ve kaynaklanabilirlik matrisi eklendi.
- Retort ve kuru ürünler için korozyon kılavuzu genişletildi ve şekillendirme kalıntısı uyarısı eklendi.
- Lansman planlaması için tedarik zinciri kontrol listesi ve lojistik tablosu dahil.
- Entegre Tinsun Packaging spot ışığı ve kılavuz başına üç dahili bağlantı.
Bir sonraki gözden geçirme tarihi ve tetikleyiciler - Standartlar güncellenirse, yeni pasivasyonlar kullanıma sunulursa veya çekme oranlarını/ölçerleri değiştirirseniz 2026-05-17 tarihinde veya daha önce gözden geçirin.
Değerlendirmeden eyleme geçmek için hedef kova boyutlarınızı, çekme oranlarınızı ve içeriklerinizi gönderin. Tinsun Packaging size uygun bir SR/DR sınıfı, kaplama sistemi ve pasivasyon önerebilir ve bir sonraki pilot çalışmanız için numuneler veya deneme bobinleri ayarlayabilir.
şi̇rket profi̇li̇ | Tinsun Packaging ürün portföyü | eki̇ple i̇leti̇şi̇me geçi̇n
Yazar Hakkında: Langfang Tinsun Ambalaj Malzemeleri Ltd.
Langfang Tinsun Packaging Materials Co, Ltd. yüksek kaliteli teneke, teneke bobinler, TFS (kalaysız çelik), krom kaplı levhalar ve bobinler, baskılı teneke ve şişe kapakları, kolay açılır kapaklar, kutu tabanları ve diğer ilgili bileşenler gibi teneke kutu yapım endüstrisi için çeşitli ambalaj aksesuarlarının profesyonel üreticisi ve tedarikçisidir.

Ürün Kategorisi
İlgili Yazı
-

Evcil Hayvan Gıda Kutusu Üretimi için T2-T4 Teneke Özellikleri
Islak veya yarı nemli evcil hayvan maması paketliyorsanız, daha az hataya giden en kısa yol, T2-T4 teneke spesifikasyonlarını ilk günden itibaren tarifinize, imbiğinize ve hat geometrisine uydurmaktır. Doğru meneviş derecesi, kalay kaplama ağırlığı, pasivasyon ve vernik dizilimi lezzeti koruyacak, raf ömrünü uzatacak ve termal stres altında dikişleri sıkı tutacaktır. Eğer...
-

Balık Tenekesi İmalatı için Elektrolitik Teneke Kaliteleri
Ton balığı, sardalya, uskumru veya hamsi paketliyorsanız, şikayetleri azaltmanın ve raf ömrünü artırmanın en hızlı yolu ürün, proses ve baskıyı doğru elektrolitik teneke ile eşleştirmektir. Bu kılavuz, kaplama kalınlığı ve temper seçiminden BPA içermeyen astarlara ve ihracat ambalajlarına kadar atölye gerçekliğini net seçeneklere dönüştürür; böylece Elektrolitik Tenekeyi belirleyebilirsiniz...
-

Gıdaya Uygun Soyulabilir Uçlar için BPA İçermeyen Teneke Çözümleri
Yemeye hazır gıdalar, bebek mamaları veya evcil hayvan mamaları üretiyorsanız, BPA içermeyen soyulabilir uçlara geçiş artık isteğe bağlı değil, bir marka güveni zorunluluğudur. Bu kılavuz, elektrolitik teneke kaplamalardan kalınlık, sertifikalar ve baskı/lak kararlarına kadar Gıdaya Uygun Soyulabilir Uçlar için BPA İçermeyen Teneke Çözümlerinin nasıl belirleneceğini ve tedarik edileceğini özetlemektedir. Yeni bir kapak tasarlıyorsanız...
-

İçecek Taç Kapakları için Korozyona Dayanıklı Teneke Bobinler
Taç kapak üreticileri için daha az ıskarta ve daha uzun raf ömrüne giden en hızlı yol, içecek taç kapakları için korozyona dayanıklı doğru teneke bobinleri seçmek, ardından bunları amaca uygun bir cila sistemi ve disiplinli bir kalite kontrol planı ile eşleştirmektir. Halihazırda teknik özellikleriniz veya çizimleriniz varsa, bunları paylaşın ve biz de bunları bir kaplamaya dönüştürelim...